
���±��: 1004-0609(2005)04-0513 -06
��ͭ���������ѹ�������Լ��б������Ľ�����֯�Ͷ�������
������1, �����1, ��ѧǫ2, ������1, ������1
(1. ���ϴ�ѧ ���Ͽ�ѧ�빤��ѧԺ, ��ɳ 410083;2. ���ϴ�ѧ ���Ͽ�ѧ�빤��ѧԺ, ��ɳ 410082)
ժ Ҫ: �о�������ѹ����������ͭ�������Լ��з����渽��������֯��̬�� ��Ӧ���Ӳ�ȷֲ��Լ����з�������ò�� �������: ���з�����������ɷ�Ϊ3������, �ھ����100~250��m������, ���������˼�����ҵĴ�������Ա���, ��ά����Ӳ������50%; ��Ӧ��������з����������������С; ���з������϶��������״, ����ѹ������, �����С; �������д�����������, �������κ˺��ڼ�Ӧ���������ؼ��з���;ۺ϶��γɵġ�
�ؼ���:��ͭ����; ����; ����֯; ���ж���; �� ��ͼ�����:TG301
���ױ�ʶ��: A
Features of fractured surface and microstructure of
plastic shearing zone of red copper bar under axial load
CHEN Ming-an1, LI Hui-zhong1, LI Xue-qian2, LIU Chu-ming1, LIU Wen-li1
(1. School of Materials Science and Engineering,Central South University, Changsha 410083, China;2. School of Materials Science and Engineering,Hunan University, Changsha 410082, China)
Abstract: The microstructure, the shear strain and the micro-hardness around the sheared surface by plastic shearing of red copper bar under axial load were examined, and the sheared surfaces were observed by SEM. Three regions with different microstructure features caused by plastic deformation were observed from the sheared surface to the inner matrix. It is shown that the outer surface layer with depth of 100-250��m endures severely plastic shear deformation during shearing, in which finely equiaxed grains are observed and 50% increase of micro-hardness is detected. The shear strain decreases with the increase of the distance to the sheared surface. The fracture zone takes the shape of crescent symmetrically and its area declines with the increase of the applied axial load. Lots of elongated narrow microvoids along shearing direction are shown in the fractured zone. It is inferred that the fractured zone is formed by the mechanism of nucleation of the microvoids, and then growth and coalescence along the shearing direction.
Key words: red copper bar; shearing; microstructure; shear fracture; microvoid
���������Ƴ����ʱ, �����轫�����ɵ���ë���� ���ž����յIJ��Ϸ�չ, �����ϵ�Ҫ��ҲԽ��Խ��, ��������߾���ë���ļ��ξ��ȡ� ���������Լ������ʵ�, �ѳ�Ϊһ����Ҫ���о����⡣ ���ļ������Ͼ��������ʺͲ��������ʸߵ��ŵ�, ��ë��������״����, ������ֲڲ�ƽ����б, ����Ӱ�����ë���������� ���, ��������ļ��мӹ������������о�[1-13]��
�����ѹ���з���ͨ���ڼ��б���������һ���ľ�ˮѹӦ������߸������ϵ�����, �Ӷ��������Ƶ���������չ, ���ڻ�ýӽ���ȫ�������з������һ�־������Լ��з���[6-8]�� �ڴ˻���������˽ṹ����������ѹ�������Լ��мӹ�, �����ü�ѹ�� ���λ����Ʒ����Ʊ��Ƚ���ĸ���, ���������ѹ���з���������з����һ����ȵ�Ƭ״���[8-12]�� ����һ����Χ�ڿ��������������ӹ������� Ȼ��, ������о�������Ҫ�ǹ���Ӧ���ͱ��η����Լ����ղ����Լ��м����γߴ羫��Ӱ��ȷ���[6-12]; ���ڰ��������ѹ���еĶ�����̬���������˼��ζ��Է���[12, 13], ȱ������ϸ����ò�����Ĺ۲������ ���������о�����ͭ���������ѹ�������Լ��м����Ա������Ľ�����֯�� ��Ӳ�ȡ� ��Ӧ��ֲ������Ͷ�����ò���������γɻ���, ��Ϊ��һ����ʶ���Լ��мӹ������� ȷ�����ܼ��й��ղ����ṩ�˻�����
1 ʵ�鷽��
ͼ1��ʾΪ�����ѹ����ԭ��ʾ��ͼ�� ����ͨ��3��5�����ϼн�, ��ͨ��1ʩ������ѹ��p, Ȼ������2�����˶���ɼ��мӹ��� ��ͭ����ֱ��Ϊd8.5mm�� ���ϼ���ʵ��ʱ����5�鲻ͬ������ѹ��ֵ, �ֱ�Ϊ15�� 20�� 30�� 40��50N/mm2, ��Ӧ���м��ֱ��Ϊ1#��5#�� �ش�ֱ�ڼ��з��� �桢 ��ƽ���ڼ��з������������������������
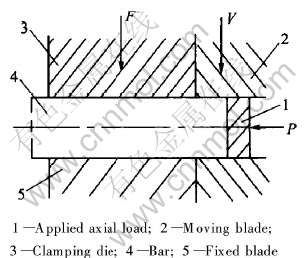
ͼ1 �����ѹ����ʾ��ͼ
Fig.1 Schematic diagram of cropping under axial load
�����ᡢ ����ʹ�����Һ��ʴ, �ڽ��������Ͻ�������֯����, ������5#������ά��Ӳ��, �غ�0.5N�±���30s�� ��JSM-5600LVɨ��羵(SEM)�Ͻ��ж�����ò�۲������
2 ���������
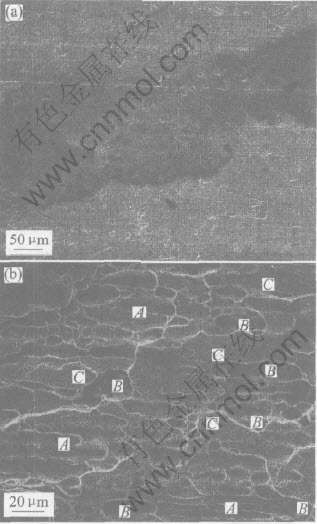
2.1 ����֯ ͼ2��ʾΪ���м��ĵͱ�����֯��Ƭ�� �ɼ�, ���з����渽�������˾��ҵ����Լ��б���, ���Լ��б�����������, ���ϡ� �²�խ, �в�����
ͼ2 ���м��ĵͱ�����֯
Fig.2 Microstructures of cropped parts
ͼ3��ʾΪ1#�� 2#�� 3#��5#���м����з����渽�����Ա�����������֯�� ���з����渽 �����Ա������ɷ�Ϊ3������, ��ͼ3(d)�Т� ��͢����� ��������֯�����Ǽ��б��ι�����, ������ԭʼ��֯���紦�������������Ե���������, �����淢���˴��ת��, ��Ȼ���¾�����λ����仯�� �����пɹ۲쵽�����ƽ��״̬�ľ����α��(��ͷ��ʾ)�� ͼ4(a)Ϊ�����ĸ߱�������֯��
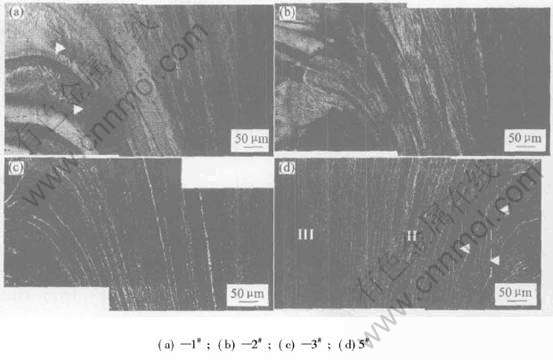
ͼ3 ���м����������Ա��β�����֯
Fig.3 Microstructures of cropped sides
��������֯�����ǿ��Թ۲쵽���Ե����Լ��б����γɵ����ߡ� ͼ4(b)Ϊ�����ĸ߱�������֯, �ɼ������Լ��б������߷���ľ��г�����״�ṹ�����Ĵ�״��֯, �����黯����
����, ��1#~5#�ı��β�����Լ100~250��m��Χ��, ���Լ��б��μ������, �Ѿ����Թ۲쵽���Լ��б����γɵ����ߡ� ͼ4(c)Ϊ�����ĸ߱�������֯�� �ɼ�, ���������Ǽ���ϸС�ĵ��ᾧ����֯, ���д���羵�ȷ������֤ʵ��
�Ӱ���ԭʼ��֯���������� ����������, ��֯����ȡ��, �黯�̶�������, λ����ȱ���ܶ�������, ��ӳ�˼��й����Т�����֯�������ݱ���̡� �ڼ��б��εij�ʼ��, �������ȷ��������ڢ��������ı��ι���, �������ڼ��б��η�����������, ������λ����仯, ���糯����з���нǼ�С�ķ���ȡ�� �������Լ��б��ι��̵Ľ���, ������ȡ��ľ������������η��������ɱ�Ƭ�� ���ھ�����谭λ���˶�, ����������Ա��γ̶�����, λ���ܶȵ����ձ����, λ���� ��ʣ��λ�����·ֲ������в����γɰ���, �������ξ����ָ��ϸС�İ�״�ǽṹ��֯�� �������Ա��γ̶ȵĽ�һ������, λ����ʣ��λ���в���İ��ڴ��ɽ���ԭ�Ӷ̳���ɢ���γɽ���������� ȡ���ϴ��ϸС���ᾧ��֯��
2.2 ��Ӧ��ֲ����� ��ͭ���ϼ��й����еı��γ̶ȿ��ü�Ӧ��ú����� ��ͼ3(a)�� (b)�� (c)�� (d)���λ�ø���һ��ˮƽ��(��ֱ�ڼ��з���), �������Ա��������γɺཻܶ��, �����������ߵ����ߡ� ���Ϊ������������з���ļн�, ��á�tan��, ��Ӧ�ĵ�ЧӦ��![]() �� ��ͼ3��������з����治ͬ���봦�Ħ�, ���æõı仯������ͼ5��ʾ�� ��ͼ5�ɼ�, ���з����渽�������, ��Ӧ��������з����������������С�� 5#��Ʒ�ڼ��з����渽�������, 2#��3#��֮, 1#��С��
�� ��ͼ3��������з����治ͬ���봦�Ħ�, ���æõı仯������ͼ5��ʾ�� ��ͼ5�ɼ�, ���з����渽�������, ��Ӧ��������з����������������С�� 5#��Ʒ�ڼ��з����渽�������, 2#��3#��֮, 1#��С��
�������Ա��κ�����֯�ṹ�仯��Ȼ������ѧ���ܵı仯�� ͼ6������ͼ2(e)��5#��Ʒ��ά��Ӳ�ȷֲ����ɡ� ͼ��A��A��ʾͼ2(e)�о��϶�2mm��ˮƽ�ߡ� B��BΪ����ˮƽ�ߡ� C��CΪ���¶�2mm��ˮƽ�ߡ� ��ͼ6�ɼ�, 3�����ߵı仯���ƻ�����ͬ, ���ά��Ӳ��ֵ��Ϊ168�� �ڼ��з����渽��Լ250��m�ı�����, ά��Ӳ�ȱȲ���ԭʼӲ��HV114����Լ50%�� ����ͼ5������ѹ��Ϊ���ֵʱ5#�������з����渽��Լ250��m�ı����ڼ�Ӧ��ֵ�����˴���ݶȱ仯, ��ͼ6��ά�� Ӳ��ֵȴ�仯��С�� ��������һ���������ڲ����� �Ա��ι�ת��Ϊ��, �Լ����з����������ģ�ߵ�Ħ��, ���¾��Ҽ��б��������¶����߶�����̬�ظ�; ��һ����, �����ھ������Ա��δﵽһ���̶Ⱥ�λ���ܶȴﵽ�����������ű��γ̶����Ӽ�������
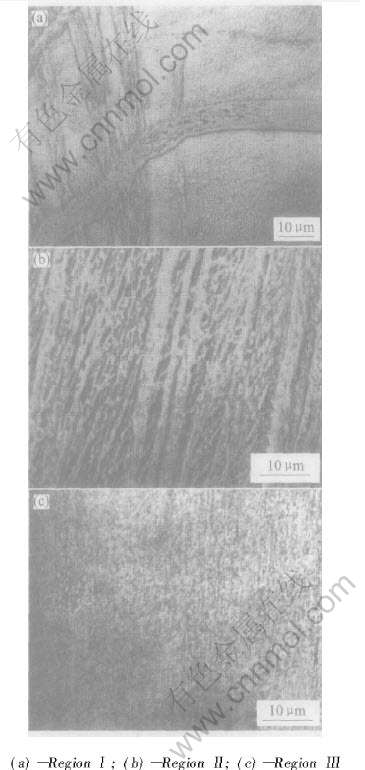
ͼ4 5#���м��� ��͢���������֯
Fig.4 Microstructures of three regions near cropped surface of sample 5#
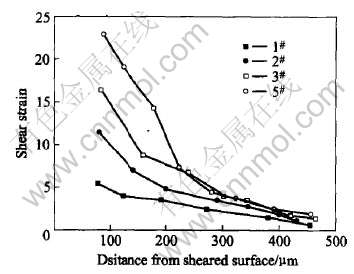
ͼ5 ��ͬ����ѹ�������Ա��β��ڼ�Ӧ��ֲ�
Fig.5 Distributions of shear strain of cropped surface side under different axial loads
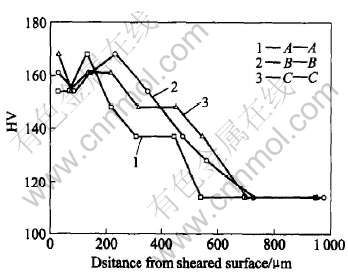
ͼ6 5#�����������Ӳ�ȷֲ�
Fig.6 Microscopic hardness distributions of cropped surface side
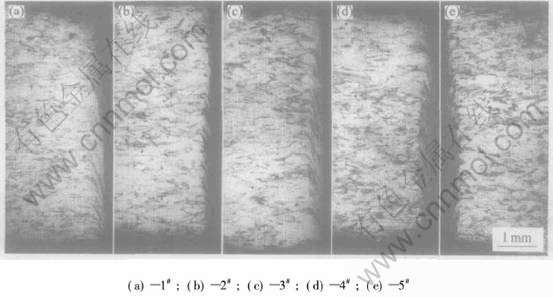
2.3 ������ò���� ͼ7��ʾΪ1#~5#��Ʒ���з�����ĺ����ò�� ��ͼ�ɼ�, ���з������϶��������״, ������������ѹ���������С�� ͼ8��ʾΪ2#��Ʒ�� �����SEM�� ����ͼ8(a)Ϊ�������Լ��б��� ����õķ�������ò, �ɼ�������ƽ���⻬; ͼ8(b)Ϊ���з������϶�����ò, �ɼ����������д����ؼ��з���ij�����, �����Ϊ3~10��m, ����ÿ�������Ŀ��Ⱥ���Ȼ�������, ����ɼ������ij�����֮��ı߽�, ��������з������ƽ��, ��ͼ8(b)��A���� Ӧע�����, ͼ8(b)�г���������ò����ͨ��Ӧ������Ҫ�������γɵļ��ж�������������������ò��ͬ�� ͼ8(b)��B��Ҳ�ɼ�һЩ��Ƚϴ����, ���д���ϸС����, �������ɼ�������������������ġ� ͼ8(b)��C�����ɼ�һЩû������ƽ���⻬����, ��Ȼ�����ǽ������Լ��б��ζ���õķ����档

ͼ7 ��ͬ����ѹ���µļ��з�����
Fig.7 Cropped surfaces under different axial loads
ͼ8 ���з������SEM��Ƭ
Fig.8 SEM images of cropped surface
���Ͽ�֪, �Ͽ����ۼ��ͼ��ж��ѡ� ���������κˡ� ����չ����;ۺϹ��̡� ���������ۼ��ͼ��ж�����������Ҫ���á� �������Ƿ��������������Ĵ����Լ����ͻ����ϳ̶��йء� ��ͭ�����в��ɱ���Ĵ�����������״������Ĵ�Ӳ������ȼ������ӡ� ���Ա��δﵽһ���̶�ʱ�����������֮���γ����صı��β�Э������, ���������ǿ�ҵĸ���Ӧ��, ���¼�������������������������ڽ��洦��ճ��������, �˼����κˡ� ��Щ�������Լ��б��ε��������ؼ��з��ϳ�����γ��ؼ��з���ֲ��ij��ο�, ��Щ���ο��ڴ�ֱ�ڼ��з�����������������ϻ���û�б仯, ��ͼ8(b)�г��ο��Ŀ��Ⱥ�����ؼ��з������һ�¡� ������ij��ο�����ʱ��ۺ����ӳ�Ϊ����Ŀ��� ���ľۺϿɷ�Ϊ�������: һ���dz��ο�����������ؼ��з�������, �������ο��Ŀ��Ⱥ�����൱, ������ò��һ�����ο�������, �������ο��Ŀ��Ȼ���ȴ��ڲ��, ��ɹ۲쵽�����ۺ����µĺۼ�, ���������ѵı߽�; ��һ������dz��ο�����������ڴ�ֱ�ڼ��з������������ۺ�, ��ʱҲ�ɹ۲쵽�����ۺ����µ��ؼ��з���ֲ��ĺۼ��� �����ۺ�ʱ, ���ű��ε�����, �ױڱ䱡, �ױ����ͨ��˺�ѷ�ʽ���ϸС�Ŀ��κ��볤�� �ۺ϶�����, �������ڳ��ο������¿ɹ۲쵽�ĺۼ���
���ϵ������ƻ������������γɼ������ �ۺ�ֱ�����ѵĹ��̡� ��ʵ���������������γɺͳ����йص�����ģʽ����Ҫ�ı��ι��ʱ�����������Ҫ���ٵ�Ե�ʡ� ��˿������ſ���չ����С��·���ͷ��� ���й������γɵ���ͼ3��ʾ�����Ա��β���֯����: �ڼ��з����渽���γ��˸߶ȼ��е�Ӧ��Ӧ������ ���ڸ�������, ������Ӧ��Ӧ��������л�[14, 15], ��֮���Լ��б����γɵ���֯, ����������Ӧ��Ӧ�伯�л��ļ��з����渽��������, ���ؼ��з�����չ���� ��������ѹ������, �������Լ��б������ھ�ˮӦ����m�������� ���ݦ�m�����Ա��ι����в������Ե�Ӱ�켰���Զ�����[16], �⽫���¼��б������ڲ��ϼ������Ա����������, ���۱��ּ��Ǽ��з������϶���������ʼ�С��
3 ����
1)�����ѹ���з����渽���ɷ�Ϊ3������: �����100~250��m������, ���������˼�����ҵ����Լ��б���, �����γ��˼���ϸС�ľ���; ����з����С�Ƕȵ����Ա���������; ����ɼ��ļ�����������������
2)��Ӧ��������з����������������С�� ����з��������100~250��m�����ڼ�Ӧ���, ��Ӧ��������ѹ���������������, ��ά����Ӳ������Լ50%��
3)�����ѹ���з������϶��������״�� ����ѹ������, �����С�� �������д����ؼ��з����ҿ��Ⱥ���Ȼ�������ij�������, �����κ˺��ڼ�Ӧ�������³���;ۺ϶��γɵġ�
��л
��һ���߸�л������ͨ��ѧ��е����ѧԺ�½�½��ڵ�ָ����
REFERENCES
[1] Lawson R. Cropping billets for cold extrusion: A review[J]. Metallurgia and Metal Forming, 1976, 43(2): 40-47.
[2] Dzidowski E S. A study of limiting displacements in the shearing of bars[J]. J Mech Working Tech, 1986, 12(2): 297-306.
[3] Oudin J, Ravalard Y. The experimental and theoretical analysis of plastic flow during the closed-die cropping of rectangular bars[J]. Int J Mech Sci, 1979, 21(1): 63-70.
[4] Thiruvarudchelvan S. Cropping of round aluminium alloy rods using torque and a narrow band of lateral compressive stress[J]. J Mech Working Tech, 1989, 19(1): 1-10.
[5] Dzidowski E S, Cisek W. New development of shear fracture research[J]. J Mater Process Tech, 2000, 106(1-3): 267-272.
[6] Lattey J I, Sessions T M B, Harris L N, et al. Precision metal cropping under high axial load[J]. Mach Prod Eng, 1971, 118(3057): 920-924.
[7] CHEN Jin-de, ZHANG Xian-ru, ZHANG Zi-gong, et al. A study of precision bar cropping under axial load[A]. Davies B J. Proc 23rd Int MTDR Conf[C]. Manchester: UMIST, 1983. 343-350.
[8] CHEN Jin-de, ZHANG Zi-gong, XIONG Guang-han, et al. Precision cropping under axial load for shaped workpieces[A]. Davies B J. Proc 24th Int MTDR Conf[C]. Manchester: UMIST, 1984. 119-125.
[9] CHEN Jin-de, YU De-hong, WANG Yu-wei, et al. Plastic precision cropping of metal materials[J]. Int J Machine Tools Manufac, 1992, 32(3): 425-433.
[10] ������. �����ѹ���еı��η���[J]. ��ѹ����, 1993, 18(2): 11-15.
CHEN Ming-an. Analysis of deformation in cropping under axial load[J]. Forging & Stamping Tech, 1993, 18(2): 11-15.
[11] ������. Ƭ״������Լ��мӹ���Ӧ���ͱ��η���[J]. ���ϴ�ѧѧ��, 1993, 20(4): 79-85.
CHEN Ming-an. Analysis of stress and deformation in process of plastic cropping for shaped workpieces[J]. J Hunan University, 1993, 20(4): 79-85.
[12] CHEN Ming-an, YU Jue-qi, CHEN Jin-de. A study on mechanism of plastic cropping for production of flat parts[A]. Standring P. Proc 9th Int Cold Forging Congress[C]. Redhill: FMJ Int Publications Ltd, 1995. 12.
[13] ������. �������Լ��й��������Ƶ��γɼ���չ��Ϊ[J]. ���ϴ�ѧѧ��, 1994, 21(3): 60-63.
CHEN Ming-an. Initiation and propagation of crack in plastic cropping of bars[J]. J Hunan University, 1994, 21(3): 60-63.
[14] Chen Z H, Chan L C, Lee T C, et al. An investigation on the formation and propagation of shear band in fine-blanking process[J]. J Mater Process Tech, 2003, 138(1-3): 610-614.
[15] Chen Z H, Tang C Y, Lee T C. An investigation of tearing failure in fine-blanking process using coupled thermo-mechanical method[J]. Int J Machine Tools and Manufacture, 2004, 44(2-3): 155-165.
[16] Hambli R. Finite element simulation of fine blanking processes using a pressure-dependent damage model[J]. J Mater Process Tech, 2001, 116(2-3): 252-264.
�ո�����: 2004-09-07; ������: 2005-01-05
�����: ������(1964-), ��, ��ʿ, ����.
ͨѶ����: ������, ����; �绰: 13873163116; E-mail: ma-chen@mail.csu.edu.cn
(�༭ Ԭ��ǰ)
