
���±��: 1004-0609(2005)02-0217-07
90W-7Ni-3Fe������ĩ��˲ʱҺ��ǿ���ս�����
������, ������, �ܽ���
(���ϴ�ѧ ��ĩұ������ص�ʵ����, ��ɳ 410083)
ժ Ҫ��
���û�е�Ͻ�(MA)�Ʊ��˾����ߴ�Ϊ8~18nm��90W-7Ni-3Fe������ĩ(MA��ĩ)�� ����ĩע�����, ��1480~1500�澭3~5min˲ʱҺ���սᡣ �������, ����˲ʱҺ��ǿ���ս���Եõ�W����Ϊ3~8��m��ȫ���ܵ�ϸ���ٺϽ�, ����֯ΪϸС������W�������ȵ������ֲ�����ά״ճ������, �ս������кõ��������ܡ� ��ʱ��Ĵ�ͳҺ���ս�ʹ��״W����Ѹ�ٴֻ�, �����ܶȺ�ǿ���½�, �������ʷ������ӡ� ��MA��ĩ��������Y2O3�����˲ʱҺ���ս�, ����ʹ�Ͻ���ǿ����ߵ�1055MPa, ��������ߵ�16.5%��
�ؼ���: ˲ʱҺ���ս�; 90W-7Ni-3Fe������ĩ; ��е�Ͻ�; ע����� ��ͼ�����: TF123
���ױ�ʶ��: A
Transient liquid enhanced sintering characteristics of nanostructured 90W-7Ni-3Fe powders
FAN Jing-lian, WANG Deng-long, CAO Jian-hu
(State key laboratory for Powder Metallurgy,
Central South University, Changsha 410083, China)
Abstract: Nanostructured 90W-7Ni-3Fe powders(MA powders) with tungsten crystalline size of 8-18nm were prepared by mechanical alloying (MA).The powders were mixed with an organic polymer binder, then injected and debinded. After that, the brown compact was consolidated via transient liquid phase sintering at 1480-1500�� for 3-5min. The mechanical properties and microstructure of the sintered alloy were studied. At same time, the brown compact was consolidated via traditional liquid phase sintering at the same temperature for 120min for comparison. The results show that transient liquid phase sintering helps to obtain fully dense, fine spherical grained tungsten alloy with good tensile strength and elongation; the size of tungsten grains is 3-8��m; the alloy has typical liquid phase sintering microstructure, the fine spherical tungsten grains uniformly imbed in the continuous fiber binder phase; long time traditional liquid phase sintering coarsens the tungsten grain rapidly, and makes the density and tensile strength decrease except that elongation increases. Minor addition of Y2O3 in MA powders improves the tensile strength (1055MPa) and elongation (16.5%) of the tungsten alloy via transient liquid phase sintering.
Key words: transient liquid phase sintering; nanostructured W-Ni-Fe powder; mechanical alloy; injection molding
�ٻ��Ͻ���һ�ֵ��͵ľ�Һ���ս���ɵĺϽ�, �úϽ𱻹㷺���������ܴ����� ��ͳ��ĩұ�����Ʊ���W���߱��غϽ������֯�ִ�, �پ���һ����40~60��m[1], �Ͻ�ǿ�����Ե���ѧ���ܽϵ͡� ��ȥ����һ��������ӺϽ�Ԫ�غ��α�ǿ��������ߺϽ�����, �����ӺϽ�Ԫ��Co[2] ����Ч���������, ������ߺϽ�ǿ�ȵ����ò��� ���ӺϽ�Ԫ��Mo�� Re����ߺϽ�Ŀ���ǿ��, ���ǺϽ�������½�[3-5]�� ���ս�̬�ٺϽ�ǿ�Ȳ����α�ǿ���ķ����ı�W����������֯�ṹ, ����Ҳֻ����ʮ������ǿ������ߺϽ������ǿ��, �����������Ͻ������Ϊ���ۡ� ����ԭ��, ��Щ�������������Ըı�(ϸ��)�ٺϽ������֯�ṹ�� �ٺϽ������֯�ṹ���α�ǿ���нϴ��Ӱ��, �پ���ϸ������������ٺϽ�Ķ�̬��ѧ��Ϊ�ʹ���������[7]�� �������ײ����¸���ij���, ϸ���ٺϽ�ľ����������������ѧ�ߵ����ӡ� �����ϱ���, ���ٺϽ���ϸ�����ٲ����α�ǿ����������ʹ�Ͻ�Ŀ���ǿ����ߵ�1700MPa, �����ʱ�����15%�� ��������ĩ��Ϊԭ������ϸ���ٺϽ����ṹ�ߴ�Ĺؼ��ĵ�һ���� ��е�Ͻ�(MA)���Ʊ�����ĩ�е�һ�ֺ���Ҫ�ķ���, �ڹ�������������ѧ�߶�MA�Ʊ�W-Ni-Fe����ĩ�Լ�����ĩ���ս����������˴������о�[8, 9]�� ������������ĩ�ս���Էdz���, ���ս�ʱ�ᷢ��Ѹ�ٵľ������� ��W-Ni-Fe����ĩ���ù����ս���Եõ�������ϸ���ٺϽ�, ������W�����ʶ����, W��������Ӵ�, W�������Ӷȷdz���, �����Ȼ�Ͻ��ǿ�ȸ�, ���Ͻ�����Ժܲ�[10]�� ��Һ���ս�ʱ, W������������ֻ��� ���� ��, ���Ҵ�ʱ�Ͻ������ԵĹ�������, ʹ�ܶȺ����Դ���½�[11, 12]�� �������������Щ����, ���Ʊ�90W-7Ni-3Fe������ĩ(���ļ��MA��ĩ)��MA���������ӹ��̿��Ƽ��Խ��ͷ�ĩ���Ӻ��ž�, Ȼ��MA��ĩע�����, �ڸ��ڵڶ����۵������¶ȷֱ����˲ʱҺ���ս�ʹ�ͳ��ʱ���Һ���ս�, �о��Ͻ��ս������ѧ����������֯�� ����о�������ϡ���������˲ʱҺ���ս��ٺϽ����ѧ���ܺ�����֯��Ӱ�졣
1 ʵ��
���û�ԭ�ٷۡ� �ʻ����ۺ��ʻ�����Ϊԭ��, ���ȷֱ���2.91�� 2.66��3.93��m�� ����ĩ��90W-7Ni-3Fe����(��������)���, Ȼ����QM-1����ʽ������ĥ���н��л�е�Ͻ�(MA)�� �����ϱ�Ϊ5��1, ת��Ϊ200r/min, ��ĥ�����в��øߴ�Ar����Ϊ���������Է�ֹ����, ��ĥʱ��ֱ�Ϊ20��40h�� ���Ʊ�����MA��ĩ����ĥ�����м���ͷ����л�����Ϊ���̿��Ƽ�(PCA)�� ��MA��ĩ����ע�����(MIM)�ķ����Ƴɱ�������, Ȼ���ѳ�ע�����е��л�ճ����� ע��������õ�ճ������ܼ���֬���õ��ܼ�������[13, 14]��ͬ�� Ϊ���о�90W-7Ni-3Fe������ĩ���ս����ܻ��� ˲ʱҺ���ս�ʹ�ͳ��ʱ��Һ���ս���ٺϽ���ѧ���ܺ�����֯��Ӱ��, ��90N-7Ni-3Fe������ĩ��1250~1450����й����ս���ڸ��ڵڶ����۵�(1463��)�����¶�(1480~1500��)�ֱ����3~5min��˲ʱҺ���ս��120min�Ĵ�ͳҺ���սᡣ ����, ��MA����������0.04%��Y2O3, Ȼ���ظ����Ϲ���, �о�Y2O3��˲ʱҺ���ս��ٺϽ����ѧ���ܺ�����֯��Ӱ�졣 ����XRD�ⶨMA��ĩ�ľ����ߴ�, ����SEMɨ��羵�۲���MA��ĩ����ò���ս���������֯�ͶϿ���ò�� ����Instron��ѧ�Dzⶨ�˲��ϵ���ѧ���ܡ�
2 �������������
2.1 ��ĩ����
���ӹ��̿��Ƽ�PCA��δ�ӹ��̿��Ƽ���е�Ͻ�40h��, ����MA��ĩ��XRD��������ͼ1��ʾ�� ��ͼ�п��Կ���, ����ĥʱ����ͬʱ, δ����PCA��MA��ĩ������������Ϊ���ԡ� ��˵���侧���ߴ��С, ����������, ����PCA��MA�����е���仯�����谭���ӻ������á� ������������PCA��, ����ĥ�� ������ĩ֮���γ�һ�㼫���ġ�ҺĤ��[1]�� �á�ҺĤ��������ֹ��ĩ��ĥ�����ĽӴ�, Ӱ�쵽��ĩ���ĩ֮��ļ�ѹ�亸Ч��, �����˷�ĩ�����ɢ��������, ��˶Ի�е�Ͻ���һ�����ӻ����á�
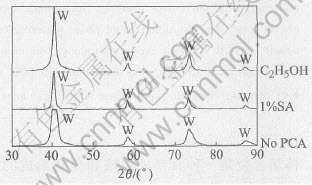
ͼ1 ��ĥ40hʱMA��ĩ��XRD��
Fig.1 XRD pattern of MA powders after grinding for 40h
��δ���ӹ��̿��Ƽ��� ���ӹ�����̿��Ƽ�PCA2��Һ����̿��Ƽ�PCA1��3��������, ��ĥ 40hʱ, MA��ĩ���ܶȡ� �ȱ��桢 ����ߴ�;������ı仯���1��ʾ�� �ɱ�1�ɼ�, ���ӹ��̿��Ƽ���MA��ĩ�������кܴ�Ӱ�졣 ���ӹ��̿��Ƽ��ӻ���MA�����еľ���ϸ�����̡� ���ӹ��̿��Ƽ���, MA��ĩ�ľ����ߴ�ϴִ�, ��������С, Һ����̿��Ƽ���������Ϊ���ԡ� ���н����˵�����ӹ��̿��Ƽ�����װ�ܶ��½�, �ȱ��������, ��˵�����̿��Ƽ��ļ�����Ա����ĩ���ĩ�ڸ��ٸ���ײ�������е�ֱ�ӽӴ�, ��Ч�ؼ��ٷ�ĩ�žۡ� ����Һ����̿��Ƽ����Դ���Ƚ��ͷ�ĩ���ܶȺʹ������߱ȱ����, ��˵��Һ����̿��Ƽ��ڸ��Ʒ�ĩ�ķ�ɢ�Է���ȡ���˺ܺõ�Ч���� ��ĥ40h��MA��ĩ��SEM��ò��ͼ2��ʾ�� ��ͼ�п��Կ���, ���ӹ���PCA2��MA��ĩ�ʵ���״, ������С��������, ���ž��������� (��δ����PCA��MA��ĩ����)�� ����PCA1��MA��ĩ�ʵ�һ�ı�Ƭ״, �ž�����õ������Եĸ��ơ�
��1 ��ĥ40hʱMA��ĩ������
Table 1 Properties of MA powders after grinding for 40h

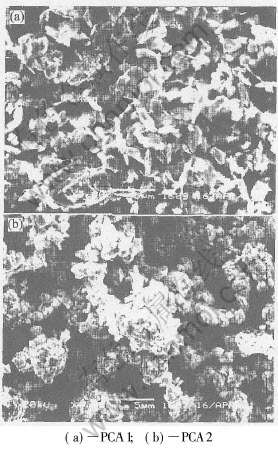
ͼ2 ���ӹ��̿��Ƽ���ĥ40hʱMA��ĩ��SEM��ò
Fig.2 SEM morphologies of MA powders after
grinding for 40h with process control agents
2.2 ע���������֬
����3�����������Ʊ���MA��ĩ��ճ�������Ʊ�ι�ϡ� �о��������, ����Һ����̿��Ƽ�PCA1��MA��ĩ�ķ�ĩװ����ֻ��35%~40%, ��ʱճ�����������, Һ����̿��Ƽ�ʹ��ĩ�ȱ�������� �ܶȹ��Ͷ����ʺ�ע�����, �������ַ�ĩι���еķ�ĩװ����Ϊ54%(�������), �����¶�Ϊ120~130��, ���ʱ��Ϊ2h�� ��ι��ע������Ʊ�MIM��������, ע���¶�Ϊ120��, ע��ѹ��Ϊ80%, ��ѹʱ��Ϊ5s�� Ȼ��ע���������ܼ���֬������֬������֬���ա� ͼ3��ʾ���ܼ��¶�Ϊ30~40��������ע�����е�ճ�����֬������֬ʱ��Ĺ�ϵ�� ���ܼ���֬2~4hʱճ�������֬���������������; ����֬4hʱ, ճ������ѳ�62%�� ����֬ʱ���������, ճ������ѳ�������; ����֬ʱ��Ϊ6hʱ, ճ�����֬���ʴ���½�, ճ�����֬�������ȶ�, ԼΪ66%~70%�� Ϊ�������֬Ч��, �ܼ���֬4h�����֬������300~500���������֬, ������֬�����봫ͳģѹ�����ٺϽ�ļ�����֬��������, ���ܼ���֬���е�ʣ�ಿ��ճ���ȫ���ѳ���

ͼ3 ճ����ѳ������ܼ���֬ʱ��Ĺ�ϵ
Fig.3 Relationship between binder loss and
time during solvent debinding
2.3 ˲ʱҺ���ս��봫ͳҺ���ս�
ͼ4��ʾΪ90W-7Ni-3Fe������ĩ��N2���������µ�DTA����[15]�� ��ͼ�п�֪, �ڶ����-(Ni, Fe, W)���۵�Ϊ1463��, ������¶ȵ���1463�������ս�ʱ���ڹ����սᡣ ��֮, ���ս��¶ȸ��ڴ��¶�ʱ, ����Һ���սᡣ ����90W-7Ni-3Fe������ĩ, ��1400~1450������ս�ʱ�ɴﵽ��ȫ����, �Ͻ���нϸߵ��������ǿ�ȡ� �������ڹ����ս���Һ����γ�, W�������Ӷȸ�, �����ʶ����, ����Ͻ��������Ѳ���͵Ĵ��Զ���, �Ͻ�������ʺܵ͡� �ⲻ�ܳ�ַ���W-Ni-Fe�Ͻ����Դ�����ԡ�
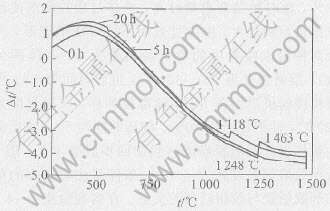
ͼ4 90W-7Ni-3Fe������ĩ��DTA����
Fig.4 DTA curves of nanostructured 90W-7Ni-3Fe powders
Ϊ������ٺϽ������, �������Һ���ս�ʹW���������Ρ� Ϊ��, ���Ƕ�90W-7Ni-3Fe������ĩ��֬������˲ʱҺ���ս�ʹ�ͳҺ���սᡣ �о��������, ���������˹��̿��������ս���, �������������, �ڽ϶̵�ʱ����, �ɷ���ȫ���ܻ�, ����ܶȿɽӽ�100%; ����δ���ӹ��̿��Ƽ���MA��ĩע�������֬��, ���ս��¶ȳ����ڶ����۵�ʱ, ��ʹ���ö�ʱ���˲ʱҺ���ս�Ҳ����������, ��˵�����ӹ��̿��Ƽ��ܽϺõؿ����˼��ӡ�
��2�г���PIM��ĩ��֬�߾���˲ʱҺ���ս��Ͻ���������ܡ� �ڱ�����������, ����3~5min˲ʱҺ���ս�, �Ͻ���кܺõ�����ǿ�Ⱥ�������, ������Ϊ10.8%, �Ϻõؿ˷��˹����ս�ʱW�������ӶȸߺͶ����W�������������ʼ��͵�ȱ�㡣 �汣��ʱ�������, �Ͻ������ǿ���½�, �����ʴ�����ӡ�
�Ͻ��ܶȺ����ܵ�С�仯���Դ�����֯�ı仯�ϵõ���ӳ�� ��˲ʱҺ���ս�ʱ, �Ͻ�����Ͽ���ò����ΪW�������ؾ����Ѻ�ճ���������˺��, ����ճ����˺�ѵ�����״�� ��ͼ5(a)��ʾ�� ��˲ʱҺ���ս�ʱ, ����ϸ�����ս���Դ�, W����Ѹ�ٷ�����, �Ͻ�Ľ�������֯��ͼ5(b)��ʾ�� ��ͼ�ɼ�, �Ͻ������֯������W�����������ֲ���ճ�������, ��ʱW��������һ��Ϊ3~8��m, ����Ͻ��Ա���������ս�ʱͬ���ߵ�ǿ��, �����нϴ�����ԡ�

ͼ5 ˲ʱҺ���ս������֯
Fig.5 Tensile fracture microstructure(a) and optical microstructure(b) via transient liquid phase sintering for 3-5min
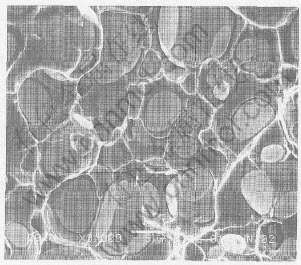
��2�г���90W-7Ni-3Fe������ĩ��1480~1500�澭��120min��ʱ���Һ���ս�������ܶ���ѧ���ܡ� ��˲ʱҺ���ս����, ��ͳҺ���ս��, �Ͻ������ܶȺ�����ǿ�ȴ���½�, ����������������ߡ� ����ܶ��½�������Һ���ս�����Ĺ��ݺ��������¡� ͼ6��ʾΪҺ���ս�120min�ĺϽ�����֯�� ��ͼ�п��Կ���, �汣��ʱ������, W����Ѹ�ٴֻ�, ���������������෴Ӧ[12], �����¿ϴ��ЧӦ, �ھ���;��ڵĿ�϶������ӡ� ������������Ϳ�϶�������������ǿ���½�����Ҫԭ�� ���ҿ�϶����, ˵���Ͻ������ܶȽ���, �������ܶ��½���һ�µġ� �������, ������Ͽ��Ա���Ϊճ��������˺�ѳ̶�����, ��������ܶȽϵ͵������, �Ͻ����������������ߡ� ����������ڵڶ���ճ������Һ���ս��¶��´Ӻ�W���ߵķ��ȶ�̬�á�-(Ni, Fe, W)����W�����ϵ͵�ƽ��̬��-(Ni, Fe, W)ת��, �Ӷ�ʹճ������ֽϺõ�����˺�ѡ� ���ڴ�ͳ�ٺϽ�, ����϶�ȴ���1%ʱ, �Ͻ������ʽϲ ��ͳ��ʱ��Һ���ս��ٺϽ��W������Ȼ��˲ʱҺ���ս��ٺϽ��W������ȴ�������, ���봫ͳ�ٺϽ����, W������Ȼ�õ�ϸ���� ��ͼ6���Կ���, W����һ��Ϊ10~25��m, ��˳�ʱ��Һ���ս��, �����нϴ��϶�ȶ���Ȼ���д��������, ����ij�̶ֳ��Ϸ�ӳ��ϸ���������������ڡ�
��2 ��1480~1500�����˲ʱҺ���ս�ʹ�ͳҺ���ս�Ͻ������ܶȺ���ѧ����
Table 2 Relative density and mechanical properties of alloys via transient liquid phase sintering(LPS) and traditional liquid phase sintering(LPS)


ͼ6 ��ͳҺ���ս�120min������֯
Fig.6 Tensile fracture microstructure(a) and optical microstructure(b) via traditional liquid phase sintering for 120min
2.4 ��Y2O3��˲ʱҺ���ս��ٺϽ�����֯����ѧ���ܵ�Ӱ��
�����ϱ���[16-18], ϡ��Ԫ�ضԸ��ܶ��ٺϽ���һ�ֺ����õ�Ԫ��, ������ͨ���Ͻķ�ʽϸ���پ���, ���ͺϽ��е�O�� P�������ڽ���ƫ��, ��ߺϽ���ѧ����, ������ϡ����ϡ������������ӿ��Դ������ٺϽ��ڸ�Ӧ����������µĶ�̬��ѧ����[16-18]�� ������MA�����м�ʹ�����˹��̿��Ƽ�, ���ڷ�ĩ�ĸ���, MA��ĩ����������Ȼ�ϸߡ� Ϊ�˽�һ����ߺϽ������, ���������о�����MA����������0.04%Y2O3�ԺϽ���ѧ����֯�����ܵ�Ӱ�졣
��2���г�������0.04%Y2O3��˲ʱҺ���ս��ٺϽ����ѧ���ܡ� �������, ��δ��Y2O3���ٺϽ����, ����Y2O3��Ͻ������ǿ�Ⱥ������ʴ������, ���Ƿֱ�Ϊ1055MPa��16.3%�� ��˵������Y2O3�����˺ܺõľ��羻������, ����˽�����ǿ�ȡ� ͼ7��ʾΪ����Y2O3�ĺϽ������Ͽ���ò�� ��ͼ�ɼ�, ����Y2O3��W��������ϸ��, ������С��ø�����, ����Ͽ��ϳ������Ե�ճ��������˺�Ѻ�W�����ؾ����ѡ� �봫ͳ�ٺϽ����, W���������������ѽ���, ��˵������ϸ���ı����ٺϽ�����Զ��ѷ�ʽ��
ͼ7 ����0.04%Y2O3��˲ʱҺ���ս��ٺϽ������Ͽ���ò
Fig.7 Tensile fracture microstructure of transient liquid phase sintered tungsten alloy with 0.04% Y2O3 addition
3 ����
1) ���û�е�Ͻķ����Ʊ��˾����ߴ�Ϊ7.8~18.0nm��90W-7Ni-3Fe������ĩ, ������̿��Ƽ�PCA����Ч�ؼ����˷�ĩ���žۺͽ�顣 ����Һ����ΪMA���̿��Ƽ�ʱ, ������Ƚ���ע����εķ�ĩװ����, ���ע����β�����
2) ����3~5min˲ʱҺ���ս�ɵõ���ȫ���ܵ�ϸ���ٺϽ�, ������֯��3~8��m��ϸС���ξ����������ֲ���ճ�������, ���ֵ��͵�Һ���ս�����, �ս����������õ��������ܺ��������ܡ� ����120min�Ĵ�ͳ��ʱ��Һ���ս��ʹ��״W����Ѹ�ٴֻ�, ��϶������, ��������ܶȺ�����ǿ���½�, ���������������ӡ�
3) ������Y2O3�ɴ���ȸ���˲ʱҺ���ս��ٺϽ����ѧ���ܺ�����֯��
REFERENCES
[1]Chaiat D, Gutmanas E Y, Gatman I. Effect of processing and alloying on microstructure and properties of tungsten heavy alloy[A]. Tungsten Refract Metal,1994, Proc Int Conf[C]. Princeton NJ: MPIF, 1995. 57-64.
[2]������, ��Ľ��, �����. ����ٻ��Ͻ�������ܵ�Ӱ��[J]. ��ĩұ����, 1993, 11(2): 119-124.
FAN Jing-lian, ZHAO Mu-yue, XU Guo-fu, Influences of molybdenum on the properties of tungsten heavy alloy[J]. Powder Metallurgy Technology, 1993, 11(2): 119-124.
[3]German R M, Bose A, Kemp R B, et al. Additive effects on the microstructure and properties of tungsten heavy alloy composites[J]. Advances in Powder Metallurgy 1989, 1: 401-413.
[4]Kemp R B, German R M. Mechanical properties of molybdenum alloyed liquid phase sintered tungsten based composites[J]. Metall and Mater Trans A 1995, 25A: 2187-2189.
[5]Hogwood M C. The development of high strength and toughness fibrous microstructures in tungsten-nickel-iron alloys for kinetic energy penetrator application[A]. Tungsten Refract Metal, 1994, Proc Int Conf[C]. Princeton, NJ: MPIF, 1995. 37-45.
[6]Bentley A R. Microstructural aspects of highly deformed tungsten heavy alloys[J]. Tungsten Refract Metal, 1994, Proc Int Conf[C]. Princeton, NJ: MPIF, 1995. 145-155.
[7]Kim D K, Lee S, Ryu H J, et al. Correlation of microstructure with dynamic deformation behavior and penetration performance of tungsten heavy alloys fabricated by mechanical alloying[J]. Metall and Mater Trans A, 2000, 31A: 2475-2489.
[8]Soon S H, Ryu H J. Combination of mechanical alloying and two-stage sintering of a 93W-5.6Ni-1.4Fe tungsten heavy alloy[J]. Materials Science and Engineering A, 2003, 344: 253-260.
[9]FAN Jing-lian, HUANG Bai-yun, QU Xuan-hui. W-Ni-Fe nanostructured materials synthesized by high energy ball milling[J]. Trans Nonferrous Met Soc China, 2000, 10(1): 57-59.
[10]������, ��ѡ��, ������, ��. �߱��غϽ�Ĺ����ս�[J]. �й���ɫ����ѧ��, 1999, 9(2): 327-329.
FAN Jing-lian, QU Xuan-hui, LI Yi-min, et al. Solid state sintering of tungsten heavy alloy[J]. The Chinese Journal of Nonferrous Metals, 1999, 9(2): 327-329.
[11]������, �Ʋ���, �Ŵ���, ��. ��е�Ͻ������ٺϽ��ĩ�ڳ�ѹ�ս������ܻ��뾧������[J]. ���Ϲ�ҵ��ѧѧ��, 2001, 32(4): 390-394.
FAN Jing-lian, HUANG Bai-yun, ZHANG Chuan-fu, et al. Densification and grain growth of the MA nano-crystalline tungsten alloy powder under constant pressure[J]. Journal of Central South University of Technology, 2001, 32(4): 390-394.
[12]Ryu H J, Hong S H, Back W H. Mechanical alloying process of 93W-5.6Ni-1.4Fe tungsten heavy alloy[J]. Journal of Materials Processing Technology, 1997, 63: 792-297.
[13]������, �Ʋ���, ��ѡ��, ��. ע������ٺϽ�������ճ������о�[J]. ��ĩұ����, 2003, 21(3): 132-135.
FAN Jing-lian, HUANG Bai-yun, QU Xuan-hui, et al, Study on the new binder for injection molding tungsten heavy alloy[J]. Powder Metallurgy Technology, 2003, 21(3): 132-135.
[14]������, �Ʋ���, ��ѡ��. �ޱ��θ����ܱ��ڴ�ɢ�����Ʊ�����[P]. CN011010657. 2002.
FAN Jing-lian, HUANG Bai-yun, QU Xuan-hui. Preparing Method of a Thin Wall Tungsten Ring Penetrator with High Properties and Without Distortion[P]. CN011010657. 2002.
[15]Fan J L, Huang B Y, Qu X H, et al. Thermal stability, grain growth and structure changes of mechanically alloyed W-Ni-Fe composite during annealing[J]. Inter J Refra Metal Hard Mater, 2001, 19: 73-77.
[16]Park S, Kim D K, Lee S, et al. Dynamic deformation behavior of an Oxide-dispersed tungsten heavy alloy fabricated by mechanical alloying[J]. Metal & Mater, Trans A, 2001, 32A(8): 2011-2020.
[17]Ryu H J, Hong S H. Fabrication and properties of mechanically alloyed oxide-dispersed tungsten heavy alloys[J]. Mater Sci & Eng A, 2003, A363, 179-184.
[18]�����, ������, ������. La, Ce��93W-Ni-Fe �Ͻ�̬�������ܵ�Ӱ��[J]. �������Ͽ�ѧ�빤��, 2003, 26(3): 7-10.
FENG Qin-fen, DING Hua-dong, FANG Min-xian. Influences of La, Ce on the dynamic properties of 93W-Ni-Fe[J]. Ordnance Material Science and Engineering, 2003, 26(3): 7-10.
������Ŀ: ����863���ʺ�������������Ŀ; ����863�����ƻ�������Ŀ(2002AA305503); ����ʡ���ײ��Ϲ��̼��������о�����������Ŀ(01JZY2057)
�ո�����: 2004-07-15; ������: 2004-11-30
�����: ������(1967-), Ů, ����, ��ʿ.
ͨѶ����: ������, ����; �绰: 0731-8836652, 8877651; ����: 0731-8877651; E-mail: fjl@mail.csu.edu.cn
[2]������, ��Ľ��, �����. ����ٻ��Ͻ�������ܵ�Ӱ��[J]. ��ĩұ����, 1993, 11(2): 119-124.
[10]������, ��ѡ��, ������, ��. �߱��غϽ�Ĺ����ս�[J]. �й���ɫ����ѧ��, 1999, 9(2): 327-329.
[13]������, �Ʋ���, ��ѡ��, ��. ע������ٺϽ�������ճ������о�[J]. ��ĩұ����, 2003, 21(3): 132-135.
[14]������, �Ʋ���, ��ѡ��. �ޱ��θ����ܱ��ڴ�ɢ�����Ʊ�����[P]. CN011010657. 2002.
[18]�����, ������, ������. La, Ce��93W-Ni-Fe �Ͻ�̬�������ܵ�Ӱ��[J]. �������Ͽ�ѧ�빤��, 2003, 26(3): 7-10.
