
���±�ţ�1004-0609(2007)08-1291-06
������ѹ����W70Cu���μ�
��˳����л տ����־�£���㣬������
(���ϴ�ѧ ��ĩұ������ص�ʵ���ң���ɳ 410083)
ժ Ҫ��
���Բ��ú����ϸߵ�ճ�������������ѹ���ν�������Ʊ�W70Cu��״���μ���ͨ���ı��ٹǼ���Cu������(��������Cu�ۣ����Cu�ۺͳ�ϸCu��)��ճ����������ͳ����¶ȣ����첻ͬ���ղ����Ա�״�������ܶȷֲ�Ӱ�죬�Ի��������ѹ���������ٹǼܵ���ѹ��ա���������������������35����ճ���ʱ���ѹ���¶Ȼ����Ը����ٹǼܿ�϶�ȷֲ��ľ����ԣ�ͬʱ�����ڲ�ͬCu�۾��в�ͬ�ı�����ò�����ȣ������ٹǼܵĿ�϶�ȷֲ�������Ҳ�нϴ��Ӱ�졣ѹ���¶�55 ��ʱ���ӱ���⻬��״����ij�ϸCu�ۺ�35��(�������)ճ����Ļ�Ϸ�ĩ���ε��ٹǼܵĿ�϶�ֲ������, �ùǼ���1 200 ������30 min���ܶȷֲ����ȣ������ܶȴﵽ14.2 g/cm3(����ܶ�Ϊ99.0��)��
�ؼ��ʣ�
W70Cu��������ѹ��������״���������������
��ͼ����ţ�TF 125���� ���ױ�ʶ�룺A
W70Cu part with complex shape manufacture by warm flow compaction
CAO Shun-hua, XIE Zhan, CAI Zhi-yong, LI Chun-xiang, ZOU Shi-min
(State Key Laboratory of Powder Metallurgy, Central South University, Changsha 410083, China)
Abstract: W70Cu materials with a complex ��cup�� shape manufactured by a novel process (warm flow compaction+ sintering filtration) were studied systematically. The effects of the type of copper powder (atomization copper powder, electrolytic copper powder and ultra-fine grained copper powder), content of binder, and pressing temperature on porosity distribution were investigated. The results show that the complex W-skeleton with a homogeneous porosity distribution can be obtained with 35% binder addition and fairly high temperature for compaction. Meanwhile, different types of copper powders with different particle sizes and surface morphologies greatly affect the porosity distribution of the complex W-skeleton. The W-skeleton with a homogeneous porosity distribution can be obtained at 55 ��, as the ultra-fine copper powder with slick and regular surface is used as a copper source and 35% binder is dispersed in the powder composite. As a result, a homogeneous density distribution and a general density of 14.2 g/cm3 (relative density 99.0%) can be achieved by infiltrating at 1 200 �� for 30 min.
Key words: W70Cu; warm flow compaction; complex shape part; infiltration
W/Cu���ϲ��ϼ���W��Cu ���ŵ�,�����иߵ��ܶȡ����õĵ����Ժ͵����ԡ�С��������ϵ�������㷺����ǿ�绡�����ǿ���Ȼ�����[1?5] ��Ŀǰ��ͨ�����û�Ϸ�Һ���սᷨ[4]����������[6?7]�Ʊ�W/Cu���ϲ��ϡ�ǰ������W��Cu֮��IJ������ԣ������Ʊ��������ܸ��ϲ��ϡ����������ܵõ������ܶȵ�ͭ�ٸ��ϲ��ϡ��Ʊ������Ƿ����ֱ��Ӱ��ͭ�ٺϽ����֯[7]������Ӱ��ͭ�ٺϽ�ĵ����ԡ�Ӳ�ȡ�ǿ�ȵ�����[8?11]��
�Ʊ���϶�ֲ����ȵ������ٹǼܣ�һֱ�������Ʊ�W-Cu���ϲ��ϵ����⡣2001��¹�Fraunhofer�о���������������ѹ�����������Ʊ����и�����״�ķ�ĩұ�����[12?16]���ù���������ѹ���ջ����Ͻ�Ͻ���ע����ι��յ��ŵ����չ�����ģ��Բ���ַ�Ϊ�������ַ�(����Ϊ150 ��m ����)��һ������(10%~20%)��ϸ��(����Ϊ��22 ��m)�Լ������������л�ϣ�����ѹ����������״���ӵķ�ĩұ�������ؼ���������߷�ĩ��ѹ�������µ������ԡ��ù�����Ʒ�������ܾ�һ�����ܶȡ��ͳɱ����ص�[12?13] �����øù��տɳ�����״�dz����ӵ�������紹ֱ��ѹ�Ʒ����ϵİ��ۡ����Լ����ƿȡ�
����������ͼ����������ѹ���θ�����״���ٹǼܣ���������������Ʊ����ܶ���ͭ���μ���
1 ʵ��
ʵ��ԭ����W��(����3 ��m)������Cu��(����74 ��m)�����Cu��(����43 ��m)����ϸCu��(����13 ��m)���Ǽ�������2.5%(��������)Cu�ۣ�Ϊ���������������0.3��(��������)Ni�ۣ���ĩ�����ϱ�(������)1?2�ɻ�6 h��ʵ�����30����35��(�������)����ճ���������������Ϸ�ĩ��һ���¶��»���2 h��������ѹ�Ƴ�d 18 mm��Բ����Ԥ����������Ԥ���������ȵ�ѹ���¶�(45~90 ��)����63.6 MPa��ѹ����ѹ�Ƴɱ�״��������ͼ1��ʾ��
�ٹǼ�������H2����Ԥ�սᡣ��3 ��/min���ٶ�������960 �棬�ս�30 min��
�������и�ս�������������һ����������ͼ2��ʾ������������leica MEF3A�ͽ��������������������϶�ȷ���������������������Ⱦ�ȡ17���۲�㡣������17��������϶�ȣ��ó���������Ŀ�϶�ֲ����ɡ�
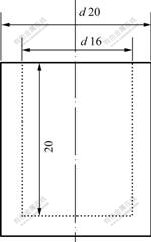
ͼ1 ������ѹ�����ٹǼ���״
Fig.1 Shape of tungsten skeleton by warm flow compaction (nm)

ͼ2 ����۲����ʾ��ͼ
Fig.2 Sketch of points studied by optics microscope
����ٹǼ���Cu��1 200 ���½�������������ʱ��Ϊ30 min���Ʊ�W70Cu���ϡ������������Ʒ�ؾ����и��9�����֣���ͼ3��ʾ��������ˮ����ø������ܶȡ�

ͼ3 �������и�����ܶȱ��ʾ��ͼ
Fig.3 Sketch of density of different parts for test after infiltrating
2 ���������
2.1 ѹ���¶ȶ��ٹǼܿ�϶�ȷֲ���Ӱ��
ͼ4��ʾΪ���ӵ��Cu�ۣ�ճ���������Ϊ35%(�������)�Ļ�Ϸ�ĩ����55��60��65��ʱ�����εĹǼ�960 ���ս���϶�ȵı仯����ͼ4��֪��55��60 ����εĹǼܿ�϶�����߱仯����ƽ������϶�ֲ����ȡ���50 �����߱仯�ϴ��Ե�1�Ŀ�϶��ƫ��������ѹ���¶Ƚϵͣ����»�Ϸ�ĩ�������ܲ��ѣ���Ϸ�ĩ���������ģǻ����ʹѹ���ڱ���(���Ե�1)���������к�ۿ�϶�����ڱ���λ��(���Ե�17)����ĩ����������ѹ�������±�ѹʵ�����²��Ե�17�Ŀ�϶�Ƚ�С��
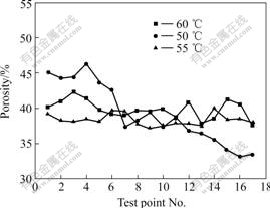
ͼ4 ���ӵ��ͭ���ٹǼܿ�϶�ȵķֲ�
Fig.4 Porosity distribution of tungsten skeleton by adding electrolytic copper powder and 35% binder
���ڷ�ĩ�����������������ޣ���Ϸ�ĩ��������Ϊ�ı仯��Ҫ��ճ�����������Ϊ���仯��Cross-Arrheniusճ��ģ�Ϳ��Խ����ڲ�ͬ�¶��£�ճ�����ճ�ȱ仯���ɡ�Crossճ��ģ���оۺ���ճ��Ϊ�¶ȡ��������ʵĺ�������������ѹ����ճ�ȵ�Ӱ�졣
Cross-Arrheniusճ��ģ��[17]��
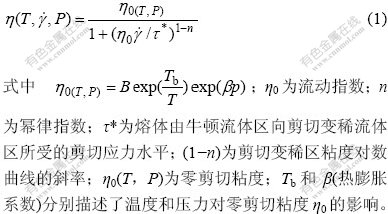
����Cross-Arrheniusճ��ģ�ͣ���ѹ��һ���������£���*�ͼ������ʦ�&Ϊ��������ճ��Ϊ�¶ȵĺ��������ڦ�0��Tb/T��ָ����ϵ����T��Сʱ����0����������ʽ(1)��������ָ�����������Ե��¶ȹ���ʱ��ճ��������������½������»�Ϸ�ĩ�������ܲ��ѣ����ε�������϶�ȷֲ������ȣ���϶�����߱仯�ϴ�
2.2 ճ����������ٹǼܿ�϶�ȷֲ���Ӱ��
ͼ5��ʾΪ����30%��35%(�������)ճ���������Cu�۵Ļ�Ϸ�ĩ��55 ��ѹ�ơ�960 ���ս��������ͬ�۲��Ŀ�϶�ʡ����Կ���������35��ճ����Ļ�Ϸ�ĩ��55 ��ѹ���ս��õ���������϶�����߱仯ƽ������϶��ƫ����2�����ڣ���֪���������������Ͽ�϶�ȷֲ��Ͼ��ȡ�����ճ����������½���30�����������۲���϶��ƫ��ϴ��ڱ���λ�ã����۲��1����϶�Ƚϴ��ڱ���λ�ã����۲��17����϶����С����϶��ƫ��ﵽ7��������Ҫ������ճ�����������С����Ϸ�ĩ��ճ�Ƚϴ��ڽϵ��¶����������ܲ��ѣ�������������Ͽ�϶�����������ơ�
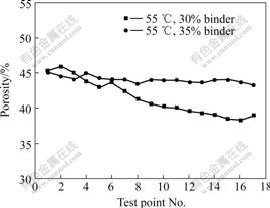
ͼ5 ��������ͭ���ٹǼܿ�϶�ȵķֲ�
Fig.5 Porosity distribution of tungsten skeleton by adding atomization copper powder
��Einsteinճ�ȶ��ɽ��ж��Է�����
��ʽ(2)���Կ�������ճ������������Ժ�ĩ��ռ�������С�����ձ�С������Ҳ��Ӧ��С���¶�һ��ʱ��ճ�����ճ����һ���ģ����Ϸ�ĩ�����ɢϵ��ճ��Ҳ���Ŧ�����С����С������ճ��������ϸߵĻ�Ϸ�ĩ��ճ�Ƚ�С���ڽϵ��¶��¼��ɱ��ֳ��Ϻõ��������ܣ��ܳ��ο�϶��С�Ϳ�϶�ֲ����ȵ�ѹ����
����ճ������������������ڷ�ĩ���������γ���������Ĥ����ѹ�ƹ����У���С���������֮�䡢������ģ��֮���Ħ������ʹ�����ܶȷֲ����ȡ�
2.3 ԭ�Ϸ�ĩ���ٹǼܳ����Ե�Ӱ��
��ͬCu����ò��ͼ6��ʾ�����Կ��������Cu����òΪ��֦״��һ�ο�������ϸС������Cu����ϸCu����Ϊ����⻬�Ķ����壬������ԣ���ϸCu�۵Ķ��ο�������Ҫ�ȵ��Cu��ϸ�ܶࡣ
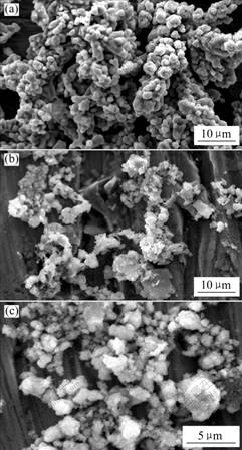
ͼ6 Cu�۵�SEM��ò
Fig.6 SEM morphologies of different kinds of copper powders:
(a) Electrolytic copper powder; (b) Atomization copper powder; (c) Ultra-fine grained copper powder
ͼ7��ʾΪ����35��(�������)ճ�������55 ��ѹ��960 ��Ԥ��ʱ�����Ӳ�ͬ����Cu�۵ĹǼ��ս���϶�ȵķֲ������Է��֣��Ǽ�����������Cu�۵�������϶�ȷֲ�������ƽ��������϶���Ըߣ����ӵ��ۺͳ�ϸ��ĩ��������϶��ѹ�Ʒ�������С���仯���������϶�ֲ�Ҳ��Ϊ��һ�ҿ�϶���Եͣ���˵������35%ճ�������������3�����ͷ�ĩ�γ��ܶȽ�Ϊ���ȵĹǼ�ʱ���DZȽϺ��ʵġ��ں����Cu�ۺͳ�ϸCu�۵�Ԥ�չǼ��У���϶�ȷֲ����߳������Ŷ��Ŀ���ԭ����Ҫ�Ƿ�ĩ��ճ�������ʱû�дﵽ����ľ��ȳ̶����¡���Ȼ���Cu�۵�һ�ο�������������״��������ѹ����������ϸ������һ�η�ĩ�������ӡ��žۡ����в��ַ��������ͬ��ϸ��һ����ӵ�бȽϸߵı�������⸳���˷�ĩ?ճ�����ϵ�Ƚϸߵķ�ĩ�����ԣ�������ѹ�Ƴ��ͺ�ĹǼܿ�϶�Ƚ�С(��ԼΪ40��)����������ѹ�Ƶõ��ĹǼܿ�϶�Ƚϸ�(��ԼΪ45��)��3�ֹǼܵ�����֯��ͼ8��ʾ����ͼ���Կ��������ӳ�ϸCu��ʱ���Ǽ���֯���ȣ�����ϸС��������Cu��W����������������֯��ò���ٹǼ�������������
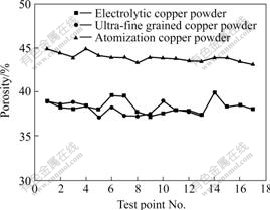
ͼ7 ճ���������Ϊ35.%�����Ӳ�ͬ����Cu����55 ����ιǼܵĿ�϶�ȷֲ�
Fig.7 Porosity distribution of tungsten skeleton shaped at 55 �� by adding different copper powders and 35% binder
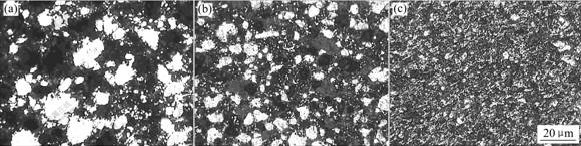
ͼ8 ճ���������Ϊ35%�����Ӳ�ͬ����Cu����55 ������ٹǼܵ�����֯
Fig.8 Microstructures of tungsten skeleton shaped at 55 �� by adding different copper powders and 35% binder:
(a) Tungsten/atomization copper powder; (b) Tungsten/electrolytic copper powder; (c) Tungsten/ultra-fine grained copper powder
2.4 ԭ�Ϸ�ĩ������������Ʒ�ܶȷֲ���Ӱ��
����������������Ʊ����ٹǼܽ���������������ͬԭ�Ϸ�ĩ��Ʒ�ܶȷֲ���ͼ9��ʾ�����Կ������ٹǼ������ӳ�ϸCu��ʱ����������Ʒ�������ܶȽ�Ϊ���ȡ�����������Cu�۵��ٹǼ�����������Ʒ��ͬ����λ�õ��ܶ����ϴ��������ܶ�ƫ�͡����������������Ҫԭ������������Cu���ʺ����ϸߣ���������ʱ������Cu�����ٿ����������ʪ�ԣ�������������Ʒ�ܶȷֲ������ȣ����������ϲͬʱ��Ԥ�չǼܵĿ�϶��ƫ��Ҳ����������ܶ�ƫ�͵�ԭ��
ͼ10��ʾΪ���Ӳ�ͬCu�۵��ٹǼ���������Ľ�����Ƭ�����Կ��������ӳ�ϸCu�ۺ͵��Cu�۵���Ʒ������֯����ΪϸС�ҷֲ����ȣ�����������Cu�۵���Ʒ�����˴�������
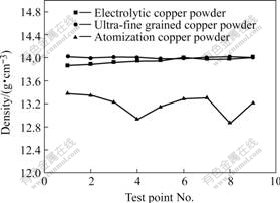
ͼ9 ���Ӳ�ͬ����Cu�۵ĹǼ���������Ʒ���ܶȷֲ�
Fig.9 Density distribution of tungsten skeleton after infiltrating by adding different copper powders
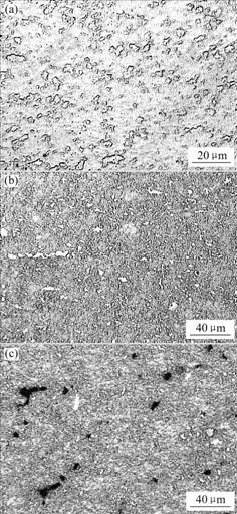
ͼ10 ���Ӳ�ͬCu�۵��ٹǼ���������Ʒ������֯
Fig.10 Microstructures of tungsten skeleton with different copper powders: (a) Tungsten/ultra-fine grained copper powder;
(b) Tungsten/electrolytic copper powder; (c) Tungsten/ atomization copper powder
3 ����
1) ��ϸͭ�ۺ͵��ͭ�����ھ���ϸ��һ�ο�����ɣ����ĩ��ճ���ϵͳӵ�нϸߵķ�ĩ�����ԣ����εĹǼ����ܶȷֲ������Է������������ͭ��Ϊԭ�ϵ���ϵ���Ǽܾ�����������֯�����������֣���Զ��ԣ���ϸͭ�۵�Ч���Ը��ڵ��ͭ�ۣ���������ͭ�۵���ϵ���õĹǼ��ܶȽϵͣ��ս��ܶȷֲ������ȣ�����֯�д��ڿն���
2) ѹ��ʱ������ij��ι���Ϊ��ճ���������Ϊ35%(�������)�����ιǼܵ��¶�Ϊ55~60 �档
[1] ��˳��, ����ƽ, ���. ����W-Cu���Ϸ�ĩ�ս���Ϊ[J]. �й���ɫ����ѧ��, 2005, 15(2): 248?255.
CAO Shun-hua, LIN Xin-ping, LI Jiong-yi. Sintering behavior of nanograined W-Cu composite powder[J]. The Chinese Journal of Nonferrous Metals, 2005, 15(2): 248?255.
[2] �Ʋ���, ������. �����ٺϽ���ϵ��о���Ӧ��[J]. �й���ҵ, 2001, 15(6): 38?44.
HUANG Bai-yun, FAN Jing-lian. Research and application of nano-tungsten material[J]. China Tungsten Industry, 2001, 15(6): 38?44.
[3] ��Ӧ��, ����ƽ. ��ͭ���ϲ��ϵ����칤��[J]. ��ĩұ����, 2002, 20(1): 49?51.
TAO Ying-qi, WANG Zu-ping. Manufacture methods of tungsten-copper composites[J]. Powder Metallurgy Technology, 2002, 20(1): 49?51.
[4] Kim J C, Ryu S S, Kim Y D. Densification behavior of mechanically alloyed W-Cu composite powders by the double rearrangement process[J]. Scr Metal Mater, 1998, 39(6): 669?676.
[5] Yang B, German R. Powder injection molding and infiltration sintering of superfine grain W-Cu[J]. The International Journal of Powder Metallurgy, 1997, 33(4): 55?63.
[6] ����ƽ, ��˳��, ���, л տ, ��־��. ����W-25Cu���Ϸ�ĩ�ս���Ϊ���о�[J]. �й���ҵ, 2005, 20(1): 39?43.
LIN Xin-ping, CAO Shun-hua, LI Jiong-yi, XIE Zhan, CAI Zhi-yong. Reaserch on sintering behavior of nanograined W-25Cu composite powder[J]. China Tungsten Industry, 2005, 20(1): 39?43.
[7] Maneshian M H, Simchi A, Hesabi Z R. Synthesis and characterization of W-Cu nanocomposites developed by mechanical alloying[J]. Mater Sci Eng A, 2006, 433(1/2): 161?168
[8] ��־��, ������, ����ʥ. W/Cu ���ӷ�װ���ϵ�������[J]. �й���ɫ����ѧ��, 1999, 9(2): 323?326.
WANG Zhi-fa, LIU Zheng-chun, JIANG Guo-sheng. Hermeticity of W/Cu composites for semiconductor package[J]. The Chinese Journal of Nonferrous Metals, 1999, 9(2): 323?326.
[9] Yang B, German R M. Powder injection molding and infiltration sintering of superfine grain W-Cu[J]. The International Journal of Powder Metallurgy, 1997(4): 55?63.
[10] Lee G G, Ha G H, Kim B K. Synthesis of high density ultrafine W/Cu composite alloy by mechano-thermochemical process[J]. Powder Metallurgy, 2000, 43(1): 79?82.
[11] Hong S H, Kim B K. Fabrication of W-20%Cu composite nanopowder and sintered alloy with high thermal conductivity[J]. Materials Letters, 2003, 57: 2761?2767.
[12] Ф־�, ����Ԫ, ��ԪԪ, �߶���. ��ѹ�������½�չ��������ѹ����[J]. ��ĩұ��ҵ, 2002, 12(5): 28?32.
XIAO Zhi-yu, KE Mei-yuan, LI Yuan-yuan, NI Dong-hui. New development of warm compaction��warm flow compaction[J]. Powder Metallurgy Industry. 2002, 12(5): 28?32.
[13] Veltl G, Oppert A, Petzoldt F. Warm flow compaction fasters more complex PM parts[J]. Metal Powder Report , 2001, 56(2): 26?28.
[14] �žպ�, Ф־�, ��ԪԪ. ��ĩұ��������ѹ���μ���[J]. ��ĩұ����, 2006, 24(1): 45?48.
ZHANG Ju-hong, XIAO Zhi-yu, LI Yuan-yuan. Powder warm flow compaction technology[J]. Powder Metallurgy Technology, 2006, 24(1): 45?48.
[15] ����, Ҷ;��, ��Ԫ��. ��ĩұ����ѹ���յ��о���չ��չ��[J]. ��ĩұ����, 2005, 25(2): 140?144.
YI Jian-hong, YE Tu-ming, PENG Yuan-dong. Research progress and prospect of the process in warm compaction in powder metallurgy[J]. Powder Metallurgy Technology, 2005, 25(2): 140?144.
[16] ��ԪԪ, Ф־�, ������, �� ��. ��ĩұ��������ѹ��������˼��[J]. ��ĩұ����Ͽ�ѧ�빤��, 2006, 11(4): 189?193.
LI Yuan-yuan, XIAO Zhi-yu, LUO Shu-hua, WANG Jun. Warm flow compaction technology of powder metallurgy and its considerations[J]. Materials Science and Engineering of Powder Metallurgy, 2006, 11(4): 189?193.
[17] �����, �곤��. ���ڼ�ע�������������[J]. ���Ϲ�ҵ, 2003, 31(4): 25?29.
DONG Bin-bin, XIAO Chang-yu. Simulation analysis of thin-wall part molding by injection molding[J]. China Plastics Industry, 2003, 31(4): 25?29.
�ո����ڣ�2006-12-24�������ڣ�2007-04-13
ͨѶ���ߣ���˳�������ڣ��绰��0731-8836954��E-mail: shuacao@126.com
ժ Ҫ�����Բ��ú����ϸߵ�ճ�������������ѹ���ν�������Ʊ�W70Cu��״���μ���ͨ���ı��ٹǼ���Cu������(��������Cu�ۣ����Cu�ۺͳ�ϸCu��)��ճ����������ͳ����¶ȣ����첻ͬ���ղ����Ա�״�������ܶȷֲ�Ӱ�죬�Ի��������ѹ���������ٹǼܵ���ѹ��ա���������������������35����ճ���ʱ���ѹ���¶Ȼ����Ը����ٹǼܿ�϶�ȷֲ��ľ����ԣ�ͬʱ�����ڲ�ͬCu�۾��в�ͬ�ı�����ò�����ȣ������ٹǼܵĿ�϶�ȷֲ�������Ҳ�нϴ��Ӱ�졣ѹ���¶�55 ��ʱ���ӱ���⻬��״����ij�ϸCu�ۺ�35��(�������)ճ����Ļ�Ϸ�ĩ���ε��ٹǼܵĿ�϶�ֲ������, �ùǼ���1 200 ������30 min���ܶȷֲ����ȣ������ܶȴﵽ14.2 g/cm3(����ܶ�Ϊ99.0��)��
