
���±�ţ�1004-0609(2011)12-3071-05
��ͭ��Ť������ֵģ����ʵ���о�
�� �ɣ��� Ƽ��Ѧ�������� ������ ��
(�Ϸʹ�ҵ��ѧ ���Ͽ�ѧ�빤��ѧԺ���Ϸ� 230009)
ժ Ҫ��
��������Ԫģ������Msc.Marc�Դ�ͭ��Ť���ձ������������о���������Ť���ι�����Ӧ��ֲ��Լ�Ӧ������ı仯���ơ�����������Ƶļ�Ťģ�ߣ��������½����˴�ͭ��һ���μ�Ť���顣������������οɷ�Ϊ���ο�ʼ����ȫ����������3���Σ�Ӧ������ĵ͡���Ե�ߵķֲ������ι�������Ӧ�����С����Ӧ������ϴ����Լ��б���Ϊ������Ť�����д��ڻ��ƺ��������ֱ��η�ʽ����Ť��������Ӳ�ȵõ�������ߣ��ں������ֱ�Ե�ߡ����ĵ͵ķֲ����ơ�
�ؼ��ʣ�
��ͭ����Ť��������ֵģ��������֯����Ӳ����
��ͼ����ţ�TG376 ���� ���ױ�־�룺A
Numerical simulation and experimental research on pure copper by twist extrusion
WANG Cheng, LI Ping, XUE Ke-min, LI Xiao, ZHANG Kai
(School of Materials Science and Engineering, Hefei University of Technology, Hefei 230009, China)
Abstract: The finite element simulation about pure copper deformation during twist extrusion (TE) was carried out by the simulation software MSC.Marc, the procedure steps of TE, the distribution of effective strain and the change of strain component were analyzed. The experiment about pure copper at room temperature during TE was carried out using this own die. The results show that the TE deformation can be divided into there steps. The value of the effective strain in the edge area is much larger than that of the center area. The value of the normal strain is extraordinary small, while the shear strain is relative large. There are slipping and twining during the TE process. The hardness of sample significantly increase, the hardness in the edge area is visibly larger than that in the center.
Key words: pure Cu; twist extrusion deformation; numerical simulation; microstructure; microhardness
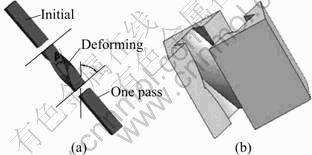
Ŀǰ�������Ա��η�(SPD)�Ѿ���Ϊ�Ʊ���ϸ�����ϵ���Ҫ����[1-4]����Ť(Twist extrusion, TE)����һ�����͵Ĵ����Ա��ι���(��ͼ1)���ù��ս���Բ�ν�������������ͨ������������һ���α���ǰ��������������״�ͳߴ���������ı䣬�����ظ��������� ��������Ա������ﵽϸ����������߲������ܵ�Ŀ��[5]��
������������ѧ�߶Լ�Ť���տ�չ��������ۺ�ʵ���о������Լ�Ť�ı��η�ʽ��ϸ�������о��� ��������[6-11]�����ڹ��ڼ�Ť���յ��о����ټ��� ��[12-13]������������������Ԫ������ʵ�����ϵķ����Դ�ͭ�ļ�Ťһ���α��ι��̽��з��棬�����˼�Ť���ι����Լ�����ʱӦ������仯�����ͨ����ͭһ���μ�Ťʵ���һ���о���Ť���κ������֯�����ܱ仯��
ͼ1 ��Ť����ԭ��
Fig.1 Schematic diagram of twist extrusion: (a) Sample; (b) Twist channel
1 ����Ԫģ��
����MSC.Marc����Ԫ��������ģ����档��ͷ�밼ģ���ø��������������ͨ����ֱͨ�����Ӵ�����Բ�����ɣ�����ͨ��Ťת�Ƕ�Ϊ90�㣬����ߴ���ͼ2��ʾ����ͷ��ѹ���ٶ�Ϊ1 mm/s, ģ������в������¶ȵ�Ӱ�졣������ģ�ߵĽӴ������ÿ���Ħ��ģ�ͣ�Ħ������ȡ0.2��
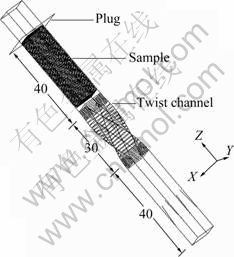
ͼ2 ����Ԫģ��
Fig.2 FEM model (mm)
����Ϊ�����ߴ�10 mm��10 mm������40 mm�Ĵ�ͭ���������ϣ�����ѡ������Johnson-Cook����ģ�ͣ�
![]() (1)
(1)
![]() (2)
(2)
ʽ�У�![]() Ϊ��ЧӦ����
Ϊ��ЧӦ����![]() Ϊ�Զ������ϵ����
Ϊ�Զ������ϵ����![]() Ϊ��Ч����Ӧ�䣻nΪӲ��ָ����TmΪ��ͭ�۵㣻A��B��C��mΪʵ���������ݣ�����ֵ���1��ʾ��
Ϊ��Ч����Ӧ�䣻nΪӲ��ָ����TmΪ��ͭ�۵㣻A��B��C��mΪʵ���������ݣ�����ֵ���1��ʾ��
����������ʵ�嵥Ԫ�����Ͻ��л��֣���õ�Ԫ��Ϊ4 000���ڵ���4 961��
��1 ͭ��Johnson-Cookģ�Ͳ���ֵ
Table 1 Parameters of pure copper to Johnson-Cook mold

2 ģ���������
2.1 ���ι��̷���
��Ť���ι��̾�����������Ӧ��ֲ����Ծ���ϸ�������ܸ�������ҪӰ�졣
ͼ3��ʾΪһ���μ�Ť���ι���ʾ��ͼ���ɷ�Ϊ3���Σ���һ��Ϊ���ο�ʼ����ʱ�˲�����������ͨ������ʼ�������б��Σ���ѹ��Ѹ������(���Ϊ45 kN)��ֱ��������ȫ��������ͨ�����ڶ���Ϊ������ȫ��������ͨ���κ˲�����������ͨ�����뷽��ͨ������ѹ����һ������(ԼΪ80 kN)��������Ϊ������ʼ����ȫ��������ѹ����ʼ���͡���ѹ�����г�������ͼ4��ʾ��

ͼ3 ��Ť���ι���
Fig.3 Procedure steps of TE: (a) Initial stage; (b) Steady stage; (c) Final stage
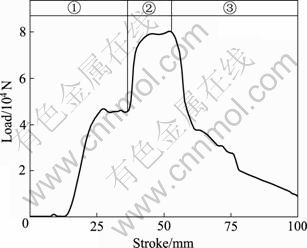
ͼ4 ��ѹ�����г�����
Fig.4 Load��stroke curve during TE process
2.2 Ӧ��ֲ�
ͼ5��ʾΪ��Ť���κ������ݽ����Ӧ��ֲ�ͼ����ͼ5��֪����һ���μ�Ť���������巢���ϴ���Ρ�ͨ���ݽ���Ӧ��ֲ�ͼ������֪��������Ե�������������Ĵ�����������Ӧ��Ϊ0.16����ԵΪ0.64���������˴����ѱ�������(ԲȦ��ʾ)�����ͷ�Ӵ������һ�������ܵ�Ħ�����ã�����������������������һ��Ϊ�����棬����Ե�ܵ�ģ�ߵ���������������ƽ�ƣ����ν�С��
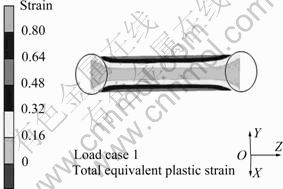
ͼ5 �ݽ���Ӧ��ֲ�ͼ
Fig.5 Effective strain distribution of longitudinal section
2.3 Ӧ�����
��MSC.Marc�п�����ȡ����Ӧ������ı仯�������뷨�������λ�Ʒ�����ص�comp11��comp22��comp33��comp12��comp23��comp31��ǰ3���ֱ�Ϊ��ֱ��XY��YZ��ZX�����Ӧ���������3��Ϊƽ����XY��YZ��ZX�����Ӧ�������
��ͼ6��ʾѡȡ�ڵ�(ѡȡԭ��Ϊ�ܿ��˲��ѱ�����)����Ӧ���������Ӧ������ı仯������ͼ��ʾ����ͼ6��֪�����������ι�����3����Ӧ�����ֵ����С(������ֵ����0.02����)������Ӧ��ֵ��Խϴ�(������ֵ�ֱ�Ϊ0.15��0.30��0.35)���������Ť�����Լ��б���Ϊ������Comp23��31ֵҲ˵����Ť�����м��б��β��������ں�����ϣ���ֱ����淽����Ҳ���ڡ�����BEYGELZIMER��[14]ָ����Ť���ξ�������������Ĺ۵�������ϵġ�
��Ӧ������ı仯�뼷Ť���ι����йأ����ο�ʼʱѡȡ����ֱͨ����������ƽ�ƣ�����Ӧ���������û�б仯������������ͨ�����Ӧ�������ʼ�����仯��ֱ��������ȫ����������ͨ����Ӧ����������ڲ��䡣
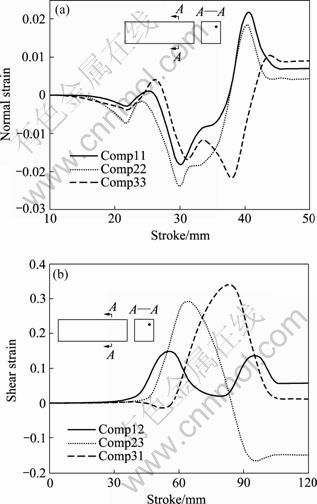
ͼ6 �ڵ�Ӧ������ı仯
Fig.6 Change of strain component of node: (a) Normal strain; (b) Shear strain
3 ʵ���������
3.1 ʵ�����
Ϊ����֤ģ������Ŀɿ��ԣ��Լ���һ���о���Ť���ε���������֯�ݻ��Ĺ��ɣ���������������ģ����һ�¡��������½��д�ͭ(Cu��������99.89%����������)��һ���μ�Ť���飬�Լ�Ť��������������֯�۲첢����������������Ӳ�Ȳ�����
ͼ7��ʾΪ��Ť����ǰ�������ĺ����Ƭ������ǰ����Ϊ10 mm��10 mm��40 mm�ij��������ϣ�����Ť���κ�������������ȵ�Ť������Ҫ�����ڼ�Ť���ι���������������Ťת���Σ�ģ�����˵ľ���ͨ���ij��Ȳ���(��Ϊ30 mm)���������������걻ȫ��������ʼ��״����Ҳ����һ���Ƕȷ�ӳ�˼�Ť���εľ��ҳ̶ȡ�
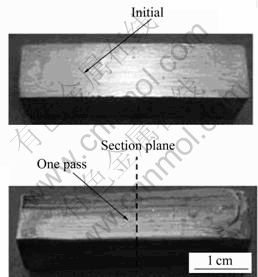
ͼ7 ��Ť����ǰ�������ĺ����Ƭ
Fig.7 Photos of samples before TE and after one pass
3.2 ����֯
���������������п���ȡ��������ĥ�ơ��⡢��ʴ�۲�����֯��ͼ8(a)��ʾΪ��Ť����ǰ������֯��������֯�ʽ��Ƶ��ᾧ״���������о��ȹ���ͼ8(b)��ʾΪ��ѹ���������ĵ�����֯���ϳ�ʼ̬��������δ�������Ե�Ťת��������Ρ�����ģ���������ĵ�Ӧ��С�����γ̶����ޣ�����������������״�ͳߴ�仯��С��ͭ����FCC������������������Ի���Ϊ��������ͼ8(b)���Թ۲쵽һ���������Ͼ���֯(Ȧ����ʾ)���������ڴ�ͭ���ڲ���ܽϵ�(��70 mJ/m2)�Ľ����������Խ��, λ��Խ���ֽ�Ϊ���������Խ���ѣ�Խ���Բ��������ƣ�Խ�������������Ρ���ˣ�����ϸ����������λ�����ƹ�ͬЭ���ı��λ��ơ���������[15]�Ľ�����ơ�ͼ8(c)��ʾΪ���κ������ı�Ե��֯�����ڸ�����������ϴ�����Ťת�����������������ᾧ��ȫ��ʧ������ά״�ֲ���֯����֯�����ھ�����ȫ���γ���ά״����ˣ��۲첻���Ͼ���
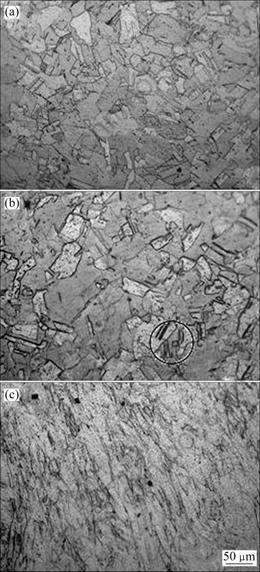
ͼ8 ��Ť����ǰ������֯ͼ
Fig.8 Microstructures of samples before and after TE: (a) Initial; (b) Center; (c) Edge
3.3 ��Ӳ��
ͼ9��ʾΪ��Ť�����������Ӳ��ʵ��ֵ����ά�ֲ�ͼ����ͭ��ʼӲ��Ϊ62.7����ͼ9���Կ�������Ť���κ����Ĵ�Ӳ��ֵ��С(ԼΪ87)����ԵӲ��ֵ����4����Ǵ��ﵽ���(ԼΪ130)��Ӳ�ȵ�������Ҫ��������йأ����ε��¾���ϸ���ͼӹ�Ӳ�������ڼ�Ť�����о���ͨ�����ƺ������ı��η�ʽ������ϸ������Ӳ����ߡ��������ű��εļӾ磬���ڲ������϶�λ�����γ��˲��ᣬ�����ɰ�״�ǽṹ��λ��֮�������, ʹ�������ѣ����ο������ӵ��½���Ӳ������Ҳ�����˼���Ӧ��������Ӳ��ֵҲ�ϸߵ�ԭ��
�������������֯��ò�Լ�Ӳ�ȷֲ������ģ����������֪��Ӧ�������������֯����Խ���ң�Ӳ��ֵҲ�õ�������ߣ�Ӧ����С��������仯�����ԡ�ģ������ܺõؽ�����ʵ������
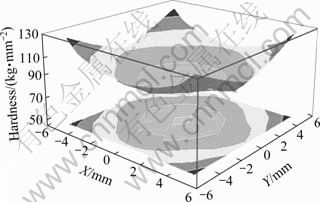
ͼ9 ��Ť�����������Ӳ��ʵ��ֵ����ά�ֲ�ͼ
Fig.9 Measured microhardness profile of cross-section of samples after one pass TE
4 ����
1) ��Ť���ι��̷�Ϊ3���Σ������ο�ʼ����ȫ�����������Σ���Ť���κ�������Ч����Ӧ������ĵ�(0.16)����Ե��(0.64)�ķֲ�����Ť���ι�������Ӧ�������С������Ӧ�������Խϴ�
2) ��Ť��������Ե�������γ̶ȴ������Ĵ��ģ���Ե��Ӳ��(130)�������Ĵ�Ӳ��(87)����Ť���ι����У����ڻ��ƺ��������ֱ��η�ʽ����ͭ��������Ϊ���ֱ��η�ʽ�Ĺ�ͬЭ�����ơ�
REFERENCES
[1] SEGAL V M. Severe plastic deformation: simple shear versus pure shear[J]. Materials Science and Engineering A, 2002, 338: 331-344.
[2] �� Ƽ, �ƿ�˧, Ѧ����, ������, ������. ������ĩ����ս���ϵ�ͨ��ת�Ǽ�ѹ[J]. �й���ɫ����ѧ��, 2009, 19(5): 881-886.
LI Ping, HUANG Ke-shuai, XUE Ke-min, ZHOU Ming-zhi, HAN Guo-min. Equal channel angular pressing of pure Al powder sintered material[J]. The Chinese Journal of Nonferrous Metals, 2009, 19(5): 881-886.
[3] VALIEV R Z, ISLAMGALIEV R K, ALEXANDROV I V. Bulk nanostructured materials from severe plastic deformation [J]. Progress in Materials Science, 2000, 45: 103-189.
[4] ������, Ѧ����, �� Ƽ. ��ĩ��ײ��ϵȾ��Ǽ�ѹ���������������Ԫ��ֵ����[J]. �й���ɫ����ѧ��, 2006, 16(9): 1510-1516.
ZHOU Ming-zhi, XUE Ke-min, LI Ping. Coupled thermomechanical finite element analysis of metal with porosities during equal channel angular pressing process[J]. The Chinese Journal of Nonferrous Metals, 2006, 16(9): 1510-1516.
[5] BEYGELZIMER Y, VARYUKHIN V, SYNKOV S, DRLOV D. Useful properties of twist extrusion[J]. Material Science and Engineering A, 2009, 503(1/2): 14-17.
[6] BEYGELZIMER Y, RESHETOV A, SYNKOV S. Kinematics of metal flow during twist extrusion investigated with a new experimental method [J]. Journal Materials Processing Technology, 2008, 209(7): 3650-3656.
[7] VARYUKHIN V, BEYGELZIMER Y, SYNKOV S, PROKOFEVA O, KULAQIN R. Application of twist extrusion[J]. Materials Science Forum, 2006, 503/504: 335-340.
[8] AKBARIMOUSAVI S A A. Influence of strain accumulation on microstructure of aluminum 1100 in the twist extrusion[J]. International Journal of Modern Physics B, 2008, 22(18/19): 2858-2865.
[9] BERTA M, ORLOV D, PRANGNELL P. Grain refinement response during twist extrusion of an Al-0.13% Mg alloy[J]. International Journal of Materials Research, 2007, 98: 3200-3204
[10] AKBARIMOUSAVI S A A, SHAHAB A R, MASTOORI M. Computational study of Ti-6Al-4V flow behaviors during the twist extrusion process[J]. Materials and Design, 2008, 29: 1316-1329.
[11] ORLOV D, BEYGELZIMER Y, SYNKOV S, et al. Evolution of microstructure and hardness in pure Al by twist extrusion[J]. Materials Transactions, 2008, 49(1): 2-6.
[12] Ѧ����, ��ս��, �� Ƽ, ����Ϫ, �ֽ���. �����Ⱦ��Ǽ�Ť�¹�����ֵģ�⼰ʵ���о�[J]. �й���е����, 2010, 21(12): 1485-1489.
XUE Ke-min, WU Zhan-li, LI Ping, WANG Xiao-xi, JIA Jian-lei. Simulate and experiment research on a new technique named equal channel angular extrusion and twist prepared by pure aluminum[J]. China Mechanical Engineering, 2010, 21(12): 1485-1489.
[13] Ѧ����, ����Ϫ, �� Ƽ. ��ϸ�������Ʊ��¹��ա���Ť[J]. ���Թ���ѧ��, 2009, 16(5): 130-136.
XUE Ke-min, WANG Xiao-xi, LI Ping. A new technique for preparing bulk ultrafine-grained materials though twist extrusion[J]. Journal of Plasticity Engineering, 2009, 16(5): 130-136.
[14] BEYGELZIMER Y, VARYUKHIN V, SYNKOV S. Shears, vortice, and mixing during twist extrusion[J]. International Journal of Material Forming, 2008, 1(s1): 443-446.
[15] ������, �ܿ�, ½ ��, ������, ������. ������ھ��Ҽ��б���ʱ��Ӱ��[J]. ��е����ѧ��, 2008, 44(11): 126-131.
WANG Jian-min, ZHOU Kong-kang, LU Jin, XU Xiao-jing, JIANG Yin-fang. Influence of stack fault energy on grain refining during sever shear deforming[J]. Chinese Journal of Mechanical Engineering, 2008, 44(12): 126-131.
(�༭ ������)
������Ŀ��������Ȼ��ѧ����������Ŀ(50875072)����Ӣ�����������������Ŀ(121053)������ʡ��������Ƽ�����ƻ�(10040606Y21)
�ո����ڣ�2010-09-07�������ڣ�2011-10-15
ͨ�����ߣ��� Ƽ�����ڣ���ʿ���绰��0551-2904758��E-mail: cisi_1314@126.com
ժ Ҫ����������Ԫģ������Msc.Marc�Դ�ͭ��Ť���ձ������������о���������Ť���ι�����Ӧ��ֲ��Լ�Ӧ������ı仯���ơ�����������Ƶļ�Ťģ�ߣ��������½����˴�ͭ��һ���μ�Ť���顣������������οɷ�Ϊ���ο�ʼ����ȫ����������3���Σ�Ӧ������ĵ͡���Ե�ߵķֲ������ι�������Ӧ�����С����Ӧ������ϴ����Լ��б���Ϊ������Ť�����д��ڻ��ƺ��������ֱ��η�ʽ����Ť��������Ӳ�ȵõ�������ߣ��ں������ֱ�Ե�ߡ����ĵ͵ķֲ����ơ�
