
���±�ţ�1004-0609(2007)06-0897-06
TiAlNͿ����Ȳ���Ӧ������
����ǫ1����Ծ��1���̺���2��Ф�ݷ�1, 3���Ʋ���1
(1. ���ϴ�ѧ ��ĩұ������ص�ʵ���ң���ɳ 410083��
2. ���ϴ�ѧ ��ѧ��ѧ����㼼��ѧԺ����ɳ 410083��
3. ��̶��ѧ ��е����ѧԺ����̶ 411105)
ժ Ҫ��
��������Ԫ��������������Ϳ��IJ�����Ӧ�����о���ͬ�Ļ��弰���ɲ�Բ�����Ӧ���ֲ���Ӱ�졣���������������ΪӲ�ʺϽ�ʱ��Ϳ��������Ӧ��Ϊ����������Ϊ�����ʱ��Ϳ������ѹӦ��Ϊ�������ӹ��ɲ����ʹͿ���ڵIJ���Ӧ������40%���ϣ�Ӳ�ʺϽ������Ϳ�����Ӧ��������ܺ�����Ϳ���ȵ����Ӷ����٣����ɲ�ʱ������ֻ���������Ե�����Լ�������й��ɲ�ʱ�����Ž���Ӧ���ļ��٣�����Լ�������Լ�С����ʧ����ˣ�ͨ����ͬ��Ϳ��ͻ��������Ը���Ӧ������ͬʱ���ӹ��ɲ���Ի��ͽ���Ӧ������ǿ����������
�ؼ��ʣ�
TiAlNͿ��������Ԫ����������Ӧ�������ɲ���
��ͼ����ţ�TF 124.5���� ���ױ�ʶ�룺A
Thermal residual stress analysis of TiAlN coating
HUANG Zi-qian1, HE Yue-hui1, CAI Hai-tao2, XIAO Yi-feng1, HUANG Bai-yun1
(1. State Key Laboratory of Powder Metallurgy, Central South University, Changsha 410083, China;
2. School of Mathematical Science and Computing Technology, Central South University, Changsha 410083, China;
3. College of Mechanical Engineering, Xiangtan University, Xiangtan 411105, China)
Abstract: Thermal residual stresses in TiAlN coatings were calculated using the finite element method. Effects of different substrates and interlayer bonding on residual stress field were investigated. The results show that the high tensile stress occurs in TiAlN coating as the substrate is cemented carbide and the high compressive stress occurs as the substrate is stainless steel. The composites show a decrease of 40% in interface shear stress when the composites has a interlayer. The tensile stress in coating layer decreases with increasing coating thickness and cobalt content of cemented carbide substrate. Without interlayer, plastic constraint zone develops distinctly in stainless steel substrate, but the plastic constraint zone decreases greatly even disappears when there is a transition layer. Residual stress distribution can be improved by varying the coating thickness or selecting different substrates.
Key words: TiAlN coating; finite element method; thermal residual stresses; interlayer
Ӳ��Ϳ�㼼���ij��ֱ���Ϊ����������ĥ���ߵ�һ�θ�����������ʮ��ķ�չ��Ӳ��Ϳ����о���Ȼ�Ƿ���δ���������µļ����ͷ������ϲ���[1?3]������ĥ��Ϳ����ԣ����ڿ�����TiNͿ�㣬Ȼ����TiC��TiCNͿ��[4?6]���������ֵ�TiAlNͿ���������о��߸������Ȥ[7?8]�������TiNͿ�㣬TiAlNͿ����и��ߵ�Ӳ�ȡ����õ���ĥ�Ժ��¿��������ܣ���ȡ��TiNͿ������ơ�Ϳ�㼼����һ����Ҫ������ǻ����Ϳ��Ľ��ǿ�ȣ���������������Ҫԭ���ǻ����Ϳ��������ϵ���IJ��졣�������ȴ����¶��½�������ʱ�������ȵ������������˽�����в�����Ӧ���IJ�����Ϳ����ѹ������Ӧ���Ĵ��ڣ���һ���̶��϶Ը��Ʋ��ϵ����������������Ӷ���ǿ�ȺͿ�ĥ�����ܣ��Ӷ���߲��ϵ�ƣ��������Ȼ���������е��������Ӧ��ȴ�����ƻ��ԣ���������Ϳ�������ƵIJ�������������ϵ�ʧЧ����ˣ����ͻ�����Ϳ������Ӧ������߽��ǿ����Ϳ�㼼����һ����Ҫ���⡣
Ϊ�˽��ͽ������Ӧ�������Ϳ�������Ľ��ǿ�ȣ���Ҫ�����в��ù��ɲ㡢����Ϳ����ݶ�Ϳ�㼼�� [9?11]�����������о���Ӳ�ʺϽ�Ͳ�������ֻ���TiAlNͿ����Ȳ���Ӧ���ֲ���ͬʱ����TiAl��AlN���ɲ㣬�Ƚ��˲�ͬ����Ӧ�����ķֲ��������ɲ�ʱӦ���ֲ���
����Ӧ���ķ��������ܶ࣬һ����˵���ɷ�Ϊ�������������������ࡣ���������ָ���ô�ס��ڿ飬���㷽������Ӧ�䣬�ټ���Ӧ�������������ָ����X�����������������ȷ���[12?15]�������������ı仯���ټ���Ӧ���Ӧ������Ӳ�ʺϽ���˵���������Ӳ�Ⱥ�ǿ�ȣ�����������������С�X�������䷽���ȽϿ��У���������X����������ȵ����ƣ�ֻ�ܵõ������Ӧ���ֲ����������䷽����Ȼ���Եõ���ͬ��ȵ�Ӧ���ֲ��������侫�Ⱥ����ò�����֤����Լ����Ӧ�á�
�������Ϸ����IJ��㣬����Ԫ�������ֳ����Ե����ƣ�ǡ����ģ�Ϳ�Ԥ�����۲���Ӧ���Ĵ�С�ͷֲ���������������ƺ�ʧЧ��ԭ�Ӷ���Ч�ط�ֹ�����ƵIJ������Ż����ϵĽṹ���Ա���Ƴ����ܸ��ŵIJ��ϡ��������߲�������Ԫ������ TiAlNͿ��������ʧ������ĺ�۲���Ӧ������ģ����㣬���о���ͬ�Ļ��弰���ɲ�Բ�����Ӧ���ֲ���Ӱ�졣
1 ��ֵģ��
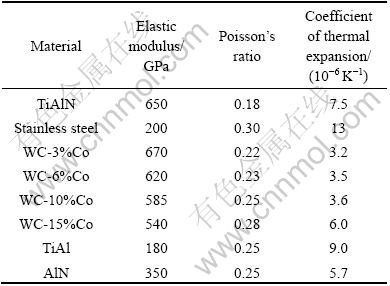
��������Ԫ����MSC.Marc2005���м����������Ʒ��������ԳƼ���ģ��(��ͼ1��ʾ)����Ϊʵ��Ϳ��ĺ������ڻ����С������ģ���ﲻ��ֱ�Ӱ����������Ϳ�����һ���ǣ����ǿ���һ���ֻ����Ϳ����ʱ��Ӧ���ֲ���ʵ���ϣ��Ȳ���Ӧ����Ҫ�ֲ���������渽����Զ���������IJ���Ӧ���dz�С�����Բ��ӿ��ǡ����ǵij߶���Ҫ�����ģ����磬TiAlNͿ��ĺ��һ��Ϊ5~10 ��m���ң����ɲ�һ����1~3 ��m, ���ӽ�1 mmʱ���ѻ���Ϳ�����忼�ǡ���Ϳ��������ʱ�Ͳ��ڿ��ǵķ�Χ�ڣ�����������������ѧ������ֻ���÷��Ӷ���ѧ������Բ�����л���ĸ߶���H��ʾ��Ϳ��ĺ����h1��ʾ�����ɲ�ĺ����h2����ʾ���������Ե���h1��h2�Ĵ�С������Ϳ���ȶ��Ȳ���Ӧ����Ӱ�졣���ڻ�ѧ�������Ҫ���¶Ⱥܸߣ�Ϊ�˽��Ͳ���Ӧ����һ������ȴ����¶���Խϵ͵�������������������¶�Ϊ500 ������[16]��ģ���в��þ����¶ȳ����������¶��ݶȣ���ȴʱ�¶��½�������һ�µġ��������¶ȱ仯�Բ������Բ�����Ӱ�죬��Ϊ������������Ӳ�ʺϽ�����ܺ�����3%~15%��Χ�ڵ�Ӧ���ֲ������Ӳ�ʺϽ����͵�����Ϳ������Բ������ڱ�1[16?20]�������Ϳ����ٶ�Ϊ����ͬ�Ե���������ճ����һ��ģ����ٶ�Ӳ�ʺϽ����͵�����Ϳ������ȫ���Եģ�����ֻ����ǵ����Եġ���ȷ�����Ա��α�����ϵʱ���������ظ���ͬ��Ӳ���IJ������ʣ�����Ӧ��Ϊ400 MPa[20]��

ͼ1 ��Գƶ�άʵ��ģ��ʾ��ͼ
Fig.1 Schematic diagram of axisymmetric 2D solid model
��1 ģ���и����ϵ����Բ���[16?20]
Table 1 Material properties for calculated model
�Ե�һͿ����ֱ�������Բ���壬�ɲ���˫��Ӧ������ģ��ֱ�ӹ������Ӧ����С[21]�������ʽΪ

����ͬ��û�п��Dz����������¶ȵı仯������ʱȡ���ȵ��¶ȳ����Ʊ��¶�td��Ϊ500 �棬t0Ϊ20 �档��ʽ(1)����ó�Ӳ�ʺϽ����ʱͿ���е���Ӧ��Ϊ1 856 MPa������ֻ���ʱͿ����ѹӦ��Ϊ 2 552 MPa���ɴ˿ɼ�����Ϳ��dz���ʱ(������ʱ)������Ӧ���ܴ������������еĸ��ϻ��ݶ�Ϳ�㣬ʽ(1)�����á����⣬ʽ(1)Ҳû�����¶ȶ�����ϵ����Ӱ�죬����ֵģ�ͼ�����Ը����뿼���������أ���������ȷ��
2 �������
2.1 ���ɲ�ʱӦ����С���ֲ�
������þ����¶ȳ����Ҽ�����ϴӳ�ʼ��Ӧ��״̬��500 ��ʱ��ʼ�½������¡��������Dz��ϵĺ��Ӧ���ֲ�����Ӧ�������¶��½�ʱ�����ȵ�����������ġ�ͼ2��ʾΪ���ɲ�ʱ����Ӧ���ֲ�����ͼ����ͼ�ɼ���������ΪӲ�ʺϽ�ʱ����������ѹӦ��Ϊ�������ľ���ѹӦ����727 MPa�� TiAlNͿ��������Ӧ��Ϊ�����������Ӧ��Ϊ869 MPa����˴����Ӧ�����п��ܵ������Ʋ�����������Ϊ�����ʱ���������෴��Ӧ���ֲ�������������Ӧ��Ϊ�������ľ�����Ӧ��Ϊ526 MPa��Ϳ������ѹӦ��Ϊ���������ѹӦ��Ϊ727 MPa����ʱ��Ϳ��ѹӦ������߲��ϵ�Ӳ�Ⱥ�ƣ������������

ͼ2 �¶ȴ�500 ���½���20 ��ʱ����Ӧ���ķֲ���ͼ
Fig.2 Contour plots of radial stress after decrease of temperature from 500 �� to 20 ��: (a) WC-6%Co substrate; (b) Stainless steel substrate
�¶��½�ʱ�����������ֵļ���Ӧ�����쳡��ͼ3��ʾ����ͼ�ɼ���������Ӧ��Ϊ333 MPa, Ӧ������������������濿�����ɱ߽紦���ɴ˿�֪�����Ƽ�������ճ�����ڴ˲�����TiAlNͿ�㲻ͬ���徶��Ӧ���غ�ȷ���ķֲ���ͼ4��ʾ����ͼ��֪�����ֻ���������෴��Ӧ���ֲ����ɣ�Ӳ�ʺϽ�����Ϳ��������Ӧ��Ϊ����������ֻ�������ѹӦ��Ϊ�����ڽ��渽�������ڴ���¶��ݶȡ�����Ӧ����Ϳ����������ĵ���Ե�ķֲ���ͼ5��ʾ����ͼ�ɼ���Ӧ���ֲ��������ȣ������ĵ���ԵӦ�����ʺʹ�С�������仯��

ͼ3 �¶ȴ�500 ���½���20 ��ʱ���������ֵļ���Ӧ�����쳡
Fig.3 Singularity field of shear stress in sharp interface after decrease of temperature from 500 �� to 20 ��
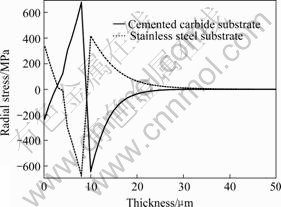
ͼ4 ��ͬ�����о���Ӧ���ɱ������غ�ȷ���ķֲ�
Fig.4 Distributions of radial stress at axial direction in different substrates
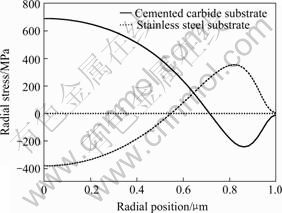
ͼ5 ����Ӧ����Ϳ����������ĵ���Ե�ķֲ�
Fig.5 Distributions of radial stress from core to edge in coating surface
2.2 Ϳ���Ⱥͻ�������Բ���Ӧ����Ӱ��
ͼ6��ʾΪ������Ӧ����Ϳ���ȵĹ�ϵ����ͼ��֪������Ӧ����Ϳ���ȵ����Ӷ���С��������Ӧ���ȼ�С���������ƽ�ȡ���ˣ��ʵ�����Ϳ���ȿ��Լ��ٲ���Ӧ����Ȼ����Ϳ���ȵ������ֵ��²��ϵ�ǿ�Ⱥ����ԵĽ��ͣ�����һ��ì�ܡ�

ͼ6 ����Ӧ����Ϳ���ȵı仯
Fig.6 Residual stress variations with coating thickness (h1/H is ratio of thickness from coating to cemented carbide substrate)
������ϲ�ͬ���������ӦҲ��ͬ��Ӳ�ʺϽ�����У��о����ܺ�����3%��15%ʱ����Ӧ���ı仯��ͼ7��ʾΪ��ͬ�ܺ���������Ӧ���ķֲ�����ͼ��֪����ЧMisesӦ���;���Ӧ�������ܺ��������Ӷ���С��������Ӧ���������ӡ����ܺ�����3%������15%ʱ��������Ӧ���½���50%���ϡ���ˣ�ͨ�����ӻ�����ܺ������Լ�СͿ���е���Ӧ����ͬʱ�������Ӳ��ϵ�ǿ�Ⱥ����ԡ�
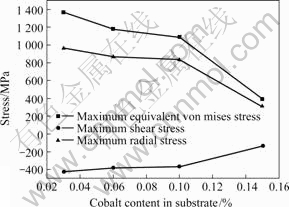
ͼ7 Ӳ�ʺϽ�������ܺ������Ȳ���Ӧ����Ӱ��
Fig.7 Effects of cobalt content on thermal residual stress in cemented carbide substrate
2.3 ���ɲ����Ӧ���Ļ�������
Ϊ���Ϳ��Ľ��ǿ�ȼ���С�������Ӧ����һ����ù��ɲ�ķ�������Ӳ�ʺϽ������TiAlNͿ��֮�����AlNͿ�㣬�ڲ���ֻ�����TiAlNͿ��֮�����TiAlͿ�㡣���ɲ��Ǹ���������ϵ���Ĺ��ɺͲ��ϵĽ��������ȷ����ͼ8(a)��ʾΪӲ�ʺϽ����������AlN���ɲ�ʱ��Ӧ���Ļ������ã�Ϳ���ڵ������Ӧ����678 MPa��С��389 MPa��������40%�� �����������ѹӦ����641 MPa��С��415 MPa��������35%��ͼ8(b)��ʾΪ����ֻ���������TiAl���ɲ�ʱ��Ӧ���Ļ������ã�Ϳ�������ѹӦ����676 MPa���ٵ�396 MPa��������40%������ֻ����ڵ���Ӧ����417 MPa��С��303 MPa��������27%���ɴ˿ɼ������ӹ��ɲ�Խ���Ӧ���Ļ������÷dz����ԣ�����Ӧ�����ͺ�����ǿ��������ߡ�
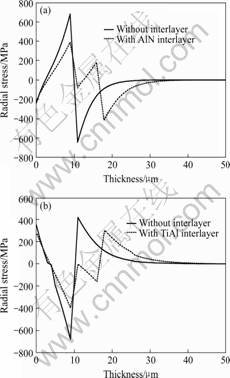
ͼ8 ����Ϳ����Ȳ���Ӧ���ֲ���Ӱ��
Fig.8 Effects of interlayer on thermal residual stress distribution: (a) Cemented carbide substrate with AlN interlayer; (b) Stainless steel substrate with TiAl interlayer
2.4 ����������Ӧ���ֲ���Ӱ��
������ǵ����Եģ�TiAlNͿ����ɲ�ɿ�������ȫ���Եġ����������Ӧ���ϴ�ʱ���ڽ��渽������һ������������������������ʱ�����������Ӧ��Ϊ400 MPa[20], �������ظ���ͬ��Ӳ�������Ա�����ϵ��ͼ9(a)��ʾΪ���ɲ�ʱTiAlNͿ�㲻��ֻ�������Ա��ζ�Ӧ���Ļ������á���ͼ�ɼ������Ա���ʹ�������Ӧ����275 MPa��С��200 MPa���½���27%��ͼ9(b)��ʾΪ��TiAl���ɲ�ʱTiAlNͿ�㲻��ֻ�������Ա��ζ�Ӧ���ֲ���Ӱ�졣��ͼ�ɼ������ڹ��ɲ��Ӱ�죬���Ա��κ�С�������������غϡ���ˣ����ӹ��ɲ㲻�������˽�����ǿ�ȣ����ұ����˻�������ԣ���С������Ӳ���Ŀ����ԡ�
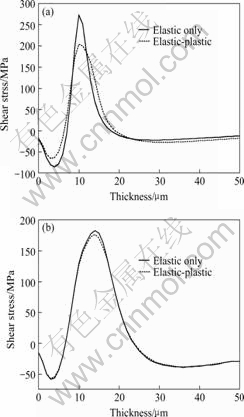
ͼ9 ����ֻ�������Ա��ζ�Ӧ���Ļ�������
Fig.9 Relaxation effects on plastic deformation of stainless steel: (a) Without interlayer; (b) With interlayer
Ӧ�����쳡���������Լ������ͼ10��ʾ����ͼ�ɼ����Ա��ε���������ڽ���Ӧ������㸽����������������ɲ�ʱ������Լ�����ķ�ΧԶ�����й��ɲ�ʱ�ģ�����û�й��ɲ�ʱ���ĵ�Ч����Ӧ��Ϊ0.002 8���й��ɲ�ʱ������Ӧ����0.002 8��С��0.000 7��������75%��
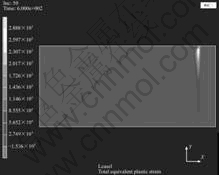
ͼ10 ���ɲ㲻��ֻ�����������洦���ֵ�����Լ����
Fig.10 Plastic constraint zone in sharp interface of stainless steel substrate without interlayer
3 ����
1) Ӳ�ʺϽ�����TiAlNͿ�����Ʊ������У����Ʊ��¶��½�������ʱ�����˽ϴ�IJ���Ӧ�������������ܺ���Ϊ10%���ڣ����ǵ��Ա���ʱ��Ϳ���ھ�����Ӧ����1 000 MPa���ϣ���ʱ���漫�п��ܲ������ơ���Ϊ���岻���ʱ��Ϳ������ѹӦ��Ϊ��������ѹӦ�������ֵҲ��1 000 MPa���ϡ�����������뿿�����ɱ��洦������Ӧ������㣬�ɴ˲�������Ӧ�����쳡��
2) Ϳ��Ӧ����Ϳ���ȵ����Ӷ���С��Ӳ�ʺϽ������������ܺ��������Ӷ���С��ͨ������Ϳ��ĺ�Ⱥͻ����е��ܺ������Լ�СͿ��Ӧ������ֹ���ƵIJ�����
3) ���ӹ��ɲ�ʱ����ʹ�������Ӧ����С40%���ϣ������Ȼ�����Ӧ�����У��������˽�����ǿ�ȡ����⣬���ɲ���Լ�С�������������ֻ�������ԡ�
[1] Narasimhan K, Boppana P S, Deepak G. Development of a graded TiCN coating for cemented carbide cutting tools��a design approach[J]. Wear, 1995, 188: 123?129.
[2] Su Y L, Yao S H, Wei C S, Wu C T. Analysis and design of a WC milling cutter with TiCN coating[J]. Wear, 1998, 21: 559?566.
[3] Williamson R L, Rabin B H, Drake J T. Finite element analysis of thermal residual stresses at graded ceramic-metal interfaces. Part ��. Interface optimization for residual stress reduction[J]. J appl Phys, 1993, 74: 1321?1326.
[4] Bromark M, Larsson M, Hedenqvist P, Hogmark S. Wear of PVD Ti/TiN multilayer coatings[J]. Surf Coat Technol, 1997, 90: 217?223.
[5] Dahan I, Admon U, Frage N, Sariel J, Dariel M P, Moore J J. The development of a functionally graded TiC-Ti multilayer hard coating[J]. Surf Coat Technol, 2001, 137: 111?115.
[6] Bull S J, Bhat D G, Staia M H. Properties and performance of commercial TiCN coatings. Part 1: coating architecture and hardness modeling[J]. Surf Coat Technol, 2003, 163/164: 499?506.
[7] Casas B, Lousa A, Calderon J, Anglada M, Esteve J, Llanes L. Mechanical strength improvement of electrical discharge machined cemented carbides through PVD (TiN, TiAlN) coatings[J]. Thin Solid Films, 2004, 447/448: 258?263.
[8] Castanho J M, Vieira M T. Effect of ductile layers in mechanical behavior of TiAlN thin coatings[J]. J Mater Process Tech, 2003, 143/144: 352?357.
[9] LI D F, HUANG J L, LIN M H. The effect of TiAl interlayer on PVD TiAlN films[J]. Surf Coat Technol, 1998, 99: 197?202.
[10] Morant C, Prieto P, Forn A, Picas J A, Elizalde E, Sanz J M. Hardness enhancement by CN/TiCN/TiN multilayer films[J]. Surf Coat Technol, 2004, 180/181: 512?518.
[11] Manaila R, Devengi A, Biro D, David L, Barna P B, Kovacs A. Multilayer TiAlN coatings with composition gradient[J]. Surf Coat Technol, 2002, 151/152: 21?25.
[12] Lengauer W, Dreyer K. Functionally graded hardmetals[J]. J Alloy Compd, 2002, 338: 194?212.
[13] Paggett J W, Drake E F, Krawitz A D, Winholtz R A, Griffin N D. Residual stress and stress gradients in polycrystalline diamond compacts[J]. Int J Refract Met H, 2002, 20: 187?194.
[14] Bull S J, Bhat D G, Staia M H. Properties and performance of commercial TiCN coating. Part I: coating architecture and hardness modeling[J]. Surf Coat Technol, 2003, 163/164: 499?506.
[15] Gunnars J, Alahelisten A. Thermal stresses in diamond coatings and their influence on coating wear and failure[J]. Surf Coat Technol, 1996, 80: 303?312.
[16] Bielawski M. Residual stress control in TiN/Si coatings deposited by unbalanced magnetron sputtering[J]. Surf Coat Technol, 2006, 200: 3987?3995.
[17] Cawalho N J M, Zoestbergen E, Kooi B J, Hosson De. Stress analysis and microstructure of PVD monolayer TiN and multilayer TiN/(Ti, Al)N coating[J]. Thin Solid Films, 2003, 429: 179?189.
[18] �ͼ���������Ƽ������������������Ԫ. AlN��AlN/VN�����Ĥ�е���ת�估�䱡Ĥ��ѧ���ܵ�Ӱ��[J]. ����ѧ����2003, 52(9): 2259?2263.
LAO Ji-jun, HU Xiao-ping, YU Xiao-jiang, LI Ge-yang, GU Ming-yuan. Phase transformation of AlN in AlN/VN nanomultilayers and its effect on the mechanical properties of films[J]. Acta Physica Sinica, 2003, 52(9): 2259?2263.
[19] ë�ӷ�����Ϊ����������, �����. TiAlN������Ϳ��ļ�����չ[J]. ��������2006, 40(4): 20?24.
MAO Yan-fa, TANG Wei-guo, LIU Jin-liang, HAN Pei-gang. Technology development of TiAlN nano-composite coatings[J]. Tool Engineering, 2006 40(4): 20?24.
[20] ���Ѷ�R, ʩ�����Ŀ��ո�P. Ӳ�ʺϽ�[M]. �������й���ҵ�����磬1963: 337.
Kieffer R, Schwarzkopf P. Hardmetals[M]. Beijing: China Industry Press, 1963: 337.
[21] �µ������¹��壬���ܲţ����ɺ�. ��-TiAl�����½ṹ�����о�����[M]. �й�ϡ��ѧ����2005, 23: 163?167.
ZHANG De-ming, CHEN Gui-qing, HAN Jie-cai, MENG Song-he. Review on studies of gamma TiAl-based high-temperature structural materials[J]. Journal of the Chinese Rare Earth Society, 2005, 23: 163?167.
������Ŀ��������Ȼ��ѧ����������Ŀ(50323008)
�ո����ڣ�2006-10-26�������ڣ�2007-01-29
ͨѶ���ߣ���Ծ�ԣ����ڣ��绰��0731-8877391��E-mail��yuehui@mail.csu.edu.cn
ժ Ҫ����������Ԫ��������������Ϳ��IJ�����Ӧ�����о���ͬ�Ļ��弰���ɲ�Բ�����Ӧ���ֲ���Ӱ�졣���������������ΪӲ�ʺϽ�ʱ��Ϳ��������Ӧ��Ϊ����������Ϊ�����ʱ��Ϳ������ѹӦ��Ϊ�������ӹ��ɲ����ʹͿ���ڵIJ���Ӧ������40%���ϣ�Ӳ�ʺϽ������Ϳ�����Ӧ��������ܺ�����Ϳ���ȵ����Ӷ����٣����ɲ�ʱ������ֻ���������Ե�����Լ�������й��ɲ�ʱ�����Ž���Ӧ���ļ��٣�����Լ�������Լ�С����ʧ����ˣ�ͨ����ͬ��Ϳ��ͻ��������Ը���Ӧ������ͬʱ���ӹ��ɲ���Ի��ͽ���Ӧ������ǿ����������
