
DOI: 10.11817/j.issn.1672-7207.2017.08.013
�����ܺ�Լ���IJ��л���������
��������Ƿǣ�����������������¬���
(ͬ�ô�ѧ ��������Ϣ����ѧԺ���Ϻ���201804)
ժ Ҫ��
���������������⣬����¯����ͬ�����ʲ�ͬ�ķǵ�ͬ���л������ܺ�Լ�������ǹ����ߴ�͵���ʱ�䲻ͬ������С������깤ʱ��ΪĿ�꽨����������滮ģ�͡����л�����������������NP-hard���⣬��������������ȵ����η�ʽ��⡣�����β��û���FFLPT��BFLPT������ʽ�����Ƚ���ƴ���������������Ⱥ-�Ŵ�����㷨��ģ�ͽ�����⡣������������ҵ�����ȴ����豸Ϊ�о���������ģ�ͺ��㷨��֤��������ͬ�ܺ�Լ��������깤ʱ���Ż�ֵ�����Ƚ��㷨���Ż����ܡ�ʵ���������������㷨��߱��Ŵ��㷨�������ٶȣ�������2������ʽ�㷨���ܺ�������깤ʱ��֮����ڳ�ͻ��ϵ��ͨ�����ĵ�ģ�ͺ��㷨�õ��ܺ�������깤ʱ��Ľ���Paretoǰ���棬��Ϊ��ҵ��ʵ�������ṩָ����
�ؼ��ʣ�
���л��������������ܺ�Լ��������깤ʱ��������Ⱥ-�Ŵ��㷨������������
��ͼ����ţ�O221.4 ���ױ�־�룺A ���±�ţ�1672-7207(2017)08-2063-10
Parallel machine batching scheduling considering energy constraints
LI Guochen, QIAO Fei, WANG Junkai, MA Yumin, LU Kailu
(College of Electronics and Information Engineering, Tongji University, Shanghai 201804, China)
Abstract: Non-identical parallel machines with same capacity but different power were considered for batching scheduling problems. A mixed integer programming model minimizing makespan was established, with different job sizes and arrival times. As the parallel machine batching scheduling problem was NP-hard, a two-phase method, that was, first batching and then scheduling, was adopted to solve the model. At the phase of batching, two heuristic rules, FFLPT and BFLPT, were employed; and a PSO-GA hybrid algorithm with neighborhood search was designed at the phase of scheduling. The proposed model and algorithm were validated under a case study of parallel heat treatment equipment in roller manufacturing. Optimized makespans under different energy consumption constraints were analyzed, and the performance of different algorithms were compared. The results show that the proposed algorithm improves the convergent speed of standard genetic algorithm, and outperforms the other two heuristic algorithms. Meanwhile, there exists trade-offs between energy consumption and makespan. And the approximate Pareto frontier of these two indicators obtained by the proposed model and algorithm may provide guidance for real production in enterprises.
Key words: parallel machines; batch scheduling; energy consumption constraints; makespan; PSO-GA; neighborhood search
����Ч����(EES)��ʵ������ҵ���ܼ��ŵ���Ҫ;��������ҵ��Դ����ռȫ�����ܺĵ�31%����Դ�������;�������Ϊ������ҵ���ܼ����ṩ����Ч�Ķ���[1-2]����ͳ�������Ƚ������������պ���Դ(���豸�����ϡ���Ա)��Լ�������ٹ�ע����Դ���ġ����ع��ĵ�����ʵ��Ҫ������ص�Լ����ʵ���иߺ�����ҵͨ���빩�繫˾����ǩ�������ͬ���ⶨ���������ͼ۸�Ҳ�������ʸ��ص����ޡ����õ�߷��ڣ���Щ��ҵ��Ҫ���������������������ܺ����Ƶ�ǰ�����������Ч�ʡ�������ҵ�У����л���������(PMBS)��һ�ೣ�����������⣬����������м�ǿ��ʵ�ʱ������缯�ɵ�·оƬ���ԡ������ȴ���¯�����ּ���¯����е�ӹ��ȡ����������������������ܺĵIJ��л����������о���Խ��٣���ף��[3]��Ծ���������ָ�ɵIJ��л���������(�����ȴ���)����������ܺ���С��ΪĿ�����������ʽ�㷨����������ߴ�����ֵ�������������μ�ӹ�ʱ������ֵ�ĵ͵�λ���ʼ���¯����(LDVRS-BPTLUPFF)���������ߴ������������μӹ�ʱ��ĵ��ʼ���¯����(LRS-PTLPFF)��LIU[4]�ڲ��л������¼��蹤��ͬʱ������������������ָ�ɵ����⣬������̼�ŷ�(�����ܺ�)��������ʱ������Ŀ�꣬�����������һ�ִ���Ӣ�������ԵĶ�Ŀ���Ŵ��㷨(��-AGA)�������о������ܺ���Ϊ�Ż�Ŀ�꣬��δ������ΪԼ�����ǡ��ڲ������ܺ����صIJ��л����������о��У���С��[5]�ڹ����ߴ�͵���ʱ�䶼��ͬ������������2������ʽ�㷨��MALVE�� [6]�Թ������в�ͬ����ʱ���Һ��й�����(Job Family)Լ�������������⣬�Լ�С������(..)ΪĿ�꣬�����Ŵ��㷨��⡣BALASUBRAMANIAN��[7]����һ�������˲����ݹ����������������Ŵ��㷨�Ż��ܼ�Ȩ����ʱ�䡣��Щ�о����Dz�������ʽ��Ԫ����ʽ�㷨��⡣�������ģ�ϴ�ʱ���Ŵ��㷨�������㷨��ʾ���ϴ����ơ����Ͳ����������IJ��л����ȶ��ԣ�����о���Ϊ�ḻ��YILMAZ��VALLADA��[8-9]���ͬ�Ȳ��л����Ż�����ʱ��ĵ������⣬�����Ŵ��㷨������⡣ͬʱ����������ʽ�㷨[10]�ͷ�֦�����㷨[11]��Ҳ�����ڽ���������⡣�����[12]����Ż�����깤ʱ�����������Ŵ��㷨��⡣WANG��KASHAN��[13-14]�ֱ�����LISTFIT����ʽ�㷨����ɢ����Ⱥ�㷨�Ż�����깤ʱ�����⡣YEH��[15]�о��˾���ģ���ӹ�ʱ��IJ��л��������⣬�����ð���2������ʽ�㷨��ģ���˻���Ŵ��㷨���ڵĶ��ַ�����⡣����Щ�о����Կ��������л����ȵ��Ż�Ŀ��һ��������깤ʱ�������ʱ��Ϊ������ⷽ�������Ż�����������ʽ�����ٵ�Ԫ����ʽ��Ⱥ�����㷨�����漰����������������˵����ǰ�о���Ҫ���������Cmax������ʱ�����������ָ����Ż��ϡ�UZSOY��[16]�����һ�ַ�֧�����㷨�����ɸ���Ч������ʽ�������Ŀ��Ϊ��С����Ȩ���깤ʱ������������������⡣���ڹ�����С��25��С��ģ���⣬AZIZOGLUR��[17]�����һ�ַ�֧�����㷨��������Ż���ͬ��Ŀ�ꡣ�̰�һ��[18]��Բ�ͬ�ߴ繤���������������⣬��������Ⱥ�㷨�Ż�����깤ʱ��Cmax��LEE��[19]����ݲ�ͬ���ӳ����ӹ���ʽ�����GRLPT��R1��R2��DELAY��4������ʽ�����һ��UPDATE�ֲ����������������ж��ڻ�������Ϊ�����������( )����˶���ʽ����㷨�����Խ���2������ʱ��r0��r1�ļ���������һ�ֶ�̬�滮����㷨��CHOU��[20]��LPT-BFF����ʽ�������Ŵ��㷨(GA)���ϣ������2�ֻ���Ŵ��㷨�Թ����ߴ�͵���ʱ�䶼��ͬ�����������⡣LI��[21]�����˹�������ʱ�䲻ͬ�Լ���ͬ�����ߴ�Ķ�̬�������⣬�����
)����˶���ʽ����㷨�����Խ���2������ʱ��r0��r1�ļ���������һ�ֶ�̬�滮����㷨��CHOU��[20]��LPT-BFF����ʽ�������Ŵ��㷨(GA)���ϣ������2�ֻ���Ŵ��㷨�Թ����ߴ�͵���ʱ�䶼��ͬ�����������⡣LI��[21]�����˹�������ʱ�䲻ͬ�Լ���ͬ�����ߴ�Ķ�̬�������⣬����� ��������(����)�ȡ����ڳ�[22]������0-1�����滮ģ������ⲻͬ��������ʱ������������⣬ʵ��õ�����ѧģ������������Ž�������ģ�������������������������ΪĿ��ĵ�����������о����Ҷ�Ϊ���������������������⡣��Щ�о���Խ϶࣬����Ҳ��Գ��죬���л����������ҿ����ܺ�Լ�����о����Դ��н��������������Թ������в�ͬ����ʱ�䣬�ҹ����ߴ粻ͬ�ķǵ�ͬ���л�����������������о������Ŀ��Ϊ�����ܺ�Լ��������깤ʱ��Cmax����Ⲣ�л�������������һ����2�ַ�ʽ��һ���Ƚ��������䵽���л��ϣ�Ȼ���ٽ��������������Ƚ���������������Ȼ���ٷ��䵽���л����е��ȡ����IJ��õ�2�ַ�ʽ���������Σ���ȡ2�ֳ��õ�����ʽ�㷨���ڵ��Ƚ����һ�ִ���������������Ⱥ-�Ŵ�����㷨������⣬����Լ���м����ܺ�Լ������ø����ܺ�Լ�������ܵõ���Cmax�Ż�ֵ����ͨ��������ʽ����ͱ��Ŵ��㷨�Աȣ���֤�㷨��Ч�ԡ�
��������(����)�ȡ����ڳ�[22]������0-1�����滮ģ������ⲻͬ��������ʱ������������⣬ʵ��õ�����ѧģ������������Ž�������ģ�������������������������ΪĿ��ĵ�����������о����Ҷ�Ϊ���������������������⡣��Щ�о���Խ϶࣬����Ҳ��Գ��죬���л����������ҿ����ܺ�Լ�����о����Դ��н��������������Թ������в�ͬ����ʱ�䣬�ҹ����ߴ粻ͬ�ķǵ�ͬ���л�����������������о������Ŀ��Ϊ�����ܺ�Լ��������깤ʱ��Cmax����Ⲣ�л�������������һ����2�ַ�ʽ��һ���Ƚ��������䵽���л��ϣ�Ȼ���ٽ��������������Ƚ���������������Ȼ���ٷ��䵽���л����е��ȡ����IJ��õ�2�ַ�ʽ���������Σ���ȡ2�ֳ��õ�����ʽ�㷨���ڵ��Ƚ����һ�ִ���������������Ⱥ-�Ŵ�����㷨������⣬����Լ���м����ܺ�Լ������ø����ܺ�Լ�������ܵõ���Cmax�Ż�ֵ����ͨ��������ʽ����ͱ��Ŵ��㷨�Աȣ���֤�㷨��Ч�ԡ�
1 ���л���������ģ��
1.1 ��������
���ĵ��о�����Ϊ���������������ķǵ�ͬ���л��ĵ������⣬��ʧһ���ԣ���GRAHAM��[23]���ܵ�3���������Ա�ʾΪ (ʽ�У�PΪ���л�(Parallel)������BΪ�����Ǿ�����(Batch)���������IJ��л���rj��sj�ֱ�Ϊ�������в�ͬ�ĵ���ʱ�估�ߴ磻E��Emax��ʾԼ���������ܺ�Լ����CmaxΪ���й���������깤ʱ�䣬�����һ�����Ĺ����ӹ���ɵ�ʱ��)�������о��IJ��л��������������У������Ƿǵ�ͬ���������������������˹��ʲ�֮ͬ������������ȫ��ͬ��ͬһ���Ĺ���������ͬ�Ŀ�ʼ�������ӹ�ʱ�䣬���ļӹ�ʱ��Ϊ���ڼӹ�ʱ��������ļӹ�ʱ�䣬���ĵ���ʱ��Ϊ�����������﹤���ĵ���ʱ�䣬���ijߴ�Ϊ�������й����ijߴ�ͣ����ijߴ粻�ܳ�������������������
(ʽ�У�PΪ���л�(Parallel)������BΪ�����Ǿ�����(Batch)���������IJ��л���rj��sj�ֱ�Ϊ�������в�ͬ�ĵ���ʱ�估�ߴ磻E��Emax��ʾԼ���������ܺ�Լ����CmaxΪ���й���������깤ʱ�䣬�����һ�����Ĺ����ӹ���ɵ�ʱ��)�������о��IJ��л��������������У������Ƿǵ�ͬ���������������������˹��ʲ�֮ͬ������������ȫ��ͬ��ͬһ���Ĺ���������ͬ�Ŀ�ʼ�������ӹ�ʱ�䣬���ļӹ�ʱ��Ϊ���ڼӹ�ʱ��������ļӹ�ʱ�䣬���ĵ���ʱ��Ϊ�����������﹤���ĵ���ʱ�䣬���ijߴ�Ϊ�������й����ijߴ�ͣ����ijߴ粻�ܳ�������������������
1.2 ��������滮����ģ��
��Թ�����ͬ����ʱ���Լ���ͬ�ߴ粢�ҿ�����ԴԼ���IJ��л������������⣬�Ż�����깤ʱ�䣬��������������Թ滮ģ��(MILP)��ģ�͵�Ŀ�꺯 ��Ϊ
Min: Cmax
ʽ�У�CmaxΪ����깤ʱ�䡣
Լ��������
 (1)
(1)
ʽ�У�MΪ��������������NΪ����������Լ��(1)��ʾÿһ���������ᱻ���䵽ijһ���μ�ijһ���豸�ϡ�
 (2)
(2)
Լ��(2)��ʾÿ����������ֻ�ܷ��䵽1̨�������мӹ���
 (3)
(3)
ʽ�У�CΪ�������������������sjΪ����j�ijߴ磬j=1��2������N��Լ��(3)��ʾ���ڹ����ߴ��ܺͲ��ܴ��������������������ơ�

 (4)
(4)
ʽ�У�tjΪ����j�ļӹ�ʱ�䣬j=1��2������N��Tb,PΪ����b�ļӹ�ʱ�䣬b=1��2������B��Լ��(4)��ʾ���ļӹ�ʱ��Ϊ���ڼӹ�ʱ��������ļӹ�ʱ�䡣

 (5)
(5)
ʽ�У�Tb,SΪ����b�Ŀ�ʼ�ӹ�ʱ�䣬b=1��2������B��Լ��(5)��ʾ����깤ʱ����ڵ����κ�һ�����Ŀ�ʼ�ӹ�ʱ�������ӹ�ʱ��֮�ͣ���Ϊ���ӹ������깤ʱ�䡣

 (6)
(6)
ʽ�У�Tb,RΪ����b�ĵ���ʱ�䣬b=1��2������B��tjΪ����j�ĵ���ʱ�䣬j=1��2������N��Լ��(6)��ʾ���ĵ���ʱ����ڵ��������κι�������ʱ�䡣�����ĵ���ʱ��Ϊ�����������﹤���ĵ���ʱ�䡣

 (7)
(7)
ʽ�У�Tb,CΪ����b���깤ʱ�䣬b=1��2������B��Լ��(7)��ʾ���Ŀ�ʼ�ӹ�ʱ��Ϊ�����ĵ���ʱ����û�������һ�������깤ʱ��֮��Ľϴ�ֵ��
 (8)
(8)
ʽ�У�emΪ��������m�ĵ�λʱ���ܺģ�EmΪ��������m�����ܺġ�
 (9)
(9)
ʽ�У�Emax��ʾ�ܺ�Լ��ֵ��Լ��(8)��(9)��ʾ�ܺ�Լ�������豸���ܺ�С��ijһ���ޡ�

(10)
 (11)
(11)
Լ��(10)~(11)Ϊ���߱����Ķ��壬 ��ʾ����j�����䵽��b�������ŵ����豸m���мӹ���zbm=1��ʾ��b�����䵽���豸m���мӹ���
��ʾ����j�����䵽��b�������ŵ����豸m���мӹ���zbm=1��ʾ��b�����䵽���豸m���мӹ���
2 ģ�����
���� ���⣬UZSOYR [24]֤���˸������ͬ��װ������(Bin packing problem��BPP)����BPP�Ѿ���NP-hard���⡣�������о�����������Ļ������ݻ������������Ϊ���ӡ�������Կ��ɱ����о������1����������С��[5]֤���������ɵ�����1̨����������깤ʱ����С��������NP-hard���⣬�������ڴ˻����ϼ����ܺ�Լ�����ʶ������о�����������NP-hard���⣬��ˣ������ڶ���ʽʱ�����ҵ����ŵ��ȷ�����
���⣬UZSOYR [24]֤���˸������ͬ��װ������(Bin packing problem��BPP)����BPP�Ѿ���NP-hard���⡣�������о�����������Ļ������ݻ������������Ϊ���ӡ�������Կ��ɱ����о������1����������С��[5]֤���������ɵ�����1̨����������깤ʱ����С��������NP-hard���⣬�������ڴ˻����ϼ����ܺ�Լ�����ʶ������о�����������NP-hard���⣬��ˣ������ڶ���ʽʱ�����ҵ����ŵ��ȷ�����
������л���������������Ҫ��2�ַ�ʽ����1�����Ƚ��ӹ��������䵽���д�������Ȼ����з�������2�����Ƚ���������Ȼ�����õ����ν��е��ȡ�BALASUBRAMANIAN��[7]֤����2�ַ����ܵõ����ŵĽⲢ��ʱ���١�Ϊ������������Ҫ���ڶ�ʱ�����ҵ�����⡣���IJ�ȡ��2�ַ�ʽ������⣬��1�β���PINEDO[25]�������ӹ�ʱ����������FFLPT����ӹ�ʱ����������BFLPT 2������ʽ����2�β�������Ⱥ�㷨���Ŵ��㷨���ϵķ�����⣬����Ͼֲ�����������������ٶȡ�
2.1 �������㷨
PINEDO[25]�������ӹ�ʱ������(LPT)�����������MakespanΪĿ��IJ��л���������Ϻõ��㷨�����ڹ������в�ͬ�ߴ���������⣬�������ǹ�������ʱ��ʱ���������ȿ��Կ�����һ��װ������[5]�����ڸ�����FFLPT[24]�����BFLPT[26]������2�ֱȽ���Ч������ʽ�����IJ�����2������ʽ�������������
1) FFLPT�������¡�
����1��ȫ���������չ����ӹ�ʱ���������
����2��ѡ��δ���乤�������еĵ�1�����������ù������䵽��1���������ɸù��������У���û���ҵ��������ɸù����������ù��������½����С�
����3���ظ�����2�еIJ�����ֱ�����й�����������Ϊֹ��
2) BFLPT�������¡�
����1��ȫ���������չ����ӹ�ʱ���������
����2��ѡ��δ���乤�������еĵ�1�������������п������ɸù��������У��ҳ�ʣ��������С�����Σ����ù������롣
����3���ظ�����2�еIJ�����ֱ�����й�����������Ϊֹ��
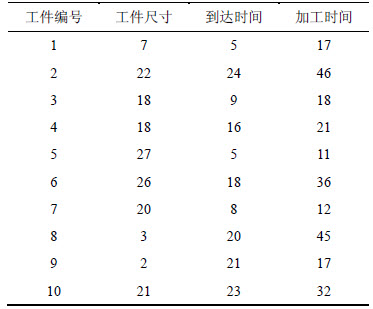
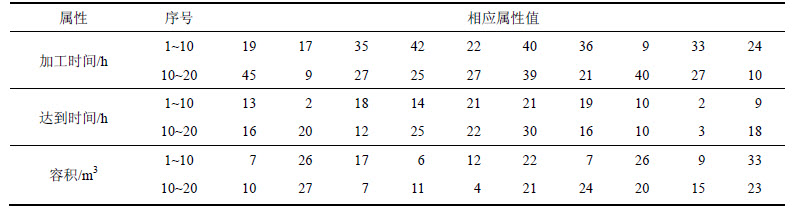
��10������Ϊ�����ֱ�����������������з�������1��ʾΪ10�������ľ���������Ϣ������������Ϊ40������ʵ������������2�ͱ�3��ʾ��
��1 ������ϸ������Ϣ
Table 1 Detailed information of job attributes
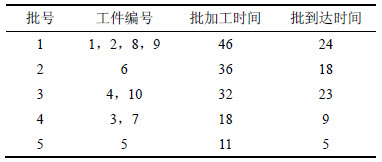
����FFLPT��BFLPT�����������μ���2�ͱ�3��
��2 FFLPT�����������
Table 2 Results of batching by FFLPT rule
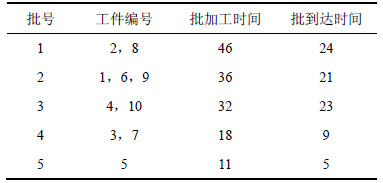
��3 BFLPT����������
Table 3 Results of batching by BFLPT rule
2.2 ���ε��Ƚ��㷨
�������������й����������ŵ���Ӧ�ļӹ������С��������ε����Լ�������������Ѿ����㣬�ʵ��Ƚ��㷨���ٿ��Ǵ�Լ����
����Ⱥ�㷨��Ҳ������Ⱥ�Ż��㷨(PSO)���ǽ�������չ������һ���µĽ����㷨��PSO�㷨�Ǵ�����������ͨ������Ѱ�����Ž⣬ͨ����Ӧ�������۽��Ʒ�ʣ�����Ŵ��㷨�����Ϊ����û���Ŵ��㷨�ġ����桱(Crossover)�͡����족(Mutation)��������ͨ������弫ֵ��Ⱥ�弫ֵ��ɼ�ֵ���������ӵ��ٶȺ�λ�ôӶ�Ѱ�����Ž⡣
��Ȼ������Ⱥ�㷨���������ܹ������������������ŵ��������IJ������ӣ�����Ⱥ�������е�ͬʱ��������ҲԽ��Խ���ƣ������ھֲ����Ž��ܱ���������
�Ŵ�������Ⱥ��������˴�ͳ����Ⱥ�㷨�е�ͨ�����ټ�ֵ�����������ٶȺ�λ�õķ����������������Ŵ��㷨�еĽ���ͱ��������ͨ����������弫ֵ��Ⱥ�弫ֵ�Ľ����Լ�������������ķ�ʽ���������Ž⡣ͬʱ��Ϊ�˼ӿ������ٶȣ���������ֲ����������û���Ŵ��㷨(Hybrid GA)��Ͼֲ���������Ⲣ�м���¯�ĵ������⡣���ε��Ƚ��㷨������ͼ1��ʾ��
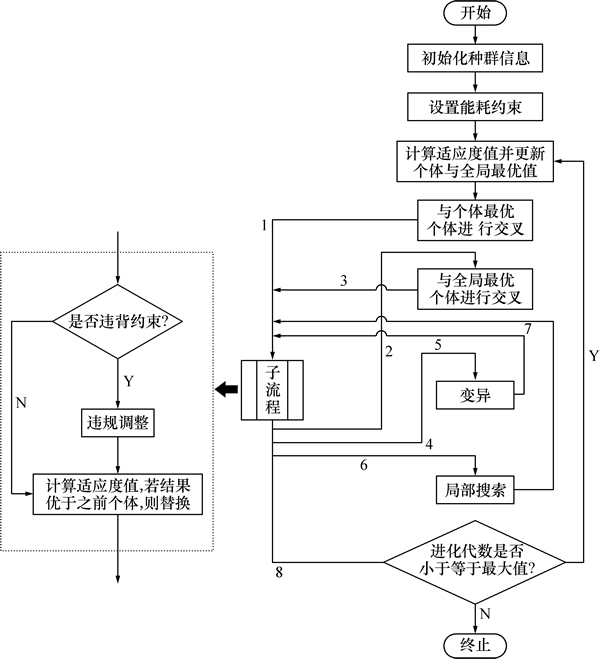
ͼ1 ���ε����㷨����ͼ
Fig. 1 Algorithm flow chart of batch scheduling
2.2.1 ����
�����Թ�������Ϊ����������Դ˶����ڲ��л��Ͻ��мӹ����ص㣬���IJ���ʵ�����뷽ʽ����1������Ϊn���������n�����Σ������е�λ�ô�����Ӧ�Ĺ������Σ��ڹ������ζ�Ӧ��λ�ø�������ֵ�������ù��������䵽�û����Ͻ��мӹ���������15��������������䵽3�����л����мӹ���һ�ֿ��ܵķ��䷽ʽ���Ա���Ϊ�������飺
[1 2 3 1 2 3 1 2 1 3 3 2 1 3 2]
���ϱ���Ľ���Ϊ��������1��4��7��9��13�����䵽1�Ų��л���������2��5��8��12�����䵽2�Ų��л���������3��6��11��14�����䵽3�Ų��л���
2.2.2 ����ͱ���
1) �������ӡ����õ��㽻����ԣ�����Ⱥ�е�2������ ��
�� �����������
����������� ������r1��������㣬����ʽ��ʾ��
������r1��������㣬����ʽ��ʾ��
 (12)
(12)
ʽ�У�BΪ������������Ϊ��������ij��ȣ� ��ʾȡ����x�������нϴ��1������
��ʾȡ����x�������нϴ��1������ ��������1���е㣬���е�����ֱ���2���Ӵ������Ҳ���Ӵ��ֱ��õ�2���µĸ��������������Ҫ�Ƚ�2���������Ӧ��ֵ��ѡ�������ߣ��������������£�
��������1���е㣬���е�����ֱ���2���Ӵ������Ҳ���Ӵ��ֱ��õ�2���µĸ��������������Ҫ�Ƚ�2���������Ӧ��ֵ��ѡ�������ߣ��������������£�

2) �������ӡ�����˫λ�������ԣ�������ͬ���豸�а������н���������Ⱥ�еĸ��� ���ֱ����2���������
���ֱ����2��������� ��Ȼ�������2��������ٲ���2�����������ȡ���IJ�ͬ���豸�еİ�������ʽ(13)��(14)��ʾ��
��Ȼ�������2��������ٲ���2�����������ȡ���IJ�ͬ���豸�еİ�������ʽ(13)��(14)��ʾ��
 (13)
(13)
 (14)
(14)
ͬһ�����豸�еIJ�ͬ���������ı���û���κ����壬��������������� ��
�� ��2��λ�õ�ֵ��ȣ����ݱ��뷽ʽ��˵��2������ͬһ�����豸������Ҫ��������r2����ֱ��2��λ�õ�ֵ�����Ϊֹ�������������������ʾ��
��2��λ�õ�ֵ��ȣ����ݱ��뷽ʽ��˵��2������ͬһ�����豸������Ҫ��������r2����ֱ��2��λ�õ�ֵ�����Ϊֹ�������������������ʾ��

2.2.3 �ֲ���������
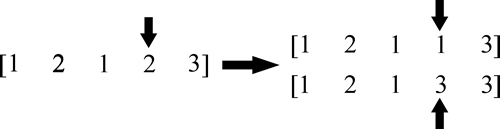
Ϊʹ�㷨�ܹ���̽�������Ž�ʱ�������丽���������ŵĽ⣬����˾ֲ������������ԣ��Լ���㷨�������(exploration)�����(exploitation)�ķ�Χ���ڸ��� �����ѡȡһ�������Ȳ����������Ȼ����ݸ�������ٲ�������һ�����������ȡ��ij�����豸�е���������ʽ��
�����ѡȡһ�������Ȳ����������Ȼ����ݸ�������ٲ�������һ�����������ȡ��ij�����豸�е���������ʽ��
 (15)
(15)
�� ����ֵ�ֱ���Ϊ����ǰֵ֮��С�ڵ������豸����M������ֵ���������M-1���ֲ����н⣬Ȼ�������Ӧ��ֵѡ�����Ž⡣��5������3�����豸Ϊ�����ֲ�������������������ʾ��
����ֵ�ֱ���Ϊ����ǰֵ֮��С�ڵ������豸����M������ֵ���������M-1���ֲ����н⣬Ȼ�������Ӧ��ֵѡ�����Ž⡣��5������3�����豸Ϊ�����ֲ�������������������ʾ��
2.2.4 �ܺ�Լ��
�����ܺ�Լ��ֵ����ÿ�εõ�����Ⱥ��ͬʱ�������Ⱥ��ÿ�������Ӧ���ܺ�ֵ������ֵ����Լ�����ޣ��������ø��壬��֤��Ⱥ�����и�����ܺĶ�������Χ�ڡ�
2.2.5 ֹͣ��
�����GA��������2�������е�һ��ʱ�����ֹͣ��1) �趨�������������ﵽ������������nIter����ֹ�㷨��2) �㷨�����������ɴ�(nGap��)�������ڴ˵������������ȫ�����Ž�(���Ÿ������Ӧ��ֵ)û�иı䣬���㷨��ֹ������nIter��nGap�����ɾ��������
3 �����о�
3.1 ��������
���ĶԲ�ͬ��ģ(�ӹ�����������ͬ)ʵ���ֱ�����˷���ʵ�顣ʵ���б��IJ���CHOU��[20]����IJ������������У�С��ģ�Ĺ�������N=20���й�ģ�ʹ��ģ�Ĺ��������ֱ�ΪN=50��100������ģ��ʵ���������������������20������Ϊ��������ֲ���ֵ���4��ʾ�����������������ݻ�C�趨Ϊ40 m3������������Ϊ3̨��3̨������λ�ܺķֱ���Ϊ1��2��3(100 kW)��Emax�Ǹ�������ʽ�㷨�õ��Ŀ��н���ܺ�ֵ�趨������������nIter=200����ʼ��Ⱥ��ĿnNIND=200����ʵ����Matlab 2013a��ʵ�֣�������Windows 7����ϵͳ��PC��(Intel Core i5/ CPU2.4GHZ/RAM 4.0G)�ϡ�ʵ������ͼ2~4��ʾ��
3.2 ʵ����
ͼ2~4��ʾ�ֱ�Ϊ��ͬ������ģ�²��и���¯�ĵ��Ƚ���Լ��������㷨����ĶԱȡ�Ϊ�˸�����ı��ֱ��½����2������ʽ�㷨�ͱ�GA�ĶԱȣ���ͬ������ģ���ܺ���Cmax��Ӧ��ϵ���ֱ������1�žֲ��Ŵ�ͼ�����Ը�����ؿ��������㷨����Խ�ԡ�
��Ҫ˵�����ǣ������������յ�2������ʽ�㷨�Ǿ���FFLPT��BFLPT����֮�������η���ʱ�ֲ������絽��ʱ�����ȼӹ���(ERT)�������ɵģ��ֱ��֮ΪFFLPTERT��BFLPTERT[5]��ѡ��ERT����ʽ�㷨��ԭ�����ڣ�������ʱû�п��ǹ����ĵ���ʱ�䣬��ֻ���ǹ����ӹ�ʱ��ͳߴ磬����ܻ���ɵ���ʱ����ܴ�Ĺ������һ����Ӱ������Ч�ʡ����ڽ����η�������л��ӹ�ʱ��Ҫ���ؿ��ǹ����ĵ���ʱ�䣬�Ƚϳ��õľ���ERT��������������߽�����ϣ������ڽ��������ӹ����̵��깤ʱ�䡣
��4 ��������ֵ(20��)
Table 4 Attribute values of rollers (20 rollers)
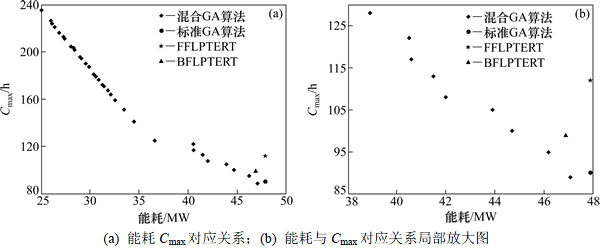
ͼ2 ������Ϊ20�������
Fig. 2 Results of 20 jobs
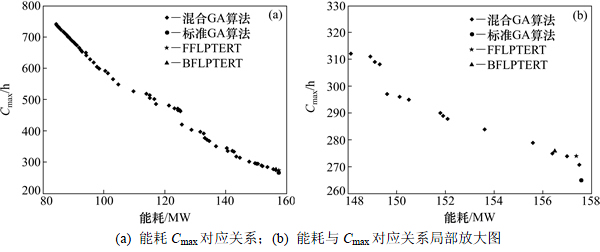
ͼ3 ������Ϊ50�������
Fig. 3 Results of 50 jobs
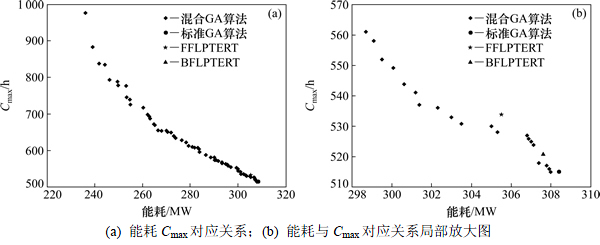
ͼ4 ������Ϊ100�������
Fig. 4 Results of 100 jobs
FFLPTERT�������¡�
����1������������FFLPT����������
����2��ȫ�����ΰ������ε���ʱ��Ǽ������еõ���������L���������εĵ���ʱ���������������﹤���ĵ���ʱ��Ϊ��
����3����L�еĹ������η����1�����е�������������ͬʱ�ж���������У���ѡ����͵Ļ����ӹ���
����4���ظ�����3�еIJ�����ֱ���������������䡣
��ͼ2~4�ɼ������ε��γ��˻��GA�ڲ�ͬ�ܺ�Լ���µ�Cmax����ͼ��������Paretoǰ���棬���Է���2��ָ��֮����ڳ�ͻ��ϵ�������������㷨���ڲ������ܺ����أ��ʽ��ܵõ�����Ψһ��Cmax�Ż�ֵ��Ȼ�����õ���Ӧ���ܺġ����GA�õ��Ľ���Paretoǰ�����ϵĽ�λ�������㷨�õ��Ľ�����·���˵����ǰ�����ϵĽ�������㷨�Ľⶼ��ռ�ŵģ�������ͬ���ܺ�Լ��ֵ�£�������㷨ȡ���˸�С��Cmax��ͬʱ�������㷨��õĽ��Ӧ���ܺ�ֵ�����ϸߣ�λ�ں������Ҷˣ�˵����Щ�㷨��Ӧ�����ܺ������Ƶ�����������������Эͬģ�Ϳ����ڲ�ͬ���ܺ�Լ���µ���Ӧ��Cmax�Ż��⣬����������������100������Ϊ����ͼ4��ʾ�˲�ͬ�ܺ�Լ�����Ż��õ�������Cmaxɢ��ͼ��ʵ�������п��Ը��ݲ�ͬ�����ܺ�Լ��Ҫ��ѡ����Ӧ������������
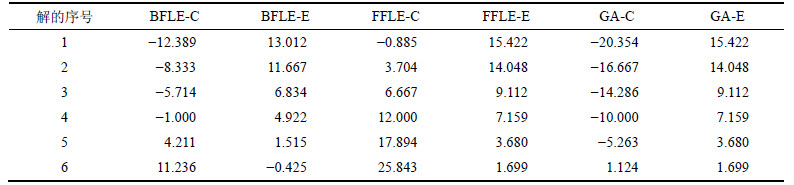
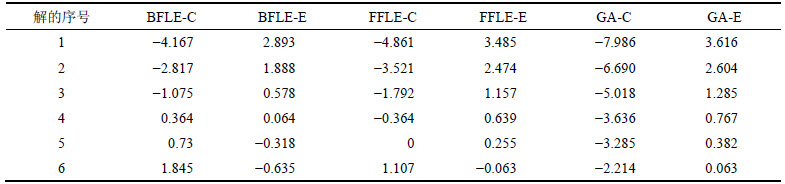
Ϊ�˸�����ر��ﱾ�������㷨��2������ʽ�㷨�ĶԱ�Ч�������2�ֲ�ͬ��������ģ������⣬�ֱ�ȡCmax���ŵ�6~8������2������ʽ�㷨���Աȣ����������㷨��Cmax���Ͱٷֱȣ����5~7��ʾ��Ϊ���ڱ��б���չʾ���������¼�д����BFLE-C����BFLPTERT-C����ʾBFLPTERT�㷨��ý������깤ʱ�䣻BFLE-E����BFLPTERT-E����ʾBFLPTERT�㷨��ý���ܺģ�FFLE-C����FFLPTERT-C����ʾFFLPTERT�㷨��ý������깤ʱ�䣬FFLE-E����FFLPTERT-E����ʾFFLPTERT�㷨��ý���ܺġ�GA-C��GA-E�ֱ������GA�㷨��ý������깤ʱ������ܺġ�
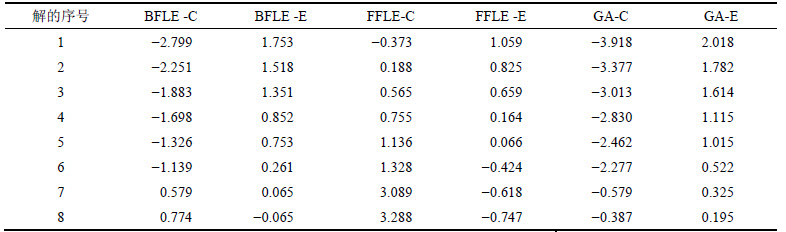
ͬ����100�������İ���Ϊ�����ɱ�7���Կ����������㷨�����ҳ�Cmax���ܺľ�����2������ʽ�㷨�Ľ⡣�����7�е�7�еĽ�Cmax���ܺ����BFLPTERT�㷨�ֱ�0.579%��0.065%������3���еĽ������FFLPTERT�㷨Cmax���ܺķֱ�0.565%��0.659%����4�еĽ�Cmax���ܺ����FFLPTERT�㷨�ֱ�0.755%��0.164%��֤���˱��㷨����Ч�ԡ�
��������Щ��ı�����������ͬ�������3�еĽ������BFLPTERT�㷨Cmax�����1.883%�������ܺ�ȴ����1.351%������ڱ�GA Cmax�����3.013%�������ܺ�ȴ����1.614%��ͬ����8�еĽ������FFLPTERT�㷨�ܺ������0.747%����Cmax����3.288%������ڱ�GA��Cmax�����0.387%�����ܺĽ���0.195%����˵��Cmax�����ܺĴ��ڳ�ͻ��ϵ������Cmax�Ľ��Ϳ��������ܺĵ����ӡ���֮��Ȼ��
��5 ���GA����������㷨�Ľ��ͱ���(20������)
Table 5 Reduction ratio of hybrid GA compared with other algorithms (20 jobs) %
��6 ���GA����������㷨�Ľ��ͱ���(50������)
Table 6 Reduction ratio of hybrid GA compared with other algorithms (50 jobs) %
��7 ���GA����������㷨�Ľ��ͱ���(100������)
Table 7 Reduction ratio of hybrid GA compared with other algorithms(100 jobs) %
�ۺϱȽϱ�5~7��֪�����۶Ա�����ʽ�㷨���DZ�GA�����ɿ��������������������ӻ��GA���Ż�������С����˵�������������������ӣ����������ѶȾ��������GA��Ѱ���������м�������δ�����Լ����о����ģ�����¸�Ϊ��Ч������㷨��
4 ����
1) �����㷨�ܹ���Ч��Ѱ�ҵ������ܺ�Լ���µ�����Cmax����2�־�������ʽ�㷨����GA�Ա��Ż�Ч�����ԡ�
2) ���GA�㷨�������ģ��Сʱ�������ԣ������������������ӣ����GA�㷨�����������½���
3) Ϊ��Ӧ����ҵ�������ƣ���Լ���м������ܺ�Լ����ʹ����ҵ��ʵ������ʱ���Ը����ܺĹ�ӦҪ��ѡ������깤ʱ����С������������
�ο����ף�
[1] IEA. Tracking industrial, energy efficiency and CO2 Emissions. [2007-09].http://www.iea.org/textbase/nppdf/free/2007/tracking_ emissions.pdf.
[2] JOVANE F, YOSHIKAWA H, ALTING L, et al. The incoming global technological and industrial revolution towards competitive sustainable manufacturing[J]. Annals of the CIRP, 2008, 57(2): 641-659.
[3] ��ף��. ����Դ��ԼΪĿ��������ȴ������������ɵ����Ż������о�[D]. ����: ������ѧ��Ϣ��ѧ�빤��ѧԺ, 2011: 1-60.
ZHU Zhulin. Scheduling optimization methods for thermal treatment process in mill roller production aiming at energy conservation[D]. Shenyang: Northeastern University. College of Information Science and Engineering, 2011: 1-60.
[4] LIU C H. Approximate trade-off between minimisation of total weighted tardiness and minimisation of carbon dioxide (CO2) emissions in bi-criteria batch scheduling problem[J]. International Journal of Computer Integrated Manufacturing, 2014, 27(8): 759-771.
[5] ��С��. ƽ�л����������������������о�[D]. �Ϸ�: �й���ѧ������ѧ������ѧ�빤��, 2012: 1-25.
LI Xiaolin. Research on scheduling batch processing machines in parallel[D]. Hefei: University of Science and Technology of China, Management Science and Engineering, 2012: 1-25.
[6] MALVE S, UZSOY R. A genetic algorithm for minimizing maximum lateness on parallel identical batch processing machines with dynamic job arrivals and incompatible job gamilies[J]. Computers & Operations Research, 2007, 34(10): 3016-3028.
[7] BALASUBRAMANIAN H, MONCH L, FOWLER J W, et al. Genetic algorithm based scheduling of parallel batch machines with incompatible job families to minimize total weighted tardiness[J]. International Journal of Production Research 2004, 42(8): 1621-1638.
[8] YILMAZ E D, OZMUTLU H C, OZMUTLU S. Genetic algorithm with local search for the unrelated parallel machine scheduling problem with sequence-dependent set-up times[J]. International Journal of Production Research, 2014, 52(19): 5841-5856.
[9] VALLADA E, RUIZ R. A genetic algorithm for the unrelated parallel machine scheduling problem with sequence dependent setup times[J]. European Journal of Operational Research, 2011, 211(3): 612-622.
[10] TANAKA S, ARAKI M. A branch-and-bound algorithm with Lagrangian relaxation to minimize total tardiness on identical parallel machines[J]. International Journal of Production Economics, 2008, 113(1): 446-458.
[11] CHAUDHRY I A, DRAKE P R. Minimizing total tardiness for the machine scheduling and worker assignment problems in identical parallel machines using genetic algorithms[J]. The International Journal of Advanced Manufacturing Technology, 2009, 42(5): 581-594.
[12] ����, ���, ������. ���Ŵ��㷨������ж����������[J]. ϵͳ����������ʵ��, 1998, 18(1): 14-17.
LIU Min, WU Cheng, JIANG Xinsong. Genetic algorithm method for identical parallel machine scheduling problem[J]. System Engineering-Theory & Practice, 1998, 18(1): 14-17.
[13] WANG L Y, HUANG X, JI P, et al. Unrelated parallel-machine scheduling with deteriorating maintenance activities to minimize the total completion time[J]. Optimization Letters, 2014, 8(1): 129-134.
[14] KASHAN A H, KARIMI B. A discrete particle swarm optimization algorithm for scheduling parallel machines[J]. Computers & Industrial Engineering, 2009, 56(1): 216-223.
[15] YEH W C, LAI P J, LEE W C, et al. Parallel-machine scheduling to minimize makespan with fuzzy processing times and learning effects[J]. Information Sciences, 2014, 269: 142-158.
[16] UZSOY R, YANG Y. Minimizing total weighted completion time on a single processing machine[J]. Production and operations Management, 1997, 6(1): 57-73.
[17] AZIZOGLU M, WEBSTER S. Scheduling a batch processing machine with non-identical job sizes[J]. International Journal of Production Research, 2000, 38(10): 2173-2184.
[18] �̰�һ, �»�ƽ, ��˨ʨ. ������Ⱥ�㷨�ĵ�����ͬ�ߴ繤���������������[J]. �й�������ѧ, 2008, 16(3): 84-88.
CHENG Bayi, CHEN Huaping, WANG Shuanshi. Scheduling a single batch-processing machine with non-identical job sizes based on practice swarm optimization[J]. Chinese Journal of Management Science, 2008, 16(3): 84-88.
[19] LEE C Y, UZSOY R. Minimizing makespan on a single batch processing machine with dynamic job arrivals[J]. International Journal of Production Research, 1999, 37(l): 219-236.
[20] CHOU F D, CHANG P C, WANG H M A. Hybrid genetic algorithm to minimize makespan for the single batch machine dynamic scheduling problem[J]. International Journal of Advanced Manufacturing Technology, 2006, 31(3): 350-359.
[21] LI S G, LI G J, WANG X L, et al. Minimizing makespan on a single batching machine with release times and non-identical job sizes[J]. Operations Research Letters, 2005, 33(2): 157-164.
[22] ���ڳ�. ������ʱ����������������ѧģ��[J]. ���ݴ�ѧѧ��, 2005, 21(2): 22-27.
JIANG Guancheng. Formulating the batch scheduling with release time as a mathematical programming model[J]. Journal of Suzhou University, 2005, 21(2): 22-27.
[23] GRAHAM R, LAWLER E, LENSTRA J, et al. Optimization and approximation in deterministic sequencing and scheduling: a survey[J]. Annals of Discrete Mathematics, 1979, 5(2): 287-326.
[24] UZSOY R. Scheduling a single batch processing machine with non-identical job sizes[J]. International Journal of Production Research, 1994, 32(7): 1615-1635.
[25] PINEDO M L. Scheduling theory, algorithms, and systems[M]. 3th ed, New York, USA: Springer, 2008: 1-52.
[26] DUPONT L, DHAENENS-FLIPO C. Minimizing the makespan on a batch machine with non-identical job sizes: an exact procedure[J]. Computers & Operations Research, 2002, 29(7): 807-819.
(�༭ �°���)
�ո����ڣ�2016-09-25�������ڣ�2016-12-20
������Ŀ(Foundation item)��������Ȼ��ѧ����������Ŀ(71690234��61273046)(Projects (71690234, 61273046) supported by the National Natural Science Foundation of China)
ͨ�����ߣ��Ƿǣ���ʿ�����ڣ��������������Ż�������Ч�����о���E-mail��fqiao@tongji.edu.cn
ժҪ���о��������������������������⣬����¯����ͬ�����ʲ�ͬ�ķǵ�ͬ���л������ܺ�Լ�������ǹ����ߴ�͵���ʱ�䲻ͬ������С������깤ʱ��ΪĿ�꽨����������滮ģ�͡����л�����������������NP-hard���⣬��������������ȵ����η�ʽ��⡣�����β��û���FFLPT��BFLPT������ʽ�����Ƚ���ƴ���������������Ⱥ-�Ŵ�����㷨��ģ�ͽ�����⡣������������ҵ�����ȴ����豸Ϊ�о���������ģ�ͺ��㷨��֤��������ͬ�ܺ�Լ��������깤ʱ���Ż�ֵ�����Ƚ��㷨���Ż����ܡ�ʵ���������������㷨��߱��Ŵ��㷨�������ٶȣ�������2������ʽ�㷨���ܺ�������깤ʱ��֮����ڳ�ͻ��ϵ��ͨ�����ĵ�ģ�ͺ��㷨�õ��ܺ�������깤ʱ��Ľ���Paretoǰ���棬��Ϊ��ҵ��ʵ�������ṩָ����
[1 2 3 1 2 3 1 2 1 3 3 2 1 3 2]
[3] ��ף��. ����Դ��ԼΪĿ��������ȴ������������ɵ����Ż������о�[D]. ����: ������ѧ��Ϣ��ѧ�빤��ѧԺ, 2011: 1-60.
[5] ��С��. ƽ�л����������������������о�[D]. �Ϸ�: �й���ѧ������ѧ������ѧ�빤��, 2012: 1-25.
[12] ����, ���, ������. ���Ŵ��㷨������ж����������[J]. ϵͳ����������ʵ��, 1998, 18(1): 14-17.
[18] �̰�һ, �»�ƽ, ��˨ʨ. ������Ⱥ�㷨�ĵ�����ͬ�ߴ繤���������������[J]. �й�������ѧ, 2008, 16(3): 84-88.
[22] ���ڳ�. ������ʱ����������������ѧģ��[J]. ���ݴ�ѧѧ��, 2005, 21(2): 22-27.
