
���±�ţ�1004-0609(2011)01-0058-08
��ѹ���ն�ME20Mþ�Ͻ���֯����ѧ���ܵ�Ӱ��
������1����־��2��������1, 2�������1, 3
(1. �Ϻ���ͨ��ѧ ��Ͻ��ܳ����ҹ����о����ģ��Ϻ� 200030;
2. �Ϻ���������Ͻ�����˾���Ϻ� 201615;
3. �Ϻ���ͨ��ѧ ���������ϲ��Ϲ����ص�ʵ����,�Ϻ�200030)
ժ Ҫ��
�о���ͬ��ѹ����������ME20Mþ�Ͻ���֯����ѧ���ܵ�Ӱ�졣�����������ѹ���ղ����ı仯��ME20M�ľ����ߴ����֯�����Ծ��нϴ��Ӱ�죬������Ҫ�ڶ���Mn���ʿ�������Mg12Ce��������������Mn�����ֲ�λ�õı仯���仯�����Mg12Ce�ֲ���������Ϊ��ԼME20M�Ͻ���֯���ܸ��Ƶ���Ҫ����֮һ����Ҫͨ���������¡����ٵȼ�ѹ���տ��Ƽ�ѹ��ά��֯�ķֲ���������������ǿ������ʵ�ֿ���ǿ�ȳ���250 MPa���쳤�ʳ���10%�ͲĵĹ�ҵ��������
�ؼ��ʣ�
ME20Mþ�Ͻ�����ѹ�¶����ƽ��ٶ�������֯����ѧ�������Ͽ���
��ͼ����ţ�TG146���� ���ױ�־�룺A
Effect of extrusion process on microstructure and mechanical properties of ME20M magnesium alloy
GUO Yan-yan1��LIN Zhi-xun2��JIANG Hai-yan1, 2��WU Guo-hua1, 3
(1. Light Alloy Net Forming National Engineering Research Center, Shanghai Jiaotong University, Shanghai 200030, China;
2. Shanghai Magnesium Alloy Co., Ltd, Shanghai 201615, China;
3. State Key Laboratory of Metal Matrix Composites, Shanghai Jiaotong University, Shanghai 200030��China)
Abstract: The effect of various extrusion process conditions on the microstructure and mechanical properties of ME20M magnesium alloy was studied. The results show that the grain size and structure uniformity of ME20M magnesium alloy are greatly affected by the extrusion process parameters. Furthermore, Mg12Ce can be absorbed by Mn(the main second phase), and the quantity of absorption varies according to the location of Mn particles. This will lead to non-uniform of Mg12Ce, which greatly restricts the development of the properties of ME20M magnesium alloy. By controlling extruding temperature and speed, the distribution and quantity of fibrous structure can be perfectly controlled. The profile that ultra tensile strength is above 250 MPa and elongation is above 10% can be realized by strengthening the effect of fibrous structure in industry production.
Key words: ME20M magnesium alloy; extruding temperature; ram speed; microstructure; mechanical properties; fracture
þ�Ͻ���нϸ߱�ǿ�Ⱥͱȸնȡ������ļ������ܣ��ں��պ��졢���������������͵�������Ӧ�ù㷺��ME20M��Ϊ����þ�Ͻ�����һ�ֽ�ǿ�������ܵ�þ�Ͻ��ں��컷����ʹ�����Ž�ǿ�����ƣ��丯ʴĤ���ȡ�����������ʴ������Ӧ����ʴ����[1-3]���ŵ��ȶ����㷺Ӧ���ڼ�ѹ�����������������⣬����������ĺ������ܺͿ��������[4-5]����ME20M����þ�Ͻ���Ϊһ�ֳ���þ-�̱��κϽ�ȱ����Ч������ϸ����[2]����̬��֯�ִ�֮þ�Ͻ���е�������������ṹ��ʹ��������ѧ���ܺܲĿǰ����Ҫ����ѹ�����Ƶ��ȼӹ����θ�������ѧ���ܡ�����ԭʼ��֯�ִ�ѹ�������ײ������β�������ѧ���ܶԼ�ѹ���վ��н�ǿ�������ԣ���ˣ��伷ѹ�������տ��Ƽ�Ϊ��Ҫ��
Ŀǰ������AZ31��AZ80��ME20M(MB8)�ȳ������þ�Ͻ���ȱ��μӹ����������о������ڵ�ͨ����Tͨ�������������¹���[6-8]ϸ��������������֯�����ԣ��Ӷ��������ѧ���ܣ�����������ʱЧǿ��Ч�������ͺϽ�[9]������Щ�о�������ͨ������α��β�����ζ�̬�ٽᾧ�ľ���ϸ�����ã���ȱ����һ�α����й��ղ�������֯ϸ���;��Ȼ����õ��о���Ŀǰ����û������ڳ��湤ҵ��ѹ��ͨ����ME20M�����ϸ���ơ����Ը�������ѧ���ܵ�������ױ�����
�������ߴӼ�ѹ���ն���֯���ܵ�Ӱ�������̽����ͬ����������ME20Mþ�Ͻ���֯���ݻ����ɷֲַ��仯�Լ���Ӧ��ѧ���ܱ仯֮��Ĺ�ϵ��
1 ʵ��
ʵ����ù�ҵ����������ME20Mþ�Ͻ��״���ϣ��仯ѧ�ɷ�(����������%)���1���С�
��1 ʵ����ME20Mþ�Ͻ����ϵĻ�ѧ�ɷ�
Table 1 Chemical composition of ME20M magnesium alloy billet (mass fraction, %)

�����Ͻ���((420��5) ��, 24 h)���Ȼ��˻���и��d 92 mm��150 mm�����ϱ��á���800 t��ѹ���Ͻ���ʵ�飬�����ھ�d 105 mm�ļ�ѹͲ��d 20 mm����ƽģ��ѹ��
1.2��ѹ���ղ�����ѡ��
����þΪ���������ṹ��������ֻ�л���{0001}�������ƣ�����þ�Ͻ��ڳ��������ڴ��ѵĸ���ԭ����ˣ����ڽ������Գ��μӹ�����473 K���ϣ�{10![]() 1}��Ҳ�ܲ������ƣ�����������ߣ�����500 K���ϣ���������ϵ{10
1}��Ҳ�ܲ������ƣ�����������ߣ�����500 K���ϣ���������ϵ{10![]() 2}Ҳ���ܲ������ƣ����Խ�һ���� ��[10]������һ�����þ�Ͻ�����523 K���ϳ���[11]��
2}Ҳ���ܲ������ƣ����Խ�һ���� ��[10]������һ�����þ�Ͻ�����523 K���ϳ���[11]��
����ME20Mþ�Ͻ�ȱ����Ч�ľ���ϸ���������������ߴ������֮����β���Э������������¶ȱȽϸ�(593 K����)����ȷ������ϵ�ij�ֿ������������ƵIJ��������ڱ��Ρ�Ϊ˳��ʵ����������֤��ѹ�Ͳ������ȶ��ԣ�ģ���¶�Ӧ�������¶ȸ�20 K���ҡ�
���ڼ�ѹԲ��ʱ��ѹ������С���ʱ��μ�ѹʵ�鲻��������þ�Ͻ�߽ϸߵı����ȣ�������ЧӦ��Ȼʹë���ڼ�ѹ�������нϸߵ��������������ٽᾧ�����ټ�ѹ������������ME20Mþ�Ͻ�ļӹ�Ӳ��ЧӦ�������ϸߵļ�ѹ�ٶ��ܴ�ʹ��������ʹ��Ʒ��ǿ�ȴ�����͡�þ-�̺Ͻ���ѧ���ܽϲͨ������ǿ�Ƚ�Ϊ210~280 MPa����ˣ��������ѧ����������Ҫ��ʵ�鹤�ղ������2���С�
�����ڹ�ҵ���µ���¯�м��ȣ�װ��Ԥ���¶�Ϊ573 K���������趨�¶Ⱥ���2 h�������ȵ�ż���¼Ʋ��£��Է�ֹ���¡�
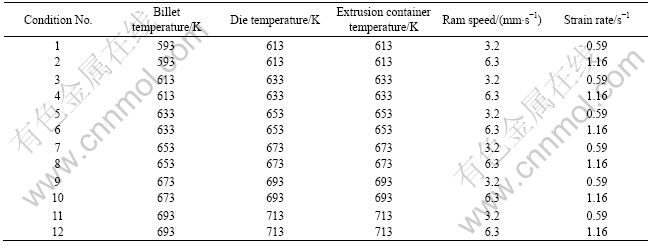
��2 ��ѹ���ղ���
Table 2 Processing parameters of extrusion process
1.3��ѧ�����������֯
��ʵ�����Zwick����ʵ���������ѧ���ܲ��ԣ�����Ϊ�ɼ�ѹ̬��d 20 mm���ϼӹ����ɵ�Բ����������������GB/T16865��1997����������ֱ��Ϊ6 mm������Ϊ30 mm�������ٶ�Ϊ1 mm/min��ʹ��HV-30��ά��Ӳ���Dz���Ӳ�ȣ��غ�Ϊ50 N������ʱ��Ϊ20 s��ÿ����������5���㣬ȡƽ��ֵΪ����Ӳ�ȡ�
����XJL-03��ѧ��������������֯�۲죻����JSM-6460��ɨ��羵�۲�Ͽڣ�����JSM7600F������ɨ��羵�丽���������ǽ�������֯�ɷ� ���ԡ�
2 ��������
ME20Mþ�Ͻ����Ҫ�ɷ�ΪMg��Mn��Ce����3��Ԫ�غ����γ���Ԫ������Ͻ�����Ҫ����Mg���塢Mn���ʿ����Լ�������Mg12Ce���Ե�����ʽ���ڵ�Mn��Ϊ��Ҫ�ĵڶ���ɷ֣������ME20Mþ�Ͻ���ʴ�Ե���ҪԪ�أ�������������Zr���ɸ��»����������������ϸ����Zr�����á���ME20Mþ�Ͻ�ȱ����Ч��ʱЧ�����ࡢǿ�����ϸ���������ڵ���Mn��769 K����þ�����е��ܽ�ȱ仯�������ܽ�Ƚ�С[12]�������������γɹ�����þ������֯��ֻ��ͨ�����Ȼ��������Ƽ�ѹ�������ܡ�ͼ1(a)��ʾΪME20Mþ�Ͻ���̬������֯����ͼ1(a)��֪������ҪΪ�ִ�ľ�����֯����СΪ450 ��m�����Ȼ�������Ϊ550 ��m(��ͼ1(b))���ؾ���ֲ��ż������ĺϽ����Լ����ֿ���������������ڽ϶�Ŀ�������EDS��������֪���Ͻ���ijɷ���Ҫ��Mg12Ce������ΪMn�����������к��в���Mg��CeԪ�أ�ӦΪMn������һ����Mg12Ce����[13]��
��̬�Ͻ���Ȼ�������Mn�����ߴ����Լ�С�������������࣬�����������ھ��Ȼ������У��¶�����ʹMn�Ĺ��ܶ���߶����ֹ��ܽ���þ���壬�������¶Ƚ����ٴη�ɢ��������С��Mn�����Լ��������ܵ�þ�����Mnʹ�þ��Ȼ���ĺϽ�Ӳ���������ӣ�Ӳ��(HV)��36.5���ߵ�40.9��
2.2.1 ��ѹ̬������֯����

ͼ1 ME20M��̬����(a)���侭���Ȼ�������(b)���� ��֯
Fig.1 Microstructures of ME20M magnesium alloy: (a) As- cast; (b) Homogenization treatment
��Ҫͨ�����ڼ�ѹ���ղ�������ME20Mþ�Ͻ���ѧ���ܡ���ͼ2���Կ�����Ϊ���Եļ�ѹ����(�ϡ��·���)����593��693 K���������ϳ������У���593 Kʱ�������˴����ļ�ѹ��ά��֯�������Ͼ������Ѿ������˲��ֶ�̬�ٽᾧ������ϸߵ�Ӳ��˵����Ȼ���ڽ����صļӹ�Ӳ��������ͼ2(f)��ʾ������ѹӦ������Ϊ1.16 s-1���¶�Ϊ613 Kʱ����ѹ��ά��֯������ʧ��������Ϊ��̬�ٽᾧ�ѳ�ֽ��У���ʱ�����ȽϾ��ȣ��Ҿ�����С(ԼΪ4 ��m)���Դ��ڲ���Ӳ�������������ѧ���ܴﵽ���š�633 Kʱ�������Ѿ���ʼ���Գ����������¶ȵ������������糤��673 Kʱ�����������ٶ��Ѿ��Ż��������ߴ�Ϊ20 ��m���ҡ���Ӧ������Ϊ0.59 s-1ʱ����ѹ��֯���¶ȱ仯���ٶ������ͺ�ֱ��673 K�����γɽ�Ϊ��ֵĶ�̬�ٽᾧ������ʱ�Ŀ���ǿ���Ѿ����(��ͼ3(b))��
�����ߴ�d��Zener-Hollomon����Z���������
��ln d=b-kln Z������![]() ��
��![]() ��
��
ѹ����ʱ��Ӧ�����ʣ� QΪþ�Ͻ�ļ����ܣ�����ֵ
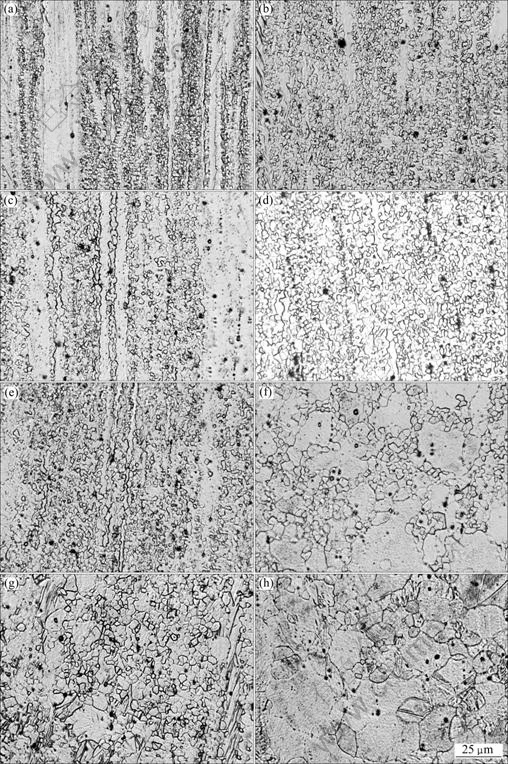
ͼ2 ME20Mþ�Ͻ�ѹ������֯(��Ӧ��2��������)
Fig.2 Optical micrographs of ME20M magnesium alloy extruded under conditions shown in Table 2: (a) Condition 1; (b) Condition 2; (c) Condition 3; (d) Condition 4; (e) Condition 5; (f) Condition 6; (g) Condition 7; (h) Condition 8
Ϊ135 kJ/mol��RΪ�������峣����TΪ��ѹ�¶ȡ��ɼ�������ͬӦ��������, �����ߴ�(�������ڵ��������)�漷ѹ�¶ȵ����߳����ٶȽϿ죬���ϸ���·dz���Ҫ��
2.2.2 SEM��֯��ò��EDS������
Ce��þ�Ͻ�����Ҫ��Mg12Ce���ڣ�����һ���̶���ϸ����̬��֯�������̹����У�ϡ���౻�ƽ� ��-Һ���棬���ո����ھ��紦���Ӷ��ܹ����ƾ������ٽ���֯��ϸ���;��Ȼ�[14]��Ce��һ����ʱЧǿ��Ч��[15]����ME20M��Ce�������٣�ʱЧЧ�������ԡ�
Mg12Ce���Թ��ܲ���Mn���γɻ�ѧ����ʽԼΪMg11CeMn[16]�Ľ����仯�����ˣ���Mn�����ϸߵ�Mg-Mn-Ce�Ͻ��У�Ҳ���ܲ���Mn������������Mg12Ce������
ͼ3��ʾΪ��ɨ��羵�¼�ѹ��Ϊ25����ѹ�¶�Ϊ593 K��Ӧ������Ϊ1.16 s-1ʱME20M�Ͻ�ļ�ѹ��ά��֯��ͼ3�д��ڼ�ΪϸС�Ķ�̬�ٽᾧ�����Լ��ִ�ļ�ѹ��ά��֯�����⣬�����Կ���Բ�εĵڶ�������Լ��ڼ�ѹ��ά��֯�г��ֵ��ؼ�ѹ��ά��֯����ĵڶ���������
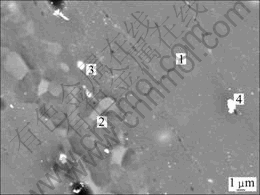
ͼ3 ME20Mþ�Ͻ�ѹ��ά��֯
Fig.3 Microstructure of extrusion fibre of ME20M magnesium alloy
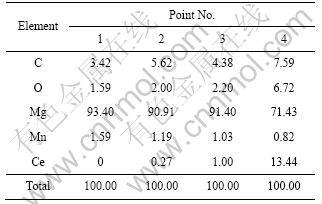
��EDS���������(����3)��֪���ڵڶ�������д�����ֲ�λ�ò�ͬ��ɵijɷ�����Ce��ME20M�Ͻ��е���������Ϊ0.25%�����ڻ����л���������Ce(��ͼ3�е�1)��Ce��Ӧ���д����ھ��總��������ɶ�̬�ٽᾧ��ϸ���������ھ���߽�϶�������γ�Ce�ļ�������Ȼ������ϸ���������侧���ϣ�Ce����������С��0.25%(��ͼ3�е�2)������ϸ������Mn������Ce������������Ϊ1.00%(��ͼ3�е�3)���ҿ�����ΪϸС�������л���û��Ce�ķֲ�������ѹ��ά��֯��Mn������Ce�����������ɴﵽ13%����(��ͼ3�е�4)�����еڶ���EDS��������Mn�ĺ���Ϊ1%���ҡ��ɴ˿��Կ��������ܴ���Mn���ʿ�������㸴�Ͻ����仯���Mn��
��3 ͼ3�е�1~4����EDS�ɷַ������
Table 3 Compositions of points 1-4 in Fig.3 tested by EDS
Mg12Ce�н�ǿ���������ã�ʹ�ڶ���Mn�����������Mg11CeMn���Dz㡣
���ڴ�����Mg12Ce��Mn�����������ֲ��ھ����Mg12Ce�������٣���������ʱ��ϸ���������������ʹ��ѹ��ʼ������Ӷ�ʹ��ȫ��̬�ٽᾧ����֯��ñȽϴִ��⣬Mg12Ce����þ�Ͻ�������ܵ�Ч��Ҳ����������ѹ��ά��֯���ڱ��β���֣�ԭʼ��Mn�������ڱ�������С�������˽ϴ�Ŀ�����ʹ�����Ĵ���������˽϶��Mg12Ce���Ӿ���Mg12Ce�ķֲ��������ԣ������ھ�����ϸ���ͼ�ѹ��ά��֯�ļ��١�
������֯�ı仯���Ӧ, �������ܷ�ӳ�¶ȶ��ĵ���ѧ�����нϴ�Ӱ��(��ͼ4)����ͼ4�ɿ��������ż�ѹ�����¶ȵ����ߣ�þ�Ͻ������ǿ�ȺͿ���ǿ�ȶ������½�������20 K��ǿ�Ƚ���Լ20 MPa���ڽϵ��¶��¿��ټ�ѹʱ�����¶�ǿ�ȵ�Ӱ��ϴ�����20 K��ǿ�Ƚ��Ϳɴ�50 MPa����֮��Ӧ�����ټ�ѹ�����쳤�����¶������������ӣ����ټ�ѹʱ���ĵ��쳤�������¶ȵ������仯���������ԡ�
���ѹӦ�������ܹ�ʹǿ�Ƚ��ͣ��쳤�����ϸߵļ�ѹ���ʣ����ڽ϶̵�ʱ���ڲ����ϸߵı����ȶ����н�Ϊ��ֵĶ�̬�ٽᾧ���������ͬ�µ��ٵ��Դ���֯�����ԽϺã��쳤�ʽϴ������¶ȵ���������������ͬʱ�ڲ�Ӧ�����ϼ�С����ýϺõ�Э�����Σ�ʹ�쳤�ʱȽ��ȶ���
�ڵ��ټ�ѹ(0.59 s-1)�У�����ѹ�¶�Ϊ633 Kʱ���쳤�ʴﵽ��ֵ����Ҫԭ���Ǵ��¶����ܳ����ɶ�̬�ٽᾧ���Ҿ���δ��ֳ���������ȵ�Э�����Σ�������ϵĴ������ͬʱ�����ټ�ѹ������ɼ�ѹ�����ȵĴ����ۼ�����ɼ�ѹ��ά��֯��λ�����ᡢ�Ͼ��Ȳ��ܹ���ֵػظ����Ӷ����ǿ�ȡ�������ѹ�¶ȴﵽ653 Kʱ����ѹ��ά��֯δ������ʧ�����������Գ������ǽ����˱���Э���������쳤�ʷ����������͡�
�ɴ˿ɼ������ڼ�ѹ��Ϊ25�İ��ģ���ѹ�¶�Ϊ(623��15) K��Ӧ������Ϊ1.16 s-1 �DZȽϺ����ļ�ѹ�������ܱ�֤�Ͻ����250 MPa�Ŀ���ǿ�Ⱥ�10%���쳤�ʡ�
ͼ5��ʾΪ��ͬ��ѹ�¶Ⱥ��ٶ���ME20Mþ�Ͻ������Ͽ���ò����ͼ5���Կ����������³��ִ�����˺���⣬�����ѽ��٣�����Э���Խϲ�����ż�ѹ�¶ȵ����ߣ��������ӡ��ɴ˿�֪��ME20Mþ�Ͻ�������Զ��Ѻʹ��Զ���֮�䣬�����ɼ�ѹ����ʵ����-��ת�䡣
��ͼ5(a)��֪��ME20Mþ�Ͻ��ڽϵͼ�ѹ �¶��´��ڽϳ���˺���⣬��仹���ڽϿ��Ľ��� ƽ̨�����ż�ѹ�¶ȵ����ߣ�˺���������̲��� ����ʧ��ͬʱ���Կ�����˺�������ڿ���� ��ѹ��ά��֯���������ڼ�ѹ��ά��֯�е�ǿ �ұ������ۻ���λ�����ᣬ˺����������Ϊ����˺�ѷ���ͬ��������˺���ⳤ�ȡ�������Ҫ�뼷 ѹ�¶��йأ��ϵͼ�ѹ�¶�(593 K)�µ�˺����Ƚϴִ����ѽ��١��������Խϲ�ڽϸ�ѹ�¶� (673 K)�£����ѽ϶࣬������֮�����ϸС��˺���⣬������ǿ��˺����������ȡ����Ҫ�뼷ѹ�ٶ���أ�����ټ�ѹ(Ӧ������Ϊ0.59 s-1)��ȣ��ڽϸ��ٶȼ� ѹ(Ӧ������Ϊ1.16 s-1)ʱ��˺����������ȡ��Ƚ��������˺����϶̣����θ������Խ���������������˺��/���������µı���ȱ��Ѹ����չ������� ���ѡ�
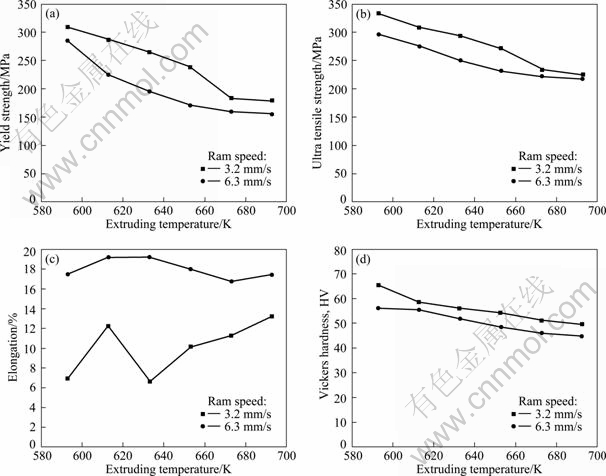
ͼ4 ME20Mþ�Ͻ�����ǿ�ȡ�����ǿ�ȡ��쳤�ʺ�ά��Ӳ���漷ѹ�¶ȡ��ٶȵı仯
Fig.4 Variation of yield stress(a), ultra tensile strength(b), elongation (c) and Vickers hardness(d) of ME20M magnesium alloy with extruding temperature and speed
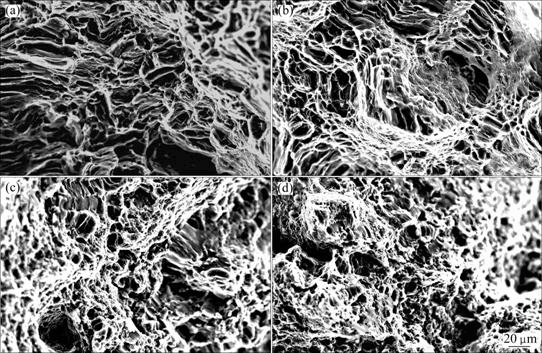
ͼ5 �Ͽ���ò�漷ѹ���յı仯(��Ӧ��2�еĹ�������)
Fig.5 Variation of fracture morphologies with extruding conditions shown in Fig.2: (a) Condition 1; (b) Condition 2; (c) Condition 9; (d) Condition 10
3 ����
1) ���ڼ�ѹ���ε�ME20Mþ�Ͻ𣬼�ѹ�¶�Ӧ�ʵ����(613 K����)����Ӧ�ʵ����ѹ�ٶ�(Ӧ������1.16 s-1������)�Ը�����ǿ�Ⱥ��������쳤�ʡ����ڼ�ѹ��Ϊ25���Ͳģ���ѹ�¶�Ϊ(623��15) K��Ӧ������Ϊ1.16 s-1�DZȽϺ����ļ�ѹ���ղ�����
2) ���ڼ�ѹ̬��ME20Mþ�Ͻ��������ͬʱ���д��Զ��Ѻ����Զ����������һ��ڽ�С���¶�����ʵ���ʹ�ת���������ٽ��¶����䣬ʹ��ͬʱ��֤�ϸߵ�ǿ�Ⱥͽϴ���쳤�ʡ�
3) ����ϡ��Ce������Mg12Ce����Ҫ�ڶ���Mn������������Ӱ��ϡ����Ծ���ϸ������ѹ�����ж�̬�ٽᾧ�����ã��Ӷ�����ME20M�Ͻ���ѧ���ܵĸ��ơ�Ŀǰ���Ƽ�ѹ���ղ����������ME20Mþ�Ͻ���ѧ���ܵ���Ҫ������
References
[1] �˸���, ������. �����ܱ���þ�Ͻӹ�����[M]. ����: ��ѧ������, 2007: 3-13.
PAN Fu-sheng, HAN En-hou. Wrought magnesium alloy with high-performance and its processing technology[M]. Beijing: Science Press, 2007: 3-13.
[2] ����. ����þ�Ͻ�[M]. ����: ��ѧ��ҵ������, 2005: 21-22.
CHEN Zhen-hua. Wrought magnesium alloys[M]. Beijing: Chemical Industry Press, 2005: 21-22.
[3] PARTHIBAN G T, PALANISWAMY N, SIVAN V. Effect of manganese addition on anode characteristics of electrolytic magnesium[J]. Anti-corrosion Method and Materials, 2009, 59(2): 79-83.
[4] LEE W B, YEON Y M, JUNG S B. Joining properties of friction stir welded AZ31B-H24 magnesium alloy[J]. Materials Science and Technology, 2003, 19(6): 785-790.
[5] MORDIKE B L. Development of highly creep resistant magnesium alloys[J]. Journal of Materials Processing Technology, 2001, 117(3): 391-394
[6] MASOUDPANAH S M, MAHMUDI R. The microstructure, tensile, and shear deformation behavior of an AZ31 magnesium alloy after extrusion and equal channel angular pressing[J]. Materials and Design, 2010, 31(7): 3512-3517.
[7] JIAN Wei-wei, KANG Zhi-xin, LI Yuan-yuan. Effect of hot plastic deformation on microstructure and mechanical property of Mg-Mn-Ce magnesium alloy[J]. Transactions of Nonferrous Metals Society of China, 2007, 17(6): 1158-1163.
[8] GUO Q, YAN H G, CHEN Z H, ZHANG H. Grain refinement in as-cast AZ80 Mg alloy under large strain deformation[J]. Materials Characterization, 2007, 58(2): 162-167.
[9] FU Peng-huai, PENG Li-ming, JIANG Hai-yan, CHANG Jiang-wei. ZHAI Chun-quan. Effects of heat treatments on the microstructures and mechanical properties of Mg-3Nd-0.2Zn-0.4Zr (wt.%) alloy[J]. Material Science and Engineering A, 2008, 486(1/2): 183-192.
[10] FATEMI-VARZANEH S M, ZAREI-HANZAKI A, BELADI H. Dynamic recrystallization in AZ31 magnesium alloy[J]. Material Science and Engineering A, 2007, 456 (1/2): 52-57.
[11] ʯ ��, �����, ������, κ����. �߾���A Z31þ�Ͻ𱡱ڹܼ����¼�ѹ�����֯������[J]. �����ȴ�������, 2009, 38(20): 42-45.
SHI Lei, LI Ji-wen, LI Yong-bing, WEI Shi-zhong. Microstructure and mechanical properties of thin wall AZ31 magnesium alloy pipes with high precision prepared by isothermal extrusion technology[J]. Hot Working Technology, 2009, 38(20): 42-45.
[12] ������, ������, �ܺ���. þ�Ͻ���ͼ��[M]. ��ɳ: ���ϴ�ѧ������, 2006: 35.
LIU Chu-ming, ZHU Xiu-rong, ZHOU Hai-tao. Magnesium alloys phase diagram atlas[M]. Changsha: Central South University Press, 2006: 35.
[13] PEZAT M, HBIKA A, DARRIET B. Study of alloys of composition CeMg11V, CeMg11Cr, CeMg11Mn, CeMg11Fe, CeMg11Co and their application to hydrogen storage[J]. Materials Research Bulletin, 1980, 15(1): 139-146.
[14] �� ���������ף�������. Ce��þ��þ�Ͻ��о�����ϸ������[J]. ϡ�н��������빤��, 2005, 34(7): 1014-1016.
YU Kun, LI Wen-xian, ZHANG Shi-jun. Mechanism of grain refining by adding cerium in Mg and Mg alloys[J]. Rare Metal Materials and Engineering, 2005, 34(7): 1014-1016.
[15] YAMASHITA T, KELLY P M, CAVALLARO P, HISA M. Effects of age hardening on magnetic and transport properties of Mg-1.3 wt% Ce alloys[J]. Acta Materiallia, 1998, 46(9): 2977-2981.
[16] ZHANG X, KEVORKOV D, JUNG I H, PEKGULERYUZ . Phase equilibria on the ternary Mg-Mn-Ce system at the Mg-rich corner[J]. Journal of Alloys and Compounds, 2009, 482(1/2): 420-428.
������Ŀ�����Ҹ����о���չ�ƻ�������Ŀ(2009AA03Z521)�������ص�����о���չ�ƻ�������Ŀ(2007CB613701)���й�����Ƽ����Ź�˾����Ƽ����»���������Ŀ(0502)
�ո����ڣ�2010-05-28�������ڣ�2010-09-29
ͨ�����ߣ������࣬�����ڣ��绰��021-54742714��E-mail��jianghy@sjtu.edu.cn
