
���±�ţ�1004-0609(2016)-01-0037-13
��ĩ���Զ�������ĩұ����ºϽ���֯���ȱ�����Ϊ��Ӱ��
���1, 2��������1, 2�������1, 2���� ��1, 2���� �1, 2���� ��1, 2
(1. ���ϴ�ѧ ��ĩұ������ص�ʵ���ң���ɳ 410083��
2. ���ϴ�ѧ ��ĩұ���о�Ժ����ɳ 410083)
ժ Ҫ��
�ֱ�����������(Argon atomization, AA)�͵�������ת�缫(Plasma rotating electrode process��PREP)���ַ����Ʊ����в�ͬ���Ե��������ºϽ��ĩ��Ȼ������ͬ�����¶����ַ�ĩ�����ȵȾ�ѹ�Ʊ��ɿ������(A-HIP��P-HIP)���ֱ�Է�ĩ�Ϳ�����Ͻ�������֯��������ò�����������ȵȾ�ѹ�������¶�Ϊ1000~1100 ���¡�Ӧ������Ϊ0.01~1.0 s-1�½�����ѹ��ʵ�飬���òɼ���Ӧ����Ӧ�������ͨ�����������Իع�ķ��������ȼ����ܲ������������̣��������������ı�������Ԥ��Ͻ��ڲ�ͬӦ���µ�Ӧ�������������PREP��ĩ����ྻ�ȡ����ζȺ��������ȶ�Ҫ��AA��ĩ�ĺã������������Ҳ��Խϵͣ���Ϊ0.0079%����AA��ĩ��������Ϊ0.0139%(��������)�����P-HIP��A-HIP�зֲ��Ž϶��ԭʼ�����߽�Ϳ���ԭʼ�����߽����Ҫ����Ǵ�ߴ�Ħá����̼�����������A-HIP��ƽ�������ߴ�Ϊ8.59 ��m, P-HIP��ƽ�������ߴ�Ϊ12.54 ��m��A-HIP��ǿ����á���������(43.91%)��P-HIP��ǿ����á��������(43.65%)������ȡ����ֲ��ϵļ����ֱܷ�Ϊ1012.9 kJ/mol��757.1 kJ/mol��������˫������Arrheniusģ������ͬӦ���µı������̲�Ԥ�ⲻͬ���������µ���Ӧ��������ʵ��ֵ��ľ������ֱ�Ϊ6.46%��4.87%��A-HIP��ѹ�����̳��ֺ�����ƣ�ԭʼ�����߽���ѹ�����Ʋ�����Ҫ����֮һ����������ԭʼ�����߽������չ��
�ؼ��ʣ�
������ĩұ����ºϽ�����������Ʒ�; ��ת�缫�Ʒ����ȵȾ�ѹ����ģ�����ȱ��μ�����������������
��ͼ����ţ�TG304���� ���ױ�־�룺A
��ĩұ���������ºϽ�������������ۺ����ܣ������ڸ��¸��ӻ�������Խ�Ŀ���ʴ�Ϳ��������ܡ�ƣ�����ܺ���ѧ���ܵȣ�ʹ���䱻�㷺�����Ʊ�����ʽ�������ĺ��IJ������纽�շ�����������������[1]�����ſƼ��ķ�չ���Է������������ò���Ҫ��Խ��Խ�ߣ������о��������������ºϽ��У������ܺ�����һ����Χ�ڵ����ӣ�����ߺϽ�������ȶ��ԡ����ͦá�Ĺ����¶��Լ���С������ȴ�������µIJ���Ӧ��[2-3]�����о������˸����������ºϽ��ѱ����ڷ����¶ȸߴ�725 �棬��ȴ�ͳ�ĵ����������ºϽ�U720Li�ĸ߳���50 ��[4]����ʵ�����о�����Ϊ������Ƶ�һ�ָ���������ĩұ����ºϽ�
��ĩ���Ʊ�����������ò����֯�����ȷֲ��ȷ�ĩ����������Ҫ�����ã���ĩ����ֱ��Ӱ���ĩ�����ȹ̽���ͺ��ȼӹ���Ŀ�����ϵ���֯�������Ӷ�Ӱ����ϵķ������ܡ�Ŀǰ�Ʊ��������ºϽ�ķ�ĩ����Ҫ���������֣���������ת�缫��(PREP)�����������(AA)[5]��ŷ�����Ƚ���ҵ������Ҫ����AA���Ʊ����շ�������ĩ��,������˹��Ҫ����PREP���Ʊ���ĩ��[6]��PREP���������ŵ������ȾС���ϸ��ĩ�յ��ʸߡ��������ܺã��������Ʒ۵�ϸ���յ��ʽϸߣ�����ĩճ��Ϳ��ķ�ĩ��AA�۶࣬�����Ʊ���ĩ�Ĺ�����Զ��Ƚϳ��죬������ȱ��[7]������ѧ�߶����ֲ�ͬ�Ʒ۷��������˹㷺�о���Ԭ����[8]����������AA�Ʒ۵ķ�ʽ�Ʊ��˸��ºϽ��ĩ�������˷�ĩ����֯����ò�ȹ�ϵ���о�������AA���ºϽ��ĩ������Ϊ�������нϸߵ�ϸ���յ��ʣ�С��100 ��m�ķ�ĩ�ﵽ90%���ϡ���ĩ�������ϵͣ������ŷ�ĩ���ȵı�С���������������ӣ���ĩ�к��м������Ŀ��ķۣ����ŷ�ĩ���ȵļ�С����ĩ�п�
�ķ۵��������ϼ��٣���ĩ����Ҳ��֦����֯����Ϊ��״����֯��������ҪΪ�ǽ�����������ӣ��������١�����ѧ��[9-10]��PREP�Ʒ۷����������о���ָ��PREP�Ʒ۷������õķ�ĩ����ྻ�����ζȺá�ճ����١������٣������÷�ĩ���������մɺ�����ԭʼ���ϺϽ�͡�����������PREP��AA���ַ�ĩ�Ʊ����նԸ��ºϽ��ĩ���Ե�Ӱ������о���Ϊϵͳ�����ǣ����ַ�ĩ�Ʊ����նԸ��ºϽ���ȱ�����Ϊ��Ӱ����Ʒ�����о�����δ��������
�ȱ��ι����еı�������һֱ�Dz��Ϲ��������о������ȱ��ι����е��ص��о����ݣ����ƵIJ����������Ͻ�����ܣ������ղ�Ʒ�ij��;��в�����ת��Ӱ�졣�Ͻ�ı������ԡ��ӹ���ʷ������β�����Ӱ�����Ե���Ҫԭ��Ȼ�����ڱ��ι����еĿ�����Ϊ�������һֱ��û��ͳһ�Ķ��ۡ�
���ڴˣ��������߲����������ֲ�ͬ�Ʒ۷����Ʊ�һ��������Ƶ������������ºϽ𣬶Ա����ĩ��ò�����ȷֲ���ƽ���������������ȷ�ĩ���ԣ��������о��˲�ͬ��ĩ���Ʊ��IJ��ϵ���ò��ǿ�������������ȣ�������ģ��ķ������������ȼ����ܼ��ȱ�����Ϊ������������������������Ԥ��ӹ�������ӹ�Ӧ��֮��Ĺ�ϵ�����Կ�����Ϊ�����˷�����ͨ���о���ͬ�Ʊ������µķ�ĩ���Լ���Ӧ�Ͻ����֯�������ȱ�����Ϊ��Ϊ����ѡ��������Ʒ۷������Ȼ�е�ӹ����ղ����ṩ��ѧ���ݡ�
1 ʵ��
��ʵ�����о�����ֱ��Dz�����ת�缫�Ʊ��ķ�ĩ(���P�ۣ�P-powder)��������������Ʊ��ķ�ĩ(���A�ۣ�A-powder)��������ɷ�(���������� %)���£�Cr+Mo+W��21.0��Al+Ti��7.0��Co��26.0��Nb+Zr��1.0����������C��B��Hf��������ΪNi���Ʊ��ķ�ĩ�����ס��������⺸��Ȼ���ȵȾ�ѹʵ�����ܻ����õ����ֲ�ͬ���ȵȾ�ѹ����(���A�ۺ�P���ȵȾ�ѹ���ϣ�A-HIP��P-HIP)�������ù�ѧ����(LEICA-DM4000M)��������ɨ��羵(Quanta 650)��ţ��(Oxford)���ӱ�ɢ����������˷�ĩ��ò���ȵȾ�ѹ������ϵ�����֯�;����ߴ硣������֯����������Kalling��s ��ʴ��(100 mL HCl, 100 mL ethanol, and 5 g CuCl2)�����á丯ʴ��ΪHNO3��acetic acid��H2O��HF�������Ϊ3:3:3:1�����õ����������(TCH- 600)�ⶨ��ĩ���������Լ������������ȷ�����(MASTERSIZER)ͳ�Ʒ�ĩ�����ȼ��ֲ����������и�ӹ���ѹ������Ҫ��ë�����ϣ��پ������洦���ȷ�ʽ�Ƶ�������ѹ����Ҫ���������ߴ�Ϊֱ��6 mm���߶�9 mm����ģ��ʵ����Gleeble-3180gajf��������Ͻ��У���������Ϊ5 ��/s������ʱ��2 min�Լ�С��Ʒ���¶��ݶȣ�ʵ����¶����£�1000~1100 �棬���25 �棬Ӧ������Ϊ0.01��0.1��1.0 s-1����Ӧ��Ϊ0.7�����òɼ���Ӧ��Ӧ�����ݼ�����ϵ��ȱ��μ����ܣ�������Arrhenius˫�������ͱ������̡�
2 ���������
2.1 ��ĩ�����Ⱥͱ�����ò
���ַ�ĩ�����ȷֲ�������ͼ1��ʾ��������ͳ�ƽ�����1���С���ͼ1(a)���Կ���������AA���Ʊ��ķ�ĩ���ȷֲ��Ͽ�����ȴ�(�Ӽ�ʮ��200����)��ϸ�۱���Ҳ�Ƚ϶࣬�����ȶȱȽϲ������PREP�Ʊ��ķ�ĩ�����ȷֲ��Ƚϼ��У�95%�ķ�ĩ�ֲ�������50~150 ��m֮�䣬���ȶȽϺá�
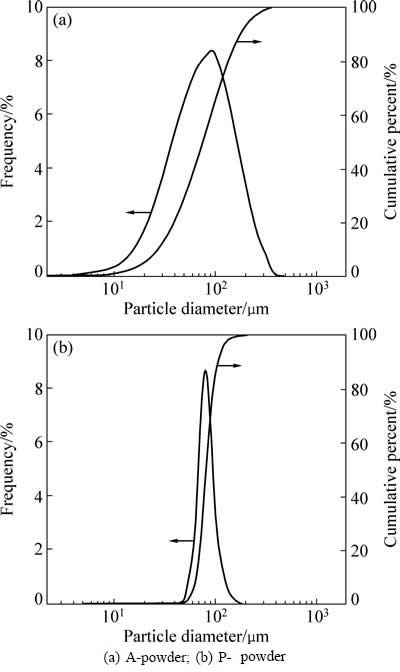
ͼ1 ��ĩ�����ȷֲ�
Fig. 1 Particle distributions of powder
��1 ��ĩ���ȵļ����
Table 1 Test results of powder particle size
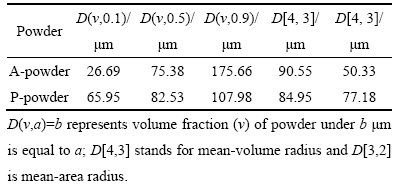
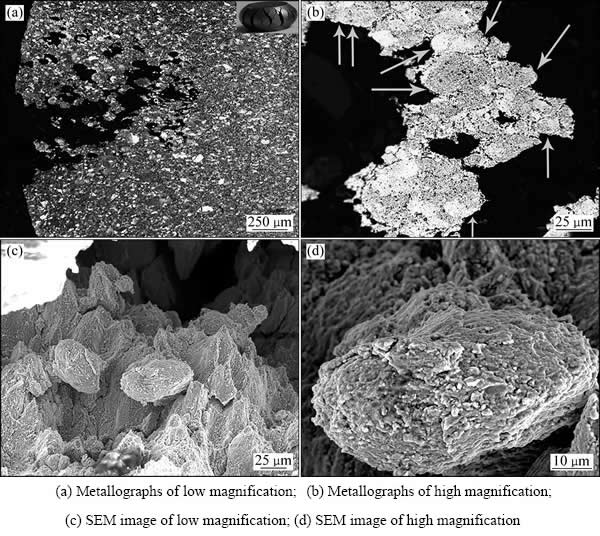
ͼ2��ʾΪ��ĩ������ò���Ա�ͼ2(a)��2(c)�п��Կ�����P�۵����ζ�Ҫ��A�۵����ζȺã�����������PREP�����Ʊ���ĩ�����У�Һ̬�����ܵ������������ã����������̳ɷ�ĩ�������ܵ���������С��������AA�����Ʊ���ĩʱ��Һ̬�����ܵ�����������ij������������С�ܵ������ٶȡ�������Һ���ľ��롢�Ƕȵ����ص�Ӱ�죬�������ڸ��������ܵ��������ڲ�С���죬���½����������̳ɷ�ĩ�������ܵ��ij��Ч����һ�£�������ķ�ĩ�ߴ�Ҳ��һ�¡��������⣬A�۱����кܶ�ճ������Ͱ����㣬��ͼ2(b)��ʾ�������ɽ���Һ����˳��ͬ���£������̵Ľ�����ĩճ���������̵Ľ����������档
��ĩ����ĺ��������Խ��Ϊ��A�۵�������Ϊ0.0139%(��������)����P�۵�������Ϊ0.0079%���������IJ����Ҫ������AA�������豸��նȺ�������ȵ�Ӱ�졣�о�����[11-12]��ԭʼ��ĩ�������������Ŵ���������ԭʼ��ĩ��������Խ�ߣ���Ӧ���ȵȾ�ѹ̬��������������Խ�ߡ�ʵ����Ľ����ʾ��A-HIP�е�������Ϊ0.0145%(��������)����P-HIP��������Ϊ0.0083%��
2.2 �ȵȾ�ѹ̬��������֯
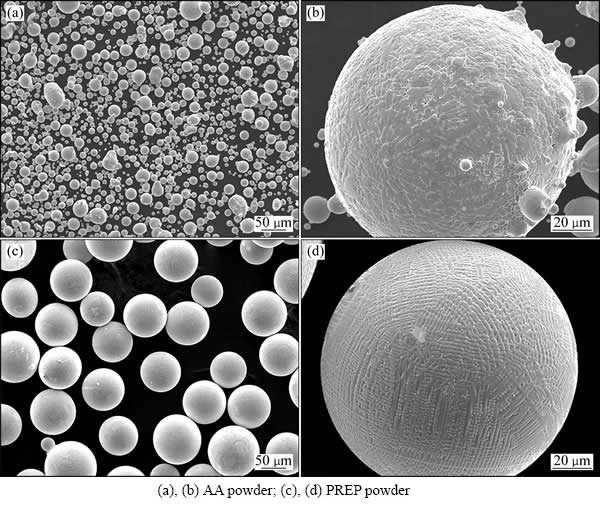
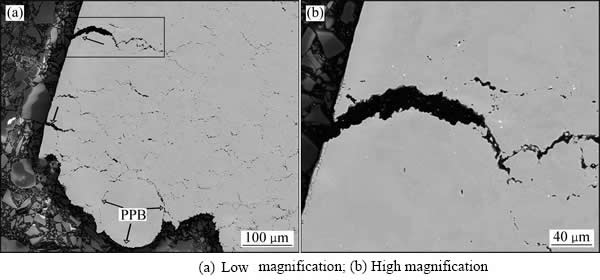
ͼ3(a)��3(b)��ʾ�ֱ�ΪA-HIP��P-HIP��֯��SEM��ͼ3(a)���Կ�����A-HIP����������ԭʼ�����߽�Ϳ�����P-HIP�����˵ԭʼ�����߽�Ϳ����١��������ڲ������������ʽ�Ʊ��ķ�ĩ�к��е����庬���϶࣬���ȵȾ�ѹ�����У������������ͻӷ������������[9]�����⣬ǰ�˵Ĺ���[13-15]������ԭʼ�����߽�������Ҫ���֮һ���������ǰ������A�۵���������P�۵��������ߣ��������������Ŵ����ԣ��������ȵȾ�ѹ�����з�ĩ�е����������ڷ�ĩ�߽紦����ɢ�����Ľ���Ԫ�ؽ�ϳ�������Ӷ��γ�ԭʼ�����߽�(Prior particle boundary, PPB)��PPB�Ĵ����谭�˷�ĩ���������ɢ�ͽ�ϣ���ΪDZ������Դ�������˺Ͻ�����Ժ���ѧ���ܣ�ͬʱ�谭���κ;��������������ںϽ���֯�Ŀ���[16-17]��
ͼ2 ��ĩ������ò
Fig. 2 Morphologies of powder
ͼ3 �ȵȾ�ѹ̬���ϵ�SEM��
Fig. 3 SEM images of as-HIPed alloy
2.3 �ȵȾ�ѹ̬����ԭʼ�����߽����
ͼ4��ʾΪ�ȵȾ�ѹ̬ԭʼ�����߽紦EPMA�IJɼ���Ƭ����ͼ4���Կ�����W��Mo��Cr��CoԪ����Ҫ�ֲ��ڻ����ڣ�NbԪ����PPB���и����������ԣ�Zr��B��PPB�������������ҹ۲쵽���Ե�OԪ�ظ�������C��B��Nb��Hf�ĸ���λ����ͬ��Ϊ(B, Nb, Hf, Ti)C��O��Hf ��Zr�ĸ���λ����ͬ��Ϊ(Hf, Zr)O�������ƶϣ��Ͻ��ԭʼ�����߽���������ҪΪ��ߴ�Ħá����̼������������������ṹ��Ҫ��һ����ʵ�������
2.4 �ȵȾ�ѹ̬���Ͼ����ߴ�
ͼ5��ʾΪA-HIP��P-HIP�ĵ��ӱ�ɢ������(Electron backscatter diffraction��EBSD)�������侧��ͳ�Ʒֲ�ͼ������ͳ��ѡȡ�˲�����5����ͬ��λ�ľ���������ͳ�ƣ���ȡ��ƽ��ֵ��ͼ5(a)��ʾΪA-HIP�ľ���ȡ��ͼ����ͼ5(a)���Կ�����A-HIP�ľ����ֲ��Ϲ㣬С������ռ�ı����϶࣬ƽ�������ߴ�Ϊ8.59 ��m����ͳ��������ʾ�����ߴ���20 ��m���µľ�����ռ�ı�����80%���ϣ���10 ��m���µı����ߴ�70%���ϣ�ͬʱҲ���ھ����ߴ�ϴ�(��50 ��m)�ľ�����������60 ��m���ϡ�ͼ5(b)��ʾΪP-HIP�ľ���ȡ��ͼ�����Կ�����P-HIP�ľ����ֲ���Զ��ԱȽϼ��к;��ȣ�ƽ�������ߴ�Ϊ12.54 ��m���ּ�����30 ��m���£�Ҳ��С������30~50 ��m֮�䡣�������ڣ�����AA�����Ʊ���ĩʱ�����ڷ�ĩ�����̹������ٶȽϿ죬ϸ�۵ı���Ҳ��Խ϶࣬��Ӧ�ľ����ߴ�Ҳ��С����ǰ����(����1)����ĩ���ȵȾ�ѹ�Ʊ��ɿ�����Ϻ��侧���ߴ���һ���̶����ɷ�ĩ̬�ľ����ߴ����������A-HIP�ľ������P-HIP�ľ���ϸСЩ�����⣬������A���Ʊ������н���������ȴ���ʲ���ϴ��·�ĩ���ȷֲ����P�۶��Ը���һЩ��
2.5 �ȵȾ�ѹ̬���Ϧá���ֲ����������
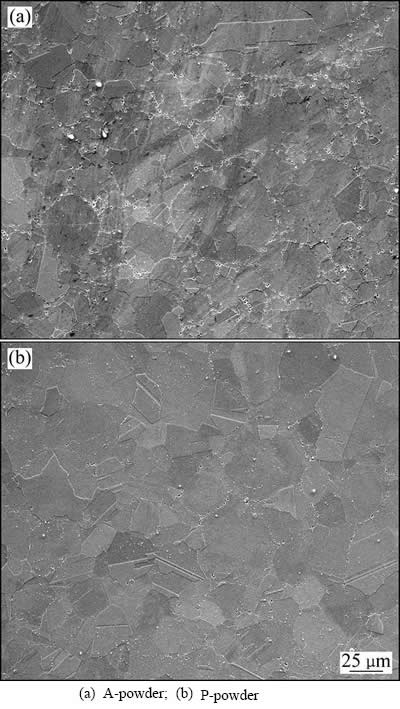
ͼ6��ʾΪA-HIP��P-HIP��SEM��ͼ6(a)��(b)��ʾ�ֱ�Ϊ�ͱ��߱���A-HIP��SEM��ͼ6 (c)��(d)��ʾ�ֱ�Ϊ�ͱ��߱��µ�P-HIP��ͼ�б���ʴ���IJ���Ϊ�á��ࡣ�Ա�ͼ6(b)��(d)�������Կ�����A-HIP�Цá������ò��P-HIP�е���������A-HIP�еĦá���״��Ϊ����״������ε���ò����P-HIP�Ħá����״��ΪϸС�Ľ�������״������ǰ�˵Ĺ�����[18-20]Ҳ�����Ƶķ��֡�����ͼ��������Image Pro plus����ͳ�Ʒ��������Լ����A-HIP�еĦá�����������Ϊ43.91%����P-HIP�еĦá���������ԼΪ43.65%���������൱��������ʾ��ͼ��7��ʾ�����к�ɫ�����������ʴ���Ħá��࣬��ɫ����Ϊ������ࡣ
2.6 ����ѹ�����̵ı�����ϵ��Ӧ��Ԥ��
Ӧ�����ʺ�Ӧ���¶ȼ����ϱ��ι����е�����Ӧ��֮����������еĹ�ϵ�������Ǽ����Թ�ϵ�����Ҹ��������Ա����б����������ȼ����ܿ��ƣ���˲���˫��������Arrhenius����[21]�������о��кϽ�ı�����ϵģ�ͣ���ģ���������κ�Ӧ��ˮƽ�������ʽΪ
 (1)
(1)
ʽ�У� ΪӦ������(s-1)��QΪ���μ�����(J/mol)��������йأ���Ϊ����Ӧ��(MPa)��nΪӦ��ָ����TΪ����ѧ�¶�(K)��RΪĦ�����峣��(8.314 J/(mol��K))��A�ͦ�Ϊ������йصij��������ݦ���Ӧ����֮��Ĺ�ϵ��
ΪӦ������(s-1)��QΪ���μ�����(J/mol)��������йأ���Ϊ����Ӧ��(MPa)��nΪӦ��ָ����TΪ����ѧ�¶�(K)��RΪĦ�����峣��(8.314 J/(mol��K))��A�ͦ�Ϊ������йصij��������ݦ���Ӧ����֮��Ĺ�ϵ��
�����ҡ�0.8ʱ��
 (2)
(2)
�����ҡ�1.2ʱ��
 (3)
(3)
�ܽ����£�
������Ϊ����ֵʱ��
�����ҡ�0.8ʱ��

�����ҡ�1.2ʱ��
���¶Ȳ���ʱ��Q��R��T �� A ��Ϊ��������ʽ(2)��(3)����ȡ������ȷ��n�ͦ�ֵ��
 (4)
(4)
 (5)
(5)
ͨ�����οɵó���
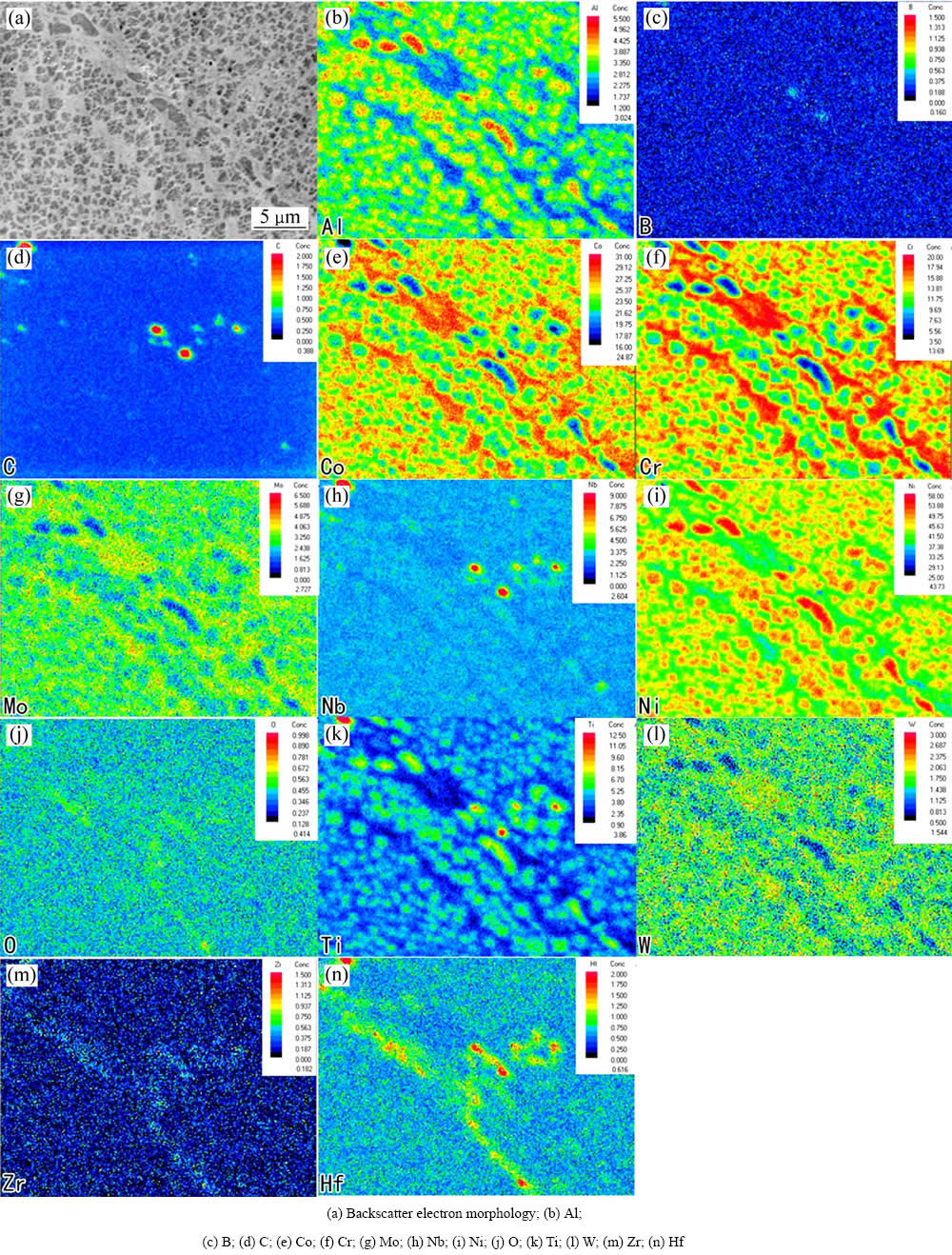
ͼ4 �ȵȾ�ѹ����ԭʼ�����߽紦SEM��Ԫ�طֲ�
Fig. 4 SEM image and element map scanning distributions of PPB for as-HIPed alloy
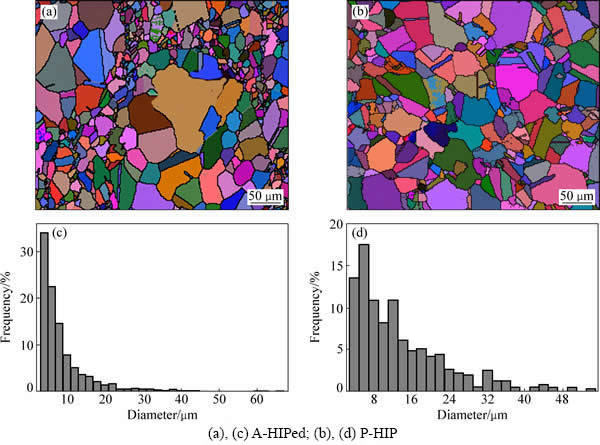
ͼ5 ���ӱ�ɢ�����侧��ȡ��ͼ������ͳ�ƽ��
Fig. 5 OIM images ((a), (b)) by EBSD and results of distribution ((c), (d)) of grain size
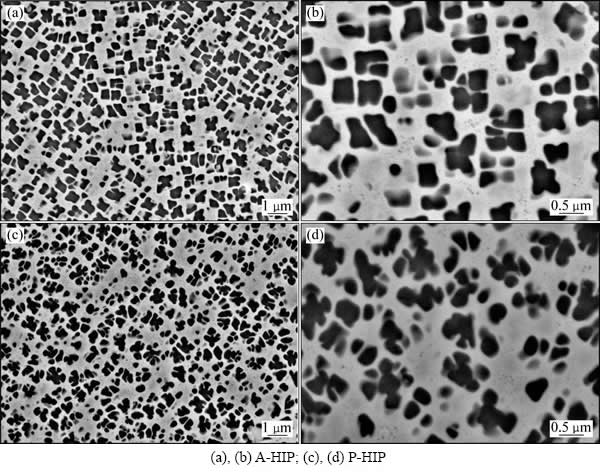
ͼ6 �Ͻ��SEM��
Fig. 6 SEM images of alloy
 (6)
(6)
ȡ��ͬ�����µķ�ֵӦ��Ϊ����Ӧ���������-ln��ln��-ln�Ĺ�ϵ���ߣ���ͨ�����Իع������ϣ���������ϳ��� ����ͼ8(a)��(b)��ʾ (��A�۲���Ϊ��)��
����ͼ8(a)��(b)��ʾ (��A�۲���Ϊ��)��
�����ȱ��μ�����Q��һ���¶ȷ�Χ����T�أ���ʽ(1)���߷ֱ�ȡ�����������ã�
 (7)
(7)
��һ���¶������£�����ʽ���ֿɵõ������ܱ���ʽ��ʽ(8)��ʾ��
 (8)
(8)
��ʵ����ȡ��ֵӦ�����м����ܵļ��㣬����ln[sinh(����)]-ln��ln[sinh(����)]-T-1��ϵ���ߣ��ֱ���ͼ8(c)��(d)��ʾ(��A�۲���Ϊ��)��ȡ����ͼ������б�ʵ�ƽ��ֵ������ʽ(8)����ɵñ��μ�����Q��
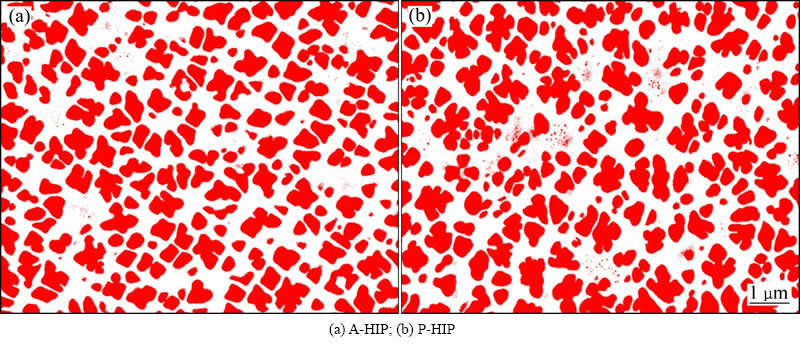
ͼ7 �Ͻ�á��������������ʾ��ͼ
Fig. 7 Sketchs of calculating volume fraction of �á� phase
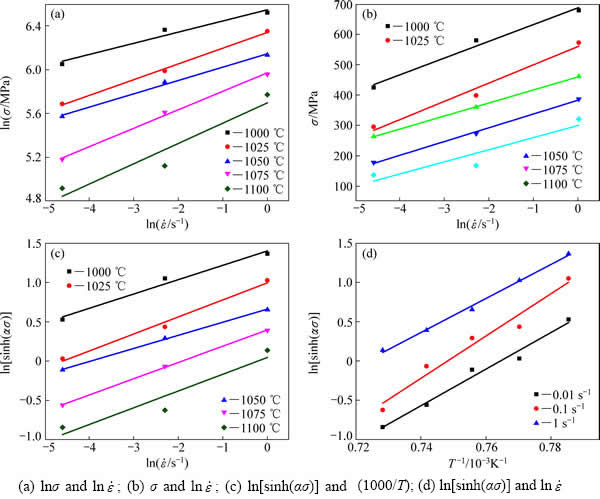
ͼ8 A���ȵȾ�ѹ������Ӧ����Ӧ�����ʡ��¶ȼ�Ĺ�ϵ
Fig. 8 Relationships among stress, strain rate and temperature for A-HIP
�����о�����[22]�������ڸ������Ա���ʱӦ���������ȼ�����̿��ƣ�Ӧ���������¶�֮��Ĺ�ϵ����Z ������ʾ��
 (9)
(9)
Z�����������������¶Ȳ�����Ӧ���������ӣ���������ȡ�����ɵã�
 (10)
(10)
����ʽ(9)��(10)����˫�����Һ����Ķ�����Եó���Ӧ����Z����֮��ı���ʽ���£�
 (11)
(11)
����ʽ(10)�� lnZ-ln[sinh(����)]���ݽ������Իع飬��ͼ 9 (��A-HIPΪ��)��ʾ����������ϳ���A��Ӧ��ָ��n��ֵ����ͼ9���Կ�����������߾��кܺõ����Թ�ϵ(���ϵ��R��=0.978)��˵���ɴ��������ı��������ڱ��ι�������Ч�ģ����������2���С�
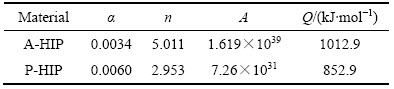
���������ļ��㷽�������շֱ�������ֲ��ϵij������ȼ����ܣ�������1���С�
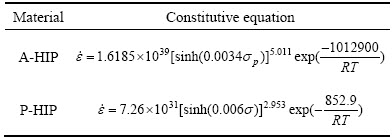
����1�и���ֵ����ʽ(1)���õ�A�ۺ�P�����Ʊ����ȵȾ�ѹ���ϵı����������3���С�
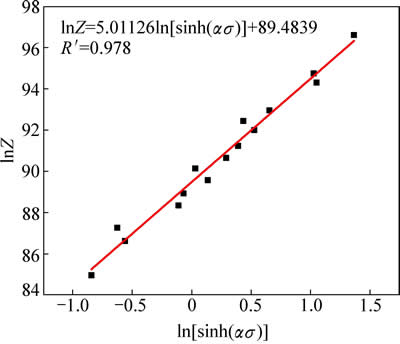
ͼ9 A���ȵȾ�ѹ������lnZ��ln[sinh(����)] �Ĺ�ϵ
Fig. 9 Relationship between lnZ and ln[sinh(����)] for A-HIP
��2 ������ϵʽ�и�����������
Table 2 Calculation results of parameters among constitutive equation
��3 ���ϵı������̱���ʽ
Table 3 Constitutive equations of these two alloys
���������ķ�������Ӧ��0.05~0.693��Χ��ÿ��0.05ѡȡһ��ֵ�������ͬӦ���±������̵IJ��ϳ���(Q��A������n)��Ȼ���ϳ�������Ӧ�������ζ���ʽ��ϣ���æ���Q��n��lnAֵ��Ӧ����֮��ĺ�����ϵʽ��
A-HIP�ı�����ϵʽ������ʾ��

 (12)
(12)

 (13)
(13)
(14)

 (15)
(15)
P-HIP�ı�����ϵʽ������ʾ��

 (16)
(16)

 (17)
(17)

 (18)
(18)

 (19)
(19)
�ӱ�2���ȼ����ܼ��������Կ���������A���Ʊ��IJ��ϣ����ȱ��μ����ܱȲ���P�Ʊ��IJ���Ҫ�ߣ����������ڲ��ϱ��ι����У����Ʋ��ϵ�ȱ�ݻ�����һ����������ʹ�������ĵ����������ߣ�����������[23]��A���ȵȾ�ѹ�����������Ʒ۷�ʽ��������̺��豸��ԭ��ʹ�����������ϸߣ����ȵȾ�ѹ�����������γ�ԭʼ�����߽磬ʹ���ڱ��ι������ĵ�������P���ȵȾ�ѹ���ϵĸߡ����⣬����A�۵ı���ྻ�Ⱥ����ζȶ���P�۵IJ��Լ�A���ڲ����е��������ȵȾ�ѹ�������ӷ��γ������Կ�����ͼ3��ʾ���ڱ��ι���Ҳ��Ҫ����һ���ֶ��������[24]�����ߣ�A-HIP��ƽ�������ߴ����P-HIP��С���ҷֲ���Բ����ȣ���ǿ����á���������(43.91%)��P-HIP(43.65%)�ĸߣ���Ҳ��ʹ�ñ��ι��̵ļ����������������Ӷ��������������
�������õ��ı�����������Ԥ�ⲻͬ����������Ӧ����µ���Ӧ��ֵ��������ͼ10��ͼ11��ʾ��
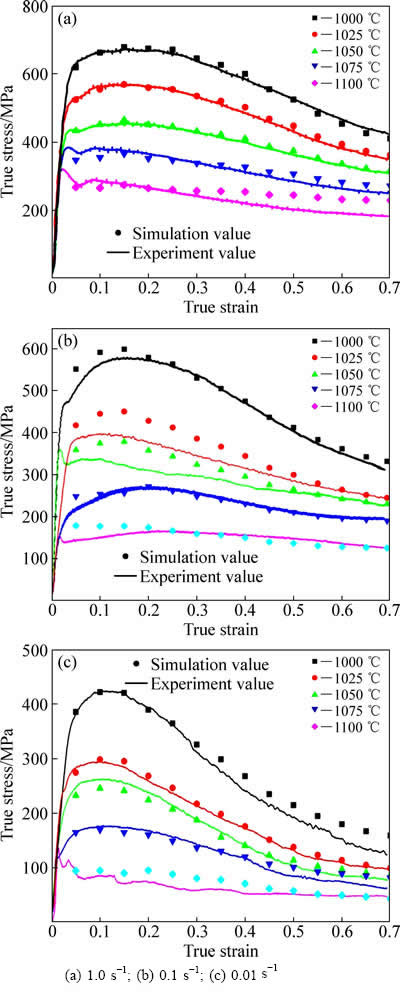
ͼ10 A���ȵȾ�ѹ�Ͻ�ʵ����ģ�����õ���Ӧ��-��Ӧ������
Fig. 10 True stress-true strain curves obtained by experiment and simulation for the A-HIP
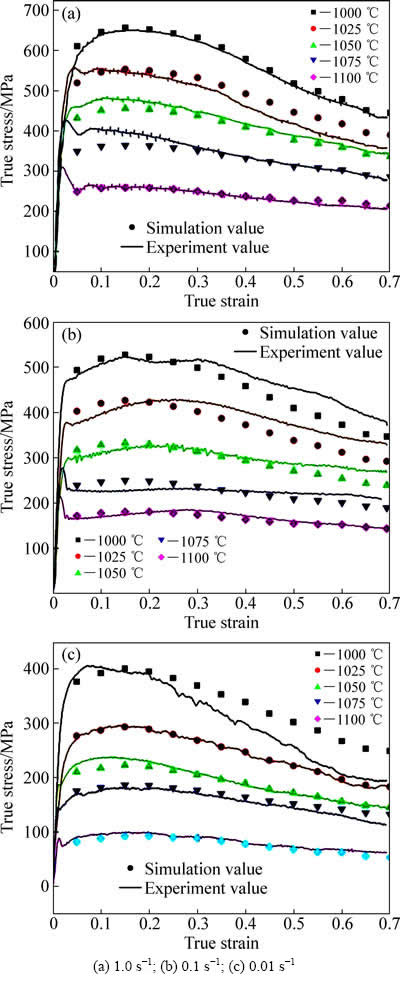
ͼ11 P���ȵȾ�ѹ�Ͻ�ʵ����ģ�����õ���Ӧ��-��Ӧ������
Fig. 11 True stress-true strain curves obtained by experiment and simulation for P-HIP
���Կ�����������Ԥ��ֵ��ʵ��ֵ�ܹ��Ϻõķ��ϡ�
Ϊ����֤�������̵�ȷ�ԣ������ͳ�Ʋ��������ϵ��(Re)��ƽ�����������ֵ(Er)������������ۣ�
 (20)
(20)
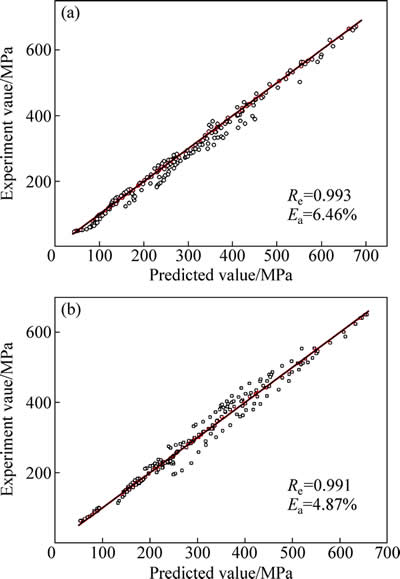
ͼ12 ʵ�����ݺ�Ԥ����ֵͳ�����
Fig. 12 Correlations between experimental and predicted flow stress
 (21)
(21)
ʽ�У�XiΪ�������õı�������Ԥ�����Ӧ��ֵ����YiΪʵ���������Ӧ��ֵ��N��ʾ����ͳ�Ƶ�ʵ�����ݵĸ������������������A-HIP��Ԥ��Ӧ��ֵ��ʵ��ֵ֮���ƽ�����Ϊ6.46%����P-HIP��Ԥ��Ӧ��ֵ��ʵ��ֵ֮���ƽ�����Ϊ4.87%��˵����ʵ�����������ı��������ܽϺõ�Ԥ��Ͻ��ڱ��ι��̵�����Ӧ������Ϊ�о��Ͻ���ȱ�����Ϊ�ṩ�ο���
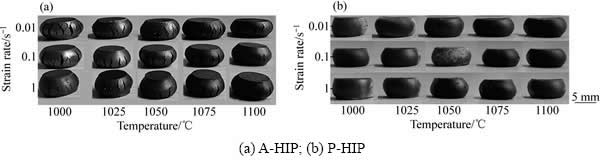
2.7 ��ѹ�����̵�����
A-HIP��P-HIP��ѹ�������ͼ13��ʾ����ͼ13���Կ�����A-HIP����ѹ���������������������ƣ���P-HIP����۲�û�г��ֺ�����ơ�ͼ14��ʾΪ��������Ϊ1000 �桢1.0 s-1�µ���������ò������ͼ14(a)��(b)��ʾΪ��������ò��ͼ14(c)��(d)��ʾΪɨ��羵����ò����ͼ14���Կ�����ѹ�����ƴ���Դ�ڹ������(����⾶������ͼ14(a)���Ͻ���ʾ)��Ȼ������ԭʼ�����߽�����չ����ͼ14(b)���Կ��������ķ�ĩ�߽�(����ͷ��ָ)�����������������ű߽���չʱʹ�ÿ����߽���¶����������ͼ14(c)���������������Ͽڴ��ֲ������Եķ�ĩ���������һ��֤ʵ���Ƶ���չ�����ŷ�ĩ�߽������չ�ģ�A-HIP�е�ԭʼ�����߽��ǵ������Ʋ�������չ����Ҫ���ء�ͼ14(d)��ʾΪ�Ϻŷ�ĩ����������ò�����Կ�����ĩ��ֱ��ԼΪ50 ��m�����һ����֤���������ۡ�ͼ15��ʾΪ��ֱ��������չ�����ɨ��羵��ɢ�������ͼ����ͼ15���Ը�������ؿ��������Ƶ���Դ�������ı�Ե���߿�����Ե��ԭʼ�����߽紦(��ͼ15(a)�м�ͷ��ʾ)��Ȼ�����ű��εĽ��У����Ʋ��ϵ���������������չ�����������µ����ƵIJ�����ֱ��ʵ����ֹ��
3 ����
1) A�۵�������Ϊ0.0139%����P�۵�������Ϊ0.0079%��A�۵����ȷֲ���P�۵Ĺ㣬��ĩƽ��������Խ�С��A�۵ı���ྻ�Ⱥ����ζ�Ҫ��P�۵IJA�۱���ճ������϶࣬A-HIP�ڲ�����֯���н϶�ԭʼ�����߽缰�����Ͻ��ԭʼ�����߽���������ҪΪ��ߴ�Ħá����̼�����������
2) A-HIP��P-HIP���������ֱ�Ϊ0.0145%��
ͼ13 ������ѹ���ĺ����ò
Fig. 13 Macrostructures of hot compression for alloy
ͼ14 ��ѹ�����Ƶ�����ò
Fig. 14 Hot compression cracking morphologies of alloy deformed at 1000 �� and 1.0 s-1
ͼ15 ��ѹ��������չ�����SEM��
Fig. 15 SEM images showing direction of hot compression cracking propagation deformed at 1075 �� and 0.01 s-1
0.0083%������ƽ�������ߴ�ֱ�Ϊ8.59 ��m��12.54 ��m��A-HIP��P-HIPǿ����á���������(43.91%)��(43.65%)�ߡ�
3) A-HIP�ı��μ����ܱ�P-HIP�ĸߣ�A-HIP���ȼ�����Ϊ1012.9 kJ/mol����P-HIP��Ϊ852.9 kJ/mol��
4) ���������ֺϽ��ڲ�ͬӦ���µı������̣����Ա��˱���������Ԥ���Ӧ��ֵ��ʵ�����õ�Ӧ��ֵ֮����������ϵ�������ֱ�Ϊ0.993(A-HIP)��0.991(P-HIP)��6.46%�Լ�4.87%�������������ı��������ܽ�ȷԤ�ⲻͬ������ʱ������Ӧ��ֵ��
5) A-HIP��ѹ�����̳����˺�����ƣ�ԭʼ�����߽���ѹ�����Ʋ�����Ҫ����֮һ����������ԭʼ�����߽������չ��
REFERENCES
[1] ALNIAK M O, BEDIR F. Modelling of deformation and microstructural changes in P/M rene 95 under isothermal forging conditions[J]. Material Science and Engineering A, 2006, 429: 295-303.
[2] HESLOP J. Wrought nickel-chromium heat-resisting alloys containing cobalt[J]. Cobalt, 1964, 24: 128-134.
[3] TIEN J, HOWSON T, CHEN G, XIE X. Cobalt availability and superalloys[J]. Journal of Metals, 1980, 32: 12-20.
[4] YUAN Y, GU Y F, OSADA T, ZHONG Z H, YOKOKAWA T, HARADA H. A new method to strengthen turbine disc superalloys at service temperatures[J]. Scripta Materialia, 2012, 66: 884-889.
[5] ��־��, �� ��, �����, ��С��, �� ��, ��ƽ��. �������ºϽ��ĩ�Ʊ������ķ�չ��״[J]. �й����Ͻ�չ, 2014, 12(33): 748-755.
HAN Zhi-yu, ZENG Guang, LIANG Shu-jin, CHEN Xiao-lin, ZHANG Peng, ZHANG Ping-xiang. Development in powder production technology of Ni-based superalloy[J]. Materials China, 2014, 12(33): 748-755.
[6] ������, ��ʿ��, �� ��. �ҹ���ĩ���ºϽ���о���״[J]. ���ϵ���, 2002, 5: 1-4.
ZHANG Yi-wen, YANG Shi-zhong, LI Li. Current status of research on PM superalloy in china[J]. Materials Review, 2002, 5: 1-4.
[7] ������, �Ʋ���. ������ĩ���������Ʊ��������о���״���չ[J]. ��ĩұ����Ͽ�ѧ�빤��, 2003, 3: 201-208.
CHEN Shi-qi, HUANG Bai-yun. The status and development of gas atomization for production of metal powders[J]. Powder Metallurgy Technology, 2003, 3: 201-208.
[8] Ԭ ��, �� ��, ������. ��������Ʊ����ºϽ��ĩ���о�[J]. ��ĩұ��ҵ, 2010, 4(20): 1-5.
YUAN Hua, LI Zhou, XU Wen-yong. The study of argon atomized superalloy powders[J]. Power Metallurgy Industry, 2010, 4(20): 1-5.
[9] �� Ө, ������, ������. �õ�������ת�缫����ȡ�������ºϽ��ĩ[J]. ��ĩұ��ҵ, 1998, 6(8): 17-22.
ZHANG Ying, LI Shi-kui, CHEN Sheng-da. Production of nickel-based superalloy powder by the plasma rotation electrode process[J]. Powder Metallurgy Industry, 1998, 6(8): 17-22.
[10] ��Ϊ��, ������, �����. �ò�ͬ������ȡ���������ºϽ��ĩ����[J]. �������칤��, 1998, 2: 22-24.
GUO Wei-min, CHEN Da-sheng, WAN Guo-yan. Powder properties of PM nickel base superalloys fabricated by different methods[J]. Aeronautical and Manufacturing Engineering, 1998, 2: 22-24.
[11] �� ��, �� ��, �Ź���, Ԭ ��, ������, �� ��. ��������������ºϽ��ĩ�����������о�[J]. ϡ�н���, 2011, 4(35): 481-485.
LI Na, LI Zhou, ZHANG Cuo-qing, YUAN Huan, XU Wen-Yong, ZHANG Yong. Oxidation characteristics of nickel-based superalloy powders prepared by argon gas atomization[J]. Chinese Journal of Rare Metals, 2011, 4(35): 481-485.
[12] ������, �Ź���, �� ��, Ԭ ��, ������, �� ��. ��ĩ���Ⱥ���������HIP̬FGH96�Ͻ���֯��Ӱ��[J]. ϡ�н���,2012, 4(36): 665-670.
GAO Zheng-jiang, ZHANG Guo-qing, LI Zhou, YUAN Hua, XU Wen-yong, LIU Na. Effect of size distribution and oxygen content of powder on microstructure of HIPed superalloy FGH96[J]. Chinese Journal of Rare Metals, 2012, 4(36): 665-670.
[13] ���ı�, ����Ȩ, ����ܽ. ������ĩ���ºϽ�FGH96��ԭʼ��ĩ�����߽���γɻ���[J]. ����ѧ��, 2013, 10(49): 1248-1254.
MA Wen-bin, LIU Guo-quan, HU Ben-fu. Formation of previous particle boundary of nickel base PM superalloy FGH96[J]. Acta Metallurgical Sonica, 2013, 10(49): 1248-1254.
[14] �Ծ���, �� ��, Ԭ��ǫ, �� ��, ���ٲ�. ��ĩұ����ºϽ��е�ԭʼ�����߽�(PPB)����[J]. ��ĩұ��ҵ, 2010, 4(20): 43-49.
ZHAO Jun-pu, TAO Yu, YUAN Shou-qian, JIA Jian, HAN Shou-bo. The problem of prior particle boundary in PM superalloys[J]. Powder Metallurgy Industry, 2010, 4(20): 43-49.
[15] ������, �� Ө, ����Ӣ, ������. FGH95��ĩ���ºϽ�ԭʼ�����߽缰������ܵ�Ӱ��[J]. ��ĩұ��ҵ, 2006, 16(3): 1-5.
LIU Ming-dong, ZHANG Ying, LIU Pei-ying, ZHANG Yi-wen. Study on the PPB effect of PM superalloy FGH95[J]. Powder Metallurgy Industry, 2006, 16(3): 1-5.
[16] SILVA J M, CLAUDIO R A, SOUSAE B A. Characterization of powder metallurgy (PM) nickel base superalloys for aeronautical applications[J]. Materials Science Forum, 2006, 495: 514-516.
[17] CAROL M, GOLLELS F, ASHOK K K. Prior particle boundary precipitation in Ni-base superalloys[J]. International Journal of Powder Metallurgy, 1989, 25(4): 301-303.
[18] �� ��, �� ��, ������, �� Ө. �ȵȾ�ѹ�¶ȶ����ͷ�ĩұ����ºϽ�����֯��Ӱ��[J]. ���ղ���ѧ��, 2008, 28: 20-23.
JIA Jian, TAO Yu, ZHANG Yi-wen, ZHANG Ying. Effects of HIP temperature on microstructures of a new P/M superalloy[J]. Journal of Aeronautical Materials, 2008, 28: 20-23.
[19] QIU C, WU X, MEO J, ANDERWS P, VOICE W. Influence of heat treatment on microstructure and tensile behavior of a hot isostatically pressed nickel-based superalloy[J]. Journal of Alloys and Compounds, 2013, 578: 454-464.
[20] PAYTON E, PHILLIPS P, MILLS M. Semi-automated characterization of the phase in Ni-based superalloys via high-resolution backscatter imaging[J]. Materials Science and engineering A, 2010, 527: 2684-2692.
[21] SELLARS C M, MCTEGART W J. On the mechanism of hot deformation[J]. Acta Metallurgical, 1966, 14(9): 1136-1138.
[22] CHAKRAVARTTY J K, DEY G K, BANERJEE S, PRASAD Y V R K. Characterization of hot deformation behavior of Zr-2.5Nb-0.5Cu using processing maps[J]. Journal of Nuclear Materials, 1995, 218: 247-255.
[23] л�˻�, Ҧ����, ����Ȩ, ������, �� ��, ������. FGH4096��ĩ���ºϽ���ȱ�����Ϊ[J]. ϡ�н��������빤��, 2012, 1(41): 82-86.
XIE Xing-hua, YAO Ze-kun, NING Yong-quan, GUO Hong-zhen, TAO Yu, ZHANG Yi-wen. Investigation on hot deformation behavior of P/M superalloy FGH4096[J]. Rare Metal Materials and Engineering, 2012, 1(41): 82-86.
[24] XU W, ZHANG L W, GU S D, ZHANG J L. Hot compressive deformation behavior and microstructure evolution of HIPed FGH96 superalloy[J]. Transactions of Nonferrous Metals Society of China, 2012, 22(1): 66-71.
Effects of powder characteristics on microstructure and deformation activation energy of nickel based superalloy
HE Guo-ai1, 2, DING Han-hui1, 2, LIU Chen-ze1, 2, LIU Feng1, 2, LAN Huang1, 2, JIANG Liang1, 2
(1. State Key Laboratory of Powder Metallurgy, Central South University, Changsha 410083, China;
2. Research Institute of Powder Metallurgy, Central South University, Changsha 410083, China)
Abstract: A new Nickel based superalloy powder was fabricated by methods of argon atomization (AA) and plasma rotating electrode process (PREP), followed by hot isostatic pressing (HIP) under the same conditions. Microstructure analyzing of both as-powder and as-HIPed was carried out. The hot compression tests of two different materials were conducted using a thermal simulator under the deformation conditions at temperature range from 1000 to 1100 �� and strain rates range of 0.01-1.0 s-1. The deformation activity energy and constitutive equations were established to predict the true stress at different strains under deformation conditions. The results show that the surface cleanliness and homogeneity of the powder prepared by PREP are much better than those prepared by AA. The oxygen content of argon atomization powder is 0.0139% (mass fraction), while the oxygen content of PREP powder is 0.0079%. The prior particle boundary in as-HIPed fabricated by AA is more severe than that by PREP, which consists of �á� phase with large size, carbides and oxidizes. The average grain size of A-HIP is determined as 8.59 ��m, while that of the P-HIP is 12.54 ��m. The volume fractions of �á� phase of A-HIP and P-HIP are 43.92% and 43.65%, respectively. The deformation activation energies are calculated as 1012.9 kJ/mol (for AA) and 852.9 kJ/mol (for PREP), respectively. In addition, the constitutive equations for two alloys are also developed to predict the true stress at different deformation conditions with the absolute error of 6.46% and 4.87%. The PPB is one of the main reasons that leads to the occurrence of cracking, which propagates along the PPB.
Key words: nickel base powder metallurgy superalloy; argon atomization; plasma rotating electrode process; hot isostatic pressing; hot simulation; activation energy; constitutive equation
Foundation item: Project (2012AA03A514) supported by the National High-tech Research and Development Programm of China; Projects (51401242, 51301209) supported by the National Natural Science Foundation of China; Project (2015zzts031) supported by the Doctoral-Independent Exploration and Innovation of Central South University, China; Project supported by the Oustanding Graduate Project of Advanced Nonferrous Metal Structural Material and Manufacturing Collaborative Innovation Center, China.
Received date��2015-03-20��Accepted date��2015-10-25
Corresponding author: LIU Feng; Tel: +86-18670324887; E-mail: liufeng@csu.edu.cn
(�༭ ������)
������Ŀ�����Ҹ����о���չ�ƻ�������Ŀ(2012AA03A514)��������Ȼ��ѧ����������Ŀ(51401242��51301209)���о�������̽����Ŀ������Ŀ(2015zzts031)����ɫ�����Ƚ��ṹ����������Эͬ���������о����μⴴ���˲�������������
�ո����ڣ�2015-03-20�������ڣ�2015-10-25
ͨ�����ߣ��� �棬�����ڣ���ʿ���绰��18607324887��E-mail��liufeng@csu.edu.cn
ժ Ҫ���ֱ�����������(Argon atomization, AA)�͵�������ת�缫(Plasma rotating electrode process��PREP)���ַ����Ʊ����в�ͬ���Ե��������ºϽ��ĩ��Ȼ������ͬ�����¶����ַ�ĩ�����ȵȾ�ѹ�Ʊ��ɿ������(A-HIP��P-HIP)���ֱ�Է�ĩ�Ϳ�����Ͻ�������֯��������ò�����������ȵȾ�ѹ�������¶�Ϊ1000~1100 ���¡�Ӧ������Ϊ0.01~1.0 s-1�½�����ѹ��ʵ�飬���òɼ���Ӧ����Ӧ�������ͨ�����������Իع�ķ��������ȼ����ܲ������������̣��������������ı�������Ԥ��Ͻ��ڲ�ͬӦ���µ�Ӧ�������������PREP��ĩ����ྻ�ȡ����ζȺ��������ȶ�Ҫ��AA��ĩ�ĺã������������Ҳ��Խϵͣ���Ϊ0.0079%����AA��ĩ��������Ϊ0.0139%(��������)�����P-HIP��A-HIP�зֲ��Ž϶��ԭʼ�����߽�Ϳ���ԭʼ�����߽����Ҫ����Ǵ�ߴ�Ħá����̼�����������A-HIP��ƽ�������ߴ�Ϊ8.59 ��m, P-HIP��ƽ�������ߴ�Ϊ12.54 ��m��A-HIP��ǿ����á���������(43.91%)��P-HIP��ǿ����á��������(43.65%)������ȡ����ֲ��ϵļ����ֱܷ�Ϊ1012.9 kJ/mol��757.1 kJ/mol��������˫������Arrheniusģ������ͬӦ���µı������̲�Ԥ�ⲻͬ���������µ���Ӧ��������ʵ��ֵ��ľ������ֱ�Ϊ6.46%��4.87%��A-HIP��ѹ�����̳��ֺ�����ƣ�ԭʼ�����߽���ѹ�����Ʋ�����Ҫ����֮һ����������ԭʼ�����߽������չ��
[6] ������, ��ʿ��, �� ��. �ҹ���ĩ���ºϽ���о���״[J]. ���ϵ���, 2002, 5: 1-4.
[7] ������, �Ʋ���. ������ĩ���������Ʊ��������о���״���չ[J]. ��ĩұ����Ͽ�ѧ�빤��, 2003, 3: 201-208.
[8] Ԭ ��, �� ��, ������. ��������Ʊ����ºϽ��ĩ���о�[J]. ��ĩұ��ҵ, 2010, 4(20): 1-5.
[9] �� Ө, ������, ������. �õ�������ת�缫����ȡ�������ºϽ��ĩ[J]. ��ĩұ��ҵ, 1998, 6(8): 17-22.
[10] ��Ϊ��, ������, �����. �ò�ͬ������ȡ���������ºϽ��ĩ����[J]. �������칤��, 1998, 2: 22-24.
[15] ������, �� Ө, ����Ӣ, ������. FGH95��ĩ���ºϽ�ԭʼ�����߽缰������ܵ�Ӱ��[J]. ��ĩұ��ҵ, 2006, 16(3): 1-5.
[18] �� ��, �� ��, ������, �� Ө. �ȵȾ�ѹ�¶ȶ����ͷ�ĩұ����ºϽ�����֯��Ӱ��[J]. ���ղ���ѧ��, 2008, 28: 20-23.
