
���±�ţ�1004-0609(2012)08-2333-07
��ĩ��ע����γ�ģ��������ǰ��λ�ü����ֲ�����ֵģ��
�� ��1���� ��2��������2������ҫ2
(1. ���ϴ�ѧ ��ѧ��ѧ����㼼��ѧԺ����ɳ 410075��
2. ���ϴ�ѧ ��ĩұ���о�Ժ����ɳ 410083)
ժ Ҫ��
ժ Ҫ���Է�ĩ��ע���ģ�������̽�����ֵ������ʵ����֤������ʵ�����ֵ��ϵķ���ȷ��о/�Dz����ĺ�ȣ������øĽ��Ŀ����������о���Dz�ι��ǰ�ؽ����١���������Ԫ������ַ��Կ��Ʒ����������ֵ��⣬��Matlab���г��������о���Dz��ģ�����е�����ǰ�طֲ��Լ��¶ȳ���ѹ�����ķֲ��������ģ������ʵ�������жԱȷ����������ڳ�����ڣ�ģ���ι��ǰ��λ����ʵ���Ϊ�Ǻϣ������ų���Ľ��У�����ƫ��������ԭ���������ģ�������û�п���ע������������
�ؼ��ʣ�
��ĩ��ע���������ֵģ�����������������ģ������
��ͼ����ţ�TF124��O242.1 ���� ���ױ�־�룺A
Numerical simulation of melt front and filed profile in powder co-injection molding filling process
FENG Juan1, HE Hao2, LI Yi-min2, WANG Guang-yao2
(1. School of Mathematical Science and Computing Technology, Central South University, Changsha 410075, China;
2. State Key Laboratory of Powder Metallurgy, Central South University, Changsha 410083, China)
Abstract: The powder co-injection molding filling process was analyzed and verified by the theory of numerical analysis and experiments. The thickness of core/shell interface was determined by experiments and numerical fitting. The melt front was traced by a modified control volume. The pressure equation and energy equation were solved by hybrid finite element/finite difference approaches. The simulation program was developed by means of Matlab, as a result the tracking of movement of skin front and core/skin interface and profile of temperature and pressure fields were obtained. Finally, simulation results were compared with the experimental ones. The simulated results agree well with the movement of feed��s forefront. With the filling of the feed, the deviation between simulation results and the test results increases. The reason may be that the contraction of injected parts is ignored in the process of numerical simulation.
Key words: powder co-injection molding; numerical simulation; control volume method; filling flow
��ĩ��ע��������ɴ�ͳ��ĩұ�������ִ����Ϲ�ע�似�����϶������Ľ����㲿�����������¼���[1]����ĩ��ע�����ͨ����ͬ��ʽ�����������ģ���ڸ���ע����Σ��ü��������˲�ͬ��ֵ���Խ���ܣ����и����ܡ��ͳɱ��������̡������εĹ������ơ����㲿���Ŀ�����Ƽ��������������Ҫ��Ӧ�ü�ֵ����˳�Ϊ������ѧ�����о����ȵ㡣Ŀǰ���������о�������Ӣ����Cranfield��ѧ[2]���¹������о�Ժ���ձ�Taisei-Kogyo��˾���¹��IJ��������Լ��й������ϴ�ѧ��ĩұ����ҹ����о�����[3]�ȶ������Ʒ�������̹������۽������о�����ģ�����Ƿ�ĩ��ע����εĹؼ����ڣ���ģ���о�Ϊ�Ż����ղ������Ľ�ע��ģ�ߡ�Ԥ���Ʒ�����Լ�ָ������������Ҫ���塣�����ڼ����˴�����ĩ����ĩ��ע��������Ϊ�����Ϲ�ע��Ҫ���ӵö࣬ͬʱι�ϵ�С�仯Ҳ��ı���������Ϊ�Ͳ�Ʒ�������ܣ����Ӵ��˷�ĩ��ע������о��Ϳ��Ƶ��Ѷȡ���ˣ��Ըù��̵��о��Ե÷dz���Ҫ��
Ŀǰ���������ⷽ����о����������ڹ�ע����о��������Ϲ�ע����εij�ģģ���о����Է�ĩ��ע����γ�ģ�������о������ǿ�ȱ�ġ��Է�ĩ��ע���ģ������ģ�������ע�ܹ�ע���ģ����ģ����о��Ͽ�չ������ע�ܳ�ģ������LI��[4-5]���������Ϲ�ע����γ�����̵�����ģ�ͣ�����������ֵ�ⷨ���ܹ�����[6]�Ϳ������[7]�����Ϲ�ע��� �γ��������Ϊ����ֲַ����������ÿ��������������о���Dz�ǰ�ء����Ϲ�ע�����ģ���Ƶ����Ŀ��Ʒ����漰ѹ�����¶�����ά�����ϵ��ݶȻ�ɢ�ȣ����������Ҫ���о�������ڳ�����Լ���ȷ����Ͻ���仯�����⣬��Ŀǰ�ڳ�������о��϶࣬�Ժ�ȷ����о�ȴ���١����ڹ�ע������漰����ι���Ҵ���о/�Dz���棬�������λ�ö���������Ӱ����ѹ�����Ʒ��������������֣��Բ����������Ժ�ȷ���ķ�����Ȼ�Dz������ġ�
��ˣ�ֱ�Ӳ��ô�ͳ�����Ϲ�ע�����ģ�ⷽ���Է�ĩ��ע�������ֵģ�������о�����Ƿȱ���ؼ�����о/�Dz������λ����ȷ������������ͨ��ʵ����������һ��ȷ��о/�Dz������λ�õķ��������ڸĽ��Ŀ�����������Թ�ע��о���Dz�������ͬʱ�٣��Ӷ�ʵ�ַ�ĩ��ע����ι��̵Ķ�̬ģ�⣬���о���Dz���������ǻ��ѹ�������¶ȳ��ķֲ������ģ������ʵ�������жԱȷ�����
1 ��ѧģ��
���ڹ�ע����ι����Լ���ע�������������ʵĸ����ԣ����о��������Ϲ�ע������̵��о�����������ĩ��ע��ι�ϳ��������ΪHele-Shaw����[8-9]���ڴ�ͳ�����ע����γ�����̷�����������Ļ����ϣ�����ά������ǻ������̽��п���ʱ����Թ�ע�����о���Dz������ص������¼��裺1) ��ʵ�ʸ��ӵ���ǻ��Ϊ����״��ǻ����ǻ��x��y�����ϵĺ�ȳߴ�Զ���ڷ����ϵĺ�ȳߴ磬��ͼ1��ʾ������z�����ϵijߴ��С�����Ժ���ι�������ڳ�����ں�ȷ����ϵ����ʣ�2) ι�������з�ĩ�������Ͼ��ȣ�ι���ڳ�������в�����������룬���ҽ�ι����Ϊ����ѹ�����������ʣ��������ܶȵı仯�������Բ������䣻3) ι���ڳ�������У�������Զ�������Ϊ�������Գ������ȴ������ں�ȷ��������ȴ���Ϊ�������Ժ�ȷ����ϵĶ������ȣ�4) ���Թ�������������������ι���ڳ�����̵�Ӱ�죬 �ٶ�ѹ���غ�ȷ��䣬�Dz�ǰ�������ѹ��Ϊ�㣻5) ����ι�ϵ������Dz������������dz�ַ�չ�ģ����Ʊ߽磬��������ǰ�ش��ġ���Ȫ��ЧӦ��6) ����ι�ϳ�ģ�����е���������7) �������Բ�����ʱ��ı仯��8) ������о�Dz㴦�����ԵĽ�����ڣ��ڽ��洦�����ԵĻ�ϣ�����Ͽ��Ժ��ԡ����������ѧ�Ļ�������[10-11]���õ������Է��̣�
![]() (1)
(1)
����
![]() (2)
(2)
ѹ�����Ʒ��̣�
![]() (3)
(3)
ʽ�У�![]() ��ʾѹ���ݶȡ�
��ʾѹ���ݶȡ�
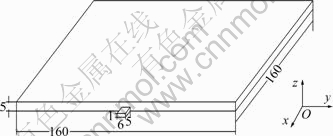
ͼ1 ��ע����ǻʾ��ͼ
Fig. 1 Geometry of plat for co-injection molding (mm)
�������̣�
![]() (4)
(4)
ʽ�У�p��T��S���������ѹǿ���¶ȼ���������Ϊо���ȵ�һ�룻ui��vi�ֱ��ʾ�ڽ��洦��о����߿Dz�������x��y�����ϵ��ٶȷ�����bΪ��ǻ��ȵ�һ�룻��c�ͦ�s�ֱ�Ϊо���Dz���ȣ�TΪι��������¶ȣ�![]() ��ci����i����i��
��ci����i����i��![]() �ֱ�Ϊ����i���ܶȡ������ݡ��ȴ���ϵ�����Ⱥͼ������ʡ�
�ֱ�Ϊ����i���ܶȡ������ݡ��ȴ���ϵ�����Ⱥͼ������ʡ�
��������ģ�͵ļ�ע����γ�������е�ʵ���������߽��������£�1) �Dz�����ǰ�ش���p=0��2)о/�Dz���洦��pc=ps��uc=us��vc=vs��![]() ��3) ����ǻ��ڣ����㲻��������
��3) ����ǻ��ڣ����㲻��������![]() ��4) ����ǻ��ڴ���
��4) ����ǻ��ڴ���![]() ��
��![]() �����У�Q��Qi��T0�ֱ��ʾ���ʡ����ڴ������ʺ�ע���¶ȡ�
�����У�Q��Qi��T0�ֱ��ʾ���ʡ����ڴ������ʺ�ע���¶ȡ�
ѹ�������¶ȳ�����⽻����У�����ͨ��ι��������ģ����ϡ���������Ϊ��ţ�����壬����ģ�Ͳ���Cross-WLF��ģ��[12]��
 (5)
(5)
����
![]() (6)
(6)
![]() (7)
(7)
![]() (8)
(8)
ʽ�У�![]() Ϊ����ļ������ʣ�TΪ������¶ȣ�pΪ�����ѹǿ��
Ϊ����ļ������ʣ�TΪ������¶ȣ�pΪ�����ѹǿ��![]() Ϊ������ȣ�
Ϊ������ȣ�![]() Ϊ������ţ��������ɵ���������ʱ���ٽ����Ӧ����nΪ����ָ����D1Ϊ�ǽᾧ���ڲ������¶��µ�����������ϵ����D2Ϊ�ǽᾧ������ѹ���µIJ�����ת���¶ȣ�D3Ϊ�ǽᾧ�ﲣ����ת���¶�ϵ����A1��A2Ϊ����������ϵ ���IJ�����
Ϊ������ţ��������ɵ���������ʱ���ٽ����Ӧ����nΪ����ָ����D1Ϊ�ǽᾧ���ڲ������¶��µ�����������ϵ����D2Ϊ�ǽᾧ������ѹ���µIJ�����ת���¶ȣ�D3Ϊ�ǽᾧ�ﲣ����ת���¶�ϵ����A1��A2Ϊ����������ϵ ���IJ�����
2 ��ע�����ǰ�ؽ����о/�Dz��������λ�õ�ȷ������
2.1 о/�Dz�����ȷ���ķ���
ǰ���Ƴ��Ŀ��Ʒ����飬��������һ����ά�����飬�������������ļ����Ƶ������к����˺�ȷ����ϵ��ٶȣ��Ӷ��������ں�ȷ����ϵĴ�������˸÷�����ʵ����һ�����ڶ�ά����ά�ķ����顣��Ȼ����2.5ά�Ĺ�ʽ�Ƶ���һ���̶��ϼ��˿��Ʒ��̣���ʵ���ϲ�û�к�����ά�ռ��к�ȷ����ϵ�λ�ú����ĵ�ȷ�������ڴ�ͳ�����ע����β�����������λ�ú����ģ�������Զ���ά��ǻ�������ǵ�Ԫƽ�ʣ��ں�ȷ���ֳɵȸߵ�w�㣬����֮�������ͨ������������ϵ������Ȼ����ô�ͳ�Ŀ���������Ϳ���ʵ��ǰ�ؽ�����١�������ȣ���ע�������
��о��ͿDz���ֵIJ�ͬ����о/�Dz㴦��һ�����ԵĽ���Ҳ��Ҫ�����٣���ͼ2��ʾ������о/�Dz�����ȷ����λ�ö��ڳ��������Ӱ�첻�ɺ��ԣ��������������ͳ�о�����������ע����Σ�����ȷ��λ�ú�����������ʱ�̵�ֵ������Dz������ġ�
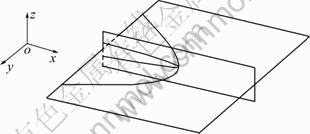
ͼ2 ��ע����ʡ�����ʾ��ͼ
Fig. 2 Sketch map of cross and vertical section of co-injection molding
Ϊ�˷���о/�Dz��������ʱ��ı仯���������316L(40%)�����ι��Ϊ�Dz㡢316L(60%)�� ���ι��Ϊо�㣬ѡ��ͬ��о��ע��ʱ�����ʵ�飬�۲�о�������ȵı仯�����ͼ3��ʾΪʵ��۲�Ĵ���λ�÷ֱ�Ϊ26.1��37.8��47.0��60.0��76.1 mm��о������������ע��ʱ��ı仯�������ͼ3��֪���Dz��Ԥ�������Ӱ��о�������ȷ���ֲ��������Ҫ���أ�������ijһ�̶��Ĵ���λ�� ����о�������ں�ȷ����ϵij���ʱ�����0.2~0.4 s����о��������ע��ˮƽ�����ϵij���ʱ����ȣ�����ʱ��϶̡�ͨ��ͼ3�����Է��֣��ڹ̶��Ĵ���λ�ô������ų�����̵Ľ��У��ڿ�ʼע���0.2~0.4 s��о�������ں�ȷ����ϵı仯��ע��ʱ����³����Թ�ϵ���ں�ȴﵽ���ֵ��������ע��ʱ���ӳ������仯��
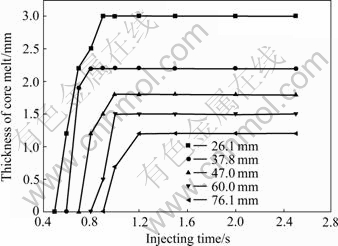
ͼ3 ��ͬ����λ�ô���ע����������о���ȵı仯���
Fig. 3 Change of thickness of core melt during filling process
��ˣ���������ʵ���о��ͷ���������ǻ����ƽ����x��y������������ij������ʱ��ͨ��ʵ����ȷ��о�������ں�ȷ����ϵ����ֵ��������ֵģ�����ʱ���ٶ�о���Dz������Ϊ��ֵ������£���ȷ�����о�Dz����λ�������ٱ仯�ģ��Ӷ�о�Dz�����ȷ����λ��(��)����ͨ��ʽ(9)ȷ��
![]() (9)
(9)
���Ĵ��뵽���Ʒ����У�������ֵ���ķ������ɻ������ʱ�̵�о���Dz�����ǰ�صķֲ�����Լ����ķֲ�������ɴ˱��ȷ������ʱ��(t)��ȷ�����о/�Dz�����λ�á�
�ڿDz������һ��������£�ͨ��ʵ��������Ͽɵ�о/�Dz�����ں�ȷ����ϵ����ֵbmax������ע��ʱ��ttheory=0.3 s��������ֵģ���мٶ�о�����λ�æ���ʱ��ı仯��Ϊk=bmax/ttheory��
2.2 �Ľ��Ŀ����������ǰ�ؽ���
�ڹ�ע����γ�������У������жϿ�������Ƿ�����֮�⣬����Ҫ�жϿ������������������Ϊ�˶Դ�ͳ�Ŀ��������[13-14]����һЩ�Ľ�����fΪ������ӣ��䶨��Ϊ
![]() (10)
(10)
ʽ�У�![]() Ϊ�ڵ�i�Ŀ������������ι������������
Ϊ�ڵ�i�Ŀ������������ι������������![]() Ϊ�����������������������fֵ�Ĵ�С�жϽڵ�����ԣ���f=0���սڵ�(��������������)��0��f��1��ǰ�ؽڵ�(������δ���Dz��������)��f=1���ڲ��ڵ����ڽڵ�(��������ȫ���Dz��������)��0��f��2���ڲ��ڵ�(�����屻о���Dz������)��f=2���ڲ��ڵ����ڽڵ�(��������ȫ��о���������)��
Ϊ�����������������������fֵ�Ĵ�С�жϽڵ�����ԣ���f=0���սڵ�(��������������)��0��f��1��ǰ�ؽڵ�(������δ���Dz��������)��f=1���ڲ��ڵ����ڽڵ�(��������ȫ���Dz��������)��0��f��2���ڲ��ڵ�(�����屻о���Dz������)��f=2���ڲ��ڵ����ڽڵ�(��������ȫ��о���������)��
���ȼ�������ǰ�ؽڵ�������ڵ�������ʣ���������ǰ�ؽڵ�Ϳսڵ�ѹ��Ϊ�㣬������������(qi)�ļ���[15]���£�
![]() (11)
(11)
ʽ�У�![]() ��ʾ��ǰ�ؽڵ�i��Χ�����нڵ�ѹ��
��ʾ��ǰ�ؽڵ�i��Χ�����нڵ�ѹ��
��͡��������ǰ�ؽڵ��������ȫ���������ʱ �䣬ȡ����Сֵ��Ϊ��һʱ�䲽����
![]()
![]()
��Ҫָ�����ǣ���ע��ʱ��ע��һ�����ĿDz����壬�ٽ�о�Dz���������һ��ע�롣��ע��Dz�����ʱ����С�����ļ������ʽ(12a)����ע��о������ʱ��������ǻ�д�������ǰ�أ����Dz�ǰ�ء�о/�Dz���档��ˣ���С������ȡֵ��Ҫȡ�Dz�ǰ�ء�о/�Dz����������Сֵ�����������ʽ(12a)��ʽ(12b)��
��һ��ǰ�ؽڵ��������Ϊ�ڲ��ڵ�ʱ����֮���ڵ����пսڵ��Ϊ�µ�ǰ�ؽڵ㣬ͬʱ������������ǰ�ؽڵ��������ӣ�
![]() (13)
(13)
���ɽ�����һ��ѹ�����ļ��㣬�ظ���������ɶ�̬�ظ�������ǰ�صķ�չ��
����������ѧģ�͡��߽������Լ�����ǰ�ؽ����ٵ��������������ʱ����������ǻ�е�������������з�����
3 ��ֵ���
�ڳ�ģ���������У��Գ�������Լ�����ǰ�ص��������´�������ʱ�䲽����ѡȡ���õ���ʹÿ��ʱ��պ���һ��ǰ�ؽڵ㱻��������ʱ���������ڵ����пսڵ㶼���ǰ�ؽڵ㡣�ٶ�������ʼʱ��һ����������ѱ���ȫ��������ʱ����Ϊ���崦�ڵ���״̬���������ó�ʼʱ�̵�ǰ��λ�ú��¶ȳ����ɴ˿ɼ������ʱ�ļ����Ȧǡ���ͨ��s��ƽ���������Qa��Ȼ��������ѹ�������ڻ��ѹ�������ݺ������һʱ�����������ǰ��λ�ã��Ա������һʱ�̵��¶ȳ�������¶ȳ����ݺ��ؼ�����ʱ�̵�ѹ���������ѭ��ֱ����ǻ�����������
���ȶ�������������ʷ֣�����ǻ���潫�仮�ֳ�һϵ�е������ε�Ԫ�Ľṹ�������ں�ȷ���������������ģ�ڷֳɸ߶���ͬ��w�㡣��������Ԫ����ѹ����������⣬�������ε�Ԫ�ڵ�ѹ�������Էֲ�����Ԫ����ڵ����������ṩ������qj (j=1, 2, 3)����
![]() (14)
(14)
����Galerkin��[16]�õ���Ԫ�ľֲ��նȾ���
![]() (15)
(15)
ʽ�У�kijΪ���Բ�ֵ��������ÿ����Ԫ�ľֲ��նȾ����ۼӣ��õ�����նȾ���ͨ���������ȷ����ʱ�̵�ѹ������
����¶ȳ�ʱ��Ҫ������ǻ������ľ�����������ڷֱ�о���Dz��������Ŀ����壬�����غ㷽��(4)�е����Բ���![]() ��ci����i�ͦ�i���ֱ�ȡΪо���Dz������Ӧ������ϵ���������ڿ����屻о���Dz�������������1��f��2�����ô����������ص������غ㷽�̵����Բ���ֵȡо���Dz��������Բ����ļ�Ȩƽ��ֵ����
��ci����i�ͦ�i���ֱ�ȡΪо���Dz������Ӧ������ϵ���������ڿ����屻о���Dz�������������1��f��2�����ô����������ص������غ㷽�̵����Բ���ֵȡо���Dz��������Բ����ļ�Ȩƽ��ֵ����
![]() (16)
(16)
![]() (17)
(17)
![]() (18)
(18)
![]() (19)
(19)
�������̵����Բ���ȷ����������Ԫ������ֻ�Ϸ����¶ȳ�������⡣�������������ȶ�����������������Ȩƽ���������ȶ���������Ϸ編���в�֣��Ա�֤��ֵ������ȶ��ԡ��������̵ľ�������ʽΪ
![]()
![]() (20)
(20)
ʽ�У�?zΪz����仯������Ϊ�ȴ���ϵ����F1Ϊ�ȶ������־���F2Ϊ������־���
4 ��ֵģ���ʵ������֤
4.1 о/�Dz�����ں�ȷ��������ֵ�����
ͨ��2.1�ķ�����֪��Ϊ�˻��о/�Dz����ĵ�ֵ����Ҫ��ȷ��о/�Dz�����ں�ȷ��������ֵ����������ѡ��316L(40%)Ϊ�Dz㡢316L(60%)Ϊо�����ʵ�飬���пDz������Ϊ60%��ʵ���ģ��ѡ�õ���ǻΪ������ǻ������ߴ���ͼ1��ʾ��ʵ��Ĺ��ղ�������1��ʾ��ʵ����ע����ͻ��Ǻ����ܻ���������˾������HTSJ160B��ע����ͻ����о�����ι���ڳ�������У�������Զ�������Ϊ������������ϵ��ͨ���Ȳⶨ��á���ʵ���ò�ͬо�㴩����봦о��ĺ�ȣ�����Origin������ʵ�����ݽ���6�ζ���ʽ������ϣ�����ʽ��ʽ(21)��ʾ������ʽ����ֵ����2��ʵ���������ͼ��ͼ4��ʾ����Ͻ����ʵ���������ϵ��R=0.992 95��
![]() (21)
(21)
ʽ�У�x��ʾо�㴩����룬z��ʾо���ȵ���С ֵ����bmax��ͨ��ʽ(21)�ɻ�ò�ͬо�㴩����봦о��ĺ�����ֵbmax��Ȼ��ͨ�����������������о�������ں�ȷ����ϵı仯��ע��ʱ������Թ�ϵ�ļ��裬�ɵ�����ʱ��������о�㴩����봦о�Dz����Ħ�ֵ��
4.2 �������ʵ���Լ��¶ȳ���ѹ������ʵ��
��4.1����õ�о�Dz�����ֵ������Ʒ����У�������ֵ���ķ������б�̻������ʱ��о�Dz�����ǰ�صķֲ�����Լ����ķֲ��������������Matlab�����ڻ��չ�˾������HPJ400����վ���� ��[17]��ͼ5��ʾΪ��ע����γ�����̣�о���Dz�ι���ڲ�ͬע��ʱ���µ�ǰ���˶��ֲ�ͼ�����У�A��B��C��D��E��FΪʵ�����ߣ�a��b��c��d��e��fΪģ�����ߡ���ͼ5���Կ�����ģ��Ľ�����·�ӳ��о���Dz�ι�ϳ��������ǰ�ص��˶������ģ������ʵ�����ǺϽϺá��Թ�ע�������̵�ģ�⣬���ų���Ľ��У�ģ������ʵ����ƫ������ԭ����ģ�������û�п���ע���������������ģ���õ�ע������ʵ���õ�ע�����ڳߴ��ϴ��ڲ���(������D��E��F��d��e��f)��
��1 ģ���ʵ�鹤�ղ���
Table 1 Injection parameters of simulation and experiment

��2 ����ʽ��ϲ���ֵ
Table 2 Fitted values of polynomial

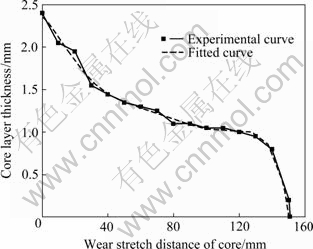
ͼ4 ʵ���������ͼ
Fig. 4 Fitting curve of experiment data
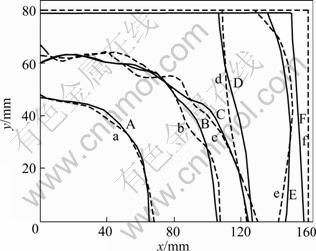
ͼ5 о���Dz������ڲ�ͬо��ע��ʱ���µ�ǰ�طֲ�ͼ
Fig. 5 Front distribution of skin and core melt at various time (A, B, C, separately, is front position of core melt at 0.8, 1.5, 2.0 s through experiment; a, b, c, separately, is front position of core melt at 0.902, 1.653, 2.194 s through simulation; D, E, F, separately, is front position of skin melt at 0.8, 1.5, 2.0 s through experiment; d, e, f, separately, is front position of skin melt at 0.902, 1.653, 2.194 s through simulation)
ͼ5��о���Dz������ڲ�ͬо��ע��ʱ���µ�ǰ�طֲ�ʵ������A��B��C��D��E��F��ͨ�����·�����õģ�����о��ע��ʱ��ֱ�Ϊ0.8��1.5��2.0 s����HTSJ160B�в�����ע����Ͻ���ʵ�飬�õ�3����ͬо��ע��ʱ���ע�����������о��ٶ���������ǻ�е�����Ϊ�������Ի�õ�ע��������ƽ�ʣ�����ע�䷽��ƽ���洹ֱƽ��N�ȷݣ���ͼ6��ʾ����ȡ�������ڵ����㣬��Ϊ��i��͵�i+1�㣬���е�i��������Գ��ᣬȻ��������ֽ����Ӧ��dz��ò��о���Dz�����ǰ��λ�ã������в㶼������ʱ�����������Ӽ��ɵõ���о��ע��ʱ���µ�о���Dz�����ǰ��λ�ã�����Y�᷽��ֻ������һ�롣
ͨ����ֵģ�⣬���ɻ��о���Dz������ڳ��������ѹ�������¶ȳ��ķֲ������ͼ7��8��ʾ�ֱ�Ϊо���Dz�ι����ע��ʱ��Ϊ0.902 sʱ��ѹ�������¶ȳ��ֲ�ͼ����ͼ7��8���Կ������ڳ�������У��Dz������ڽ��ڴ���ѹ�����¶ȱȽϴ����Ŵ���λ�õ����Dz������ѹ�����¶���֮��С�����빲ע�����ģǻ������ʵ������ϡ�
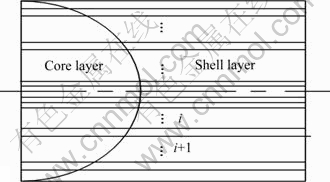
ͼ6 ��ע����Ʒƽ���洹ֱƽ��ͼ
Fig. 6 Midnormal drawing of athwartship plane of co-injected part
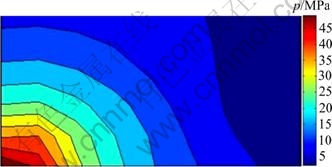
ͼ7 о���Dz�������ʱ��Ϊ0.902 sʱ��ѹ�����ֲ�ͼ
Fig. 7 Pressure field of core and skin feed stocks at 0.902 s
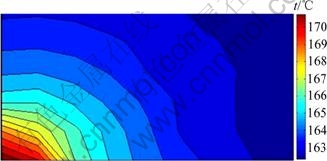
ͼ8 о���Dz�������ʱ��Ϊ0.902 sʱ���¶ȳ��ֲ�ͼ
Fig. 8 Temperature field of core and skin feedstocks at 0.902 s
ͨ����о���Dz�ע�����о/�Dz���桢�Dz�ǰ���ٵ�ģ������ʵ�����ĶԱȣ����Կ�����ģ���õ�о/�Dz���桢�Dz�ǰ�صĽ����ʵ�������ϳ̶���ԽϺá���Ҫָ�����ǣ�������ֵģ�⼼����������ǰ�ؽ������⣬����������ڳ�������е�ѹ�������¶ȳ����������ķֲ���������ǣ���Щ���ķֲ���ʵ���н�����֤����Ҫͨ����ӵķ���������֤�����磬���Գ�������ע��������������֤ѹ�����ķֲ�����������۽�������֤�¶ȳ��ķֲ��ȡ�����Ҫ���Ժ�Ĺ����н��н�һ������֤��
5 ����
1) �ڽ����ۺ������������ά������ǻ����ѧģ�ͻ����ϣ��Դ�ͳ�Ŀ�����������иĽ�����о���Dz�����ǰ�ص��˶�����������˷�ĩ��ע���������ͨע����γ��������ֵģ��IJ�ͬ������о���ں�ȷ����ϵij���ʱ��϶̣��ͿDz�Ԥ�������Ӱ��о���ȱ仯����Ҫ���ص�ʵ����ۣ�������ڹ̶��Ĵ�����봦о������δ�ﵽ�����ǰ��о���ȳ����Ա仯�ļ��衣
2) �ڳ������������Malta�������г�����ʵ���˹�ע�������о���Dz�ǰ�ؽ�����٣��Լ�ѹ�������¶ȳ��ķֲ��Ŀ��ӻ���ģ������ʵ�����ǺϺܺá�
REFERENCES
[1] ALCOCK J R, LOGAN P M, STEPHENSON D J. Surface engineering by co-injection moulding[J]. Surface and Coatings Technology, 1998, 105: 65-71.
[2] �� ��, ������, �� ��. ��ע����ͼ������䷢չ[J]. ��������Ӧ��, 2007, 35(4): 31-35.
ZHU Ji, LEI Yan-wei, ZHANG Jie. Co-injection moulding and its development[J]. Engineering Plastics Application, 2007, 35(4): 31-35.
[3] ROSOF B H. The metal injection molding process comes of age[J]. Journal of Mater, 1989, 41(8): 13-16.
[4] LI C T, ISAYEV A I. Interface development and encapsulation in simultaneous co-injection molding of disk (��): Two- dimensional modeling and formulation[J]. Journal of Applied Polymer Science, 2003, 88: 2300-2309.
[5] LI C T, LEE D J, ISAYEV A I. Interface development and encapsulation in simultaneous co injection molding of disk (��): Two-dimensional simulation and experiment[J]. Journal of Applied Polymer Science, 2003, 88: 2310-2318.
[6] �ܹ���, �� ��, ������, ����Ԫ, ������. ˳��ע���͵�ʵ���о�[J]. �й�����, 2003, 17(4): 53-57.
ZHOU Guo-fa, SUN Mao, LIU He-sheng, LI Shen-yuan, LUO Zhong-min. Experimental study of sequential co-injection molding[J]. China Plastics, 2003, 17(4): 53-57.
[7] ������, ������, �ܹ���, ������. ��ע����ͳ�����̵��˶�������[J]. ���Ϲ�ҵ, 2005, 33(3): 32-35.
KUANG Tang-qing, LIU He-sheng, ZHOU Guo-fa, LAI Jia-mei. Tracing of moving interface during polymer mold filling in co-injection molding process[J]. China Plastics Industry, 2005, 33(3): 32-35.
[8] QU Xuan-hui. Numerical simulation of feedstock melt filling in a cylindrical cavity with solidification in powder injection molding[J]. Transactions of Nonferrous Metals Society of China, 1998, 8(4): 544-545.
[9] ��ѡ��, ������, �Ʋ���. ������ĩע����μ���[J]. ��ĩұ����Ͽ�ѧ�빤��, 1996, 1(2): 33-37.
QU Xuan-hui, LI Yi-min, HUANG Bo-yun. The technology of metal powder injection molding[J]. Materials Science and Engineering of Powder Metallurgy, 1996, 1(2): 33-37.
[10] LI C T, LEE D J, ISAYEV A I. Interface and encapsulation in simultaneous co-injection molding of disk: Two-dimensional simulation and experiment[C]//Annual Conference 2002, Society of Plastics Engineers, 2002, 48: 465-469.
[11] HIEBER C A, SHEN S F. A finite-element/finite-difference simulation of the injection-molding filling process[J]. Journal of Non-Newtonian Fluid Mechanica, 1987, 7: 1-32.
[12] KOSZKUL J, NABIALEK J. Viscosity models in simulation of the filling stage of the injection molding process[J]. Journal of Materials Processing Technology, 2004, 157/158: 183-187.
[13] HIRT C W, NICHOLS B D. Volume of fluid (VOF) method for the dynamics of free boundaries[J]. Journal of Computational Physics, 1981, 39: 201-225.
[14] RIDER W J, KOTHE D B. Reconstructing volume tracking[J]. Journal of Computational Physics, 1998, 141: 112-152.
[15] �� ȫ, ������, ˮ����, ������. ��ֵģ�������������չ[J]. ��ѧ��չ, 2002, 32(2): 259-274.
LIU Quan, LIU He-sheng, SHUI Hong-shou, ZHANG Xiao-yi. Advances in numerical simulation of interfacial/free-surface flows[J]. Advances in Mechanics, 2002, 32(2): 259-274.
[16] ������. ��ֵ����[M]. �人: ����������ѧ������, 1982.
LI Qing-yang. Numerical analysis[M]. Wuhan: Huazhong University of Science and Technology Press, 1982.
[17] �� ��, ������, �� ��. MATLAB7.0�����̳�[M]. ����: �廪��ѧ������, 2005.
SUN Xiang, XU Liu-mei, WU Qing. MATLAB7.0 based tutorial[M]. Beijing: Tsinghua University Press, 2005.
(�༭ ������)
������Ŀ�����Ҹ����о���չ�ƻ�������Ŀ(2007AA03Z114)��������Ȼ��ѧ����������Ŀ(51075405)�����ϴ�ѧ��ʿ�����������Ŀ(7604130008)
�ո����ڣ�2011-08-01�������ڣ�2011-10-26
ͨ�����ߣ��� �ƣ������о�Ա����ʿ���绰��13973114617��E-mail: he_hao555@yahoo.com.cn
[7] ������, ������, �ܹ���, ������. ��ע����ͳ�����̵��˶�������[J]. ���Ϲ�ҵ, 2005, 33(3): 32-35.
[9] ��ѡ��, ������, �Ʋ���. ������ĩע����μ���[J]. ��ĩұ����Ͽ�ѧ�빤��, 1996, 1(2): 33-37.
[15] �� ȫ, ������, ˮ����, ������. ��ֵģ�������������չ[J]. ��ѧ��չ, 2002, 32(2): 259-274.
[16] ������. ��ֵ����[M]. �人: ����������ѧ������, 1982.
[17] �� ��, ������, �� ��. MATLAB7.0�����̳�[M]. ����: �廪��ѧ������, 2005.
