
DOI: 10.11817/j.ysxb.1004.0609.2020-36590
ͭ����ԭ��Ʊ����ͽ����������ɽ�����Ӧ��
��ï��1��Ф ��2��̷����1����ˮƽ2��������2��������2
(1. ��������ѧԺ ���Ͽ�ѧ�빤��ѧԺ������ 361024��
2. ���ݴ�ѧ �Ͻ��ҵѧԺ������ 350108)
ժ Ҫ��
��ͭ��Ϊ�о�����ú̿��Ϊ��ԭ����ʯ����Ϊ�������ͭ�����и������ڻ�ԭ�������������ع�����о��˲�ͬ�¶ȡ�ú̿��ʯ�Һ�������ԭ�����ȶ����Ļ����ʺͽ������Ͽ�ѹǿ�ȵ�Ӱ�졣�����������ͭ��ұ��������ͭ���¶ȷ�Χ�ڣ���������ͭ����ԭ��������Ҫ��ʯ�Һͻ�ԭ���ڻ�ԭ���������ع������˹ؼ����á����⣬���¶�Ϊ1400 �桢ʯ��39 g��ú̿13 g�����£����Ļ����ʴ�89.6%���Բ����Ļ�ԭ���Ʊ��������ϵĿ�ѹǿ��28 dʱ�ﵽ9.7 MPa�����һ�ԭ����βɰ�����Ʊ������ͽ������ϣ���28 d��Ŀ�ѹǿ�Ⱦ������ɽ�����Ҫ��
�ؼ��ʣ�
ͭ������ԭ���������������ѹǿ����
���±�ţ�1004-0609(2020)-11-2736-10���� ��ͼ����ţ�TF111.15���� ���ױ�־�룺A
ͭ���ǻ���ͭʱ��ͭ������ת¯���������ķ���[1]��ͭ���к��д������м۽��������м���ʵ����ͭ�Ļ��գ����������Ļ�����Ȼ���ڳɱ��ߣ�β���Ѵ���������[2-3]����������Ϊ�˽��β���Ѵ����⣬����ѧ���о���β���Ʊ����ͽ�������Ӧ���ڽ�����������[4]���������ɽѡ����ͨ������ˮ����Ϊ��������߰��ij���ɱ������������ľ���ѹ��[5-6]����ʹ��ͭ���Ʊ����ͽ����������ڿ�ɽ������ɽ��Ϳ�ɽ��������ϵijɱ��������ܽ�Լ������ͨ������ˮ�࣬���ɼ��ٷ����ŷţ���������[7]����ͭ�������������ߡ��ƺ����͡��������Բ���ص㣬��ֱ�ӽ�������[8]����ˣ����ͭ��������������Ӧ�õĹؼ����ڡ�
��Ȼͭ���ڻ������Ϳ�ɽ�����������һ���ɹ���������Щ���㣬��Ҫ��ͭ�����������ϵͣ����ܽ�������̷϶ѻ�������[9]����ͭ���ڵ��м۽���δ�������ã������Դ�˷�[10]����ˣ�������ͭ��Ϊ�о������ø������ڻ�ԭ�������������ع���ķ������������ڻ�ԭ�����������ͭ���������Ļ�ԭ�������Ʊ��������ϡ������о��˲�ͬ�¶ȡ�ú̿��ʯ�Һ����ͻ�ԭ�����ȶ����Ļ����ʺͽ������Ͽ�ѹǿ�ȵ�Ӱ�죬ȷ����������ع����ս������ͻ�ԭ���Ʊ��������ϵ�ʵ�����������������������ϵĿ�ѹǿ�ȣ�̽����ԭ����βɰ���ڿ�ɽ����ĺ��ʱ���������������ʵ�֡����ɽ����������ɽ��ȥ����ѭ���������
1 ʵ��
1.1 ʵ�鷽��
ͭ��(���Ը���ʡij��ҵ)����Ҫ�ɷ����1��ʾ���ӱ�1�п�֪��ͭ������������Ϊ41.57%��CaO����Ϊ2.36%��SiO2����Ϊ27.30%������и���ˮ����ȣ�ͭ�����С������ơ����ص㡣
��1 ͭ������Ҫ�ɷ�
Table 1 Copper slag chemical characterisation (mass fraction, %)

�ڽ��������У���������������ҪΪ�߸ƹ����Σ�ͼ1��ʾΪCaO-SiO2��Ԫ��ͼ����ͼ1�п�֪����SiO2�ڶ�Ԫ��ͼ��Ħ����������50%ʱ��Ca��Si��CaSiO3��SiO2����ʽ���ڣ���SiO2�ڶ�Ԫ��ͼ��Ħ����������50%ʱ��Ca��Si��CaSiO3����ʽ���ڣ���SiO2�ڶ�Ԫ��ͼ��Ħ������С��50%ʱ��Ca��Si��CaSiO3��Ca3Si2O7����ʽ���ڡ��������Ÿƺ������ӻ����γɸ߸ƹ����Σ����������ԭ���Ľ������ԣ�������ķ�Ӧ�¶�Ҳ����(��ߴ�2100 ��)��ԶԶ����ʵ�����������¶�(1300~1400 ��)����ˣ����ǵ������ܵ���ʵ���������ϣ�����ԭ��ͭ��������е�������ɻ�ԭ�������������ع����ѡ��ʵ����¶�Ϊ1300~1400 �档
ͭ����Ҫ���������ʯ�������Ƶ����ʡ����Ʊ���������ʱ��ͭ���Ľ������Եͣ����С������ơ����ص㡣��ˣ�Ϊ���Ʊ��Ϻõ����ͽ����������ڿ�ɽ�����Ҫ����ͭ����һ�������ͼ���һ����CaO��CaO�ļ���һ����ٽ����Ļ�ԭ����һ����Ϊͭ���ṩCaԴ����������ĸƺ������γɾ��л��Եĸ߸ƹ����Ρ�ͼ2��ʾΪCaO-SiO2-Fe2O3��Ԫ��ͼͭ����FeO��SiO2��CaO�����ֱ�Ϊ64.32%��32.84%��2.84%(��������)�����1Ϊͭ����CaO-SiO2-Fe2O3��Ԫ�ɷ���ɡ���1300~1400 ���£����뻹ԭ��ú̿�ͻ��ʯ�ң�������ԭ����һ������֮�����Ļ�ԭ���ɷ������ͼ2�����ڣ����2Ϊ��ԭ����CaO-SiO2-Fe2O3��Ԫ�ɷ���ɡ�ͬʱ��Ϊ��ʵ�ֻ�ԭ�����н����������ʵĦ�CaO��SiO2�����Ʊ����ͽ������ϣ�FeO�ĺ�����Ҫ��64.32%�½���5%~25%֮�䣬CaO��Ҫ��2.84%���ӵ�20%~45%֮�䡣��������ÿ����100 gͭ��(���������FeO��CaO��SiO2���ֳɷ�)����Լ��Ҫ7.80~11.77 g��ԭ��ú̿(C����84%)��ʯ��18.65~45.83 g(CaO����92%)����ˣ�ʵ������ÿ100 gͭ��ѡ��ú̿8��9��10��11��12��13 g��ʯ��15��21��27��33��39��45 g��
���Ʊ���������ʱ��ͭ���Ľ������Եͣ������������ߺƺ���������Ҫԭ��֮һ��Ϊ�����ͭ���Ľ������ԣ��������ѧ�ߵ��о������ϣ���ͭ��ͨ�����·�ʽ���л��
1) �����ع����������ڲ��ϼ��뵽���������У�ͨ���¶Ⱥ���ȴ���̿��������ӽ��������߸Ʋ����庬�����Ӷ���߽������ϻ��ԡ�LI��[11]��ʯ�ҡ���¯��������Ϊ���Ӳ��ϣ��ڸ����¶Ը����ṹ�����ع������������ԭ��������ع�����������ߡ�ZHANG��[12-13]�о��˳�����Ϊ���Ӽ�������������ú��ʯ����߲��ϵĻ��ԣ�����������������50%ʱ��������ˮ��ǿ�Ⱦ����ڹ�����ˮ���ǿ�ȡ���ˣ�ʵ��ѡ��ú̿��Ϊ��ԭ����ʯ����Ϊ���Ӽ����ڻ�ԭ��������ͬʱ��ͭ�����и����ع����
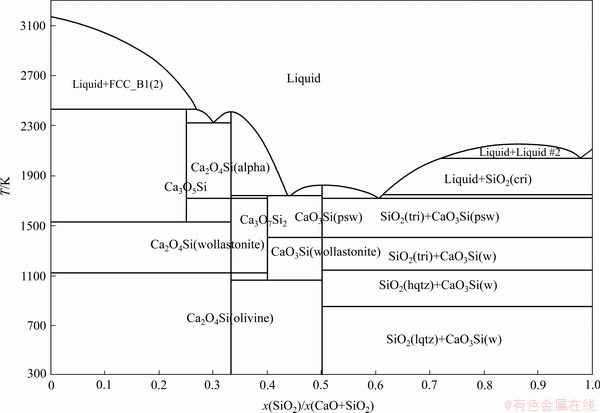
ͼ1 CaO-SiO2��Ԫ��ͼ
Fig. 1 Phase diagram of CaO-SiO2
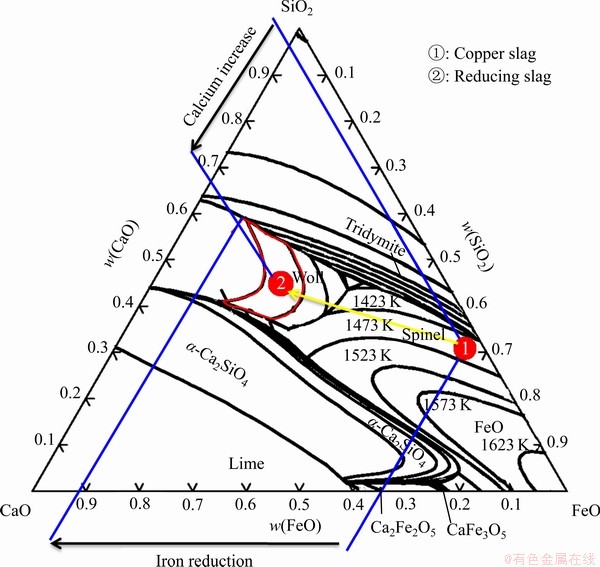
ͼ2 CaO-SiO2-FeO��Ԫ��ͼ
Fig. 2 CaO-SiO2-FeO ternary phase diagram
2) ��е���������ǿ��е���������£����ᄃ��ṹ�������䣬�ᾧ���½���������Ѹ�ټ�С��ˮ��������������ڲ����Ӷ�����ˮ����Ӧ����[14]��CHEN��[15]�о��˷�ú�ҵĻ�е��ڽ��������е�Ӧ�ã����������е����Ը��Ʒ�ú�ҵ����ܣ��俹ѹǿ��35.3 MPa��ߵ�56.9 MPa��ʵ���ڸ����ع��֮�����徭������������ĥ��ѡ������ĥ��Ĺ����ж�ͭұ�������л�е�����
3) ��ѧ����������ѧ��������Ҫ�Ǽ�������һ�ֹ㷺��չ�ļ������������¹�����������ǰ����ͼ���֮��Ļ�ѧ��Ӧ������Ӳ������[16]��SINGH��[17]���������ƺ�����Ϊ��������о��˷�ú�ҡ�ƫ�������ȿ�������϶Լ����ͭ�����ܵ�Ӱ�졣�������������ڼ����ͭ��ˮ���м����������Ͽɸ��������ܡ���ˣ��ڻ�ԭ���Ʊ���������ʱʹ��NaOH��Ϊ������
�������Ϸ��������IJ��ø��»�ԭ�������������ع���ķ������������ڻ�ԭ�������̽��и����ع�����������ڵĻ�ԭ������ˮ����з���̬������ͨ��ĥ����л�е������������������Ϊ���Լ�������Ʊ����ͽ������ϣ�������ʾ��ͼ��ͼ3��ʾ��
1.2 ʵ��ԭ��
��ʵ���������Ҫ�����Ļ�ѧ��Ӧ���������Σ���һ�Σ�ú̿����Ԫ�صĻ�ԭ���ڶ��Σ�ʯ�ҵļ����γ��µ�����ͬʱ�������н������Եĸ߸ƹ����Ρ�
��һ�Σ���Ԫ�صĻ�ԭ��
Fe2SiO4+2C=2Fe+SiO2+2CO (g) (1)
Fe3O4+4C=3Fe+4CO (g) (2)
�ڶ��Σ��߸ƹ����ε��γɡ�
Fe2SiO4+2CaO+2C=2Fe+Ca2SiO4+2CO (g) (3)
SiO2+CaO=CaO��SiO2 (4)
2(CaO��SiO2)+CaO=3CaO��2SiO2 (5)
3CaO��2SiO2+CaO=2(2CaO��SiO2) (6)
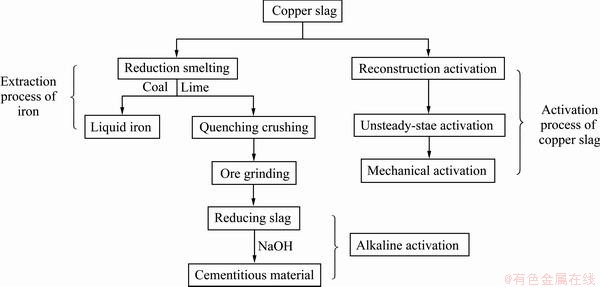
ͼ3 ���»�ԭ�������������ع������ʾ��ͼ
Fig. 3 Schematic diagram of high temperature reduction recovery of iron and slag phase reconstruction activation process of copper slag
1.3 ʵ�鲽��
ʵ���н�100 gͭ���벻ͬ������ú̿��ʯ�һ�Ͼ��ȣ�������������У��ڸ��µ���¯(�ͺ�BLMT-QD-16-36)�У���5 ��/min���ٶ�������ʵ���¶ȣ�������ͬ��ʱ��2 h��ȡ����������ˮ�뻹ԭ�����룬��ԭ������ˮ�㴦����Ȼ�����顢��ĥ(�ͺ�XQM-4)��������ˮ�к�������ԭͭ���������������Ļ����ʡ�
��ԭ���ü��Լ������������ͽ��������Ʊ�������ԭ�����������ơ�ˮ����(Ũ��50%)����75%��5%��20%������Ȼ�Ͼ��ȣ�����Բ����ģ��(�߾���Ϊ1.2:1)������ʵ������һ��ʱ�����ģ�����Ʊ��Ľ���������ѹ���������Ͻ��п�ѹǿ�ȼ�������
2 ���������
2.1 �¶ȶ�ͭ����ԭ�����������ع���Ӱ��
Ϊ���о��¶ȶ�ͭ����ԭ�����������Ӱ�죬���ÿ��Ʊ�������100 gͭ������ú̿13 g��ʯ��45 g���ֱ�̽�����¶�Ϊ1300��1320��1340��1360��1380��1400 ��ʱ��ͭ����ԭ�����������Ӱ�졣
ͼ4��ʾΪ��ͬ�¶������Ļ����ʡ���ͼ4��֪���¶���1300~1400 ���ڣ����Ļ�������88.5%~89.6%֮��䶯�����������Ļ����ʳ�����85%��˵����1300~1400 �淶Χ�ڣ���������ͭ����ԭ��������Ҫ��
��ͬ�¶���ͭ��������ԭ���������Ļ�ԭ�������Ʊ����͵Ľ������ϣ�������3��7��28 d�Ŀ�ѹǿ�Ƚ��в��ԣ���ͼ5��ʾ���¶���1300~1400 �淶Χ�ڣ�3��7��28 d�Ŀ�ѹǿ�ȷֱ���0.4~0.7��2.6~3.8��7.9~8.6 MPa��Χ�ڱ仯������3 d��7 d�Ŀ�ѹǿ����һ���IJ��������������������ӵ����ƣ��������Ͼ�28 dˮ����Ŀ�ѹǿ�������¶ȵ����߶������ӡ�˵���¶ȵ�������������߽������ϵĿ�ѹǿ�ȡ���Ȼ�����ڵ�ͭ��������һ����ú̿��ԭ���������ͭ�����¶ȣ����ṩ�������dz����ޡ�Ϊ�˱������������ĺͳɱ����ӣ����ͭ��ұ��ʵ�������������ڸ��»�ԭ�����������ع�ʱ�������˵��¶�Ϊ1400 �档
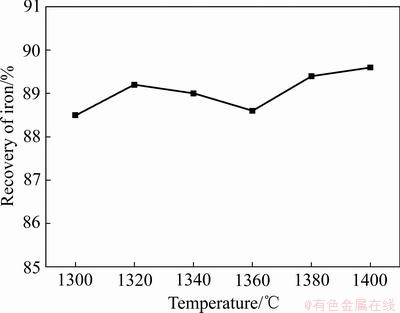
ͼ4 ��ͬ�¶������Ļ�����
Fig. 4 Iron recovery at different temperatures
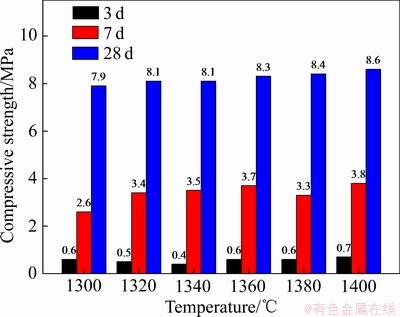
ͼ5 ��ͬ�¶��½�������ˮ����Ŀ�ѹǿ��
Fig. 5 Compressive strength of cementitious material at different temperatures
2.2 ʯ�Ҷ�ͭ����ԭ�����������ع���Ӱ��
��ʵ�鿼����100 gͭ����1400 �桢ú̿13 g�����£�15��21��27��33��39��45 gʯ�Ҷ�ͭ����ԭ�����������ع���Ӱ�졣
�ԱȲ�ͬʯ�����������Ļ����ʣ�������ͼ6��ʾ����ͼ6�п�֪������ʯ�Һ����IJ������ӣ���ԭ�������Ļ����ʳ��������Ӻ������ȶ������ơ���ʯ�Һ�����15 g���ӵ�45 gʱ�����Ļ����ʴ�83.8%�ﵽ89.6%����ʯ�Һ������ӵ�ǰ�ڶ�����ԭ��Ӱ��Ƚ����ԣ�����Խ��Խ�������Է��֣�ʯ�Һ������������������Ļ�ԭ������Ҫ����ʯ�ҵļ���ʹͭ���е�������ת��Ϊ���и߹����εĸƹ���������ԭ�����ʯ��״̬���ٽ���ú̿�����Ļ�ԭ���ӽ����֪�����˵�ʯ����Ӧ��Ϊ33~45 g��
ͼ7��ʾΪ��ͬʯ�Һ����½�������ˮ����Ŀ�ѹǿ�ȡ���ͼ7�п�֪��28 d������ʯ�Һ��������ӣ���ѹǿ�ȳ��������Ӻ͵����ơ���ʯ�Һ�����15 g���ӵ�39 gʱ����ԭ���Ʊ��������Ͽ�ѹǿ����7.2 MPa���ӵ� 9.7 MPa����ʯ�Һ�����39 g���ӵ�45 gʱ����ԭ���Ʊ��������Ͽ�ѹǿ����9.7 MPa�½��� 8.6 MPa��3 d�������Ͽ�ѹǿ����0.5~0.7 MPa֮�䲨������û�����ԵĹ��ɡ�7 d�����˲��ϵĿ�ѹǿ����3 dʱ�����˲��ϵĿ�ѹǿ����������˽϶࣬��2.6~4.2 MPa֮�䡣����ʯ�Һ���������7 d��Ŀ�ѹǿ����28 d������ͬ�����ƣ�˵����ǰ��ʯ�Һ�����������������߽������ϵĿ�ѹǿ�ȣ���ʯ�Һ�����������ʹ��ԭ���д��ڹ�����CaO��CaOˮ��ʱ�����ͣ���ɻ�ԭ���IJ��ȶ���ʹ�俹ѹǿ���½�����ˣ�Ϊ�˵õ��������Ը��õĻ�ԭ�����ۺ�ʯ�Һ���������ԭ��Ӱ�죬�����˵�ʯ�Һ�����Ϊ39 g��
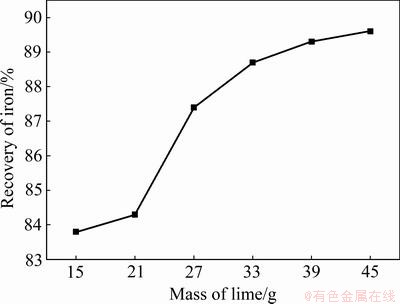
ͼ6 ��ͬʯ�����»�ԭ�������Ļ�����
Fig. 6 Recovery of iron under different lime content
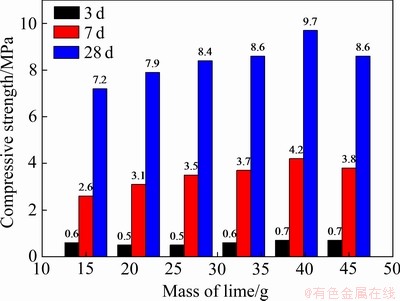
ͼ7 ��ͬʯ�Һ����½�������ˮ����Ŀ�ѹǿ��
Fig. 7 Compressive strength of cementitious material under different lime contents
2.3 ú̿��ͭ����ԭ�����������ع���Ӱ��
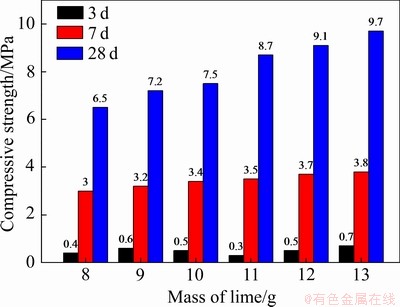
�ڽ���ʯ�Ҷ�ͭ����ԭ�����������ع���Ӱ���ȷ����ʯ�Һ�����39 gʱ�����ͽ������ϵĿ�ѹǿ��Ч���Ϻá���ú̿�����Ļ�ԭ����Ҳ��Ϊ��Ҫ����˱�ʵ�鿼����100 gͭ����1400 �桢ʯ��39 g�����£�8��9��10��11��12��13 gú̿��ͭ����ԭ�����������ع���Ӱ�졣
ͼ8��ʾΪ��ͬú̿���������Ļ����ʡ���ͼ8�п�֪����ԭ��ú̿��8 g���ӵ�13 gʱ�����Ļ�������59.8%���ӵ�89.6%�����Ļ���������ú̿�����Ӷ����ӡ���ú̿��Ϊ8~11 gʱ�������ٶ�Ҫ��ú̿��Ϊ11~13 gʱ�Ŀ졣ú̿�����������������Ļ�ԭ�������ʯ�Ҷ�����ԭ��Ӱ�죬ú̿����Ӱ��Ƚϴ�
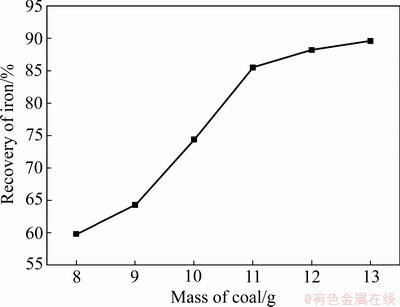
ͼ8 ��ͬú̿���������Ļ�����
Fig. 8 Recovery of iron at different coal contents
ͼ9��ʾΪ��ͬú̿���������ͽ�������ˮ����Ŀ�ѹǿ�ȡ���ͼ9�п�֪�����Ż�ԭ��ú̿���������ӣ����ͽ�������ˮ��3 dʱ�Ŀ�ѹǿ����0.3~0.7 MPa��Χ�ڲ�������ʱ����ԭ��������������ˮ���Ÿոտ�ʼ��ˮ����Ӧ������ȫ����ԭ���д���һ����ˮ�֣��ܸ������ظ��űȽϴ����Գ��ֳ����Ĺ��ɲ�����ô���ԡ����ͽ�������ˮ��7 d��28 d�Ŀ�ѹǿ������ʯ�ҵĺ������Ӷ����ӣ����ֳ����������ơ���ԭ��ú̿������������������ͽ������ϵĿ�ѹǿ�ȣ��Ҷ��俹ѹǿ��Ӱ���Ϊ���ԡ�����ú̿��ͭ����ԭ�����������ع���Ӱ�죬��8~13 g̽���ķ�Χ�ڣ�ѡ��ú̿13 g��Ϊ���ˡ�
��ͭ���ĸ��»�ԭ-�����ع��Ĺ����У��¶ȴ�С��ʯ�Һ�����ú̿���������Ļ�ԭ�ʺͻ�ԭ���Ʊ������ͽ������Ͽ�ѹǿ�ȶ���Ӱ�졣��ұ���¶�Ϊ1300~1400 �淶Χ�ڣ������¶ȵ����ߣ����Ļ�ԭ�ʺͿ�ѹǿ�Ⱦ����ӡ�ʯ�Һ���������������ͭ�������Ļ�ԭ�����Ǽ�������ʯ�ң�CaO����ڻ�ԭ���У�ˮ������Ca(OH)2���侧��ǿ�ȵ��ȶ��Բ�Ӷ��ή�ͽ������ϵĿ�ѹǿ�ȡ�ú̿���������Ӷ����Ļ�ԭ�ʺͽ������ϵĿ�ѹǿ��Ӱ���Ϊ���ԣ��Զ��߶��ٽ����ã�ͭ���е�����ԭ��Խ�ߣ�ʹ��ԭ���е�������Խ�٣�Խ�����������ع����������������ʡ���100 gͭ�����л�ԭ����������ʯʱ���¶�Ϊ1400 �桢ʯ��39 g��ú̿13 g�����£����Ļ����ʴ�89.6%��������Ļ�ԭ�������Ʊ��Ľ������Ͽ�ѹǿ��28 d�ﵽ9.7 MPa��
ͼ9 ��ͬú̿�����½������ϵĿ�ѹǿ��
Fig. 9 Compressive strength of cementitious material at different coal contents
2.4 ��ԭ�����ȶԽ������Ͽ�ѹǿ�ȵ�Ӱ��
Ϊ���о���ԭ�����ȶԽ������ϵ�Ӱ�죬ȡ6����1400 �桢ʯ��39 g��ú̿13 g�����»�ԭ����������Ļ�ԭ����ÿ��100 g��������ʽ������ĥ�����ֱ���ĥ40��60��80��100��120��140 min�������ȷֲ����2��ʾ(����d10��d50��d90Ϊ��������Ϊ10%��50%��90%�������� Ϊ��������Ϊ10%~90%��ƽ������)��
Ϊ��������Ϊ10%~90%��ƽ������)��
��2 ��ͬ��ĥʱ���»�ԭ���������ֲ�
Table 2 Particle size distribution of reducing slag under different grinding time
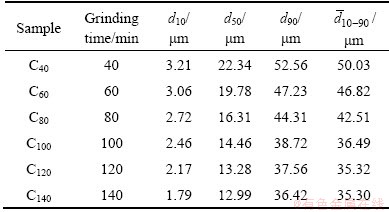
�ӱ�2���Կ�����������ĥ��ʱ�����ӣ���ԭ����d10��d50��d90�����������ļ�С�����⣬�������Կ�����������ĥʱ������������Ĵ�С���������ȶ���
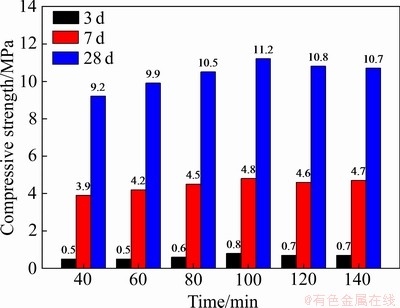
ͼ10��ʾΪ��ͬ��ԭ�������½������ϵĿ�ѹǿ�ȡ��ɱ�2��ͼ10��֪��������ĥʱ����ӳ�����ԭ����������С�����Ʊ��Ľ���������3 d��7 d��28 d�Ŀ�ѹǿ�ȳ��ֳ���������С�����ɽ�Ϊ���ԣ���������28 dʱ�����������������Ҫԭ�����ڣ����Ż�ԭ�������ļ�С����ȱ����������������ԭ���Ľ������ԣ�����ԭ��������Сʱ�������ž۵������±ȱ������С�������˻�ԭ���Ľ������ԡ����⣬��1400 �桢ʯ��39 g��ú̿13 g�����¶Ա�ͼ7��9��10��ѹǿ�ȿ�֪����ԭ����������С�����ڴٽ����ͽ������ϵ�ˮ����Ӧ�������Ż�ԭ����������С�����ִٽ����ļ�����������������ԭ��������������ԽСԽ�á�����ĥ��100 minʱ����ԭ���Ʊ��Ľ������ϻ�����ã���28 d��ѹǿ�ȴﵽ11.2 MPa��
ͼ10 ��ͬ��ԭ�������½������ϵĿ�ѹǿ��
Fig. 10 Compressive strength of cementitious material with different particle sizes of reducing slag
2.5 ��ԭ���Ʊ����ͽ������ϵĻ��Է���
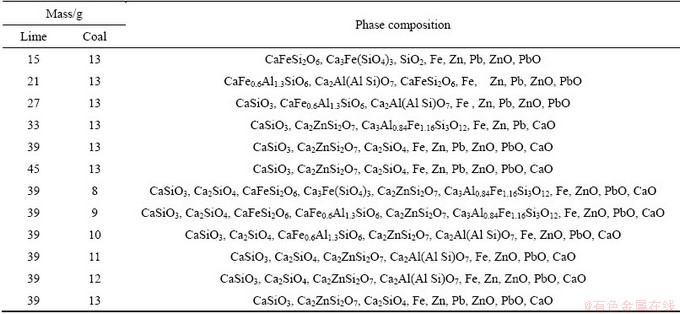
��1400 �������¶Բ�ͬʯ�Һ�ú̿�����Ʊ��Ļ�ԭ������XRD������ɽ��м��������������3��ʾ��
��XRD�������������ʯ�Һ��������ӣ��γɵĻ�ԭ����������������仯����ʯ�Һ�����10 g���ӵ�33 gʱ����ԭ����Ҫ�Թ������ơ��������ơ�SiO2����ʽ���ڡ�����ʯ�Һ��������ӣ�������������ʧ����ʯ�Һ�����33 g���ӵ�45 gʱ������������Ҳ����ʧ���γ�CaSiO3��Ca2ZnSi2O7��Ca2SiO4�ȸ߸ƹ����Ρ����������ʯ�Һ��������ӣ���ԭ��������ӹ���������ת��ΪCaSiO3��Ca2SiO4����Щ����Ծ��н����������ʡ����⣬�ڻ�ԭ���г��ֵ�CaO��˵��ʯ����CaOû����ȫ�������Ƶĺϳ��С����Ż�ԭ��ú̿���ϵ����ӣ�������ԭ�������������ڻ�ԭ����Ҳ����ʧ����ú̿��8 g���ӵ�10 gʱ��Ca3Fe(SiO4)3��CaFeSi2O6�е�������ԭ���γɹ��������ʣ�����Ca2Al(Al Si)O7����ú̿������10 g���ӵ�11 gʱ��CaFe0.6Al1.3SiO6�е�������ԭ��������ʧ����ú̿��11 g���ӵ�13 gʱ����ԭ���г���������ԭ���⣬��������Zn��Pb�Ļ�ԭ��
�Ի�ԭ���Ʊ������ͽ�������ˮ��28d�����SEM������������ͼ11��ʾ�������׳ɷּ�ⷢ�֣�������������ҪԪ�غ�Ca��Na��Si��O��Ԫ�أ������Ʋ��Ǿ��н����Ե�ˮ�����������ʡ�����ò�۲���������ԭ���ڼ��ˮ�����������״���ṹ�Ƚ����ܣ����������Ե��ѷ죬��ʱ�Ľ������Ͽ�ѹǿ�ȴﵽ���
�Ի�ԭ���Ʊ������ͽ������Ͻ���FTIR�����������ͼ12��ʾ��ͼ�в���Ϊ3425��1643 cm-1����OH�����������壬����1066��988��936��918��861��716 cm-1����S��O��Si �ǶԳ�������O��Si��O�Գ��������������մ���557 cm-1����ΪSi��O��������������մ����ԱȻ�ԭ�����佺�����ϵ�FTIR����ͼ��Si��O��Si���������Ա����˵������������ṹ�Գ��Խ��ͣ���ӳ�˻�ԭ���ڼ�������·���ˮ����Ӧ��ʹԭ���ᾧ���õĹ���������ת��Ϊ�ᾧ�Բ��ˮ�������Ρ�
��3 ��ͬʯ�Һ�ú̿�����»�ԭ�����������
Table 3 Phase composition of reducing slag with different lime content
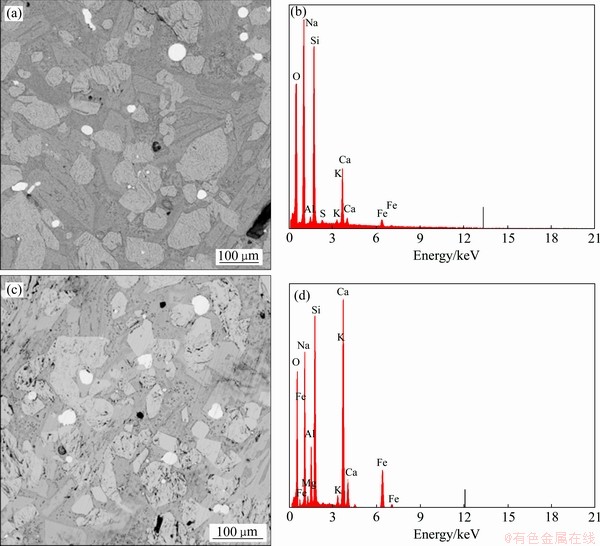
ͼ11 ��ԭ���Ʊ��Ľ�����������ò������
Fig. 11 Micro morphologies and energy spectra of cementitious material prepared by reducing slag
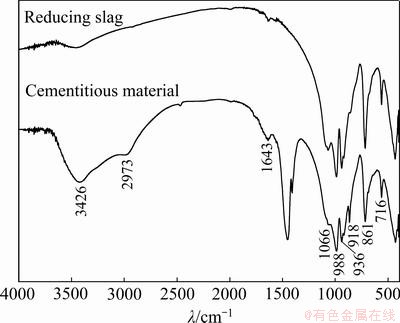
ͼ12 ��ԭ�����Ʊ��Ľ������ϵ�FTIR�Ա�
Fig. 12 FTIR curves comparison of reducing slag and prepared cementitious material
2.6 ���ͽ��������ڿ�ɽ������Ӧ��
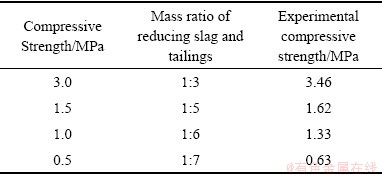
��������ʵ�����ݿ�֪�����¶�Ϊ1400 �桢ʯ��39 g��ú̿13 gʱ�����Ļ����ʴ�89.6%��������Ļ�ԭ�������Ʊ������ͽ������Ͽ�ѹǿ��28 d�ﵽ9.7 MPa����ˮ��������ͽ������ϵĿ�ѹǿ�ȵͣ���Զ���ڿ�ɽ����Ҫ����ˣ����Խ���ԭ����βɰ�����Ʊ������ڿ�ɽ�������ͽ������ϣ����ɽ��俹ѹǿ��Ҫ�����Ը���ij��ɽ��
��4����Ϊ����ij��ɽ���Ҫ�������ͽ������Ͽ�ѹǿ�ȡ��ӱ�4�п�֪�����ڿ�ɽ��4�ֲ�ͬҪ��ͨ����ԭ����βɰ��Ⱦ��ܴﵽ��
��4 ����ij��ɽ���Ҫ�������ͽ�������28 d�Ŀ�ѹǿ��
Table 4 Requirements for filling of mine in Fujian Province and compressive strength of new cementing material at 28 d
3 ����
1) ��ͭ��ұ��������ͭ��1300~1400 �淶Χ�ڣ����Ļ����ʳ�����85%����������ͭ����ԭ��������Ҫ��28 d��������ˮ����ѹǿ�������¶ȵ����߶������ӣ����ұ��ʵ�����������������˵��¶�Ϊ1400 �档
2) ���ʯ�Һͻ�ԭ��ú̿�ǻ�ԭ�������ع��Ĺؼ����ء����������Ŷ��ߺ����IJ������ӣ����������ڻ�ԭ�������Ļ����ʣ�����������������ͽ������ϵĿ�ѹǿ�ȡ������ʯ�Ҷ�����ԭ��Ӱ�죬ú̿����Ӱ��Ƚϴ�ԭ��ú̿�������俹ѹǿ��Ӱ���Ϊ���ԡ�
3) ���Ż�ԭ����������С�����Ʊ��Ľ������Ͽ�ѹǿ�ȳ��ֳ���������С������ĥ��100 minʱ���Ի�ԭ���Ʊ��Ľ�������28 d�Ŀ�ѹǿ�ȴﵽ11.2 MPa����Ȼ���˵������������ӽ������ϵĿ�ѹǿ�ȣ�����ʹ�����ɱ����ӡ���ˣ����ڻ�ԭ����������Ҫ�ۺϿ��ǡ�
4) ���¶�1400 �桢ʯ��39 g��ú̿13 g�����£����Ļ����ʴ�89.6%��������Ļ�ԭ���Ʊ��Ľ������ϵĿ�ѹǿ��28 dʱ�ﵽ9.7 MPa�����û�ԭ����βɰ�����Ʊ������ڿ�ɽ���Ľ������ϣ���28 d��Ŀ�ѹǿ�Ⱦ������ɽ�����Ҫ��
REFERENCES
[1] ��۷�, ������, ������. ͭ��������ֵ�ֱ�ӻ�ԭ���ѡ����[J]. �й���ɫ����ѧ��, 2011, 21(5): 229-234.
YANG Hui-fang, JING Li-li, DANG Chun-ge. Iron recovery from copper slag with lignite-based direct reduction followed by magnetic separation[J]. The Chinese Journal of Nonferrous Metals, 2011, 21(5): 229-234.
[2] �� ��, �� ��, ������, ������, �� ��. ͭ���������������������о�[J]. �й���ɫұ��, 2009(1): 71-74.
LIU Gang, ZHU Rong, WANG Chang-an, WANG Zhen-zhou, WANG Zhen-zhou, GAO Feng. Experiment of molten oxidation iron extraction in copper slag[J]. China Nonferrous Metallurgy, 2009(1): 71-74.
[3] �� �, ���컪, ������, �� ��, ��ѧ��. ͭ���м۽����ۺϻ����о���չ[J]. ����������ұ��, 2014, 42(6): 50-56.
WANG Chen, TIAN Qing-hua, WANG Qin-meng, LI Dong, GUO Xue-yi. Research progress in comprehensive recovery of valuable metals from copper slag[J]. Metal Materials and Metallurgy Engineering, 2014, 42(6): 50-56.
[4] BEHNOOD A, GHAREHVERAN M M, ASL F G, AMERI M. Effects of copper slag and recycled concrete aggregate on the properties of CIR mixes with bitumen emulsion, rice husk ash, Portland cement and fly ash[J]. Construction and Building Materials, 2015, 96: 172-180.
[5] �ܺ���, ������, ���ȹ�, �� ��, �ķ���, ������, ������. ͭ��������ֵ�ѡ�������������[J]. ����ۺ�����, 2009(2): 8-11.
CAO Hong-yang, FU Nian-xin, WANG Ci-gong, ZHANG Li, XIA Feng-zhong, SUI Zhi-yong, FENG Nai-xiang. Selective precipitation and separation of Fe components from copper smelting slags[J]. Multipurpose Utilization of Mineral Resource, 2009(2): 8-11.
[6] EDWIN R S, SCHEPPER M D, GRUYAERT E, BELIE N D. Effect of secondary copper slag as cementitious material in ultra-high performance mortar[J]. Construction and Building Materials, 2016, 119: 31-44.
[7] WANG Z C, WANG Z C, XIA H C, WANG H F. Analysis of hydration mechanism and microstructure of composite cementitious materials for filling mining[J]. Journal of Wuhan University of Technology (Mater Sci Ed), 2017, 32(4): 910-913.
[8] YANG X, GAO Q, YANG Z, TIAN L P. Activator proportion for a new filling cementitious material of full tailings in Jinchuan mine[J]. Electronic Journal of Geotechnical Engineering, 2015, 20(8): 2097-2106.
[9] �ź���, ��ٻ��, ������, �� ��, ��־ΰ, �οƳ�, ����Ƽ. ͭ��-ˮ�ิ�Ͻ���������ѧ�����о�[J]. ������ͨ��, 2017, 36(5): 1634-1645.
DU Hai-yun, MA Qian-min, GUO Rong-xin, YAN Feng, LIN Zhi-wei, HE Ke-cheng, HUANG Li-ping. Mechanical properties of Portland cement-copper slag compound cementitious material[J]. Bulletin of the Chinese Ceramic Society, 2017, 36(5): 1634-1645.
[10] MURARI K, SIDDIQUE R, JAIN K K. Use of waste copper slag, a sustainable material[J]. Journal of Material Cycles and Waste Management, 2015, 17(1): 13-26.
[11] LI J X, YU Q J, WEI J X, ZHANG T S. Structural characteristics and hydration kinetics of modified steel slag[J]. Cement and Concrete Research, 2011, 41(3): 324-329.
[12] ZHANG N, LIU XM, SUN HH, LI L T. Evaluation of blends bauxite-calcination-method red mud with other industrial wastes as a cementitious material: Properties and hydration characteristics[J]. Journal of Hazardous Materials, 2011, 185(1): 329-335.
[13] ZHANG N, LIU X M, SUN H H, LI L T. Pozzolanic behavior of compound-activated red mud-coal gangue mixture[J]. Cement and Concrete Research, 2011, 41(3): 270-278.
[14] SANJAY K, KUMAR R, BANDOPADHYAY A. Mechanical activation of granulated blast furnace slag and its effect on the properties and structure of Portland slag cement[J]. Cement and Concrete Composites, 2008, 30(8): 679-685.
[15] CHEN Z, LU S, TANG M, DING J, BUEKENS A, YANG J, QIU Q, YAN J. Mechanical activation of fly ash from MSWI for utilization in cementitious materials[J]. Waste Management, 2019, 88(1): 182-190.
[16] BERNAL S A, GUTIERREZ R M, RODRIGUEZodr��guez E D. Alkali-activated materials: Cementing a sustainable future[J]. Ingenier��a y Competitividad, 2013, 15(2): 211-223.
[17] SINGH J, SINGH S P. Development of alkali-activated cementitious material using copper slag[J]. Construction and Building Materials, 2019, 211(30): 73-79.
Preparation of new cementitious material by reduction and activation of copper slag and its application in mine filling
ZHU Mao-lan1, XIAO Ni2, TANG Liang-chun1, ZHONG Shui-ping2, L�� Xu-long2, CHI Xiao-peng2
(1.School of materials science and engineering, Xiamen Institute of Technology, Xiamen 361024, China;
2. College of Zijin Mining, Fuzhou University, Fuzhou 350108, China)
Abstract: Copper slag was used as the research object, coal was used as reducing agent, lime was used as activator, and iron was recovered by high temperature smelting reduction, and slag phase reconstruction activation were carried out. The effects of different reduction temperature, reducing agent coal and activator lime on the cementitious strength of reducing slag were studied. The results show that, within the temperature range of copper slag produced by copper pyrometallurgy, it can meet the requirements of iron recovery. Lime and reducing agent play key roles in the phase reconstruction of reducing slag. In addition, under the conditions of 1400 ��, lime 39 g and coal 13 g, the recovery rate of iron reaches 89.6%, and the compressive strength of the cementitious material produced by the reduction slag used for preparation reaches 9.7 MPa in 28 d. Moreover, the compressive strength of the new cementitious material prepared by mixing reducing slag and tailings after 28 d meets the requirements of mine filling.
Key words: copper slag; reconstruction activation; cementitious material; compressive strength
Foundation item: Project(51704153) supported by the National Natural Science Foundation of China
Received date: 2020-06-30; Accepted date: 2020-09-30
Corresponding author: ZHONG Shui-ping; Tel: +86-15280385768; E-mail: zspcsu@163.com
(�༭ ����)
������Ŀ��������Ȼ��ѧ����������Ŀ(51704153)
�ո����ڣ�2020-06-30�������ڣ�2020-09-30
ͨ�����ߣ���ˮƽ�����ڼ�������ʦ����ʿ���绰��15280385768��E-mail��zspcsu@163.com
ժ Ҫ����ͭ��Ϊ�о�����ú̿��Ϊ��ԭ����ʯ����Ϊ�������ͭ�����и������ڻ�ԭ�������������ع�����о��˲�ͬ�¶ȡ�ú̿��ʯ�Һ�������ԭ�����ȶ����Ļ����ʺͽ������Ͽ�ѹǿ�ȵ�Ӱ�졣�����������ͭ��ұ��������ͭ���¶ȷ�Χ�ڣ���������ͭ����ԭ��������Ҫ��ʯ�Һͻ�ԭ���ڻ�ԭ���������ع������˹ؼ����á����⣬���¶�Ϊ1400 �桢ʯ��39 g��ú̿13 g�����£����Ļ����ʴ�89.6%���Բ����Ļ�ԭ���Ʊ��������ϵĿ�ѹǿ��28 dʱ�ﵽ9.7 MPa�����һ�ԭ����βɰ�����Ʊ������ͽ������ϣ���28 d��Ŀ�ѹǿ�Ⱦ������ɽ�����Ҫ��
