
DOI: 10.11817/j.issn.1672-7207.2015.03.013
������ĭ�ߴ�PDFģ�͵�ͭ��ѡ���̼�ҩ��Ԥ�����
�Ƴ��ͣ���ΰ������ƽ����������������
(���ϴ�ѧ ��Ϣ��ѧ�빤��ѧԺ������ ��ɳ��410083)
ժ Ҫ��
һ�����临�ӵ�������ѧ���̣����Խ�����Ч�Ļ���ģ�ͣ����ҩ���Զ�������û��ֱ�����۲ο�������ʵ�֣�Ŀǰ�����˹�ͨ���۲���ĭ״�����п��ƣ�ҩ�����Ĵ��Ҹ�ѡ�������ȶ���Ϊ���Ż���ѡҩ�����������ȶ���ѡ״̬��ʵ�ּ�ҩ���Ż����ƣ����һ�ֻ�����ĭ�ߴ�����ܶȺ���(PDF)�ļ�ҩ��Ԥ����Ʒ�����ͨ��������ĭ�ߴ�PDFģ�ͣ��Ը�ѡ��ĭ�ߴ�ֲ�Ϊ����Ŀ��, ���ù���Ԥ������㷨�ƽ�Ŀ����ĭ�ߴ�PDF��ʵ�ּ�ҩ�����ơ��о�������������ù���Ԥ������㷨���Ժܺõظ�����ĭ�ߴ�����ܶȺ�����ʵ�ּ�ҩ���Զ����ơ�
�ؼ��ʣ�
��ѡҩ������ĭ�ߴ�PDFģ����Ȩֵ����ҩ��������
��ͼ����ţ�TP273 ���ױ�־�룺A ���±�ţ�1672-7207(2015)03-0856-08
Predictive control of reagent-addition amount based on PDF model of bubble size in copper roughing flotation process
TANG Zhaohui, WANG Wei, LIU Jinping, GUI Weihua, YANG Chunhua
(School of Information Science and Engineering, Central South University, Changsha 410083, China)
Abstract: Considering that froth flotation is an extremely complex physical and chemical process, it is difficult to establish an effective mechanism model, and the automatic control of the reagent-addition amount is difficult to be achieved in the lack of direct evaluation criterion as the reference, so currently the reagent dosage is still mainly controlled by manually observing the froth status, which leads to large reagent consumption and unstable flotation operation condition. In order to optimize the reagent-addition operation in the flotation process, make the flotation state stable and achieve the optimal reagent-addition control, a reagent dosage predictive control method was proposed based on probability density function (PDF) of bubble size. In this method, the PDF model of bubble size was established. Taking the flotation bubble size distribution as the control objective, the generalized predictive control algorithm was used to approach the target bubble size PDF so as to achieve the optimal reagent dosage control. The experimental results show that the generalized predictive control algorithm can well track the probability density function of the bubble size, which can consequently achieve the automatic control of the reagent-addition amount.
Key words: flotation reagents; bubble size PDF model; weights; reagent dosage control
��ѡ�ǿ����������㷺��һ��ѡ�����漰���临�ӵ�������ѧ���̣���ʵ�ʵĿ��︡ѡ�����У��о���IJ���������Ҫͨ���۲측ѡ�۱�����ĭ�Ӿ���Ϣ����ɸ�ѡ���̲���[1]��������ͼ��������������IJ��Ϸ�չ�����û����Ӿ�������ȡ��ѡ��ĭͼ��������Ӿ��������ܼ�ʱ������ѡ��������Ϊ��ѡ�Ż������ṩָ��[2]����Ϊ����Ҫ����ĭ�Ӿ�����֮һ����ѡ��ĭ�ߴ������������︡ѡ���������ܵ���ص���Ϣ[3]���о���������ѡ��ĭ�ߴ�ֲ���Ϊ��ĭ�ߴ���������Ҫ������ʽ���븡ѡ���̼�ҩ��ֱ����أ��ܹ�ֱ�ۡ��ۺϵط�ӳ��ѡ����״��[4-6]����ˣ��о���ѡҩ������������ĭ�ߴ�ֲ��Ĺ�ϵģ�ͣ�ȷ����ҩ���ļ����������Ż���ѡ�����ܣ���߾���Ļ����ʣ�����ѡҩ����������������Ϊ��ѡ����ҩ�����ģ���߾���Ч�档��ͳ�ĸ�ѡ��ĭ�ߴ��������þ�ֵ������ȱ���ʱ�����������������Ϣ��ʧ����ˣ����IJ�����ĭ�ߴ�����ܶȺ���PDF(probability density function)��Ϊ�о�������ĭ�ijߴ�ֲ��ܺܺõر�����ĭֱ����������Ϣ��Xu��[7-8]������ĭ�ߴ�ֲ������PDF����ͳ�Ʒ����������һ���µĸ�ѡ���̹��ϼ�����Ϸ�����Liu��[9]��Ϊ��ѡ��ĭ��������ֱ�������PDF�븡ѡҩ����������������أ��������һ�ֻ��ڸ�ѡ��ĭ�������ݳߴ綯̬�ֲ���������Ӧѧϰ������ҩ������״�������IJ���״̬����ʶ����̷���[10]��B������������������ĭ�ߴ�ֲ�����ȡȨֵ����PDF�Ż�ǰ��������������ȡ�˸��õ�Ч��������������ķ�����û���漰��ѡ��ҩ�����Զ����ơ���ѡ��ĭ�ߴ�ֲ���һ�ַǸ�˹�ֲ�������ֲ�ϵͳ����Ϊ����ֲ�ϵͳ����Դ���ϵͳ��Wang��[11-12]���������ֲ�ϵͳ�����ܶȺ������Ƶĸ�����ֱ����ƿ�������ʹϵͳ��������ܶȺ�����״���ٸ��������ܶȺ�����״�ķ�����ϵͳ�ؽ����˶��ֽ�ģ�����Ʒ�����ģ��Ԥ�����(model predictive control��MPC)��չѸ�٣���Ϊһ�����ͼ���������㷨�����㷨ֱ�Ӳ����ڹ�ҵ���̿��Ƶ�ʵ��Ӧ�ã������빤ҵӦ�õĽ��ܽ���в������ƺͳ��졣����Ԥ�����(generalized predictive control��GPC)�㷨��һ������Ӧģ��Ԥ����Ʒ��������߶�ģ�Ͳ�������ʶ���������ʵ�ֶಽԤ������Ż�����ˣ�GPC���й���ģ��Ԥ����ƺ�����Ӧ���Ƶ��ص㡣��������þ��и��ٲ����Ĵ�ͳ������ģ�Ͷ�����ʵ�����߱�ʶ����ͨ�����벻�ȵ�Ԥ��Ϳ���ˮƽ��ʹϵͳ����Ƹ����������ڶ���������(multiple-input multiple- output��MIMO)�Ĺ��̣�һ����Ϊ����淶�ͽ����ѣ����������ѿ�ͨ����Ĺ淶��֮һ���Խ���������[13-14]�����������Ȳ��û���B�������������ܶȹ��Ʒ�����ϳ���ѡ��ĭ��С�ĸ����ܶȷֲ�����ü�������ܶȺ�����Ȩֵ��ͨ��Ȩֵ���ɱ�����ĭ�ijߴ�ֲ�������Ϣ�����ͭ��ѡ���̾���Ʒλ�븡ѡҩ��������֮�����ǿ�����ԡ���ȷ���ԣ�������Ʒ������Ը���ҩ�����Ż��趨ֵ�����⣬���ø�ѡ��ĭ�ߴ�ֲ��븡ѡҩ��֮����ڹ���������ģ��������ϣ������ܿ��Իع���ֻ���ƽ��ģ��(controlled auto-regressive integrated moving-average��CARIMA)������ģ��Ԥ������㷨���ٿ��Ƹ�ѡ��ĭ�ijߴ�ֲ�������������ѡҩ������������
1 ��������
1.1 ͭ��ѡ����
ijͭ��ѡ����ѡ������ͼ1��ʾ��ͭ������ڽ�������븡ѡҩ��(Z200������Ҫ�ɷ�Ϊ���ʰ�������������һ�ָ�Ч�IJ��ռ����Կ�ʯ���кܺõ�ѡ���Ժ�����ķ���Ч��������������ֱ��Ӱ��ͭ�ķ�������)���л�ϣ��Ⱦ���ͭ��ѡ���ϲ���ĭ�ڽ������ۺ���о�ѡ��ɨѡ���������ڽ������ۺ�����ѡ����ˣ�ͭ��ѡ��Ϊͭ��ѡ�ķֽ��Լ�ͭ�����ĸ������̣��両ѡЧ��ֱ��Ӱ��������ѡ���̵�Ч������ѡҩ����Ϊ�������ÿ�ʯ����ʯ�Ĺؼ�ҩ�����ڸ�ѡ������������Ҫ�����ã���Ҳ�Ǿ�����ѡ���ܵĹؼ����أ���ˣ��ڳ�ʼ�������ҩ�������������Ե���Ϊ��Ҫ��

ͼ1 ijͭ��ѡ����ѡ����ͼ
Fig. 1 Flowchart of copper flotation factory
1.2 ��ҩ������ĭ�ߴ�ֲ�
Ŀǰ���ֳ����˵��ڸ�ѡҩ��������������Ҫ��ͨ�����۹۲측ѡ������ĭ��С�ķֲ������У��Դﵽ���Ÿ�ѡЧ������ѡ���̵�ҩ���������븡ѡ��ĭ�ijߴ�ֲ�����������ء�Gupta��[15]���о���������ѡҩ���������Է�ֹ���ݵĺϲ�������Ӱ����ĭ�����ѣ�ҩ��������ֱ��Ӱ���pH��pH��Ӱ����ĭ�������Ӷ�Ӱ����ĭ�ijߴ�ֲ���������ˣ���ĭ�ijߴ���Ϣ�ۺϷ�ӳ�˸�ѡҩ�����������������ͬ��ҩ������ĭ�ߴ�ֲ���ͼ2����ͼ2�ɼ�����ͭ��ѡ�ȶ�������Z200��ͬ������ʱ��Ӧ����ĭ�ߴ�ķֲ������ҩ���Ӷ�ʱ��ĭ��࣬�ڹ̶��ĸ�ѡ���ڣ���ĭ���ѹ�����ݳߴ�ͻ��С���ߴ�ķֲ��ͻ���ͼ2(c)��ͼ2(d) �ݻ���
�ڴ�ͭ��ѡ�Ĵ�ѡ�����У��ں�����pH��Χ��(���������������£�pHΪ10.6~11)�£����ݳߴ�ֲ���Ҫ��Z200��������Ӱ�졣�����ĭ�ߴ�ֲ�Ϊ�Ǹ�˹�ֲ����ص㣬�ɲ���B�����������������������ܶȺ���[16]��

ʽ�У� ΪȨֵ������uΪ��ҩ����
ΪȨֵ������uΪ��ҩ���� ΪB������������
ΪB������������ Ϊÿ��B�������������������Ȩֵ��NΪ������ϸ����ܶȺ�����B�����������ĸ�����
Ϊÿ��B�������������������Ȩֵ��NΪ������ϸ����ܶȺ�����B�����������ĸ�����
��ˣ���ѡ��ĭ�ijߴ�ֲ�����Ȩֵ���� �����������Z200�������ĸ�ѡ���̿�����ʽ����������
�����������Z200�������ĸ�ѡ���̿�����ʽ����������
 (2)
(2)
ʽ�У� ��
�� ��
��
 ��
�� ��
�� ΪZ200��������
ΪZ200��������

ͼ2 ��ͬ��ҩ������ĭ�ߴ�ֲ�
Fig. 2 Bubble size distribution under different dosage
����ʽ(2)�ɽ�ͭ��ѡ��ѡ��ҩ��������CARIMAģ�ͽ���������
 (3)
(3)
ʽ�У� ��
�� ��
��
 ��
�� ��
�� ΪȨֵ������
ΪȨֵ������ Ϊϵͳ������
Ϊϵͳ������ =1-z-1��
=1-z-1��
2 ϵͳ�����ļ�����ʶ
ģ��(3)��ֻ��Ҫ�������ѡ��ĭ�ߴ����������ܶȺ���(��B�����������е�Ȩֵ )��
)�� ��
�� ��
�� ����ͨ��Ԥ������㷨����Z200����������
����ͨ��Ԥ������㷨����Z200����������
2.1 ��ĭ�ߴ�����ܶȺ�������
���ڹ�ҵ�������ȡ���ĸ�ѡ��ĭͼ���轫��ָ��Ի�ø������ݵijߴ���Ϣ��Yang��[17-18]�øĽ��ķ�ˮ��ָ��㷨�ڸ�ѡ��ĭ�ķָ���ȡ�������õ�Ч����Ϊ��ѡ��ĭ�ߴ����ȡ�춨�˻�����B����������һ���ĺ����������������Աƽ�һ�����⾫�ȵĺ���������ѡ�����(3��)B�������������亯����ʽ���£�
 (4)
(4)
 (5)
(5)
���У�H(x)ΪHeaviside������s=j-3��
����B������������������Ͻ������һ���������������ѡ��ĭ�ߴ�X�ĸ����ܶȺ��� ��
��
���ڸ�ѡ��ĭ�ߴ�ֲ���Χ�ȽϹ㣬Ϊ��ͳһ�ֲ���Χ�������㣬����ĭ�ߴ�X���й�һ����������[0, 1]ƽ�ֳ�n(n=N-1)�ȷ֣�0=t0��t1������tn=1��ÿ���ָ���ΪB�����������Ľڵ㡣
Ϊ���ڼ��㣬��[0, 1]��Χ�����߷ֱ���չ2����t-2��t-1��tn+1��tn+2��ͨ������Ϊ ��
�� ��
�� ��
�� ������
�����У� Ϊ1����С��ֵ��
Ϊ1����С��ֵ��
���ݸ����ܶȺ��������ʣ�Ȩֵ������������2��Լ��������
 (6)
(6)
���ڸ���������ֲ����� ��B��������������N��Ȩֵ�������е�����ʽ����õ�[19]��
��B��������������N��Ȩֵ�������е�����ʽ����õ�[19]��
 (7)
(7)
��ͬ��B��������������N����ϳ���ͬ���ȵ�PDF��ͨ����ʽ�ɻ�����ŵ�PDF��

 (8)
(8)
��ˣ���ѡ��ĭ�ߴ�X�ĸ����ܶȺ����ļ��㲽�����¡�
����1������ĭ�ߴ�����Xl��һ����[0, 1]��Χ�ڣ�N=3��
����2��ȷ��B�����������ڵ�t�����ݸ�����B��������������N����[0, 1]ƽ�ֳ�n(n=N-1)�ȷ֣��������߷ֱ���չ2���㣬��������
����3�����ݵ���ʽ(7)����õ�Ȩֵ��
����4������ʽ(4)��(5)����B����������������ʽ(8)����ME�Ƿ�Ϊ����ֵ����������N=N+1���ظ�����1~4�����ǣ�����в���5�ļ��㡣
����5������ʽ����õ���ĭ�ߴ������ĸ����ܶȺ�����
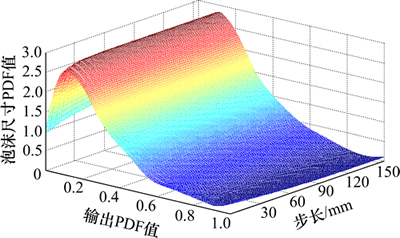
ͼ3(a)��ʾΪͭ��ѡͼ����B���������ܶȺ��������㷨�õ���ĭ��С�����ܶȺ�������ͼ3(b)��ʾ(B��������������Ϊ10(��N=10))����Ӧ��Ȩֵ���1��ʾ��
2.2 CARIMAģ�Ͳ�����ʶ
��ͭ��ѡ����������ͺ�Ʒλ��ͬʱ��CARIMAģ�Ͳ��������ʱ�䡣����CARIMAģ���еĶ������δ֪����ʱ��ʱ���ɲ������¾����������� (ϵͳ�����仯�Ͽ�ȡֵΪ0.95)�ĵ�����С���˷���
(ϵͳ�����仯�Ͽ�ȡֵΪ0.95)�ĵ�����С���˷���

ͼ3 B���������ܶȺ����������ݳߴ�
Fig. 3 Bubble size probability density function estimation based on B-spline basis function
��1 ����B�����ĸ����ܶȹ���Ȩֵ
Table 1 Probability density estimation weights based on B-spline

 (9)
(9)
ʽ�У�
 ��
�� ��
�� ��
��
����ѡ��ǰ��������͵������仯�ҿ���Ч���ϲ�ʱ�����ʹ�ô��㷨��������ϵͳ������ʶ��
3 ��ҩ��Ԥ�����
3.1 ϵͳ���ƽṹ
��ͼ1����ʾ��ͭ��ѡ�����У���ѡ�ײ���ĭͼ��ͨ���������ȡ�����øĽ��ķ�ˮ��ָ��㷨��ø������ݳߴ���Ϣ�����ñ���������B���������ܶȺ������Ʒ�����ñ�����ĭ�ߴ�ֲ���Ȩֵ���������ݵ�ǰ�趨�ijߴ�ֲ�Ȩֵ���� ����ǰ��������ѡ�ײ���ĭ�ߴ�ķֲ�״��(
����ǰ��������ѡ�ײ���ĭ�ߴ�ķֲ�״��( )�Լ�ǰ����ʱ�̵ļ�ҩ��������CARIMAģ�͵�GPC�㷨���ڽ�����ڸ�ѡҩ����������������GPC�㷨��MPC��ϵͳ���ƿ�ͼ��ͼ4��ʾ����ÿһʱ�̣�����Ȩֵ��������
)�Լ�ǰ����ʱ�̵ļ�ҩ��������CARIMAģ�͵�GPC�㷨���ڽ�����ڸ�ѡҩ����������������GPC�㷨��MPC��ϵͳ���ƿ�ͼ��ͼ4��ʾ����ÿһʱ�̣�����Ȩֵ�������� �����ữ���õõ���������IJο��켣��������w����Ԥ���������������
�����ữ���õõ���������IJο��켣��������w����Ԥ��������������� ��Ƚ��γ�ƫ����������e���پ��������Ż��õ���ʱ�̸�ѡҩ��������������
��Ƚ��γ�ƫ����������e���پ��������Ż��õ���ʱ�̸�ѡҩ�������������� ��
��
3.2 ģ�Ϳ����㷨
����1��������ʵ�ֵĺ�m������n������Ķ���������Խ�������ʽ��ʾ�ĶԽ���CARIMAģ�ͣ�
 (10)
(10)
ʽ�У� ��
�� ����Ϊn�Ĺ���
����Ϊn�Ĺ��� �Ķ���ʽ��
�Ķ���ʽ�� Ϊ
Ϊ ά����ʽ��dijΪ��i��������ڵ�j������Ĵ��ͺ�
ά����ʽ��dijΪ��i��������ڵ�j������Ĵ��ͺ� ��y(t)��u(t)��
��y(t)��u(t)�� �ֱ��ʾ���������;�ֵΪ0�İ��������С�
�ֱ��ʾ���������;�ֵΪ0�İ��������С�
�ڱ�֤�����ܶȺ�����ʧ������ڸ��ٿ��ơ����ټ�������ǰ���£��ڴ�ȷ��B��������������Ϊ10(��N=10)���ɸ����ܶȺ������������������Լ������(ʽ(6))��֪����10��Ȩֵ�����У�ֻ��9��Ϊ���ɱ���������1������ʽ(6)���㡣��ͭ��ѡ��ҩ��Ԥ�����ϵͳ��һ�����롢10�����SIMO���̾Ϳɷֽ�Ϊ9�������뵥���(SISO)���ӹ��̣�
 (11)
(11)
Ϊ��ǿϵͳ��³���ԣ��������µ�����ʱ�����Ŀ�꺯����
 (12)
(12)
ʽ�У� Ϊ���Ԥ�ⳤ�ȣ�MΪ���Ƴ��ȣ�
Ϊ���Ԥ�ⳤ�ȣ�MΪ���Ƴ��ȣ� Ϊ����0�Ŀ��Ƽ�Ȩϵ����
Ϊ����0�Ŀ��Ƽ�Ȩϵ���� Ϊ�ο��켣����������
Ϊ�ο��켣����������

ͼ4 ϵͳ���ƿ�ͼ
Fig. 4 Block diagram of system control structure
Ϊ�˽����ữ���ƣ����Ƶ�Ŀ�IJ���ʹ���ֱ�Ӹ����趨ֵ�����Ǹ��ٲο��켣���ο��켣����ʽ������
 (13)
(13)
ʽ�У� ��
�� ��
�� �ֱ�Ϊ�趨ֵ������Ͳο��켣����ֵ��Ϊ�ữϵ����
�ֱ�Ϊ�趨ֵ������Ͳο��켣����ֵ��Ϊ�ữϵ����
��ʽ(10)�ɵõ���i�������CARIMAģ�͵ı���ʽ��
 (14)
(14)
���붪��ͼDioaphantine���̣�
 (15)
(15)
ʽ�У� ��
�� ��
�� ��
��
��ʽ(12)����ͬʱ����� ����ʽ(15)�ɵ�ʱ��t��k����Ԥ�ⷽ�����£�
����ʽ(15)�ɵ�ʱ��t��k����Ԥ�ⷽ�����£�

 (16)
(16)
��δ�������Ԥ�⣬�ɺ���δ����������Ӱ�죬��

 (17)
(17)
�� ��
��
�ɵõ�ȫ��������Ԥ�����ʽ���£�
 (18)
(18)
��С��Ŀ�꺯������Ϲ����Ż�ԭ��GPC���ƹ�����Ա���Ϊ
 (19)
(19)
���У�KΪ �ĵ�1�У�wΪ�ο��켣������fΪ��������ֵ���ɵ�����������
�ĵ�1�У�wΪ�ο��켣������fΪ��������ֵ���ɵ�����������
4 ��ҵ���ݷ�������֤
4.1 ����������ѡ��
�ữ���ӵ�ѡȡӰ��ϵͳ�Ķ�̬��Ӧ����������������������ʱ���ữ�������ο��켣w�����趨ֵ������ϵͳ����ƽ���������ữ������Сʱ���ο��켣w�����趨ֵ�ӿ죬ϵͳ����ϴ���֮���ϵͳ��ɽϴ�ij����������ʵ�����������У�ͭ��ѡ����Z200�����������ߺ��ͻή��ѡЧ����������������Ϲ�������������һ����Χ�ڡ�Ϊ����ҩ����������ϵͳ�ij�������ýϴ���ữ����=0.9��Ϊ�˼ӿ�ϵͳ����Ӧ���������ý�С�Ŀ���������Ȩ���� ��
��
Ԥ�ⳤ�ȵ�ѡȡֱ�ӹ�ϵ��ϵͳ���ȶ��ԺͶ�̬���ԣ�ϵͳ�Ķ�̬���ܻ������С������֮������Ԥ�ⳤ��ʱ������ϵͳ�Ķ�̬�������³���ԣ������ͬʱ�����Ӽ���ʱ�䣬�����㷨��Ч�ʡ���ѡҩ�����Ӻ��辭��0.5 h���Ҳ������ײ��з�ӳ�������нϴ��ʱ�ͣ�ϵͳ��������Ϊ5 min��Ϊ���ٵ����趨ֵ������CARIMAģ�͵�ϵͳʱ��d=4��Ԥ�ⳤ��Nu=8�����Ƴ���M=4��
4.2 �����������
�ɼ�ͭ��ѡ����2011-05��2011-09������̶�Ʒλ�ȶ�ʱ���ڵļ�ҩ������ѡ��ĭͼ������2 400����ѡȡ�����ȶ�����µ�����ʱ��β�������1 000��������õĸ�ѡ��ĭͼ�����ȷ�ָ��Եõ����ݳߴ磬�����ñ��Ļ�������С��B���������ܶȺ������Ʒ������ÿ��ͼ����ĭ�ߴ�����ܶȺ�����Ӧ��B����Ȩֵ����Ը�ѡ��ҩ������ϵͳ���ص㣬������Ϊ����ʱ��ϵͳ��ͨ�������������ӵĵ�����С���˷����߱�ʶCARIMAģ�͵IJ�����
��ѡȡ�����ȶ�ʱ���¶�������Ľ�ģ�����Ʒ������з�����֤��Z200����ǰ�����ĭͼ���ͼ5����ͼ5�ɼ�����8:00ʱ��ͭ��ѡ�ļ�ҩ��Ϊ180 mL/min������ĭ�ķֲ����ڼ�ҩ�����١���ĭ�ߴ���߾Ӷ࣬��ѡЧ��һ�㣬�����ʽϵ͡�����һ��ʱ��ļ�ҩ�����ڣ���10:30ʱ��ĭ���ȶ�����ĭ�ߴ�ֲ����ȣ���ѡ������������ĭ�ؿ����ϸߣ����������ӡ����ñ�ʶ����õ�����ģ�ͣ�����GPC�����㷨����10:30ʱ����ĭ�ߴ�ֲ�ΪĿ��ֲ�����



ͼ5 Z200����ǰ�����ĭͼ��
Fig. 5 Froth images before and after of regulation of Z200
�Դ˶μ�ҩ�����̽��з��棬���ҩ����������ͼ6��ʾ����ĭ�ߴ�ֲ��ĸ��ٹ�����ͼ7��ʾ����ͼ6��ͼ7��֪�����㷨����Ч�ظ�����Ȩֵ�ı仯���ܸ������ʵ�ҩ��������������Ԥ�������Ч�����˹���ҩ��ʱ���������������¸�ѡ�������ȶ�������Ʒλ�͡��ڴ˶�ʱ���ڣ��˹���ҩ���������ñ�����������Զ���ҩ�㷨���ҩ���������ԱȽ�����2��ʾ���ɱ�2�ɼ������㷨����Ч����ҩ������������

ͼ6 ��ѡҩ��Z200�������仯
Fig. 6 Changes of flotation reagent Z200 dosage
ͼ7 ͭ��ѡ��ĭ�ߴ�PDF����
Fig. 7 Bubble size PDF tracking in copper roughing flotation process
��2 ҩ�����ĶԱ�
Table 2 Contrast of reagent consumption

5 ����
1) ���û���B���������ĸ����ܶȹ��Ʒ����ܺܺõ���ϳ���ѡ��ĭ��С�ĸ����ܶȷֲ������ܹ�������ڼ�������ܶȺ�����Ȩֵ����ͨ��Ȩֵ���ɱ�����ĭ�ijߴ�ֲ�������Ϣ��
2) ��ѡ������������ʯ����IJ�ͬ��ϵͳ��ģ�Ͳ���Ҳ����֮�ı䣬���ù���Ԥ������㷨�������߲�����ʶ�ܶ�̬�ؽ�����ѡ���̼�ҩ������ģ�͡��÷����ܹ���Ч��ͨ���������ݵĽ�ģ�Ϳ��Ʒ�����ʵ�ָ�ѡ������ĭ�ߴ�����ܶȺ����ĸ��ٿ��ƣ�Ϊ��һ���о����ָ�ѡҩ��ϵͳ�еĽ�ģ�Ϳ��Ʒ����Լ�ʵ�ָ�ѡ���̼�ҩ�����Ż����Ƶ춨������
�ο����ף�
[1] Moolman D W, Eksteen J J, Aldrich C, et al. The significance of flotation froth appearance for machine vision control[J]. International Journal of Mineral Processing, 1996, 48(3): 135-158.
[2] ������, ������, ��¸�, ��. ���ڻ����Ӿ��Ŀ��︡ѡ���̼�ؼ����о���չ[J]. �Զ���ѧ��, 2013, 39(11): 1879-1888.
GUI Weihua, YANG Chunhua, XU Degang, et al. Machine-vision-based online measuring and controlling technologies for mineral flotation: A review[J]. Acta Automatica Sinica, 2013, 39(11): 1879-1888.
[3] Aldrich C, Marais C, Shean B J, et al. Online monitoring and control of froth flotation systems with machine vision: A review[J]. International Journal of Mineral Processing. 2010, 96(1/2/3/4): 1-13.
[4] Yoon R H. The role of hydrodynamic and surface forces in bubble�Cparticle interaction[J]. International Journal of Mineral Processing. 2000, 58(1/2/3/4): 129-143.
[5] Nguyen A V, Phan C M, Evans G M. Effect of the bubble size on the dynamic adsorption of frothers and collectors in flotation[J]. International Journal of Mineral Processing, 2006, 79(1): 18-26.
[6] Yang C H, Xu C H, Gui W H, et al. Application of high light removal and multivariate image analysis to color measurement of flotation bubble images[J]. Int J of Imaging Systems and Technology, 2009, 19(4): 316-322.
[7] Xu C, Gui W, Yang C, et al. Flotation process fault detection using output PDF of bubble size distribution[J]. Minerals Engineering, 2012, 26: 5-12.
[8] ������, �Ž���, ���ӻ�, ��. �������PDF�ĸ�ѡ���ϼ�����Ϸ���[J]. ���ƹ���, 2012, 19(2): 307-310.
GUI Weihua, DU Jianjiang, XU Canhui, et al. Flotation fault detection and diagnosis method based on output PDF[J]. Control Engineering of China, 2012, 19(2): 307-310.
[9] Liu J, Gui W, Tang Z, et al. Recognition of the operational statuses of reagent addition using dynamic bubble size distribution in copper flotation process[J]. Minerals Engineering, 2013, 45: 128-141.
[10] ̷��, ��ΰ, �Ƴ���, ��. �������ݳߴ綯̬PDF��ͭ��ѡҩ������������Ӧ���о�[J]. �����Ӧ���о�, 2015, 32(1): 138-141.
TAN Zhen, WANG Wei, TANG Zhaohui, et al. Study on application of copper rougher flotation reagent-addition assessment based on dynamic bubble size PDF[J]. Application Research of Computers, 2015, 32(1): 138-141.
[11] Wang H. Bounded dynamic stochastic systems: modeling and control[M]. London: S pringer-Verlag, 2000: 1- 40.
[12] �ܾ���, ����. ��������ܶȺ��������Ÿ��ٿ���: ������B-����ģ��[J]. ����������Ӧ��, 2005, 22(3): 369-376.
ZHOU Jingling, WANG Hong. Optimal tracking control of the output probability density functions: Square root B-spline model[J]. Control Theory & Applications, 2005, 22(3): 369-376.
[13] ���氲, �ҽ�. �Խ�CARIMAģ�Ͷ��������Ԥ�������ϵ��ֱ���㷨[J]. �Զ���ѧ��, 2007, 33(1): 59-65.
LI Qi��an, CHU Jian. Direct algorithm for multivariable generalized predictive controller��s coefficients of diagonal CARIMA model[J]. Acta Automatica Sinica. 2007, 33(1): 59-65.
[14] ���氲, ����. �Խ�CARIMAģ�Ͷ��������Ԥ����ƽ������[J]. �㽭��ѧѧ��(��ѧ��), 2013, 47(10): 1764-1769.
LI Qi��an, JIN Xin. Approximate decoupling multivariable generalized predictive control of diagonal CARIMA model[J]. Journal of Zhejiang University(Engineering Science), 2009, 24(3): 330-334.
[15] Gupta A K, Banerjee P K, Mishra A, et al. Effect of alcohol and polyglycol ether frothers on foam stability, bubble size and coal flotation[J]. International Journal of Mineral Processing, 2007, 82(3): 126-137.
[16] Yue H, Zhou J, Wang H. Minimum entropy of B-spline PDF systems with mean constraint[J]. Automatica, 2006, 42(6): 989-994.
[17] Yang C, Xu C, Mu X, et al. Bubble size estimation using interfacial morphological information for mineral flotation process monitoring[J]. Transactions of Nonferrous Metals Society of China, 2009, 19(3): 694-699.
[18] Zhou K, Yang C, Gui W, et al. Clustering-driven watershed adaptive segmentation of bubble image[J]. Journal of Central South university of Technology, 2010, 17(5): 1049-1057.
[19] Zong Z, Lam K Y. Estimation of complicated distributions using B-spline functions[J]. Structural Safety, 1998, 20(4): 341-355.
(�༭ �²ӻ�)
�ո����ڣ�2014-04-05�������ڣ�2014-06-22
������Ŀ(Foundation item)��������Ȼ��ѧ�����ص�������Ŀ(61134006)��������Ȼ��ѧ��������������Ŀ(61071176��61272337)�����Ҵ����о�Ⱥ���ѧ����������Ŀ(61321003)���ߵ�ѧУ��ʿѧ�Ƶ�ר����л���(������)������Ŀ(20130162110013) (Project(61134006) supported by the National Natural Science Foundation of China; Projects(61071176, 61272337) supported by the General Program of the National Natural Science Foundation of China; Project(61321003) supported by National Innovative Research Groups of Science Fund; Project(20130162110013) supported by the Doctoral Program of Higher Education Research Fund(Doctoral Category))
ͨ�����ߣ��Ƴ��ͣ���ʿ�����ڣ���ʿ����ʦ���������ܿ��ơ�������Ϣ���������ӹ�ҵ���̹�����ϵ��о���E-mail: zhtang@csu.edu.cn
ժҪ��������ĭ��ѡ��һ�����临�ӵ�������ѧ���̣����Խ�����Ч�Ļ���ģ�ͣ����ҩ���Զ�������û��ֱ�����۲ο�������ʵ�֣�Ŀǰ�����˹�ͨ���۲���ĭ״�����п��ƣ�ҩ�����Ĵ��Ҹ�ѡ�������ȶ���Ϊ���Ż���ѡҩ�����������ȶ���ѡ״̬��ʵ�ּ�ҩ���Ż����ƣ����һ�ֻ�����ĭ�ߴ�����ܶȺ���(PDF)�ļ�ҩ��Ԥ����Ʒ�����ͨ��������ĭ�ߴ�PDFģ�ͣ��Ը�ѡ��ĭ�ߴ�ֲ�Ϊ����Ŀ��, ���ù���Ԥ������㷨�ƽ�Ŀ����ĭ�ߴ�PDF��ʵ�ּ�ҩ�����ơ��о�������������ù���Ԥ������㷨���Ժܺõظ�����ĭ�ߴ�����ܶȺ�����ʵ�ּ�ҩ���Զ����ơ�
[2] ������, ������, ��¸�, ��. ���ڻ����Ӿ��Ŀ��︡ѡ���̼�ؼ����о���չ[J]. �Զ���ѧ��, 2013, 39(11): 1879-1888.
[8] ������, �Ž���, ���ӻ�, ��. �������PDF�ĸ�ѡ���ϼ�����Ϸ���[J]. ���ƹ���, 2012, 19(2): 307-310.
[13] ���氲, �ҽ�. �Խ�CARIMAģ�Ͷ��������Ԥ�������ϵ��ֱ���㷨[J]. �Զ���ѧ��, 2007, 33(1): 59-65.
[14] ���氲, ����. �Խ�CARIMAģ�Ͷ��������Ԥ����ƽ������[J]. �㽭��ѧѧ��(��ѧ��), 2013, 47(10): 1764-1769.
