
���±��: 1004-0609(2005)05-0688-06
��ѹ�۷�����Sn-Ag-Cuϵ��Ǧǥ�ϵ���ѧ����
���ュ1, Ǯ����1, �� ��2
(1. ��������ҵ��ѧ �ִ������������������ص�ʵ����, ������ 150001;
2. ����������﹤ҵ����˾, ���� 518101)
ժ Ҫ��
Sn-Ag-Cuϵ�Ͻ������п������Sn-Pbǥ�ϵ���Ǧǥ�ϡ� ������һ�ֲ�������ѧ���ܵ��·���, ��ͨ��ѹ���Ǿ�ȷ������ͬ����������ѹ�ӵ�ѹ�����h������غ�F�Ĺ�ϵ��ȷ��ǥ�ϵĵ���ģ��E�������������ָ��m�� �������: �������ʶ�ǥ�����ѹ��F-h���ߺ�ѹ�����������Ҫ��Ӱ��; Oliver-Pharr����ȷ����ǥ�ϵ���ģ��ȡ����ж�ع��̶�����������ء� ����ѹ�������������ѹ�����Ӳ�Ⱥ����Ӧ������, �Ӷ�����ǥ�ϵ������������ָ���� Sn-3.5Ag-0.75Cu��Sn-3.0Ag-0.5Cuǥ�����ѹ�۲��Ա����Ͻ�ɷ�Ӱ��Sn-Ag-Cuϵ��Ǧǥ�ϵ���ѧ���ܡ�
�ؼ���: ��Ǧǥ��; ѹ��; ����ģ��; �����������ָ��; Sn-Ag-Cuϵ ��ͼ�����: TG146.1
���ױ�ʶ��: A
Measurement of mechanical properties of Sn-Ag-Cu series lead-free solder alloy by using micro-indentation
WANG Feng-jiang1, QIAN Yi-yu1, MA Xin2
(1. State Key Laboratory of Advanced Welding Production Technology,
Harbin Institute of Technology, Harbin 150001, China;
2. Yik Shing Tat Industrial Co., Ltd., Shenzhen 518101, China)
Abstract: Sn-Ag-Cu series alloy is considered as the lead-free alternative to lead-tin alloys. A new method was introduced to measure the mechanical properties, i.e. modulus of elasticity and creep strain rate sensitivity by using depth-sensing micro-indentation with the influence of loading rates on load��displacement (F-h) relationship. The resulting indentation F-h curves are loading-rate-dependent and have varying creep penetration depths during the same hold time. The derived modulus of elasticity values with Oliver-Pharr method from unloading curves are loading rate-independent. The creep strain rate sensitivity can be determined from the relationship between the creep hardness and creep strain rate by the definition of ��work of indentation��. Also, micro-indentation tests on two Sn-3.5Ag-0.75Cu and Sn-3.0Ag-0.5Cu lead-free solder alloys show a slight influence of alloy composition on mechanical properties for Sn-Ag-Cu series solder.
Key words: lead-free solder; micro-indentation; modulus of elasticity; creep strain rate sensitivity; Sn-Ag-Cu series
SnPbǥ��(�ر���63Sn37Pb), ����еͳɱ��� ��������ѧ���ܺͺ�������, ��ΪĿǰ���ӷ�װ����װ����Ҫ��ǥ�����ϡ� ����, ����Pb�����弰������Σ��, ŷ������ȷ2006��7��1���Ժ��ڵ��ӹ�ҵ�н�ֹPb��ʹ��[1]�� ���, ΪѰ��63Sn37Pb����ǥ�ϵ����Ʒ, �����������Ͽ������о�����������Pbǥ��[2-4], ��Ҫ������Sn-Ag, Sn-Cu, Sn-Bi, Sn-Zn�ȶ�Ԫ����Ԫ��Sn��ǥ�ϳɷ��ڡ� ����Ȼ, �о���Pbǥ�ϵ�Ŀ�IJ�ֻ�Ǽ��ṩһ�����Ʒ, ����Ҫ��֤��Ǧǥ�ϵ���ѧ���ܡ� �������ܼ��亸��Ŀɿ����ܹ��봫ͳ63Sn37Pbǥ����ȡ� ��ǥ�ϵĻ�е���ܶ���, һ����ñ������������, ���������������Ǧǥ�ϵIJ��Խ��൱��ʱ�ַ�Ǯ�� ���, ϣ���ܹ�����һ�ּ��ķ�����������Ǧǥ�ϵ���ѧ���ܡ�
ѹ�۲���Ϊ������������ṩ�˿��ܡ� ��Ϊһ�ּ� ��Ч�����۲�����ѧ���ܵ��ֶ�, ѹ��ʵ�鼰��Ӧ�����н��������ʷ[5]�� ͨ��ѹ��ʵ�����Ӳ�Ⱥ�ѹ����ȵļ�ж�ع�ϵ, ��ò��ϵĵ���ģ���� ����Ӧ������Ӳ��ָ����[6]�� ������, ����ʵ�鼼���ķ�չ��ʵ��������ȵ����, ���ǿ����������ײ�ν��о�ϸ��ѹ��ʵ���о�(��ѹ�ۺ�����ѹ��)�Ի����Ҫ�IJ�������ָ�ꡣ ���, ѹ��ʵ��Ϊ�о���Ǧǥ�ϵ���ѧ�����ṩ��һ����Ч�IJ����ֶΡ�
ͬʱ, �ڽ���ǥ�Ϻ���Ŀɿ���������, ǥ�ϵ���������ǵ��º����ڲ��������ƺ�����ʧЧ�ĸ���ԭ��[7], ���, ��Ǧǥ�ϵĻ�����ѧ���ܰ������Ժ�ճ����(���)������, ����Ǧǥ�ϵ�ѹ�۲���Ӧ����ѹ�������̡� ѹ�۲��Թ��������õ��Ļ�������Ϊ�غ�-λ��(F-h)����, ���ڳ�ʼж���������ڵ���ж��, Oliver-Pharr����ͨ������ж�����ߵij�ʼ����ȷ�����ϵĵ���ģ��, ���õ��˹㷺����֤[8, 9]; ���ϵ�ѹ�����ʵ�鼰��F-h���߷�����û����Ӧ�ı�, Ŀǰѹ�����ʵ�鷽����Ҫ�к��غɷ�[10]�� ��������ʷ�[11]�� ���������/�غɷ�[12], ����ͨ��F-h���߷����õ����ϵ�������ܲ���Ҳû�к��ʵķ����� ����ǥ��������ܵ�Ӧ�����������, ����������ǥ��ѹ�۹����в��ò�ͬ�ļ������ʵ��̶��غ�, Ȼ����ú��غɷ�����ѹ��������, �����������-���غ�����, �����������ʶ�ѹ������Ӱ��, ������ѹ����������ĸ��������Ǧǥ�ϵ�������ܲ�����
1 ʵ��
1.1 ���Բ���
ʵ��ѡ�����ֲ�ͬ�ɷֵ���Ǧǥ��: Sn-3.5Ag-0.75Cu��Sn-3.0Ag-0.5Cu�� Sn-Ag-Cu��Ǧǥ��ϵ���������ź��ʵ��۵�(217~221��)�� ���õĿɺ����ܡ� ����Ŀ�������ܶ����п��ܳ�Ϊ�����ͳ63Sn37Pbǥ�ϵı���Ǧǥ��[13], ����, Ŀǰ��Sn-Ag-Cuϵ��Ǧǥ�Ϲ����ɷֻ���������[14], ���о���ѡ�������Sn-Ag-Cu��Ǧǥ�ϺϽ�ɷֶ����г��ϵõ��˴�̶ȵ�Ӧ�á� ��ѡ������Sn-Ag-Cuϵ��Ǧǥ�Ϲ������ձ�ǧס������˾, �����ߴ�Ϊ20mm��20mm��12mm�� ѹ�۲���ǰ��ǥ�Ͻ��л�е�⡢ 3%����ƾ���ʴ2~3s�� ��������ϴ��ȥ�������е���β㼰����Ĥ��
1.2 ���Բ���
ʵ������ѹ����Ϊ�ձ�Akashi��˾��MZT-4��, ���ع���Ϊ�غɿ�����, ѹͷ���ý��ʯBerkovichѹ�ӡ�
���ǵ�ǥ�ϺϽ�ĵ����������, ������ѹ�������ԡ� ���Թ�����, ���Ƚ�Berkovichѹ����10nm/s���ٶȽӴ���Ʒ�ı���, Ȼ����Էֳ�3����: �Ժ㶨�ļ�������ѹ����Ʒ, ֱ���ﵽԤ������غ�Fm; ������غ�Fm�±���5s�Խ������; ж��, ж��ʱ��Ϊ1s��
ǥ�ϺϽ����ڷǾ��ʲ���, ͼ1��ʾΪSn-3.0Ag-0.5Cu��Ǧǥ�ϵĵͱ����߱�����֯, �ͱ������¹۲쵽ǥ�����ɰ�ɫ�Ħ�-Sn�����ͻ�ɫ�Ĺ��������, ���������ڸ߱��������¿ɿ������ɦ�-Sn���ϸ��״�Ľ����仯�����ཻ���ֲ���, X�������������Щ�����仯������Cu6Sn5��Ag3Sn�� ������Ŀ�����С�ﵽ��������, ѹ�۲���ʱ������غɲ�������������ʱֻ���ǥ�ϵĵ������ѹ�۲���, ��˱�ѹ��ʵ���в��ô��غ�, ����غ�FmΪ500mN, ѹ��ʵ��֤��ǥ���ܹ��õ��ܺõľ�����Ӧ, �������ظ����������á� ���ǵ�ǥ�ϺϽ�����Ӧ�������������, �������ʷֱ�Ϊ0.25, 0.5, 1, 2, 5, 10, 20, 50��100mN/s��

ͼ1 Sn-3.0Ag-0.5Cu��Ǧǥ������֯
Fig.1 Microstructures of Sn-3.0Ag-0.5Cu
lead-free solder with different magnifications
2 ����ԭ��
��Ǧǥ�ϵ���ѧ���ܰ����˵��Ժ�ճ����(���), �����ϵʽΪ
![]()
ʽ�� ![]() Ϊ��Ӧ������;
Ϊ��Ӧ������;![]() Ϊ����Ӳ������;
Ϊ����Ӳ������; ![]() Ϊ���Ӧ������; EΪ����ģ��; nΪ���Ӧ������ָ��; AΪ���ϳ���; ��ΪӦ��;
Ϊ���Ӧ������; EΪ����ģ��; nΪ���Ӧ������ָ��; AΪ���ϳ���; ��ΪӦ��; ![]() ΪӦ���仯���ʡ�
ΪӦ���仯���ʡ�
ǥ��ѹ��ʵ���������Ľ��Ϊ�غɡ�λ������, ���������ṩ�˷ḻ����Ϣ���ڲ�����ѧ���ܵĵ���, ��������Ҫ�������ߵ����������ֶΡ�
2.1 ���ԽӴ�ѹ�۷���������ģ��(E)
ͼ2��ʾΪ��Ǧǥ��ѹ�۲������õ��ĵ����غɡ�λ������, ��Ϊ3����: ���ع��̡� ����غɱ��ֹ��̼�ж�ع��̡�
Oliver-Pharr���DZȽ��ձ���ܵ�ȷ������ģ����һ�ַ�ʽ, ��������ж�����ߵij�ʼ��Ϊ���Եġ� ͨ�����嵯�ԽӴ��ն�S(��ͼ2��ʾ)Ϊж�س�ʼ��ж�����ߵ�б��, �����˵���ģ���ļ���[8, 9]:
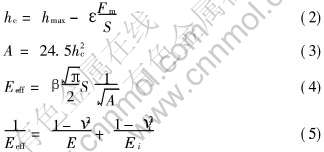
ʽ�� hcΪ�Ӵ����; hmaxΪ���ѹ�����; ��Ϊȡ����ѹ����״�ij���(��Berkovichѹ��, ��=0.72); ��Ϊѹ�ӷǶԳƵ�����ϵ��(��Berkovichѹ��, ��=1.034); AΪ�Ӵ����; Eeff����Ϊ��Ч����ģ��; E, �ͷֱ�Ϊʵ����ϵĵ���ģ���Ͳ��ɱ�(������ǥ�ϵ�ֵȡΪ0.3); Ei, ��i�ֱ�Ϊѹ�Ӳ��ϵĵ���ģ���Ͳ��ɱȡ� ��Ϸ���(2)~(4), ����ȷ����ʵ����ϵĵ���ģ����
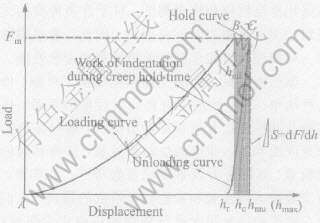
ͼ2 ǥ�ϺϽ�ĵ���ѹ������
Fig.2 Typical indentation load��depth
curve for rate-dependent creep solder alloy
2.2 ճ����(���)ѹ�۷����������������ָ��(m=1/n)
ͼ3��ʾΪSn-3.5Ag-0.75Cu��Ǧǥ�ϲ�ͬ���������µ����ѹ�����ߡ� ���ż������ʵ�����, ѹ�������������λ��Ҳ��������, ��ͼ3�в�ͬ������������������غɱ���5sʱ�����������ߡ� ǥ�ϵ����Ӧ����������ָ���ɴ��غɡ�λ�����ߵĺ��غɶ�ȷ���� ���о�����ѹ��������һ����ȥ����ǥ�ϺϽ��Ӧ����Ӧ���ϵ, �Ӷ��õ�ָ��m, ͼ2�и�����ѹ���������ʾ��ͼ��
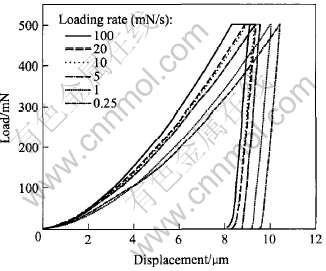
ͼ3 Sn-3.5Ag-0.75Cu��Ǧǥ��ѹ��
�������ʶ�ѹ�ۡ�λ�����ߵ�Ӱ��
Fig.3 Load��displacement indentation curves with different loading rates for Sn-3.5Ag-0.75Cu solder alloy
����Stilwell��Tabor��ѹ����������[15], ��ѹ��ʵ��ʱ�����غ������Ĺ���ӳ�˲����ܱ����(ѹ��һ��ʱ��ѹ�����)�ı仯[15, 16]�� ����Ӳ�ȷ�ӳ�˲��ϵ�Ӧ������, ���о��Ͳ�ȡ��ѹ�۹�����ֱ�ӵ�Ӳ����һ������ ���, ����غɴ�����һ��ʱ���������������������Ӳ�ȿ�����Ϊ
![]()
Wcr�ͦ�Vcr�ɷֱ��ʾΪ(��ͼ4��ʾ):

ʽ�� gΪBerkovichѹ�ӵ���״����(ȡ24.56); HcrΪ���Ӳ��; WcrΪ�������; ��VcrΪ���������; hmlΪ���ص�����غɴ�λ��; hmuΪ��ʼж�ص�λ�ơ�
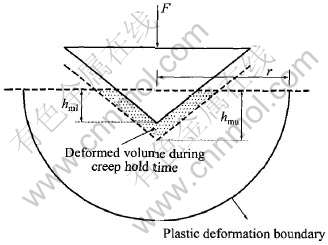
ͼ4 ѹ�۲��Թ������������ʾ��ͼ
Fig.4 Schematic of creep deformed
volume during hold time in indentation test
ͬʱ, ����ѹ�����Ӧ��, ��ͼ4������Ӳ�Ȳ���ʱ����һ������Johnson�����Ա߽�[17], ���������Թ����в��������������Ա��ζ����ڰ���֮��, ����֮����Ϊ�����ԡ� �������뾶c�ɱ�ʾΪ
![]()
ʽ�� ��yΪ����ǿ��(��y=H/3.0[18])�� �ڸ����������ʼ�Fm�����, Hcrһ��, ��������������Ҳ�̶��� �Ӷ����Զ����������е�Ӧ��:
![]()
ʽ�� VpΪ���Ա������; ��tΪ���ʱ��, ��ʵ����ǥ��ѹ�����ʱ���Ϊ5s��
������������, ͨ��F-h���߿���������ͬ�������������µ�lnH��![]() �����Թ�ϵ, �Ӷ��õ�ǥ�ϺϽ��Ӧ������ָ��n, ǥ�ϵ����Ӧ����������ָ��m=1/n��
�����Թ�ϵ, �Ӷ��õ�ǥ�ϺϽ��Ӧ������ָ��n, ǥ�ϵ����Ӧ����������ָ��m=1/n��
3 ��������
��ͼ3�������IJ�ͬ����������Sn-3.5Ag-0.75Cuǥ�����ѹ��F-h����, ���ͼ2���Կ���, �����а���3����Ҫ��λ�Ƶ�: hml, hmu, hr(ʣ��λ��), ͬʱ���������Ȧ�h(=hmu-hml)�� ͼ5��ʾΪSn-3.5Ag-0.75Cu��Sn-3.0Ag-0.5Cu��Ǧǥ�ϵĦ�h, hml��hmu��������ʵĹ�ϵ�� ���Է���, ���Ƕ���ѭ��ͬ�Ĺ���, ���ں㶨�ļ�����������������ѹ���غɵ�����, ѹ����ȳʷ���������, ���ﵽ����غ�Fm����һ��ʱ��ʱ, ������������ѹ����ȼ�������, �����ӵij̶�ȡ���ڼ������ʡ� ��һ����, ����ͬ�غ�������, ѹ��ʵ��ʱ���ع�������������ѹ�����(hml)��������ʵ����Ӷ�����, �෴����غɴ���������������(��h)����������ʵ����Ӷ����ӡ�

ͼ5 Sn-Ag-Cuϵ��ǥ�����ѹ�ۼ������ʶ�ѹ����ȵ�Ӱ��
Fig.5 Effects of loading rate on penetration
depth for Sn-Ag-Cu lead-free solder alloys
�ɷ���(6)��(10)���Էֱ�������ͬ���������µ����Ӧ�����ʼ����Ӳ�ȡ� ͼ6��ʾΪ���Ӧ�����������Ӳ�ȵĹ�ϵ�� ���Կ������ǵĶ���ֵ�����Թ�ϵ, �Ӷ�ȷ����Sn-3.5Ag-0.75Cu��Sn-3.0Ag-0.5Cu��Ǧǥ�ϵ����Ӧ����������ָ��m�ֱ�Ϊ0.0860��0.1111, ����Sn-3.5Ag-0.75Cu��Ǧǥ�ϵ�Ӧ������ָ��nΪ11.63, �ӽ�������[19]����������ֵ(n=12)�� ͬʱ, �ɷ���(4)��(5)���Լ������ͬ���������¶�Ӧѹ�����ߵĵ���ģ��(ͼ6), ���Կ���, ǥ�ϵĵ���ģ������ѹ�ۼ���������Ӱ��, ��ֻȡ����ж�����ߵij�ʼ����, ��ȷ����Sn-3.5Ag-0.75Cu��Sn-3.0Ag-0.5Cu��Ǧǥ�ϵ���ģ���ֱ�Ϊ12.0GPa��9.3GPa�� ��һ����, ����Ҳ�����˲�ͬ�ɷֵ�Sn-Ag-Cuϵ����Ǧǥ�ϼ����ѧ���ܻ��Ǵ����Ų�� ��ͼ1��ǥ�ϵ�����֯�ɿ���, �Ͻ�Ԫ��Ag��Cu��ǥ�����Խ����仯������ʽ��ɢ�ֲ���Sn������, ������ɢ�ֲ��Ľ����仯������������ǥ�ϵ�Ӳ�ȼ��俹�������, Ag��CuԪ�غ�������ߵ��½����仯�����ຬ��������, Ҳ�������ǥ�ϵĵ���ģ����Ӧ������ָ����

ͼ6 Sn-Ag-Cu��Ǧǥ��ѹ�����Ӧ����������ָ���뵯��ģ���ĵ���
Fig.6 Derived values of creep strain rate
sensitivity and modulus of elasticity for
Sn-Ag-Cu lead-free solders alloys
4 ����
1) ѹ���Ǿ��кܸߵ�λ�ƺ��غɷֱ���, Ϊ������Ǧǥ�ϵ���ѧ�����ṩ��һ���µ��ֶΡ� �ø÷�����ǥ�ϵĵ��Ժ�ճ����(���)����, ����������, ����Ʒ�ߴ�Ҫ��, ���Ҳ������ȸߡ�
2) Sn-Ag-Cuϵ��Ǧǥ�ϵ����ѹ�۲��Ա���, �������ʶ�ѹ��F-h�������������������Ӱ�졣 ���ż������ʵ�����, ���ع�����������ѹ����Ƚ���; �෴, ���ع��������������������ӡ�
3) Oliver-Pharr������ѹ��F-hж�����ߵķ���������ǥ�ϵĵ���ģ���� Sn-3.5Ag-0.75Cu��Sn-3.0Ag-0.5Cu��Ǧǥ�ϵĵ���ģ���ֱ�Ϊ12.0GPa��9.3GPa, ���Ҿ�����������ء�
4) ����ѹ��F-h��������������ѹ����������, �ɲ�ͬ���������µ����Ӳ�Ⱥ����Ӧ�����ʹ�ϵ������ǥ�����Ӧ����������ָ��, Sn-3.5Ag-0.75Cu��Sn-3.0Ag-0.5Cu��Ǧǥ�ϵ����Ӧ����������ָ���ֱ�Ϊ0.0860��0.1111��
5) ��Sn-Ag-Cuϵ��Ǧǥ�϶���, ���ںϽ�Ԫ��Ag��Cu���Խ����仯��������ʽ����, Ag��Cu�����ı仯�ᵼ��ǥ����ѧ���ܷ����仯��
REFERENCES
[1]Directive 2002/96/EC of the European Parliament and of the Council of 27 January 2003 on the restriction of the use of certain hazardous substances in electrical and electronic equipment[J]. Official Journal of the European Union, 2003, L37: 19-23.
[2]Glazer J. Metallurgy of low temperature Pb-free solders for electronic assembly[J]. International Materials Reviews, 1995, 40: 65-93.
[3]Abtew M, Selvaduray G. Lead-free solders in microelectronics[J]. Mater Sci Eng Reports, 2000, 27: 95-141.
[4]Suganuma K. Advances in lead-free electronics soldering[J]. Current Opinion in Solid State and Materials Science, 2001, 5: 55-64.
[5]Tabor D. Indentation hardness: Fifty years on a personal view[J]. Philo Mag A, 1996, 74(5): 1207-1212.
[6]Suresh S, Alcala J, Giannakopoulos A E. Spherical indentation of compositionally graded materials: Theory and experiments[J]. Acta Materialia, 1997, 45(4): 1307- 1321.
[7]Lau J H. Solder Joint Reliability: Theory and Application[M]. New York: Van Nostrand Reinhold, 1991. 85-93.
[8]Oliver W C, Pharr G M. An improved technique for determining hardness and elastic modulus using load and displacement sensing indentation experiments[J]. J Mater Res, 1992, 7: 1564-1583.
[9]Bolshakov A, Pharr G M. Influences of pileup on the measurement of mechanical properties by load and depth sensing indentation techniques[J]. J Mater Res, 1998, 13(4): 1049-1058.
[10]Mayo M J. Nanoindentation of nanocrystalline ZnO[J]. J Mater Res, 1992, 7(4): 973-979.
[11]Mayo M J, Nix W D. Micro-indentation study of superplasticity in Pb, Sn, and Sn-38wt% Pb[J]. Acta Metall, 1988, 36(8): 2183-2192.
[12]Lucas B N, Oliver W C. Indentation power-law creep of high-purity indium[J]. Metall Mater Trans A, 1999, 30A: 601-610.
[13]Richards B P, Levoguer C L, Hunt C P, et al. An Analysis of the Current Status of Lead-free Soldering[R]. NPL and ITRI Report, 1999.
[14]Ohnuma I. Phase equilibria and the related properties of Sn-Ag-Cu based Pb-free solder alloys[J]. J Electron Mater, 2000, 29: 1137-1144.
[15]Stilwell N A, Tabor D. Elastic recovery of conical indentations[J]. Proc Phys Soc, 1961, 78: 169-179.
[16]Tuck J R, Korsunsky A M, Bull S J, et al. On the application of the work-of-indentation approach to depth-sensing indentation experiments in coated systems[J]. Surf Coat Technol, 2001, 137: 217-224.
[17]Johnson K L. The correlation of indentation experiments[J]. J Mech Phys Solids, 1970, 18: 115-126.
[18]Tabor D. Hardness of Metals[M]. London: Oxford University Press, 1951. 38-43.
[19]Wiese S, Meusel E, Wolter K J. Microstructural dependence of constitutive properties of eutectic SnAg and SnAgCu solders[A]. 53rd ECTC[C]. 2003. 197-206.
�ո�����: 2004-11-08; ������: 2005-01-17
�����: ���ュ(1977-), ��, ��ʿ�о���.
ͨѶ����: ���ュ; �绰: 0769-6713876-181; E-mail: wangfj@hit.edu.cn
