
DOI��10.19476/j.ysxb.1004.0609.2018.12.03
����GTNģ�͵�þ�Ͻ����μ��������ʳ���
������1��������1���� ��1���º���2���Գ���2�����2
(1. ��ɽ��ѧ �����������װ�������չ��̼����о����ģ��ػʵ� 066004;
2. ��ɽ��ѧ �Ƚ���ѹ���μ������ѧ�������ص�ʵ���ң��ػʵ� 066004)
ժ Ҫ��
��AZ31Bþ�Ͻ��ӽ����������������ʳ��ι��̽����о������þ�Ͻ���̬�����������������Ԫ����ȷ��Ԥ����̬��þ�Ͻ���μ���Gurson-Tvergaard-Needleman(GTN)ģ�����˲�������þ�Ͻ����μ�Ϊ�о�������þ�Ͻ�GTN����ģ�ͣ���������Ԫ����ABAQUSģ������μ��ij��ι��̣�������ͬ���ղ����Թ����ں�Ϳ����������Ӱ�죬ȷ���˸����μ�����ѳ��ι��ղ����������þ�Ͻ����μ�����������ʳ���ģ�߲�չ����������飬�����������GTN����ģ�͵ķ����������Ǻϣ����������ģ���������˺ϸ�������
�ؼ��ʣ�
þ�Ͻ������μ���GTNģ��������������
���±�ţ�1004-0609(2018)-12-2413-09���� ��ͼ����ţ�TG386.43���� ���ױ�־�룺A
�������Գ�������Ҫ�������Զ��ѣ����Զ��ѹ��̿��Է�Ϊ3���Σ����ȣ��ھ��硢�ڶ���������ĸ����ϵĽ����λ���γ��ն�����Σ��ն����ϳ��������������������ٽ�ֵʱ������ʼ�����ۺϣ��γɺ�����ƣ����ϵij��������½���Ȼ�����[1]��������Ӧ�䣬�������������������ܶȵĴ�ͳ�Ķ�����û�п��Dz��϶��ѵ�ʵ�ʷ�չ���̣�һ����ֻ������һ���ض��ı��η�ʽ[2]������þ�Ͻ������������ڸ�����ʧЧһ�����ɿն�����ģ�������ѧ����Ҳ��Ҫ���ɿն��̶Ⱦ����ġ�����ϸ��������ѧ��GTN����ģ���ܹ��ܺõش��۽ǶȽ��Ͳ������˵IJ������ݻ����̣� ���Ҹ�ģ�Ϳ�����Ӧ������ȶ����Զ��ѵ�Ӱ��[3]������ѹӦ�����Լ�����ͣ�Ͳ���������չ�����Բ��ϵ����Ա�����������Ӧ��������ڸ��᷽��ľ���ֵ�������ߡ�GTN����ģ�ʹ��ۿ��κˡ�����;ۺϵĽǶȽ����˲��ϵ��ƻ������Ժ�����Ӧ�õ�����Ԫ��������ģ���С��ڵ������ص������£�һ�������õ�GTNģ�Ϳ���Ӧ�õ��ܶ��Ӧ����[4]����Ⱥ���[5]ͨ����������þ�Ͻ��¶�ЧӦ��������������þ�Ͻ������ȳ��μ���Ԥ�⣬�Ҳ����������������������֤��Ԥ�������������ǺϽϺá���������[6]��Gurson����������������Ԫ�����У�ͨ����Ԫ�ijɺ�������ģ���ĩұ������ڵ�������״̬��������������չ���ƣ�ģ�ⷢ�ּ���λ�úͼ�����״�Կ�Ѩ������������Ϳ�Ѩ�ɺ���Ӱ��ϴ�WANG��[7]ͨ�����Ľ���GTN����ģ�ʹ���ABAQUS�ӳ����У��Բ�ͬ�¶���þ�Ͻ��ѹ���������о���չ���������飬���õ��������۲��˲��������ݻ����̡�
þ�Ͻ�ṹ���Ͼ��е��ܶȡ��߱�ǿ�Ⱥ�����Ⱦ���ŵ㣬�������ͺ��պ�����������Ź㷺��Ӧ�á�������ṹ�ص㣬������þ�Ͻ�ļ�������Ⱥܵ�[8]������������ѧ��ͨ���ı��¶���������ι��գ������þ�Ͻ���ϵij�������[9]����ʿ���[10]ͨ�����ӱ�ɢ������(Electron back scatter diffraction, EBSD)ԭλ���ٹ۲ⷽ����100~230��ʱ����þ�Ͻ����ڲ�ͬ�����µ���ѧ���ܺ�֯��ת���ص�ȹ��ɽ��з�������ʾ�˲�ͬ����������þ�Ͻ������Ա��λ�����LIU��[11]ͨ��Һѹ���ι��ն�þ�Ͻ��ӽ���������г��Σ�����Һѹ���ι��յ����Ƴɹ��Ƶ��˺ϸ���������ұں�ֲ����ȡ�LEE��[12]�״ζ�þ�Ͻ��ĸ�����ѹ���ν����о��������¶��ǶԹ�������Ӱ������Ҫ�����ء�
��Ĺ���������ʳ��ι�����һ�����͵���ģ���ι��գ�ͨ������������ʴ������ģ(��ģ)�����ã��Խ�����Ľ��г���[13]����Ϊ���õĹ���������������ԡ����ܷ�����µ��ŵ㣬ʹ�øù����ڳ��θ��ӽ�����״�����½�����ij��η�����ж��ص����ơ�Ŀǰ��Ӧ�ù���������ι����Ѿ��ɹ��Ƶ�Ͳ�μ����������εȵ������[14-15]������Ӧ�ù���������θ��ӽ���������о����Ƚ��١�
��Ϲ���������ι��յ��ŵ㣬������ͨ����̬�����������������Ԫ����ȷ��þ�Ͻ�GTN����ģ�Ͳ�������ȷ�������˲�������þ�Ͻ����ģ���У�����þ�Ͻ������μ������������ģ�⡣�о���ͬ���ղ����Թ���������Ӱ�죬���GTNģ�ͷ���Ԥ���������ƣ������˲�ͬ���νε������ݻ����ɣ�ȷ����ѳ��ι��ղ���������ͨ��������֤����ѹ��ղ�����Ԥ������ȷ�ԡ�
1 GTN����ģ�ͼ����˲�����ȷ��
1.1 GTN����ģ��
�봫ͳ�������۲�ͬ��Gurson����ģ�Ϳ����˺�۾�ˮӦ���Բ���������Ӱ�죬�����������Ų�������(���������)���������С������Gursonģ�ͣ�TVERGAARD[16]������ϲ���q1��q2 ��q3���������������á�Ϊ��������������ʱ�Ŀ��ۺ�ЧӦ��TVERGAARD��[17]�������˺���f *���õ�GTNģ�ͣ�
 (1)
(1)
ʽ�У� Ϊ���von Mises ��ЧӦ����
Ϊ���von Mises ��ЧӦ���� ��ʾ���Ӧ����ƫӦ�����������У�
��ʾ���Ӧ����ƫӦ�����������У� Ϊ����Ӧ��������
Ϊ����Ӧ�������� ��ʾ�����ڿ˼Ǻţ�
��ʾ�����ڿ˼Ǻţ� Ϊ��۾�ˮӦ����
Ϊ��۾�ˮӦ���� Ϊ������ϵĵ�ЧӦ����q1��q2��q3�DZ�ʾ��Ⱥ������õ�����������f *�ǿ��������f�ĺ�������ʾ��Ч�������������Ч���������f *����Ϊ
Ϊ������ϵĵ�ЧӦ����q1��q2��q3�DZ�ʾ��Ⱥ������õ�����������f *�ǿ��������f�ĺ�������ʾ��Ч�������������Ч���������f *����Ϊ
 (2)
(2)
 (3)
(3)
ʽ�У�fcΪ����ʼ�����ۺ�ʱ���ٽ����������� Ϊ������������ӣ�fFΪ��������ʱ�����������
Ϊ������������ӣ�fFΪ��������ʱ�����������
��ײ��ϵ�������������������f�ͻ�����ϵ��ۻ�����Ӧ�� ����ء��ɵ�Ч��ԭ���ɵû����Ч����Ӧ����ݻ����̣�
����ء��ɵ�Ч��ԭ���ɵû����Ч����Ӧ����ݻ����̣�
 (4)
(4)
ʽ�У�Ϊ������ϵ��ۻ���Ч����Ӧ�䣻 Ϊ�������Ӧ��������
Ϊ�������Ӧ��������
���ϵ������ݻ����Է�Ϊ�����֣�ԭ�п��ij���dfg���¿��κ���������˱仯dfn����
 (5)
(5)
���������ϲ�����ѹ�����������غ㶨�ɿ�֪��ԭ�п��ij���dfgֻ��������Ӧ��ľ�ˮ������أ�
 (6)
(6)
ʽ�У�I�Ƕ���λ������
dfn��������Ӧ������κ���ʾΪ
 (7)
(7)
 (8)
(8)
ʽ�У�AΪӦ����ƵĿ��κ�ϵ����fN �κ����ӵĿ������������NΪ�κ�ʱ��ƽ����Ч����Ӧ�䣻sNΪ���κ�Ӧ��ı��
1.2 ���˲�����ȷ��
���ݱ���ģ�Ϳ��Կ�����GTN����ģ�Ͱ�����9�����˲�����q1��q2��q3��f0��fc��fF��fN��sN�ͦ�N��ֻ��ȷ��ȷ����Щ���˲���������ȷ��Ԥ����ϵ����˶�����Ϊ��Ŀǰ��ȷ����Щ�����ķ�����Ҫ�����ࣺ�����������Ԫ��������ѧ������������Ԫ��������Ԫ����ͨ��������ģ��������Աȣ�������ʡ���ã�����ȷ�������Ϊȷ���ʱ��IJ�������Ԫ������������Ԫ��������ģ���е�GTN������ʹ��ģ����ʵӦ��Ӧ��������ʵ�ʵ�������ʵ������һ��[18]������ȷ��GTNģ�����˲�����
1.2.1 ������������
ѡȡ���1mm��AZ31Bþ�Ͻ��Ϊ��������ʵ����ϣ���ɷּ���1�����ݡ�GB/T 4338��1995 �������ϸ�������ʵ�����������������ߴ磬���õ�����и����ȡ������������ͼ1����Ӧ������Ϊ0.01 s-1���¶�Ϊ250 ��ʱ����þ�Ͻ��������顣
��1 AZ31Bþ�Ͻ��ijɷ�
Table 1 Composition of AZ31B magnesium alloy sheet (mass fraction, %)

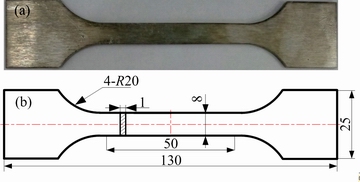
ͼ1 ���������������ߴ�
Fig. 1 Uniaxial tension specimen (a) and its geometric dimensions (b) (Unit: mm)
1.2.2 ������������Ԫģ��
����ABAQUS����Explicit��̬��ʾģ��ģ��þ�Ͻ�������ʵ�顣ģ����������ģ�ͳߴ�������ʵ�ʳߴ�һ�£�������������ʵ�嵥ԪC3D8R����Ԫ���ͣ���ȷ���Ϊ2�㵥Ԫ���������������õ���ѧ���ܲ�������������ԡ�ģ��߽�������������ʵ������������ͬ��������������һ����ȫ�̶�����һ�˲���λ�Ƽ��ء���GTN����ģ�͵�9�����˲����У�����Tvergaard���飬���öԴ�������������õ������������ֱ�Ϊq1=1.5��q2=1��q3=2.25����ģ����������ʵӦ��Ӧ��������������ʵӦ��Ӧ�����߶Աȣ�ȡ���Ǻϵ�һ�����������ȷ����GTN���˲�������2������ʵӦ��-Ӧ�����߶Աȼ�ͼ2��
��2 þ�Ͻ�GTNģ�����˲���
Table 2 Damage parameters of magnesium alloy GTN model

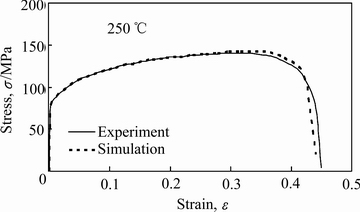
ͼ2 ģ������ʵӦ��-Ӧ�����߶Ա�
Fig. 2 Comparison of stress-strain curves between experiment and simulation
2 AZ31Bþ�Ͻ����μ�����������������ֵģ��
2.1 �����������������Ԫģ�͵Ľ���
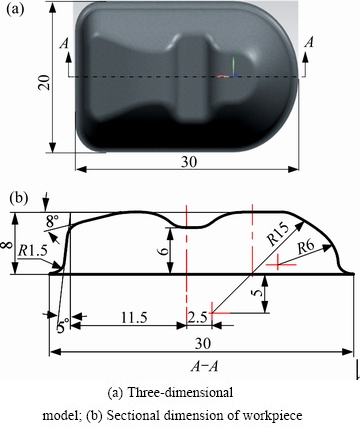
�����άģ�ͼ���������ߴ��ͼ3��������Ŀ���Ϊ20mm�����ڵײ�������Ϊ3:2������ײ���״���ӣ������Ĵ���һ������������Ҫ��������ģ����ɣ��Ҳ���һ�����Ļ�ת���档Ϊ��ʡ����ʱ�䣬����ABAQUS����1/2�Գ�����Ԫģ�ͣ���ͼ4��ʾ��������Ϊ��ά����ʵ���⣬����ǿ������͡���ǰ��ȷ����GTN��������ABAQUSþ�Ͻ���������У���ĺ��tΪ0.8mm�������IJ������Բ�����չ��Drucker-Prager����ģ��[15]����������Ի����ز���ȡֵ���������ϵ���Ħ���Ǧ�Ϊ31.4�㣬������������Ӧ��������ѹ������Ӧ��֮��KΪ0.83���������ͽǦ�Ϊ15.7�㣻D-PӲ��ģ�ͽ��Ϊp=770.44��V������pΪ�������ʳ���ѹ������VΪ�������ѹ���ʡ��������ĵ�Ħ������Ϊ0.2���߽�����Ϊ��ģ����Ͳ�̶�����ͷ���������˶�������λ�ƿ��ơ��Բ�ͬ������״����ͬѹ��϶�Ͳ�ͬ�����ģ��Ħ�������Գ��ι��ղ��������о���
ͼ3 �����������
Fig. 3 Part feature analysis (Unit: mm)
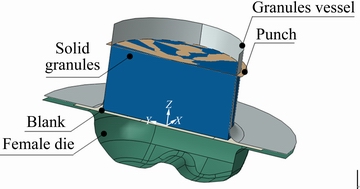
ͼ4 �������ʳ�������Ԫģ��
Fig. 4 Finite element model of SGMF
2.2 ����Ԫģ��������
2.2.1 ������״��ѡ��
���ϵ���״�����������Ҫ���ǵ����أ�������������״�����ܽ�Լ���ϣ����Ҷ����������β�����ȷ��������Ҫ������������һ���������(ѹ��϶1.04t�������ģ��Ħ������0.15)�����ݹ��������ͱ���ǰ������������������IJ���ֱ��36.5 mmԲ������(��ͼ5(a))�Լ��빤��������״���Ƶ���������(��ͼ5(b)�������ܳ�36.5 mm��ͷ����Բ�뾶14 mm)�ֱ�����������ģ�⣬�õ��������θ߶�Ϊ7.5 mm����ʱ���ظ߶ȷ���(Z��)��λ����ͼ��ͼ5��������������ϣ�Բ�����ϵĹ����ڷ���Բ�Ǵ����������ѣ����䷨�����ϲ����ȡ���ˣ����������ղ����������ϡ�

ͼ5 ������״ԭʼ�����������Z��λ����ͼ
Fig. 5 Displacement nephograms in Z direction of two initial blanks forming
2.2.2 ������ι��̷���
���ݸ����ι����ڿ�������������ι����еı����ص㣬�ɽ�����η�Ϊ3����: ��һ����ͼ6(a)��ʾ�����ɱ��νΣ���ʱ�������θ߶�H��6 mm���ý���Ҫ�Է�����������ϲ���������Σ��ڶ�����ͼ6(b)��ʾ�ĵײ�������ģ�Σ���ʱ���θ߶�6 mm��H��8 mm���˽ι����ײ��밼ģ�м�Ľ�����Ӵ������������������ģ���Σ���������ͼ6(c)��ʾ�ĵײ��Ͳ����ģ�Σ��˽γ��θ߶�H=8 mm����Ҫ��ɲ�ڼ��ײ��ֲ�����������Ρ�
Ϊ�ˣ����ݹ�����״�ص�ɽ�������Ϊ��ͼ6(d)��ʾ��4����Ҫ��������A(A1��A2)��ģԲ������B��ڰ�ģԲ������C�ײ�����Բ������D(D1��D2)�ײ������ģ����
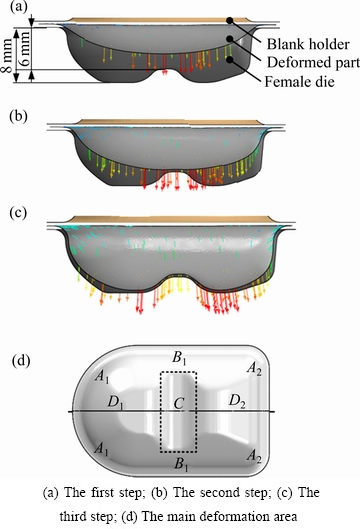
ͼ6 ��������3���μ�������
Fig. 6 Three deformation steps and deformation regions of the workpiece
2.2.3 Ħ�������Կ���������͵�ЧӦ���Ӱ��
���о��в��ü�϶���ƽ������ι�����������Σ���ѹ��϶Ϊ1.12t�������£��ֱ�ĺ�ģ��Ħ���������趨Ϊ0.05��0.15��0.25���о���Գ��ε�Ӱ�죬ͼ7��ʾΪ3�����������ճ��ι������������(VVF)��ͼ�����������f��ʾ���������˳̶ȣ�����ֵԽ���ʾ��������Խ���ء���ǰ���о�ȷ�����о��е�þ�Ͻ��ķ�����������ʱ���������fF=0.0657���ﵽ�������µIJ��ϵ�Ԫ����ʧ��
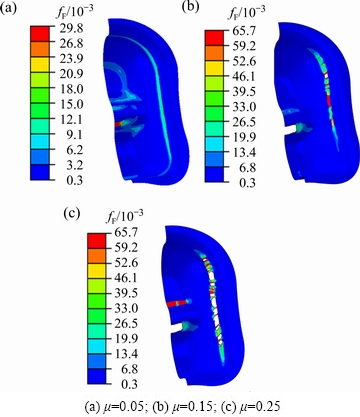
ͼ7 ��ͬĦ�������¿����������ͼ
Fig. 7 Void volume fraction nephograms at different friction coefficients
��ͼ7��֪�����������еIJ��Բ�Ǵ�(B��)�͵ײ�����Բ�Ǵ�(C��)�����ײ������ѵ�Σ�����������ģ�ߵ�Ħ��������=0.25ʱ�����B�����Բ�Ǻ�C���ײ�����Բ�Ƕ��Ѿ������˶��ѡ�����Ħ�������ļ�С��B����ں�C���ײ�����Բ�ǵĿ������������С�������������½���������ΪĦ������ԽС������ڷ����Ͱ�ģ��ڴ�����Խ���ס�����=0.05ʱ��B����ڷ����Ŀ���������Ѿ���С����ȻC��Բ�Ǵ�����������������ֵ������û�з������ѡ�
Ϊ�о�C�����϶������˵��ݻ����̣������˦�=0.15ʱ��ĵײ�����Բ�Ǵ���5����Ԫ(��ͼ8)�Ŀ���������͵�ЧӦ���ݻ����̣�������ͼ9��ʾ��
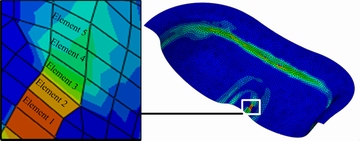
ͼ8 ����Σ������5����Ԫ
Fig. 8 Five elements at fracture risk regions
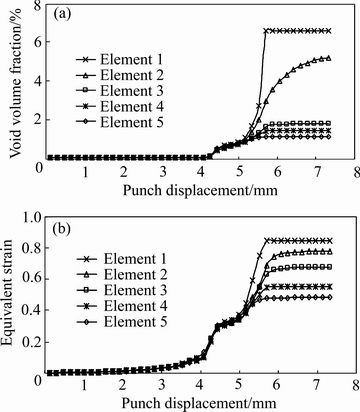
ͼ9 ����������͵�ЧӦ���ݻ�����
Fig. 9 Evolutionary process of void volume fraction (a) and equivalent strain (b)
��ͼ9(a)�в�ͬ��Ԫ�Ŀ���������ݻ����̿��Կ�������ѹͷ�г���4.2 mmǰ����ʱ�������ڳ��εĵ�һ���νΣ���ķ����˽�С�����Ա��Ρ���ͬ��Ԫ�Ŀ��������������ͬ��˵������Ԫ���Ա��ξ��ȣ������ڲ���Ҫ����ԭʼ������Σ�����Ԫ�����������С��������������ѹͷ�г���4.2~5.3 mmʱ������Ԫ����������һ�£��������ڷ����˽ϴ����Ա��Σ�����Ԫ��������������ٶȼӿ죬�˽���ԭ�п������ͬʱҲ���µĿ��κˣ���ѹͷ�г�Ϊ5.3 mm��������ģ�Σ�����Ԫ����������������ʿ�ʼ���ֲ��죬��Ŀ�ʼ�����ֲ����б��Σ����������Ѹ������1�ŵ�Ԫ��2�ŵ�Ԫ�������ʽϿ죬������������ﵽ���ٽ���������fc=0.0318�������ڲ���֮�俪ʼ�����ۺϣ���1�ŵ�Ԫ������������ﵽ���ѿ��������0.0657�����Ϸ������ѡ�3�ŵ�Ԫ��4�ŵ�Ԫ��5�ŵ�Ԫ�������������������������������ղ�δ�ﵽ�ٽ�ֵ��
���ϵ�ЧӦ��ı仯�����������������ݻ���������(��ͼ9(b))����ѹͷ�г�Ϊ5.3 mmǰ������Ԫ��ЧӦ����ֵ���������ƻ�����ͬ��������ı��ξ��ȡ���ѹͷ�г�Ϊ5.3 mm��������ģ�Σ�����Ԫ��ЧӦ�俪ʼ���벢Ѹ�������Ϸ����ֲ����б��Ρ�
Ϊ̽��Ħ��������ij��ε�Ӱ�죬ͨ���ı�����ģ��Ħ��������������ֲ�״̬��������������̷���ģ��������о����֣���ĵ�B���������Σ��������ͨ���ʵ���СĦ������(����Ħ�������ģ��Ħ��������Ϊ0.05)�����������ѡ�������ΪĦ���������ͣ������Ͱ�ģԲ�Ǵ���ĸ�������ģ����������Ҫ��ʵ�������б�֤������ģ��0.05��Ħ������������ģ�����켰������ϸ�Ҫ��C���ײ�Բ��������������Ȼ��С����������Σ������ԭ�����ڰ����C����Ĥ�����������μ���������(D1����D2��)ʵ�ֳ��Ρ�Ϊ���ư��C����ģ�����������μ�������ʹ��������ļ�������ʵ��D����ģ���Σ�����ͨ���Ӵ�C��Ħ��������������һ���µ�Ħ����������C��ģ������Ħ����������Ϊ0.25�����ಿ��Ϊ0.15(��дΪ��=0.25 & 0.15)��ͼ10��ʾΪ��ͬĦ�������³��ι����ж���Σ����1�ŵ�Ԫ�Ŀ���������ݻ����ɡ�
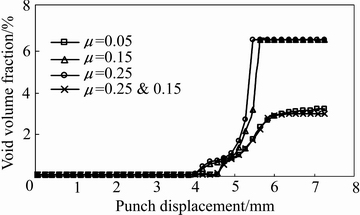
ͼ10 ��ͬĦ��������1�ŵ�Ԫ�Ŀ�����������ݻ�����
Fig. 10 Evolution process of void volume fraction of element 1 at different friction coefficients
��ͼ10���Կ�������ѹͷ�г̵�ǰ4.2 mm�ڣ�����ڲ������������С�һ�����ͬ���ں���ij��ι����У�����ĺ�ģ�ߵ�����Ħ�������ֱ�Ϊ��=0.15�ͦ�=0.25���������£������ۺ��ٶȽϴ�����������մﵽ���ѿ��������0.0657�����Ϸ������ѡ����֮�£���Ħ������Ϊ��=0.05�ͦ�=0.25 & 0.15���������£����տ��������������������������û�з������ѡ�����=0.05������������Ҫ���Ϊ�ϸ����æ�=0.25 & 0.15������������ʵ�����塣
3 ����ģ��Աȷ���
3.1 þ�Ͻ����μ����������������װ�ü�����
�������������Ϊһ���µ���ģ���μ�������������ʾ��������ԡ����ܷ�����µ��ŵ㣬ʹ���ڸ��ӽ���������³�����ռ�ж��ص����ơ�þ�Ͻ����μ������������ʵ��ԭ�����豸��ͼ11��ʾ������Linkreal WDD-LCJ-150���Ӷ��Ťת������ṩ����������Ͳ�Ͼ��ȷֲ��İ˸����Ȱ���ģ�߽��м��ȣ����õ�żʽ�¿�����Ƴ����¶�Ϊ250 �档ѹ��϶�����ڰ�ĸ������Ӳ�ͬ��ȵĵ��ķ������ƣ���Ϊˮ�������⡣�Ƚ�SiO2�������ʷ�����Ͳ�ڣ���ģ���ȴﵽ250 ������ı���2 min����ͷ����Ͳ��̶�����ģ���������������������v�����ƶ�������λ�ƿ��ơ�������ɺ���Ͳ�ײ��ĸ����ȷֲ��ĵ��ɽ���Ͳ�˻�ԭλ�á�
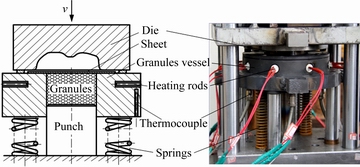
ͼ11 ����ԭ����װ��ͼ
Fig. 11 Experiment schematic diagram and experiment setup
3.2 ��������
Ϊ����֤���GTN���˶���������μ������������Ԫģ�͵�ȷ�ԣ�ѡȡ�������ϣ���ѹ��϶Ϊ1.12t�����������½��г��Σ����յ����鹤�����м�Գƽ����п���ȡ��ȡ����������Ƚ��������ͬ·����ѹ��϶Ϊ1.12t�������ģ��Ħ������Ϊ0.25ʱģ��õ��ĺ�Ƚ��жԱȣ�������ͼ12��ʾ��������ģ��ں�仯��������ͬ��������������ģ�ڼ���������ײ��Ϊ�������������������ģ�������C������Բ�Ǵ��������������ѣ�������ط��������ȡ����鹤���ضԳ����ܳ���Ϊ34.7 mm������ģ��ֵ30.7 mm��˵������ʱ���ϱ�ģ����Խ��١������ģ����ں���������18%���ڡ�������������ԭ���������������ճ������ɢ��������ʣ���ģ��ʱ���õ�Drucker-Prager ���Ա���ģ���ǻ�����������ģ�Ͷ������ģ���ģ�Ͳ�����ȷ��ӳ��������ɢ����������Ĵ��ݷ�ʽ�����ɣ���˻���ɿ����ײ�ѹ��ֵ��ʵ������ֵ������༴�����������ϵij�����Ҳ��������ֵ�������졣
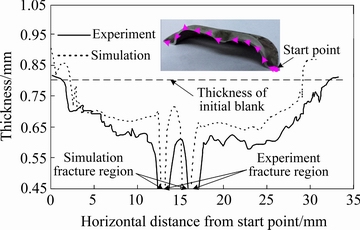
ͼ12 ������ģ��ıں����߶Ա�
Fig. 12 Wall thickness comparison between experiment and simulation
ͼ13 ģ����������ι����п����������ͼ
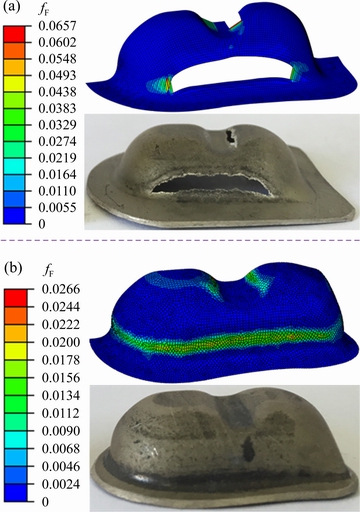
Fig. 13 Comparison of void volume fraction nephograms of workpieces between experiment and simulation
��ѹ��϶Ϊ1.04t�Ұ����������ˮ��ʯī�������£����������Ͻ�������ģ�����������������(VVF)��ͼ��ͼ13(a)��ʾ���ڹ�������ط���Բ�Ǻ͵ײ�����Բ�Dz�λ�������ѣ���������ν�������Ǻϡ���ѹ��϶Ϊ1.12 t������������������ˮ��ʯī��ʱ���ɹ��Ʊ����ϸ�����(��ͼ13(b))����ͬ�����µ�ģ�������������鱣����һ�£�֤������GTNģ��þ�Ͻ����μ��������ʳ��ν��з�������Ч�ԡ�
4 ����
1) ͨ����̬��þ�Ͻ����������������Ԫ����ȷ����þ�Ͻ�GTNģ�͵����˲���������þ�Ͻ�GTN����ģ�ͣ�����ABAQUS����Ԫ��������Բ�κͽ��ƹ�������������״���ֲ�ͬ��״���ϡ���ͬĦ�������Ĺ��ղ�������þ�Ͻ��Ĺ����������ģ�⡣�������������ƹ�������������״���ϸ������ڹ���������Ρ�ͨ��������������μ������������ͼ��Ԥ����������Σ������Ϊ���߷�����������ײ�Բ�Ǵ������þֲ�Ħ�����Ƶķ������м���λ�����æ�=0.25�����ಿλ��=0.15����������˳��������Σ�����ν��������Ħ��������=0.05ʱ���൱����ˣ��ڲ����и�����ʵ�����塣
2) ��250 ��ʱ����Բ�ͬ���ղ���չ����þ�Ͻ����μ�����������ʳ������顣���������������ģ���ܹ��Ϻõ���������ڹ���������ι����е����˶����ݻ����̡�������ģ����ıں�仯����������ͬ�����ں�������Ϊ18%���Ҹ�þ�Ͻ�GTNģ�ͳɹ�Ԥ����þ�Ͻ����ڳ����е�����λ�á���֤��GTN���˲�����ģ��ȷ������ѳ��ι��ղ�������ȷ�ԡ�Ϊʹ��GTNģ���о�þ�Ͻ������������������ӽ�����״����춨�˻�����
REFERENCES
[1] �ຣ��, �� ��. 5052���Ͻ��ѹ���ι��������Զ��ѵķ����о�[J]. �й���ɫ����ѧ��, 2015, 25(11): 2975-2981.
YU Hai-yan, WANG You. Bulging simulation of ductile fracture of 5052 aluminum alloy[J]. The Chinese Journal of Nonferrous Metals, 2015, 25(11): 2975-2981.
[2] �ƽ���. �������ι��̵�ϸ��������ѧģ�ͼ����Զ������о�[D]. �Ϻ�: �Ϻ���ͨ��ѧ, 2009: 2-5.
HUANG Jian-ke. Study on meso-damage model and ductile fracture criterion in metal forming processes[D]. Shanghai: Shanghai Jiao Tong University, 2009: 2-5.
[3] TENG Bu-gang, YUAN Shi-jian, CHEN Zeng-tao, JIN Xue-run. Plastic damage of T-shape hydroforming[J]. Transactions of Nonferrous Metals Society of China, 2012, 22(S1): s294-s301.
[4] KIRAN R, KHANDELWAL K. Computational models for ductile fracture prediction in structural engineering applications[J]. Procedia Materials Science, 2014, 3: 1947-1955.
[5] ��Ⱥ��, ��ӱ��, �ų���. þ�Ͻ������ȳ�������������[J]. ��е����ѧ��, 2009, 45(10): 294-299.
CHANG Qun-feng, PENG Ying-hong, DU Zhao-hui. Ductile fracture criterion for warm deep drawing of magnesium alloy sheet[J]. Journal of Mechanical Engineering, 2009, 45(10): 294-299.
[6] ������, �����, ���ι�. �����ӷ�ĩұ����������Լ������˷���[J]. �й���ɫ����ѧ��, 2004, 14(6): 949-955.
WANG Wan-peng, YUE Zhu-feng, YANG Zhi-guo. Damage analysis of tensile specimens of powder metallurgy material including voids[J]. The Chinese Journal of Nonferrous Metals, 2004, 14(6): 949-955.
[7] WANG Rui-ze, CHEN Zhang-hua, LI Yu-jie, DONG Chao-fang. Failure analysis of AZ31 magnesium alloy sheets based on the extended GTN damage model[J]. International Journal of Minerals Metallurgy & Materials, 2013, 20(12): 1198-1207.
[8] ���嶫, ���ϼ. þ�Ͻ�AZ31B�����������ι��ղ����Ż�[J]. �й���ɫ����ѧ��, 2006, 16(5): 786-792.
YU Yan-dong, LI Cai-xia. Optimization of processing parameters for magnesium alloy AZ31B sheets in thermal deep drawing process[J]. The Chinese Journal of Nonferrous Metals, 2006, 16(5): 786-792.
[9] ۬ ��, �� ͮ, ������, ���ij�. þ�Ͻ�������յ��о����չ[J]. �ȼӹ�����, 2012, 41(5): 30-32.
GAO Rui, WEN Tong, JI Xiao-wei, ZHANG Wen-cheng. Research and Development of drawing technology for magnesium alloy[J]. Hot Working Technology, 2012, 41(5): 30-32.
[10] ��ʿ��, �ι�ʤ, �κ���, �� ��. þ�Ͻ������ȱ��λ��������ȳ��μ���[J]. ��е����ѧ��, 2012, 48(18): 28-34.
ZHANG Shi-hong, SONG Guang-sheng, SONG Hong-wu, CHENG Ming. Deformation mechanism and warm forming technology for magnesium alloys sheets[J]. Journal of Mechanical Engineering, 2012, 48(18): 28-34.
[11] VIEHWEGER B, RICHTER G, D��RING M, KARABET A, LIUXin,XU Yong-chao, YUAN Shi-jian. Hydro-forming of aluminum alloy complex-shaped components[J]. Transactions of Nonferrous MetalsSocietyofChina,2011,21(S2): s417-s422.
[12] LEE S, CHEN Y H, WANG J Y. Isothermal sheet formability of magnesium alloy AZ31 and AZ61[J]. Journal of Materials Processing Technology, 2002, 124: 19-24.
[13] �Գ���, ������, ������, ����˼. ���Ϲ���������ʳ����¹��ռ�����ֵģ��[J]. ��е����ѧ��, 2009, 45(6): 211-215.
ZHAO Chang-cai, LI Xiao-dan, DONG Guo-jiang, WANG Yin-si. Solid granules medium forming technology and its numerical simulation[J]. Journal of Mechanical Engineering, 2009, 45(6): 211-215.
[14] ������, �Գ���, ������. þ�Ͻ��Ŀ�����������ղ�����ֵģ��[J]. �й���ɫ����ѧ��, 2012, 22(11): 2992-2999.
CAO Miao-yan, ZHAO Chang-cai, DONG Guo-jiang. Numerical simulation on granules medium drawing process parameters of magnesium alloy sheet[J]. The Chinese Journal of Nonferrous Metals, 2012, 22(11): 2992-2999.
[15] DONG Guo-jiang, ZHAO Chang-cai, CAO Miao-yan. Flexible-die forming process with solid granule medium on sheet metal[J]. Transactions of Nonferrous Metals Society of China, 2013, 23(9): 2666-2677.
[16] TVERGAARD V. Influence of voids on shear band instabilities under plane strain conditions[J]. International Journal of Fracture, 1981, 17(4): 389-407.
[17] TVERGAARD V, NEEDLEMAN A. Analysis of the cup-cone fracture in a round tensile bar[J]. Acta Metallurgica, 1984, 32(1): 157-169.
[18] ӯ ��, ����Ȩ, ����ͮ, �� ƽ, �� ��. 7075-T6���Ͻ��³��������ݻ����������[J]. �й���ɫ����ѧ��, 2016, 26(7): 1383-1390.
YING Liang, LIU Wen-quan, WANG Dan-tong, HU Ping, WANG Qi. Experimental and simulation of damage evolution behavior for 7075-T6 aluminum alloy in warm forming[J]. The Chinese Journal of Nonferrous Metals, 2016, 26(7): 1383-1390.
Solid granules medium forming of magnesium alloy special shaped part based on GTN model
CAO Miao-yan1, ZUO Miao-miao1, WANG Peng1, HAO Hai-bin2, ZHAO Chang-cai2, LI Jian-chao2
(1. National Engineering Research Center for Equipment and Technology of Cold Strip Rolling, Yanshan University, Qinhuangdao 066004, China;
2. Key Laboratory of Advanced Forging and Stamping Technology and Science, Ministry of Education, Yanshan University, Qinhuangdao 066004, China)
Abstract: The magnesium alloy part with complex section was researched based on solid granule medium forming (SGMF). Combined with magnesium alloy tensile test at high temperature and inverse finite element method, Gurson-Tvergaard-Needleman(GTN) parameters of magnesium alloy were obtained which can predict magnesium alloy forming limit. Based on magnesium alloy GTN model, magnesium alloy special shaped part forming process was simulated by ABAQUS. Wall thickness and void volume fraction of workpiece were analyzed with different technological parameters, and the optimum technological parameter was identified. Experimental dies of special shaped part were designed, and corresponding forming experiments were carried out. The experiment results are in good agreement with that of magnesium alloy by predicted GTN model, and qualified part is obtained with optimum technological parameter.
Key words: magnesium alloy; special shaped part; GTN model; granule medium
Foundation item: Projects(51775480, 51305385) supported by the National Natural Science Foundation of China; Project(E2018203143) supported by the Natural Science Foundation of Hebei Province, China; Project (15LGA018) supported by Young Teachers�� Independent Research of Yanshan University, China
Received date: 2018-01-10; Accepted date: 2018-09-10
Corresponding author: ZHAO Chang-cai; Tel: +86-18533511399; E-mail: zhao1964@ysu.edu.cn
(�༭ ������)
������Ŀ��������Ȼ��ѧ����������Ŀ(51775480��51305385)���ӱ�ʡ��Ȼ��ѧ����������Ŀ(E2018203143)����ɽ��ѧ�����ʦ�����о��ƻ�����(15LGA018)
�ո����ڣ�2018-01-10�������ڣ�2018-09-10
ͨ�����ߣ��Գ��ƣ����ڣ���ʿ���绰��18533511399��E-mail��zhao1964@ysu.edu.cn
ժ Ҫ����AZ31Bþ�Ͻ��ӽ����������������ʳ��ι��̽����о������þ�Ͻ���̬�����������������Ԫ����ȷ��Ԥ����̬��þ�Ͻ���μ���Gurson-Tvergaard-Needleman(GTN)ģ�����˲�������þ�Ͻ����μ�Ϊ�о�������þ�Ͻ�GTN����ģ�ͣ���������Ԫ����ABAQUSģ������μ��ij��ι��̣�������ͬ���ղ����Թ����ں�Ϳ����������Ӱ�죬ȷ���˸����μ�����ѳ��ι��ղ����������þ�Ͻ����μ�����������ʳ���ģ�߲�չ����������飬�����������GTN����ģ�͵ķ����������Ǻϣ����������ģ���������˺ϸ�������
[1] �ຣ��, �� ��. 5052���Ͻ��ѹ���ι��������Զ��ѵķ����о�[J]. �й���ɫ����ѧ��, 2015, 25(11): 2975-2981.
[2] �ƽ���. �������ι��̵�ϸ��������ѧģ�ͼ����Զ������о�[D]. �Ϻ�: �Ϻ���ͨ��ѧ, 2009: 2-5.
[5] ��Ⱥ��, ��ӱ��, �ų���. þ�Ͻ������ȳ�������������[J]. ��е����ѧ��, 2009, 45(10): 294-299.
[6] ������, �����, ���ι�. �����ӷ�ĩұ����������Լ������˷���[J]. �й���ɫ����ѧ��, 2004, 14(6): 949-955.
[8] ���嶫, ���ϼ. þ�Ͻ�AZ31B�����������ι��ղ����Ż�[J]. �й���ɫ����ѧ��, 2006, 16(5): 786-792.
[9] ۬ ��, �� ͮ, ������, ���ij�. þ�Ͻ�������յ��о����չ[J]. �ȼӹ�����, 2012, 41(5): 30-32.
[10] ��ʿ��, �ι�ʤ, �κ���, �� ��. þ�Ͻ������ȱ��λ��������ȳ��μ���[J]. ��е����ѧ��, 2012, 48(18): 28-34.
[14] ������, �Գ���, ������. þ�Ͻ��Ŀ�����������ղ�����ֵģ��[J]. �й���ɫ����ѧ��, 2012, 22(11): 2992-2999.
