
���±�ţ�1004-0609(2014)04-0950-08
������������滻��ϵ����ֵԤ��ģ�͵Ľ�������֤
�� ��1, 2��������1, 2������ǿ1, 2�������1, 2��������3
(1. ���ϴ�ѧ ���������Ƚ��������������ص�ʵ���ң���ɳ 410082��
2. ���ϴ�ѧ ��е�����ع���ѧԺ����ɳ 410082��
3. ���ϴ�ѧ ���Ͽ�ѧ�빤��ѧԺ����ɳ 410082)
ժ Ҫ��
�ڸĽ�Hamasaiidģ�͵Ļ�����������µĽ�����������滻��ϵ����ֵhmaxԤ��ģ�ͣ���ģ������������������������о���Խ��滻�ȵ�Ӱ�졣����A356���Ͻ��������������ʵ���ģ�ͽ�����֤�������������������hmaxԼΪ5944 W/(m2��K)������Hamasaiidģ�ͼ����hmaxԼΪ7987 W/(m2��K)�����ԼΪ34%����ģ��δ���DZ�������ʱ�����hmaxԼΪ6228 W/(m2��K)�����ԼΪ5%�����DZ�������ʱ�����hmaxԼΪ5992 W/(m2��K)�����ԼΪ1%����ģ�ͼ��㾫���нϴ��������������뷴�������кܺõ�һ���ԣ����������Լ��㾫����һ��Ӱ�졣
�ؼ��ʣ�
���滻��ϵ������������������������ֲڶȲ����������������Ӵ����������ȴ�������
��ͼ����ţ�TK 124 �� �� ���ױ�־�룺A
Development and validation of prediction models of heat transfer coefficient peak value during metal casting process
XU Rong1, 2, LI Luo-xing1, 2, ZHANG Li-qiang1, 2, ZHU Bi-wu1, 2, BU Xiao-bing3
(1. State Key Laboratory of Advanced Design and Manufacturing for Vehicle Body, Hunan University,
Changsha 410082, China;
2. College of Mechanical and Vehicle Engineering, Hunan University, Changsha 410082, China;
3. College of Material Science and Engineering, Hunan University, Changsha 410082, China)
Abstract: The new predictive model of metal casting interfacial heat transfer coefficient peak value (hmax) was proposed by improving Hamasaiid��s model. The surface tension was introduced into the model, its impact on the interfacial heat transfer was quantitatively studied. A356 aluminum alloy gravity die casting experiments were performed in order to validate the model. The results show that the hmax value calculated by the inverse heat conduction method is about 5944 W/(m2��K), the result of Hamasaiid��s model is about 7987 W/(m2��K), and the error is about 34%. The hmax value calculated by the new model is about 6228 W/(m2��K), and the error is about 5%, but if the surface tension is considered, the result is about 5992 W/(m2��K), and the error is about 1%. The calculation accuracy of the new model was greatly improved, the calculation results are in good agreement with the inverse results. The surface tension has a certain impact on the calculation accuracy.
Key words: interfacial heat transfer coefficient; metal mold gravity die casting; surface roughness parameters; surface tension; thermal contact resistance; inverse heat conduction method
�������̹����н��滻��ϵ������������������֮��Ļ���״�����������ںܴ�̶��Ͼ�������������֯�����ܣ������滻��ϵ�����ܵ����������罽ע�¶ȡ�ѹ�������������Ͳ��ϡ����ͳ�ʼ�¶Ⱥͽ���Ϳ������ȵ�Ӱ�졣�����ж���һ����ȵ����������ͣ����ý���������ʱ���������������͵������Բ����ܴ�������Զ���������ڲ����裬��������Ƶ��ڽ������裻����ɰ������ʱ���������������͵������Բ�����С����������ԶС�������ڲ����裬��ʱ���Ժ��Խ�������[1-2]��
���ڽ�����������̽��滻����Ϊ���о���ǰ�������˴��������������������ϼ���ע�¶�[1-7]�����ͳ�ʼ�¶ȼ�����[8-9]�������ļ�����״[10-11]������ѹ��[10, 12-14]�����ͱ���Ϳ��IJ��ϼ����[15]�����ͱ���ֲڶ�[16-17]�ȡ�
��������������ֵģ��Ԥ���������������������Ч�ʺ������Ѿ���Ϊһ����Ҫ�ķ�չ���ơ�������������̻��ȵ�ģ��ܴ�̶���ȡ��������ı߽����������滻��ϵ��h������������Ҫ�ı߽�����֮һ��Ȼ�������ڶԹ�Һ����Ӵ�����ȱ�������˽⣬��ǰ���о�����ģ��ʱ���Ǽ���hΪ��������ô�������ؽ���ģ��ľ��ȣ�����ʧ��[14, 18]����������Խ��Խ�����ҵ������Ҫ��ʹ�����Լ��ṩhֵ����h��ʱ��t�仯���������ˣ��˽���֪�����¹�-Һ����Ӵ�������Ԥ��h��t���ߵķ�ֵ����״��Ϊ�����������о��ߵ���Ҫ���⡣Ŀǰ�����ȴ������������h��t���ߵ���÷������÷����о��ȸ������ø�����洫��������ŵ㣬��Ҳ����һЩӦ���ϵIJ��㣬�����Ե��Ǹ÷���Ŀǰ��Ҫ������������״��һά���ȺͶ�ά���ȹ��̣����ڸ��ӵ���ά���ȹ��̵�Ӧ���д���һ���о�������
�����������о��ɹ������������ڶ�Hamasaiidģ��[17]���иĽ��Ļ���������µĽ���������hmaxԤ��ģ�ͣ���������̽��滻����Ϊ�����˸�����ķ���������Ϊ��һ������������̽��滻�Ȼ����ṩ�µĹ۵㣬Ϊ���Ӵ��ȹ��̵ļ����ṩ�µ�˼·�ͷ�����
1 ģ��
�ڹ����Һ��Ӵ��Ĺ����У����ڱ����������Ժ�����ԣ�Һ���������������ϵļ���ϸ�ڣ���ˣ�Һ���������֮��ĽӴ�����ںܴ�̶������ɹ�����������ò�����ġ������й��������òģ������Hamasaiidģ�͵Ļ�����ͨ����ȡ��ͬ�Ĺ�������ṹ�任��ʽ��չ�����ģ����ϸ�����������[17]��ģ�Ͳ����˼����ɲ����IJ�������������Щ�������������沨��߶�ƫ�����ֵ������ƽ��ֵ��Ra�������ƽ��ֵ��Rsm��Ϊ����ɽ�ģ�������������¼����������⣺
1) ģ�߱����������IJ���Ͳ�����ɣ����ǵĵ�Բ��λ�ڻ�����(y=0)����ͼ1��ʾ��
2) ģ�߱������в���Ͳ��Ⱦ���������Բ�壻
3) ģ�߱������в���Ͳ��ȵ�б��m�ľ���ֵ��ͬ��
4) ģ�߱������в���Ͳ��ȵĸ߶Ȼ���ȷ��Ӹ�˹�ֲ���������ʽ���£�
 (1)
(1)
ʽ�У�y�����ⵥ������ĸ߶ȡ�
ͼ1�еĻ���Ϊ����ƽ�����棬����Ϊ�����������˲��岨�ȵ������ȡ�
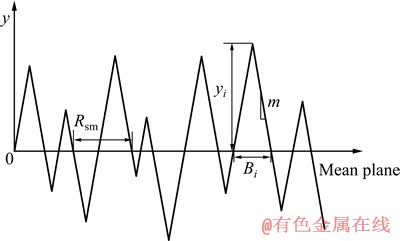
ͼ1 ģ�߱�����ò�ݽ���ʾ��ͼ
Fig. 1 Schematic diagram of longitudinal section of die surface
���ڵ�Һ�����Ӵ�ʱ����������Ԥ��һ���������ڹ������ǻ�ĵײ������������Һ����뿪���Ӷ�ʵ���Ͼ����˽Ӵ������������������˽�����ȴ�������ˣ�����Ҫ����������-Һ�Ӵ�����ý����ϵĴ���ʱ�������������Ӱ����һ��Ҫ���ǵģ����Ա���Ա�����ò���ṹ�����ʵ��ı任��Hamasaiidģ��ͨ�������ṹ��б�ʺͽ�����߶�����˽�������������ṹ�Ƶ�ͬһƽ��ı任����Ϊ���ֱ任�ı����ṹ��б�ʺ߶ȣ�����Һ�����������Ӱ�죬��Ȼ���¹�Һ�Ӵ�����Ĵ�����ӣ��Ӷ�ʹģ�ͼ���Ľ��Զ����ʵ�ʣ���Ҳ�����Hamasaiidģ�͵���֤�м�������ʵ�����ϴ�ĸ���ԭ��
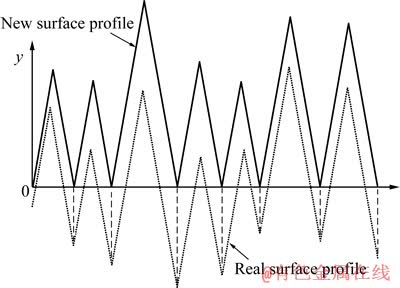
ͼ2 ʵ��ģ�߱���������ת����ģ�߱�������ʾ��ͼ
Fig. 2 Original topography contours of mold surface (dotted line) and transformed morphology profile (solid line)
Ϊ�˼��ٱ任���̴����������뱣֤�ṹб�ʲ��䣬��ˣ��������߲���ƽ���ƶ������ṹ��ͬһƽ��ı任�������Ա�֤�ƶ��������ṹֻ�и߶ȷ����˺�С�ı仯����б�ʺͿ����Dz���ģ���ͼ2��ʾ���任����沨��߶�ֵ�ķֲ�Ҳ����ѭ�µķֲ����ɣ�
 (2)
(2)
������澭�����ֵ�Ч�任��-Һ�Ӵ�������ò��Ȼ�����ͼ3��ʾ��
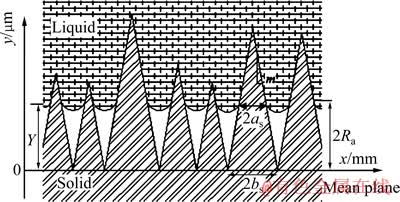
ͼ3 �任��Ĺ�-Һ�Ӵ��ݽ���ʾ��ͼ
Fig. 3 Schematic diagram of longitudinal section of solid-liquid interface after transformation
ͼ3��Y�DZ����������ƽ����ȣ�����ֻ�и߶ȴ���Y�ķ�����Һ�����Ӵ����ʿ���Yƽ����ȷ���Ӵ�����ܶ�ns��ƽ���Ӵ��뾶as��ʵ�ʽӴ�����ܶ�ns�����������
 (3)
(3)
ʽ�У�e�ǿ�϶���ӣ�����Ϊ1.5��erfc(x)�ǻ���������ƽ���Ӵ��뾶��������ʽȷ����
 (4)
(4)
����Բ��ƽ���뾶bs����Ȼ��[17]
 (5)
(5)
�����ϵķ������Կ������Ӵ����ܶ�ns��ƽ���Ӵ��뾶as�Լ���װ뾶ƽ��ֵbs����ģ�߱�����ò����Ra��Rsm�ͼ�϶����ƽ���߶�Y�ĺ�����������֪ģ�ߣ�Ra��RsmΪ��֪����Y��Ҫ��Ӵ�����(�Ӵ�ѹ��������������)�йء�����û���������ݣ���������Ŀ������ƿ����������壬����ò������֪������ǰ��ǻ�ڿ�����ƽ�����V0��V1��ȷ�����£�
 (6)
(6)
 (7)
(7)
��ʽ(6)~(7)���������嶨�ɣ������DZ���������Ӱ�죬���������ƽ����ȵij�ʼֵY0��Ҳ����Сֵ������ʽȷ����
 (8)
(8)
ʽ�У�T1�DZ�����������¶ȣ�P1�ǽ�ע��ɺ������߶���������ѹͷѹ�������ѹ��P0֮�ͣ�P(��)��Һ̬�����ı��������������ı�ѹ�����Ա�ʾ���£�
 (9)
(9)
ʽ�У� ��Һ̬�����ı���������r�Ǹ���ѹ��ΪP(��)ʱ��Ӧ�����ʰ뾶������һ����֪��������̣�ʽ(8)�����ǵ�����Ϊ��ȫҺ̬ʱ��Yֵ����Һ����Ͽ�ʼ���̻��߽ᾧʱ��ʽ(8)���������á���ˣ����о�������Y0��
��Һ̬�����ı���������r�Ǹ���ѹ��ΪP(��)ʱ��Ӧ�����ʰ뾶������һ����֪��������̣�ʽ(8)�����ǵ�����Ϊ��ȫҺ̬ʱ��Yֵ����Һ����Ͽ�ʼ���̻��߽ᾧʱ��ʽ(8)���������á���ˣ����о�������Y0��
ʵ���й�Һ�Ӵ���Ȼ�Dz������ģ������ڽ��洦��������������������������������衣������������������-�̽���Ӵ�����ģ�ͣ�������������ͨ����ģ��[18]�����йع�-Һ����Ӵ�����ģ�͵����dz���[19]������LOULOU��[20-21]���о����Կ����������һЩ���Ӳ������ǽ������������������ʪ�Եȣ���ô��ͨ����ģ��Ҳ�����ù�-Һ����ġ���ģ����Ϊ�������������ͨ��һϵ�нӴ��뾶��Ϊb���۵������������ݵģ���������ʵ�ʽӴ�����һ���뾶Ϊc��СԲ�棬�������ܼ�ĽӴ��������ͨ����ʽ��ȷ��[22]��
 (10)
(10)
ʽ�У�R1��R2������1��2�ڽ�������裻��(��)����ɢ�������ӣ���������Cooper��ϵʽ[18]����ʾ��ɢ�������ӣ����-Һ�����ϵ����۽Ӵ������������Ϊ
 (11)
(11)
 (12)
(12)
ʽ�У�c��ʵ�ʽӴ��뾶��b������Ӵ��뾶����1����2��ģ�ߺ������ĵ���ϵ����
��ô������һ����������ĽӴ����д����Ӵ����裬���ǿ��Կ����Dz������ӵģ�h�������±��
 (13)
(13)
ʽ�У�bs���Ӵ����ƽ����Բ�뾶��as��ƽ���Ӵ��뾶��
��ʽ(3)~(5)����ʽ(13)����Yȡ������СֵY0ʱ��h�ͱ����hmax����ʽ(14)ȷ����

 (14)
(14)
2 ʵ��
ǰ���Ѿ��Ƶ����˹�Һ�Ӵ�ʱ���滻��ϵ�����ֵhmax��Ԥ��ģ�ͣ�Ϊ��֤ģ�͵Ŀ����ԣ��������߽��н�������������ʵ�飬ʵ��װ�ú��ȵ�ż������ͼ4��ʾ��
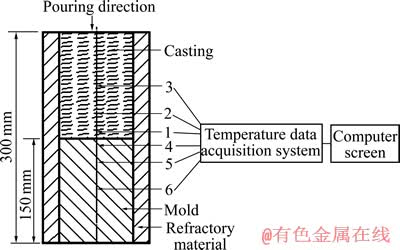
ͼ4 ģ�ߺ��ȵ�ż����ʾ��ͼ
Fig. 4 Schematic diagram of mold and thermocouple
��������ΪA356���Ͻ������߶�H=150 mm��ģ�߲���Ϊ45�Ÿ֣�������ϵľ���ɷ����1��2���С�ʵ������������������ֲڶȡ��¶ȡ�ѹ�����г����3���С�
3 ��������
3.1 ʵ��������¶�����
��1 A356��ѧ�ɷ�
Table 1 Chemical composition (mass fraction, %)

��2 45�Ÿֻ�ѧ�ɷ�
Table 2 45 steel chemical composition (mass fraction, %)

��3 ����ʵ�����
Table 3 Other experimental parameters

ʵ���õ����Ͻ�����������������������ģ���ڲ��������ȴ������ͼ5��ʾ������A1��A2��A3�ֱ��Ӧ�����������ľ��Һ����3��10��20 mm���������ȴ���ߣ�A4��ģ�����ľ��Һ����2 mm���������ȴ���ߡ���ͼ5��A1~A3���Կ�������ʼʱ����������¶Ⱦ������½������½����ٶȴӱ߲����IJ���С����Ŵ�20 s��ʼ3�����߶�½��������ת�ۣ����ȳ���ת�۵�A1����������һС��ƽ̨�ڣ�Ȼ��ż����½������½����ٶ���С���ɦ�4���Կ�������ע��ģ�ߵ��¶�Ѹ����������������������С��Ҳ��20 s���ҳ�����һ��ƽ̨��Ȼ������������������ֵ�����dz��������½���
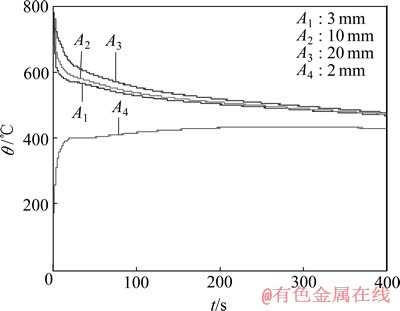
ͼ5 ʵ������¶�����
Fig. 5 Temperature curves measured by thermocouple
3.2 ����Ľ��滻��ϵ��
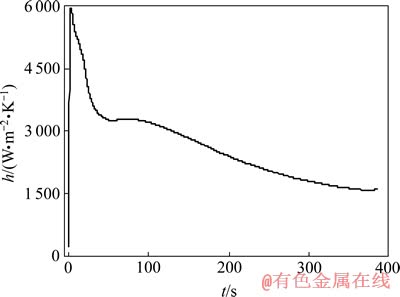
ͼ6 ����Ľ��滻��ϵ������
Fig. 6 Interface heat transfer coefficient curve calculated by inverse method
��������A1����ȴ���ߺ���صIJ��������Ա�ķ��ȴ��������������h��t������ͼ6��ʾ��
��ͼ6���Կ�����h��t�������Եķ�Ϊ4���Ρ���һ�δ�Ŵӿ�ʼ��Լ3 s�����滻��ϵ��h���ٵ�������3 s���Ҵﵽ�����ֵhmax��ԼΪ5944 W/(m2��K)�����ʱ�伸���뽽עʱ���࣬Ҳ����˵��ע��ɺ��һ˲��h���Ѿ��ﵽ�����ֵ���ڶ���Լ��3 s��50 s���ң�h��ʼѸ���½�����ͼ5���Կ������ýγ�ʼ�������¶ȴӵײ����IJ�����Һ�����¶�(616 ��)���ϣ�������Ȼ�����Ĵ�Һ������������ͣ�������ʱ������ƣ����ý�ĩ�ڣ��������¶ȴӵײ����IJ����뵽���̬������ʼ������������������������Ӧ����������������ʱ������ڽ��������϶����ʹ�ý��滻��Ч�ʱ�õ��£�������Լ��50 s��100 s���ң����������ڲ������̵Ĺ����У������϶�IJ�������ʹ�ý��洫�ȵ��������������������ϼ�С�������������ͷŵ����DZ��������洫�������ʱ�ͻ�ﵽһ����̬����ƽ�⣬��ͻ�ʹ�������������¶ȱ仯��С���Ӷ��ںܴ�̶�����������������������ɵļ�϶�Ľ�һ����������ʹ��h�ڱ��μ������ֲ��䣬�γ���һ��ƽ̨�ڣ����Ľδ�100 s����ӱ��ο�ʼ����������������ȫ����ʹ�ý���Ķ�̬��ƽ������ά�֣��ᴩ��������ļ�϶�����γɣ�����������֮��Ļ��ȷ�ʽ�������ȷ�����ȶ���Ϊ����ֱ�ӽӴ����ȴ������ȿ���ֻռ�����������ĺ�Сһ�����ˡ�
Ϊ��֤ʵ���ȴ�����������h��t���ߵ�ȷ�ԣ���A2��A3��ij��������ȴ������ʵ�������ȴ����ͬʱ����ͼ7�С���ͼ7���Կ������������ֵ��ʵ�����ֵ�dz��Ľӽ������ݼ���A2��A3������¶Ⱦ�������15 �����ڣ�90%���ϵ��¶Ⱦ��������5 �����ڣ��ɴ˿ɼ������ȴ����������ľ������൱�ߵģ���˳�������h��t�����Ƿdz��ӽ�ʵ�ʵģ����нϸߵĿ��Ŷȡ�
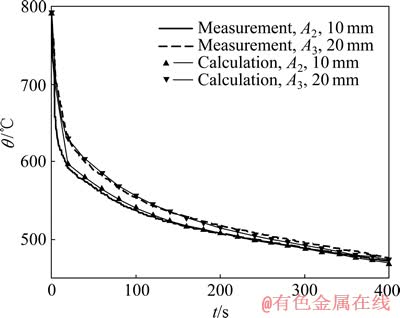
ͼ7 ��������ʵ�������A2��A3���¶�����
Fig. 7 Temperature curves of A2 by experimental measurements and A3 by inverse heat conduction program calculations
3.3 ģ�͵���֤
Ϊ��֤ģ�͵Ŀ����ԣ������Ƚ����ʵ���������ģ���Լ����hmax����ǰ��ķ���֪��������P(��)����3������ģ�ͼ���hmax��������в�����P(��)��Һ̬�����ı��������������ı�ѹ�����Ա�ʾ���£�
(15)
ʽ�У�����Һ̬�����ı���������r�Ǹ���ѹ��ΪP(��)ʱ��Ӧ�����ʰ뾶����ʽ(15)���������֪����Һ��ı������������ʰ뾶�������P(��)������[23-24]�����˴�����һ���¶ȷ�Χ�ڵľ��鹫ʽ��
 (16)
(16)
����[25]���������Ͻ���һ���¶ȷ�Χ�ڵľ��鹫ʽ��
 (17)
(17)
ʽ�У�wSi�ǹ���������������ڱ��о���A356���Ͻ�wSiȡֵΪ7����ʽ(16)��(17)���Ƶ��ñ��о���������A356���Ͻ���һ���¶ȷ�Χ�ڱ��������ľ��鹫ʽ���£�
 (18)
(18)
����ע�¶Ȧ�p����ʽ(18)�õ�����ʵ��A356���Ͻ��������ԼΪ0.86 N/m�����ɱ�����ò�����ɵó�Һ��ǰ�˵����ʰ뾶����Сƽ��������������Y0�����¹�ϵ��
 (19)
(19)
��ʽ(18)��(19)����ʽ(15)�ɵ�P(��)�ǹ���Y0��һ���������ڱ��о������иú���Ϊ
 (20)
(20)
����ǰ��ķ������������Һ̬�������������������ı�ѹP(��)�Խ��滻�ȵ�Ӱ�죬����3�IJ�����ʽ(19)����ʽ(8)����������е�Y0ֵԼΪ11.26 ��m���ٽ�Y0ֵ����ʽ(3)��(4)�ó�nsԼΪ6.345��106 m-2��asԼΪ6.193 ��m�������Ǻ��������ֵ����ʽ(14)�����hmaxԼΪ5992 W/(m2��K)�����⣬���������Һ̬�������������������ı�ѹP(��)�Խ��滻�ȵ�Ӱ�죬����ΪP(��)��ֵΪ�㣬��������ģ�ͼ����hmaxԼΪ6228 W/(m2��K)��
��ǰ�ڷ�����֪��ʵ�鷴���hmax�����൱�ߵľ��ȣ���ʵ�ʺܽӽ�����ˣ���ģ�ͼ����hmax��֮���жԱ�����֤ģ���Ǻ������ŵġ����ȣ���ͼ6��֪�����ȴ�����������h��t������hֻ��һ����ֵ��ԼΪ5944 W/(m2��K)��������Һ̬�������������������ı�ѹP(��)ʱ��ģ�ͼ����hmaxԼΪ6228 W/(m2��K)����ʵ�����ݷ����hmax�����ԼΪ5%�����Ƚϸߣ�������Һ̬�������������������ı�ѹP(��)ʱ��ģ�ͼ����hmaxԼΪ5992 W/(m2��K)����ʵ�����ݷ����hmax�����ԼΪ1%�����Ⱥܸߡ����⣬����Hamasaiidģ�ͼ����hmaxԼΪ7987 W/(m2��K)�����ԼΪ34%��
��ˣ�������ķ����ͱȽϿ�֪�������о��Ľ���ģ�͵ļ��㾫�ȵõ��˴�����������ǵ�����������ڴ������������һЩ���Ƽ���������ģ�ͼ����hmax��δ���DZ�ѹP(��)ʱ����ʵ�����ݷ����hmax���нϺõ�һ���ԣ������DZ�ѹP(��)ʱ���㾫�Ƚ��õ���һ�������������⣬δ���DZ�������ʱ(��δ���DZ�ѹP(��)ʱ)ģ�ͼ����hmax���Աȿ��DZ�������ʱƫ��������Ϊ��Һ̬������ģ�߱���Ӵ�ʱ�������ѹ����������Һ̬��������䵽ģ�߱���ǻ�е����ƣ���������������ֹ�����Ʒ�չ��һ����Ҫ���أ����䱻����ʱ��Һ̬�����ܹ�����ʵ������ͻ�����Ҳ��Һ̬������ģ�߱���ĽӴ�������Ӷ�ʹ��ģ�ͼ����hmax����ƫ��
3.4 Y0��ģ�ͼ����Ӱ��
��ʽ(14)��֪�����ڸ����Ĺ�������Һ����棬Ra��RsmΪ��֪����ʱhmax��Ҫȡ���ڱ��������ƽ����ȵ���СֵY0������ģ�ͼ���hmax��֧�����õIJ�����Y0��Y0��Ҫ���������˽�ע�¶ȡ������߶��������ľ�ѹͷѹ�������������ȶ�ģ�ͼ���hmax��Ӱ�졣
��ͼ8(a)��֪����Y0Ϊ0ʱ��ns��asȡ���ֵ������Y0������ʱ�����Ƕ���С��������0����Ȼ������Y0���Ӷ����ϼ�С����ns��as��С���ٶȸ��в�ͬ�仯��ns��С���ٶȾ�����һ�����������ٵ����Ĺ��̣���as�ļ�С���ٶ����Ǿ�����һ���ɿ쵽���Ĺ��̡���ͼ8(b)��֪��hmax��Y0���Ӷ���С��������Y0���ӣ�hmax��С���ٶ�Ҳ�ڱ�С��
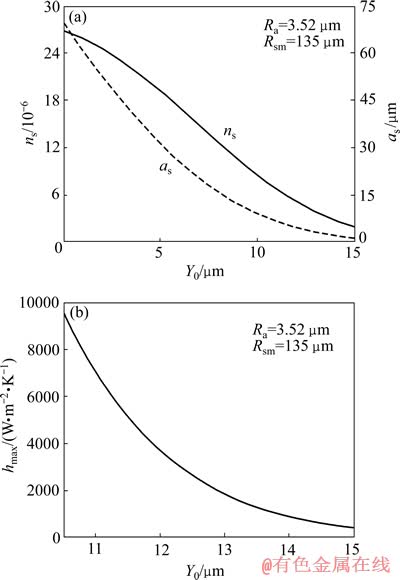
ͼ8 Y0��ns��as��hmax��Ӱ��
Fig. 8 Effects of Y0 on ns, as (a) and hmax (b)
��Ҫ�ٴ�ǿ�����ǣ�ʽ(14)ֻ����ģ�߲��ϻ���˲��ϵ������������ܸߣ���ģ�߲��ϻ���˲��ϵ�����������Զ���ڱ���������������Բ���ʱ�������壬��Ϊ��ʱ��������Զ���������ڲ������裬�Ǵ��ȵ���Ҫ���������������Ҫ����������������������̡��������෴����ʽ(14)�����hmax����û������ġ�
3 ����
1) ͨ�������µĹ�����������ı任��ʽ����Hamasaiidģ�ͽ����˸Ľ���������µĽ��滻��ϵ����ֵ����ģ�͡���ģ�Ϳ�Ӧ��������ϸ��ӵĽ��滻��ϵ����ֵ�Ĺ��㡣
2) A356���Ͻ����������ʵ����֤�����������������hmaxԼΪ5944 W/(m2��K)������Hamasaiidģ�ͼ����hmaxԼΪ7987 W/(m2��K)�����ԼΪ34%�����Ľ���ģ�ͼ����hmaxԼΪ6228 W/(m2��K)�����ԼΪ5%�������ǰ�ߣ�ģ�͵ļ��㾫�ȴ��������
3) ͨ����Һ����������ı�ѹP(��)�����ʰ뾶r�Ŀ��ǣ�Һ����������öԹ�-Һ�Ӵ����滻�ȵ�Ӱ�챻���������뵽Ԥ��ģ�͡��뷴��������ıȽϱ�����������Һ���������Ӱ���ģ�ͼ��������ԼΪ1%������δ����ʱ��5%����˵�����������Թ�-Һ���滻������һ���̶�Ӱ��ġ�
4) ���ڸ�����������ģ�ߣ����������ƽ�������СֵY0����ģ�ͼ���hmax����������á�
REFERENCES
[1] FERREIRA I L, SPINELLI J E, NESTLER B, GARCIA A. Influences of solute content, melt superheat and growth direction on the transient metal/mold interfacial heat transfer coefficient during solidification of Sn-Pb alloys[J]. Materials Chemistry and Physics, 2008, 111: 444-454.
[2] CHEUNG N, FERREIRA I L, PARIONA M M, QUARESMA J M V, GARCIA A. Melt characteristics and solidification growth direction with respect to gravity affecting the interfacial heat transfer coefficient of chill castings[J]. Materials and Design, 2009, 30: 3592-3601.
[3] ��־��, ������, ������, ������. �Ͻ�����Լ����ղ�����ѹ������������/���ͽ��滻��ϵ����Ӱ��[J]. ����ѧ��, 2008, 44(4): 433-439.
GUO Zhi-peng, XIONG Shou-mei, CAO Shang-xuan, CUI Zheng-ji. Effects of alloy materials and process parameters on the heat transfer coefficient at metal/die interface in high pressure die casting[J]. Acta Metallurgica Sinica, 2008, 44(4): 443-439.
[4] KIM T G, LEE Z H. Time-varying heat transfer coefficients between tube-shaped casting and metal mold[J]. Heat Mass Transfer, 1997, 40(15): 3513-3525.
[5] SPINELLI J E, CHEUNG N, GOULART P R, QUARESMA J M V, GARCIA A. Design of mechanical properties of Al-alloys chill castings based on the metal/mold interfacial heat transfer coefficient[J]. International Journal of Thermal Sciences, 2012, 51: 145-154.
[6] SILVA J N, MOUTINHO D J, MOREIRA A L, FERREIRA I L, ROCHA O L. Determination of heat transfer coefficients at metal-mold interface during horizontal unsteady-state directional solidification of Sn-Pb alloys[J]. Materials Chemistry and Physics, 2011, 130: 179-185.
[7] SANTOS C A, QUARESMA J M V, GARCIA A. Determination of transient interfacial heat transfer coefficients in chill mold castings[J]. Journal of Alloys and Compounds, 2001, 319: 174-186.
[8] PRABHU K N, KUMAR S T, VENKATARAMAN N. Heat transfer at the metal/substrate interface during solidification of Pb-Sn solder alloys[J]. Journal of Materials Engineering and Performance, 2002, 11(3): 265-273.
[9] ��־��, ������, ������, ������. ���Ͻ�ѹ����������/���ͽ��滻����Ϊ���о���. ���ղ����Խ��滻�ȵ�Ӱ��[J]. ����ѧ��, 2007, 43(11): 1155-1160.
GUO Zhi-peng, XIONG Shou-mei, CAO Shang-xuan, CUI Zheng-ji. Study on heat transfer behavior at metal/die interface in aluminum alloy die casting process ��. Effect of process parameters on the interfacial heat transfer[J]. Acta Metallurgica Sinica, 2007, 43(11): 1155-1160.
[10] GUO Zhi-peng, XIONG Shou-mei, LIU Bai-cheng, LI Mei, ALLISON J. Determination of the heat transfer coefficient at metal-die interface of high pressure die casting process of AM50 alloy[J]. International Journal of Heat and Mass Transfer, 2008, 51: 6032-6038.
[11] KUMAR T S P, KAMATH H C. Estimation of multiple heat-flux components at the metal/mold interface in bar and plate Aluminum alloy castings[J]. Metallurgical and Materials Transactions B, 2004, 35(B): 575-585.
[12] SUN Zhi-zhong, HU H, NIU Xiao-ping. Determination of heat transfer coefficients by extrapolation and numerical inverse methods in squeeze casting of magnesium alloy AM60[J]. Journal of Materials Processing Technology, 2011, 211: 1432-1440.
[13] AWEDA J O, ADEYEMI M B. Experimental determination of heat transfer coefficients during squeeze casting of aluminium[J]. Journal of Materials Processing Technology, 2009, 209: 1477-1483.
[14] HAMASAIID A, DOUR G, DARGUSCH M S, LOULOU T, DAVIDSON C, SAVAGE G. Heat-transfer coefficient and in-cavity pressure at the casting-die interface during high-pressure die casting of the magnesium alloy AZ91D[J]. Metallurgical and Materials Transactions A, 2008, 39(A): 853-864.
[15] HAMASAIID A, DARGUSCH M S, DAVIDSON C J, TOVAR S, LOULOU T, REZAI-ARIA F, DOUR G. Effect of mold coating materials and thickness on heat transfer in permanent mold casting of aluminum alloys[J]. Metallurgical and Materials Transactions A, 2007, 38(A): 1303-1316.
[16] COATES B, ARGYROPOLULOS S A. The effects of surface roughness and metal temperature on the heat-transfer coefficient at the metal mold interface[J]. Metallurgical and Materials Transactions B, 2007, 38(B): 243-255.
[17] HAMASAIID A, DARGUSCH M S, LOULOU T, DOUR G. A predictive model for the thermal contact resistance at liquid-solid interfaces: Analytical developments and validation[J]. International Journal of Thermal Sciences, 2011, 50: 1445-1459.
[18] COOPER M G, MIKIC B B, YOVANOVICH M M. Thermal contact conductance[J]. International Journal of Heat and Mass Transfer, 1969, 12(3): 279-300.
[19] HEICHAL Y, CHANDRA S. Predicting thermal contact resistance between molten metal droplets and a solid surface[J]. Journal of Heat Transfer, 2005, 127: 1269-1275.
[20] LOULOU T, ARTYUKHIN E A, BARDON J P. Estimation of thermal contract resistance during the first stages of metal solidification process: ��Experimental setup and results[J]. International Journal of Heat and Mass Transfer, 1999, 42: 2129-2142.
[21] LOULOU T, ARTYUKHIN E A, BARDON J P. Estimation of thermal contact resistance during the first stages of metal solidification process: ��Experiment principle and modelisation[J]. International Journal of Heat and Mass Transfer, 1999, 42: 2119-2127.
[22] BAHRAMI M, CULHAM J R, YOVANOVICH M M, SCHNEIDER G E. Review of thermal joint resistance models for non-conforming rough surfaces in a vacuum[C]// ASME Summer Heat Transfer Conference 2003. Las Vegas, Nevada, USA: American Society of Mechanical Engineers, 2003: 411-431.
[23] DOU Lei, YUAN Zhang-fu, LI Jian-qiang, WANG Xiao-qiang. Surface tension of molten Al-Si alloy at temperatures ranging from 923 to 1123 K[J]. Chinese Science Bulletin, 2008, 53(17): 2593-2598.
[24] KEENE B J. Review of data of surface tension of pure metals[J]. Int Mater Rev, 1993, 38(4): 157-192.
[25] GOICOECHEA J, GARCIA-CORDOVILLA C, LOUIS E, PAMIES A. Surface tension of binary and ternary aluminium alloys of the systems Al-Si-Mg and Al-Zn-Mg[J]. Journal of Materials Science, 1992, 27: 5247-5252.
(�༭ ����)
������Ŀ�����ҡ�ʮ���塱�Ƽ�֧�żƻ�������Ŀ(2011BAG03B02)��������Ȼ��ѧ��������������Ŀ(51075132)�����ϴ�ѧ���������Ƚ��������������ص�ʵ������������������Ŀ(61075005)
�ո����ڣ�2013-07-11�������ڣ�2013-10-13
ͨ�����ߣ������ǣ����ڣ���ʿ���绰��0731-88821445��E-mail: llxly2000@163.com
ժ Ҫ���ڸĽ�Hamasaiidģ�͵Ļ�����������µĽ�����������滻��ϵ����ֵhmaxԤ��ģ�ͣ���ģ������������������������о���Խ��滻�ȵ�Ӱ�졣����A356���Ͻ��������������ʵ���ģ�ͽ�����֤�������������������hmaxԼΪ5944 W/(m2��K)������Hamasaiidģ�ͼ����hmaxԼΪ7987 W/(m2��K)�����ԼΪ34%����ģ��δ���DZ�������ʱ�����hmaxԼΪ6228 W/(m2��K)�����ԼΪ5%�����DZ�������ʱ�����hmaxԼΪ5992 W/(m2��K)�����ԼΪ1%����ģ�ͼ��㾫���нϴ��������������뷴�������кܺõ�һ���ԣ����������Լ��㾫����һ��Ӱ�졣
