

![]()
Trans. Nonferrous Met. Soc. China 22(2012) 1096-1105
Effect of VC/Cr3C2 on microstructure and mechanical properties of Ti(C,N)-based cermets
ZHAN Bin1,2, LIU Ning1,2, Jin Zhi-bo1,2, Li Qi-long1,2, Shi Jin-gang1
1. Department of Materials Science and Engineering, Hefei University of Technology, Hefei 230009, China;
2. Engineering Laboratory of Nonferrous Materials and Processing of Anhui Province, Hefei 230009, China
Received 18 April 2011; accepted 30 September 2011
Abstract:
Effects of VC/Cr3C2 on the microstructure and mechanical properties of Ti(C,N)-based cermets were studied. The microstructure was investigated by means of optical microscopy, X-ray diffractometry as well as scanning electron microscopy in combination with energy dispersive spectrometry. Mechanical properties, such as transverse rupture strength, hardness and fracture toughness, were measured. The results show that there are black core-grey rim structure and white core-grey rim structure in the microstructure. The grains become fine due to the VC/Cr3C2, and the grains of cermet added with 0.75VC/0.25Cr3C2 are refined most remarkably. The black core becomes finer with the increase of VC addition and rim phase becomes thicker with the decrease of Cr3C2 addition. The porosity increases with the increase of VC addition in VC/Cr3C2. Compared with the cermet free of VC/Cr3C2, the transverse rupture strength and hardness of cermets with VC/Cr3C2 are both improved, and the maximum values are both found for the cermet with 0.25VC/0.75Cr3C2. The fracture toughness can be effectively promoted by adding VC/Cr3C2 with an appropriate ratio of VC to Cr3C2, and the maximum value is found for the cermet with 0.5VC/0.5Cr3C2.
Key words:
Ti(C, N)-based cermet; VC; Cr3C2; microstructure; mechanical properties;
1 Introduction
Ti(C,N)-based cermets consist mainly of hard carbonitride grains, which are called as hard phase, embedded in a tough binder phase that is based on Ni or Co [1]. They have been widely used as materials for high speed cutting tools. Their popularity in high speed cutting application is due to their superior performance, such as wear-resistance, good high-temperature hardness, perfect chemical stability, very low friction coefficient to metals and super thermal deformation resistance [2-6]. Therefore, more and more conventional WC-Co cemented carbides have been replaced by Ti(C,N)-based cermets. However, compared with WC-Co cemented carbides, Ti(C,N)-based cermets present disadvantages, such as low strength and low fracture toughness, especially, thus being limited to use.
It is well known that the mechanical properties of sintered material can be improved by inhibiting grain growth of materials. For WC-Co cemented carbides, the grain growth inhibition has been extensively investigated. The most successful way of controlling the WC grain growth is to add a small amount of grain growth inhibitor, metallic carbide, such as VC, Cr3C2, NbC or Mo2C, into the starting powder mixtures [7-11], and the inhibiting effects of VC and Cr3C2 are the best of all [12].
Although there is consanguinity between cemented carbides WC-Co and Ti(C,N)-based cermets, the inhibition mechanism of Ti(C,N)-based alloys must be more complicated than WC-Co alloys due to the relatively complicated microstructure and formation mechanism. In order to investigate the availability of grain growth control method for Ti(C,N)-based cermets, and the change of microstructure and properties resulting from inhibitor, a few researches have been carried out [13-15]. However, little work has been done on the effect of VC/Cr3C2 on the microstructure and properties of cermets.
According to the previous work, the Ti(C,N)-based cermets prepared with raw powder mixtures containing nano-TiN and micrometer TiC or submicrometer TiC usually have better mechanical properties [16�C19]. Therefore, nano-TiN and micrometer TiC powders were used as raw hard phase to obtain Ti(C,N)-based cermets modified by nano-TiN in this study.
In the present work, Ti(C,N)-based cermets were prepared by vacuum sintering with micro-TiC, nano-TiN and 1% VC/Cr3C2 (mass fraction) with varying ratio of VC to Cr3C2 as raw materials, Ni as a binder, and the microstructure and properties of Ti(C,N)-based cermets were also studied. The goal is to investigate the influence of the VC/Cr3C2 on the microstructure and mechanical properties of Ti(C,N)-based cermets.
2 Experimental
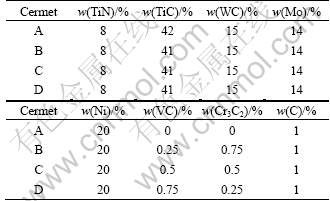
The chemical composition of the cermets is given in Table 1. Commercially available TiC (2.56 ��m), nano-TiN (0.02 ��m), WC (0.2 ��m), Mo (2.33 ��m), Ni (2.95 ��m), VC (0.2 ��m), Cr3C2 (0.2 ��m) and C (3.25 ��m) powders were used as starting powders. The C (graphite) powder was added as the composition of Mo2C to eliminate the O2 contamination adsorbed by the raw powders in the sintering process. Four compositions were designed (Table 1) with constant contents of nano-TiN, WC, Mo, Ni and C. Powder mixtures were milled with WC-Co balls in a planetary ball mill for 24 h in ethanol bath and then dried. Green compacts were prepared by pressing at the two-direction pressure of 180 MPa, dewaxed at 800 ��C with heating rate of 0.5 ��C/min, finally vacuum sintered (0.01 Pa) at 1430 ��C for 1 h.
Table 1 Chemical compositions of experimental materials
The microstructures of the polished specimens were observed by scanning electron microscopy (SEM, JSM-6490LV, JEOL, Japan) in back scattered electron (BSE) mode coupled with an energy-dispersive spectrometer (EDS) (OXFORD INCA, X-Sight, UK) and the fracture surfaces were observed by SEM in secondary electron (SE) mode. The grain sizes were measured by image processing software (Image-Pro Plus 6.0). The phase analysis of each system was performed using Cu K�� radiation (D/MAX2500VL/PC X-ray diffractometer, Rigaku, Japan). The porosity was tested on a metallographic microscope (MM-6, LEITZ, Germany) according to the international standards (ISO/BSI4505). Transverse rupture strength (TRS) test was conducted on a universal material testing machine (CMT5105, SANS, China) by a three-point bending method (span 30 mm, crosshead speed 0.5 mm/min). Vickers hardness, HV, was examined by indentation method on a Vickers hardness tester under the load of 98 N. Fracture toughness (KIC) was calculated from the length of the radial cracks originating at the corners of Vickers indentations according to the formula proposed by SHETTY et al [20]:
![]() (1)
(1)
where H is the Vicker��s hardness; p is the indentation load; l is the crack length.
3 Results and discussion
3.1 Microstructure
The microstructure of cermets with the addition of VC/Cr3C2 was observed using back scattered electron mode in SEM, as shown in Fig. 1. Most of grains existing in cermets A, B, C and D have a black core-grey rim structure, which is well known as the typical structure of conventional cermets. Moreover, a few of grains have a white core-grey rim structure. In addition, the grains of cermets B, C and D are finer than those of cermet A. In order to analyze the inhibiting effect of VC/Cr3C2 on grain growth of cermet more quantificationally and exactly, the grain sizes of hard phases were measured, and the statistical results of their distributions are shown in Fig. 2.
It can be seen from Fig. 2 that the hard phase grains of cermets are obviously refined due to the addition of VC/Cr3C2. Firstly, the number of fine grains of hard phase increases. About 17% of grains of hard phase in cermet A are less than 1 ��m, and over 80% of grains are more than 1 mm. While in the microstructure of cermets B, C and D, over 60% of grains are less than 1 ��m. Secondly, the grain sizes decrease. The grain sizes of hard phase in cermet A are between 0.6 and 6.3 ��m. While the grain sizes of hard phase in cermets B, C and D are in the range of 0.2-4.2 ��m. In addition, it can be found that the hard phase grains in cermet D are refined most remarkably. Therefore, the VC/Cr3C2 effectively inhibited the grain growth of hard phase in cermets.
The inhibitor VC/Cr3C2 also influences the microstructure of cermets. To begin with, the black cores become finer with the increase of VC addition. In order to understand the composition of phases and the distributions of V and Cr, SEM-EDS was employed for analysis of chemical composition at fixed points in black core, rim phase and binder phase of cermet D whose grains were refined most remarkably (TEM-EDS was not employed.). The EDS results of phases are shown in Figs. 3-5, and the mass fractions of metal elements are summarized in Table 2.
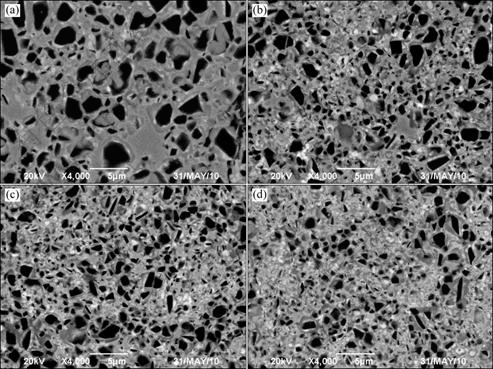
Fig. 1 SEM (BSE) micrographs of cermets: (a) Cermet A; (b) Cermet B; (c) Cermet C; (d) Cermet D
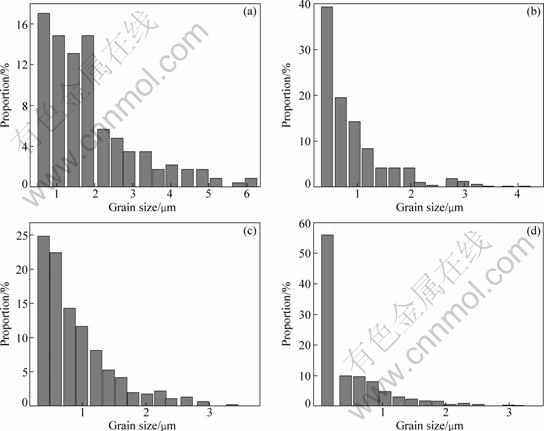
Fig. 2 Grain size distribution of hard phase: (a) Cermet A; (b) Cermet B; (c) Cermet C; (d) Cermet D
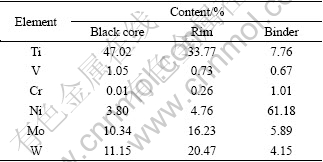
According to Fig. 3 and Table 2, the mass fraction of V in black core is 1.05%, which is more than the VC addition in the cermet. The mass fraction of Cr is 0.01%, which is much less than the Cr3C2 addition. Moreover, according to Fig. 5 and Table 2, the mass fraction of V in binder phase is 0.67%, which is close to the VC addition in the cermet. The mass fraction of Cr is 1.01%, which is much more than the Cr3C2 addition. It indicates that there is segregation of V and Cr in the black core and binder phase, respectively.
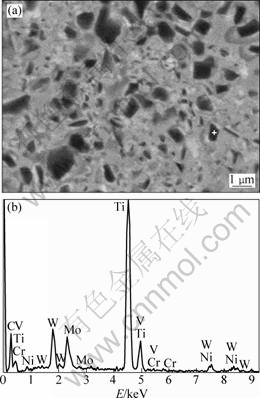
Fig. 3 SEM-EDS analysis of black core in microstructure of cermet D
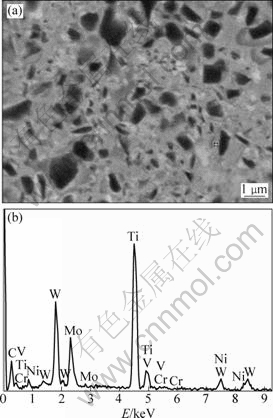
Fig. 4 SEM-EDS analysis of rim phase in microstructure of cermet D
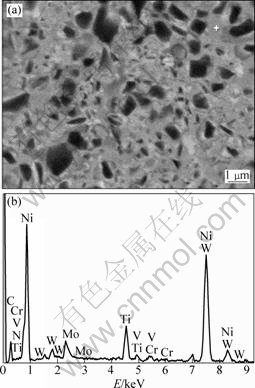
Fig. 5 SEM-EDS analysis of binder phase in microstructure of cermet D
Table 2 EDS result of cermet D
In order to further confirm the distribution of V and Cr, EDS analysis was also carried out at several points in some other black cores, rim phase and binder phase of the cermet D, and the results of V and Cr Content ranges are shown in Table 3. Apparently, V mainly exists in black core, and most of Cr exists in binder phase.
The microstructure changes of Ti(C,N)-based cermet should be due to the influence of VC/Cr3C2 on the formation process of material. During the solid phase sintering, Mo reacts with C and forms Mo2C below 1100 ��C [21]. When the solid phase diffusion reaction between Mo2C, WC and TiC occurs, the solid solution (Ti,Mo,W)C is formed. During the liquid phase sintering, TiC particles are preferentially dissolved in the liquid metal [22], and the TiC particles often aggregate in the early stage of liquid phase sintering due to the poor wettability between binder phase and them [23]. The black core-grey rim structure of Ti(C,N)-based cermet is formed by Ostwald ripening [24-27]. According to the thermodynamics, smaller TiC particles are dissolved much more easily than larger TiC particles. When the saturation of smaller TiC particles dissolved in liquid Ni is reached, TiC reprecipitates from liquid Ni on the larger TiC particles undissolved, inducing the growth of TiC. Meanwhile, WC, TiN and Mo2C are also dissolved in liquid Ni, and then the solute atoms diffuse into the TiC particles and precipitate as the solid solution (Ti,W,Mo)C. Due to the diffusion of N, which is the decomposed product of TiN, a part of C is substituted. As a result, the (Ti,W,Mo)C transforms to (Ti,W,Mo)(C, N), which is well known as the rim phase, and the TiC transforms to Ti(C,N), which is well known as the black core. Therefore, the EDS results in Table 3 indicate that the diffusion of VC carries out in the black core and binder throughout the whole sintering progress, while the diffusion of Cr3C2 mainly performs in the binder. The reasons for black core grain growth being inhibited can be listed as follows. Firstly, in the early stage of liquid phase sintering, most of VC and part of Cr3C2 segregate at the interface of TiC/TiC, resulting in the migration of TiC grain boundary being hindered. The TiC grain growth resulting from the aggregation of particles is inhibited. Finally, a little VC and Cr3C2 are dissolved in liquid Ni, which can remarkably reduce the solubility of Ti and C atom in liquid Ni, thereby the growth rate of TiC grain is reduced and the TiC grain size grows.
Table 3 EDS results of V and Cr content ranges in phases of cermet D
Additionally, the rim phase thickness of cermets also changes due to the inhibitor VC/Cr3C2. The rim phase thickness of cermet B is much thinner than that of cermet A for the inhibitor VC/Cr3C2. While the rim phases of cermets B, C and D become thicker with the decrease of Cr3C2 addition. As analyzed before, a little of V and most of Cr exist in binder phase. Since VC and Cr3C2 are dissolved in binder phase, the dissolution of WC, TiN, Mo2C in liquid Ni and the formation of (Ti,W,Mo)C are inhibited. Therefore, the rim phase becomes thin due to inhibitor VC/Cr3C2. The major of grain growth inhibitor dissolved in binder phases is Cr3C2, so the thickness of rim phase presents a trend of increase with the decrease of Cr3C2 addition. In addition, since the formation of rim phase is a process of precipitated Mo, W, N diffusing into TiC and solid solution (Ti,W,Mo)(C,N) forming, the dissolution- reprecipitation process is carried out more quickly, and the black core which is composed of Ti(C,N) is finer. Therefore, the increase of rim phase thickness caused by the decrease of Cr3C2 addition contributes to the decrease of black core size to a certain extent.
The fracture surfaces of cermets were observed, and the SEM micrographs are shown in Fig. 6. According to Fig. 6, the fracture surface of cermet A displays features of coarser hard phase particles, hard phases containing transgranular cracks and pits resulting from dissociation of hard phase particles. The fracture surfaces of cermets B, C and D are mainly composed of finer hard phase particles, dimples and tearing edge. The dimple is one of the primary features of the ductile fracture. The appearance of several dimples indicates that much fracture energy is consumed. The tearing edge on the fracture surface of cermet usually results from the tearing of binder phase [28]. It indicates that the strength of binder phase declines. Therefore, the appearance of dimples and tearing edges indicates that the effect of VC/Cr3C2 addition on fracture of cermet is complicated.
Figure 7 shows the propagation path of radial cracks originating at the corners of Vickers indentations in the cermets with various addition of VC/Cr3C2. It can be seen that the crack propagation path of the cermet A is long and straight. The transgranular cracks are the main components of the crack. When VC/Cr3C2 is added, the crack deflection and crack branching appear, which are usually caused by several factors, such as local stress state, microstructure discontinuities (second phases, grain boundaries, inclusions, etc.) or environment [29], and are helpful to improving fracture toughness. Moreover, the crack propagation path of cermet C is discontinuous, which is abnormal. The formation mechanism of discontinuous crack propagation path may be due to the following explanations. The crack propagation usually occurs in the way that the least energy is consumed. In other words, the crack preferentially propagates at the sites where the interface bonding force or the hard phase strength is lower. The distributions of interface bonding force and hard phase strength are inhomogeneous, so the crack propagation path is discontinuous. Furthermore, it can be seen that the grains of cermet D are refined most remarkably, though transgranular fracture is the main fracture mode. The fracture mode change of fine grains mainly results from the influence of VC. The brittleness of rim phase increases due to the addition of VC [28]. According to the analysis above, most of VC segregates at the interface of TiC/TiC and hinders the migration of TiC grain boundary. Therefore, the brittleness of black core increases due to the intrinsic brittleness of VC. When 0.75% VC (the maximum amount of VC addition in the four cermets) is added to the cermet D, as a result the black cores are embrittled most remarkably. Therefore, when the crack propagates to the grain consisting of the brittle rim phase and black core, the transgranular fracture occurs.
In order to understand the the phases of the cermets, XRD analysis was carried out, and the results are shown in Fig. 8. XRD analysis results show that all the peaks observed are Ti(C,N) and binder phase Ni. According to Table 2, the grey rim phases contain Mo, W, V, Cr and Ti. In other words, Mo, W, V, Cr and Ti has been completely dissolved and reprecipitated as (Ti,W,Mo,V,Cr)(C,N), which has the same crystal structure and similar lattice parameters as the Ti(C,N).
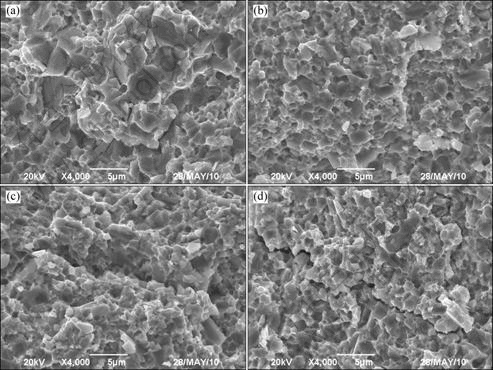
Fig. 6 SEM micrographs showing fracture surfaces of cermets: (a) Cermet A; (b) Cermet B; (c) Cermet C; (d) Cermet D
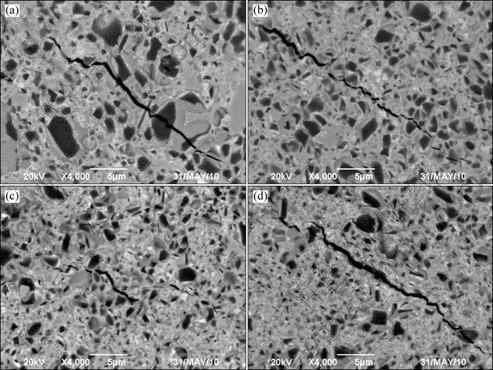
Fig. 7 Crack propagation path of cermets: (a) Cermet A; (b) Cermet B; (c) Cermet C; (d) Cermet D
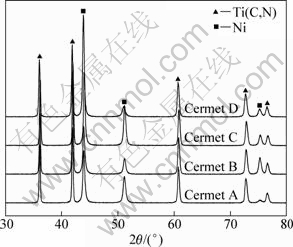
Fig. 8 XRD profiles of cermets
3.2 Mechanical properties and porosity
The porosities of cermets are shown in Table 4. In ISO/BSI4505, A represents the holes whose diameter are less than or equal to 10 ��m; B represents the holes whose diameter are 10-25 ��m. The numbers of 02, 04 and 06 indicate that the volume fraction of holes in the samples are less than 0.02%, 0.06% and 0.2%, respectively. For example, A02 indicates that the volume fraction of A type of holes in the sample is less than 0.02%. It can be seen that the porosity of cermets increases with the increase of VC content in VC/Cr3C2. The increased VC addition exceeds its saturated concentration in liquid binder phase and excessive VC precipitates at the hard phase /binder phase grain boundary, which would be a great impact on alloy densification process [15]. As analyzed before, the Cr3C2 mainly exists in binder, while the VC exists in both the binder and hard phase. Therefore, the increase of VC addition induces the increase of porosities of cermets.
Table 4 Porosities of cermets
![]()
Transverse rupture strength, hardness and fracture toughness of each system were measured at room temperature. Transverse rupture strengths of cermets with different VC/Cr3C2 additions are shown in Fig. 9. Apparently, the transverse rupture strength is improved due to inhibitor VC/Cr3C2. The transverse rupture strength of the cermets firstly increases remarkably and reaches the peak value due to the inhibitor 0.25VC/0.75Cr3C2, then decreases when inhibitor 0.5VC/0.5Cr3C2 or 0.75VC/0.25Cr3C2 is added, respectively.
The transverse rupture strength of the cermets is affected by the factors as follows. On one hand, according to the Hall-Petch formula, the transverse rupture strength will be promoted due to the refinement of grains. In addition, the V, Cr and binder phase vary in atomic radius, thereby lattice distortion must be brought in binder phase due to inhibitor VC/Cr3C2, which results in ��atmospheres��. Therefore, dislocation movements are prevented, and the binder phase is strengthened. On the other hand, since pores reduce the area of transverse section bearing load, induce the inhomogenous distribution of stress and may become the initial sites of cracks [30], transverse rupture strength is influenced by porosity remarkably. Furthermore, the plasticity of binder phase and interface bonding force are reduced due to addition of VC [28]. When the inhibitor 0.25VC/0.75Cr3C2 is added, the cermet grain size decreases remarkably and the binder phase is strengthened. Meanwhile, the porosity increases appreciably and the plasticity of binder phase and interface bonding force are reduced slightly due to the small addition of VC. Therefore, the transverse rupture strength is promoted considerably. When the inhibitor 0.5VC/0.5Cr3C2 or 0.75VC/0.5Cr3C2 is added respectively, the grain size continues to decrease. However, the porosity increases remarkably and the extent of binder phase being strengthened decreases for Cr3C2 addition decreases. In addition, the plasticity of binder phase and interface bonding force are reduced due to the increase of VC addition. So the transverse rupture strength falls.
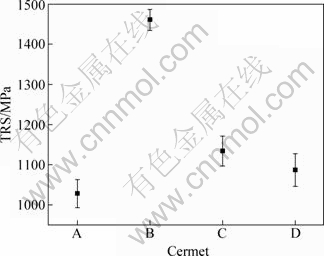
Fig. 9 Transverse rupture strength of cermets with different VC/Cr3C2 additions
Hardness values of cermets with different VC/Cr3C2 additions are shown in Fig.10. The hardness firstly increases when inhibitor 0.25VC/0.75Cr3C2 is added, then decreases when inhibitor 0.5VC/0.5Cr3C2 or 0.75VC/0.25Cr3C2 is added. According to the Hall-Petch formula, the hardness is improved with the decrease of grain size. Furthermore, since the area of interface between binder phase and hard phase increases due to the refinement of grains, the mean free path of binder phase is reduced. Therefore, the hardness of binder phase is promoted. Moreover, the lattice distortions resulting from the dissolution of V, Cr in binder phase could also enhance the hardness of binder phase. However, the increase of porosity could induce decline of hardness, since the pores reduce the volume of material bearing load [31]. For the cermet added with 0.25VC/0.75Cr3C2, the grains are refined considerably and the binder phases are strengthened most remarkably, whereas the porosities increase slightly, so the hardness is improved. When 0.5VC/0.5Cr3C2 is added, the grains are further refined slightly. However, the porosity increases, but the addition of Cr3C2, the major component of inhibitor dissolved in binder phase, decreases. So, the hardness decreases slightly. For the cermet with 0.75VC/0.25Cr3C2, the grains are the finest. Meanwhile, the Cr3C2 addition decreases to a minimum and the porosity increases remarkably. Therefore, the hardness declines considerably.
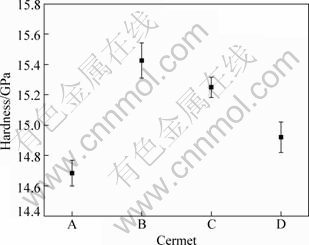
Fig. 10 Hardness of cermets with different VC/Cr3C2 additions
The fracture toughnesses of the cermets with different VC/Cr3C2 additions are shown in Fig. 11. When the inhibitor 0.25VC/0.75Cr3C2 or 0.5VC/0.5Cr3C2 is added, the fracture toughness is improved. The improvement can be due to the following factors. On one hand, as shown in Fig. 8, the intergranular cracks become the main part of the crack due to the refinement of grains. The intergranular fracture usually has a longer crack propagation route or larger fracture area than transgranular fracture, thus consuming more energy theoretically [16]. So, the cermet is toughened. In addition, the short and discontinuous cracks indicate that the cracks propagate more difficultly due to the strengthening of binder phase resulting from the dissolution of Cr3C2 and higher interface bonding force. On the other hand, the increasing porosity reduces the fracture toughness since the pores at the interfaces may induce cracks [30]. Since the increase of porosity is limited, the fracture toughness of cermets is promoted. When the inhibitor 0.75VC/0.25Cr3C2 is added, the fracture toughness falls to the value which is a little more than that of the cermet without inhibitor VC/Cr3C2. The mechanism of the fracture toughness declining can be explained as follows. As the foregoing analysis, the crack of cermet with 0.75VC/0.25Cr3C2 consists of transgranular cracks and intergranular cracks, and the transgranular cracks are the main components. Firstly, since less energy is consumed, the transgranular fracture results in the crack propagating more easily. Secondly, the interface bonding force is reduced due to the VC, so the energy consumed by the intergranular fracture decreases. Furthermore, the extent that binder phase is strengthened decreases with the reduction of Cr3C2 addition. In addition, the increasing porosities remarkably increase the sources of crack. Therefore, although the grains are refined most remarkably, the fracture toughness of cermet is hardly improved when 0.75VC/0.25Cr3C2 is added. According to the analysis, the inhibitor VC/Cr3C2 with an appropriate ratio of VC addition to Cr3C2 addition can effectively improve fracture toughness of cermet.
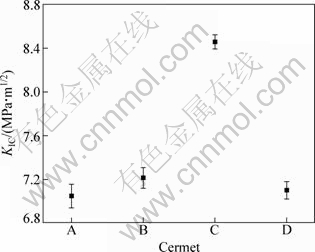
Fig. 11 Fracture toughness of cermets with different VC/Cr3C2 additions
4 Conclusions
1) VC/Cr3C2 has distinct effect on the microstructure of Ti(C,N)-based cermets. The grains of cermets with VC/Cr3C2 have the black core-grey rim and white core-grey rim structures. The grain sizes of cermets decrease obviously with the VC/Cr3C2 addition. When inhibitor 0.75VC/0.25Cr3C2 is added, the grains are refined most remarkably. The V mainly exists in black core and most of Cr exists in binder phase. The black core becomes finer with the increase of VC addition for both the aggregation of TiC particles is inhibited by the segregation of VC and Cr3C2 at the interface of TiC/TiC and the dissolution- reprecipitation of small TiC particles is inhibited due to the dissolution of Cr3C2 in binder phase. The thickness of rim phase increases with the decrease of Cr3C2 addition for dissolution-reprecipitation process is inhibited due to the dissolution of Cr3C2 in binder phase.
2) The effect of VC/Cr3C2 on mechanical properties of Ti(C,N)-based cermets is obvious. The porosity of cermets increases with the increase of VC addition in VC/Cr3C2. The transverse rupture strength increases due to the inhibitor VC/Cr3C2 and reaches the peak value when 0.25VC/0.75Cr3C2 is added. When VC/Cr3C2 is added, the hardness is also promoted and the hardness of the cermet added with 0.25VC/0.75Cr3C2 is the highest. The fracture toughness rises to the peak value when 0.5VC/0.5Cr3C2 is added, and falls to the value a little more than that of the cermet without VC/Cr3C2 when 0.75VC/0.5Cr3C2 is added. Therefore, inhibitor VC/Cr3C2 with an appropriate ratio of VC addition to Cr3C2 addition can effectively improve the fracture toughness of cermet.
References
[1] Lindahl P, Gustafson P, Rolander U, Stals L, Andr��n H O. Microstructure of model cermet with high Mo or W content [J]. Int J Refract Met Hard Mater, 1999, 17(3): 411-421.
[2] Ettmayer P, Lengauer W. The story of cermets [J]. Powder Metall Int, 1989, 21: 37-38.
[3] Ettmayer P, Kolaska H, Dreyer K. Effect of the sintering atmosphere on the properties of cermets [J]. Powder Metall Int, 1991, 23: 224-229.
[4] Ettmayer P, Kolaska H, Lengauer W, Dreyer K. Ti(C,N) cermets��Metallurgy and properties [J]. Int J Refract Met Hard Mater, 1995, 13: 343-351.
[5] Zackrisson J, Thuvander M, Lindahl P, Andr��n H O. Atom probe analysis of carbonitride grains in (Ti, W, Ta, Mo) (C, N) (Co/Ni) cermets with different carbon content [J]. Appl Surf Sci, 1996, 94-95: 351-355.
[6] D��Errico G E, Bugliosi S, Guglielmi E. Tool-life reliability of cermet inserts in milling tests [J]. J Mater Proc Tech, 1998, 77: 337-343.
[7] Fang Z Z, Wang X, Ryu T, Hwang K S, Sohn H Y. Synthesis, sintering, and mechanical properties of nanocrystalline cemented tungsten carbide��A review [J]. Int J Refract Met Hard Mater, 2009, 27(2): 288-299.
[8] KIM B K, HA G H, LEE G G, LEE D W. Structure and properties of nanophase WC/Co/VC/TaC hardmetal [J]. Nanostruct Mater, 1997, 9(1-8): 233-236.
[9] Guo Z X, Xiong J, Yang M, Song X Y, Jiang C J. Effect of Mo2C on the microstructure and properties of WC-TiC-Ni cemented carbide [J]. Int J Refract Met Hard Mater, 2008, 26(6): 601-605.
[10] Lee H R, Kim D J, Hwang N M, Kim D Y. Role of vanadium carbide additive during sintering of WC-Co: Mechanism of grain growth inhibition [J]. J Am Ceram Soc, 2003, 86(1): 152-154.
[11] Huang S G, Liu R L, Li L, van der Biest O, Vleugels J. NbC as grain growth inhibitor and carbide in WC-Co hardmetals [J]. Int J Refract Met Hard Mater, 2008, 26(5): 389-395.
[12] Makhele-Lekala L, Luyckx S, Nabarro F R N. Semi-emprical relationship between the hardness, grain size and mean free path of WC-Co [J]. Int J Refract Met Hard Mater, 2001, 19(4-6): 245-249.
[13] Wang Jun, Liu Ying, Zhang Ping, Ye Jin-wen, Tu Ming-jing. Effect of VC and nano-TiC addition on the microstructure and properties of micrometer grade Ti(CN)-based cermets [J]. Mater Des, 2009, 30(6): 2222-2226.
[14] Feng Ping, He Yue-hui, Xiao Yi-feng, Xiong Wei-hao. Effect of VC addition on sinterability and microstructure of ultrafine Ti(C,N)-based cermets in spark plasma sintering [J]. J Alloys Compd, 2008, 460(1-2): 453-459.
[15] WANG J, LIU Y, FENG Y, YE J W, TU M J. Effect of NbC on the microstructure and sinterability of Ti(C0.7, N0.3)-based cermets [J]. Int J Refract Met Hard Mater, 2009, 27(3): 549-551.
[16] Liu Ning, Yin Wei-hai, Zhu Long-wei. Effect of TiC/TiN powder size on microstructure and properties of Ti(C,N)-based cermets [J]. Mater Sci Eng A, 2007, 445-446: 707-716.
[17] Liu Ning, Chao Sheng, Huang Xin-ming. Effects of TiC/TiN addition on the microstructure and mechanical properties of ultra-fine grade Ti(C,N)-Ni cermets [J]. J Euro Ceram Soc, 2006, 26(16): 3861-3870.
[18] Zheng Yong, Xiong Wei-hao, Liu Wen-jun, Lei Wen, Yuan Quan. Effect of nano addition on the microstructures and mechanical properties of Ti(C,N)-based cermets [J]. Ceram Inter, 2005, 31(1): 165-170.
[19] Chao Sheng, Liu Ning, Yuan Yu-peng, Han Cheng-liang, Xu Yu-dong, Shi Min, FENG Jian-ping. Microstructure and mechanical properties of ultrafine Ti(C,N)-based cermets fabricated from nano/submicron starting powders [J]. Ceram Inter, 2005, 31(6): 851-862.
[20] Shetty D K, Wright I G, Mincer P N, Clauer A H. Indentation fracture of WC�CCo cermets [J]. J Mater Sci, 1985, 20(5): 1873-1882.
[21] Yoshimura H, Sugizawa T, Nishigaki K, Doi H. Reaction occurring during sintering and the characteristics of TiC-20TiN- 15WC-10TaC-9Mo-5.5Ni-11Co cermet [J]. Int J Refract Hard Met, 1983, 2(4): 170-174.
[22] Wally P, Binder S, Ettmayer P, Lengauer W. Reaction of compact carbonitrides with liquid binder metals [J]. J Alloys Compd, 1995, 230(1): 53-57.
[23] Kang Y, Lee G H, Kang S. Growth of ultrafine Ti (CN) particles in Ti (CN) -Ni cermets [J]. Scr Mater, 2007, 56: 133-136.
[24] Zackrisson J, Andr��n H O, Rolander U. Development of cermet microstructures during sintering [J]. Metall Mater Trans A, 2001, 32(1): 85-94.
[25] Ahn S Y, Kang S. Formation of core/rim structures in Ti(C,N)-WC-Ni cermets via a dissolution and precipitation process [J]. J Am Ceram Soc, 2000, 83(6): 1489-1494.
[26] Chun D I, Kim D Y, Eun K Y. Microstructure evolution during the sintering of TiC-Mo-Ni cermets [J]. J Am Ceram Soc, 1993, 76(8): 2049-2052.
[27] Andr��n H O. Microstructures development during sintering and heat-treatment of cemented carbides and cermets [J]. Mater Chem Phys, 2001, 67(1-3): 209-213.
[28] Zheng Yong, Liu Wen-jun, You Min, Yuan Quan. Effect of Cr3C2 and VC on valence electron-structure and properties of rim phases in Ti(C,N)-based cermets [J]. J Chin Ceram Soc, 2004, 32(4): 422-428.
[29] Celli A, Tucci A, Esposito L, Palmonari C. Fracture analysis of cracks in alumina-zirconia composites [J]. J Eur Ceram Soc, 2003, 23: 469-479.
[30] L��pez M, Jim��nez J A, Corredor D. Precipitation strengthened high strength-conductivity copper alloys containing ZrC ceramics [J]. Compos A, 2007, 38(2): 272-279.
[31] Huang Pei-yun. Principle of powder metallurgy [M]. Beijing: Metallurgical Industry Press, 1995: 384-409. (in Chinese)
VC/Cr3C2��Ti(C,N)�������մ�����֯����ѧ���ܵ�Ӱ��
ղ ��1, 2���� ��1, 2����֮��1, 2��������1, 2��ʯ���1
1. �Ϸʹ�ҵ��ѧ ���Ͽ�ѧ�빤��ѧԺ���Ϸ� 230009��
2. ����ʡ��ɫ����������ӹ�����ʵ���ң��Ϸ� 230009
ժ Ҫ���о�VC/Cr3C2��Ti(C,N)�������մ�����֯����ѧ���ܵ�Ӱ�졣���ù�ѧ������X���������Ǻ�ɨ��羵����������о�����֯�����Ժ������ǿ�ȡ�Ӳ�ȺͶ������Ե���ѧ���ܡ��������������֯�д��ڡ���о-�ҿǡ��͡���о-�ҿǡ��ṹ����������VC/Cr3C2��Ӳ���ྦྷ����ϸ������0.75VC/0.25Cr3C2�Ľ����մɾ���ϸ�������ԣ���о����VC�����������Ӷ���ϸ��������Cr3C2�������ļ��ٶ����϶������VC/Cr3C2��VC�������Ӷ����������ǿ�Ⱥ�Ӳ�Ⱦ����ߣ����Ҿ�������0.25VC/0.75Cr3C2ʱ�ﵽ���ֵ�����ʵ���VC��Cr3C2��������������VC/Cr3C2������Ч��ʹ�����������ߣ��������� 0.5VC/0.5Cr3C2ʱȡ�����ֵ��
�ؼ��ʣ�Ti(C, N)�������մɣ�VC��Cr3C2������֯����ѧ����
(Edited by YANG Hua)
Foundation item: Project (090414185) supported by the Natural Science Foundation of Anhui Province, China
Corresponding author: LIU Ning; Tel: +86-551-2909865; E-mail: ningliu@mail.hf.ah.cn
DOI: 10.1016/S1003-6326(11)61289-2
Abstract: Effects of VC/Cr3C2 on the microstructure and mechanical properties of Ti(C,N)-based cermets were studied. The microstructure was investigated by means of optical microscopy, X-ray diffractometry as well as scanning electron microscopy in combination with energy dispersive spectrometry. Mechanical properties, such as transverse rupture strength, hardness and fracture toughness, were measured. The results show that there are black core-grey rim structure and white core-grey rim structure in the microstructure. The grains become fine due to the VC/Cr3C2, and the grains of cermet added with 0.75VC/0.25Cr3C2 are refined most remarkably. The black core becomes finer with the increase of VC addition and rim phase becomes thicker with the decrease of Cr3C2 addition. The porosity increases with the increase of VC addition in VC/Cr3C2. Compared with the cermet free of VC/Cr3C2, the transverse rupture strength and hardness of cermets with VC/Cr3C2 are both improved, and the maximum values are both found for the cermet with 0.25VC/0.75Cr3C2. The fracture toughness can be effectively promoted by adding VC/Cr3C2 with an appropriate ratio of VC to Cr3C2, and the maximum value is found for the cermet with 0.5VC/0.5Cr3C2.
