
�������ͷ��ݼ��Ʊ���ĭ��
������, ��ϣȪ, �� ��, ����ר
(���ϴ�ѧ ұ���ѧ�빤��ѧԺ, ��ɳ 410083)
ժ Ҫ��
�о���һ������ĭ���Ʊ������п����TiH2��ZrH2��ݼ������ͷ��ݷ�ĩ���ȷֽ���Ϊ, ̽�ָ����ͷ��ݼ��������������¶ȵ����ض���ĭ����϶�ʵ�Ӱ�졣 �о�����: �����ͷ��ݲ��Ͼ��зֽ��¶ȷ�Χ�����ֽ���̻������ص㡣 �����ø÷��ݼ�ʱ, ��ĭ���Ʊ������������������Ca����ճ��; �淢���¶ȵ�����, ��ĭ���Ŀ�϶�������ߺ��½�; �淢�ݼ���������, �������е����ݲ�����, �����ݼ��ļ�������1.40%����ʱ, �������е����ݲ���ʧ; �ڷ����¶�740�桢 ���ݼ�������1.40%~2.20%�� ����ʱ��3min�� ���·���ʱ��5min��������, �����Ʊ�����2~5mm, ��϶��60%~80%, ��϶������������ʵ�������ĭ����
�ؼ���: ��ĭ��; ���ݼ�; �ȷֽ���Ϊ; ���ݲ�; ��϶�� ��ͼ�����: TG146.2
���ױ�ʶ��: A
Preparation of aluminum foam using novel foaming agent
ZHOU Xiang-yang, LIU Xi-quan, LI Jie, LIU Hong-zhuan
(School of Metallurgical Science and Engineering, Central South University,Changsha 410083, China)
Abstract: The thermal decomposition behavior of a novel foaming agent substituting for TiH2 and ZrH2 during the preparation process of aluminum foam was investigated. The effects of the foaming agent content and foaming temperature on the porosity of aluminum foam were also discussed. The experimental results show that the novel foaming agent has a wide decomposition temperature range and a slow decomposed rate; the extra viscosifier such as Ca is unnecessary while using this foaming agent; the porosity firstly increases and then decreases with foaming temperature rising; the free-bubble layer in material decreases with foaming agent addition increasing, and the free-bubble layer disappears while foaming agent addtion is more than 1.4%; an aluminum foam product characterized by no free-bubble layer, uniform bubble distribution, pore sizes of 2-5mm and porosity of 60%-80% can be obtained under the conditions the foaming temperature 740��, foaming agent addition 1.40%-2.20%, stirring time 3min and foaming time 5min.
Key words: aluminum foam; foaming agent; thermal decomposition behavior; free-bubble layer; porosity
��ĭ�������еĵ��ܶȡ� �߸նȡ� ��������ԡ� �͵����ʡ� �ʹŵ��ʺ����������Ե�����, ʹ����������߿Ƽ�����һ�㹤ҵ�����Ӧ���ܵ���Խ��Խ�㷺�����ӡ� ��ĭ�����Ʊ����������崵�����ݷ��� ���巢�ݼ����ݷ��� �������취�� ��ĩұ��, �������巢�ݷ�Ϊ������ʵ�����������ģ�����ķ���֮һ[1-5]��
��������巢�ݷ����������ۻ��� ��ճ�� ���ٽ��衢 ���뷢�ݼ�(TiH2��ZrH2��)���·��ݼ���ȴ�ȹ��� �����ֳ������巢�ݷ���Ȼ���ڲ���ȱ�ݡ� ��Ҫ������: 1) ������TiH2��ZrH2��ݼ��ļ۸�; ����ֽ��¶ȷ�ΧΪ380~820��, 600��ʱ�ֽ������൱��, ����������塢 ���γ����ݵ�ʱ���൱����, ��ʹ�������������еķֲ��ͳ����൱�ѿ���, Ҳʹ����ĭ���Ʊ������еĿ�������(���������¶ȡ� ʱ�估����ǿ�ȵ�)�൱����, ��ʹ������ֻ�������Ʊ�ijЩ���۵�����Ͻ���ĭ[6-8]; 2) �ù���ͨ����Ҫһ����ճ����, ��ճ�¶ȷ�Χͨ����800~900��֮��, �������õ���ճ����ͨ���Ǽ۸�ȽϹ�Ľ����ƻ������������� ̼������մɿ���[7, 9-11], ���������ĭ���������ܺļ��ɱ�; 3) ����ݼ��Ʊ���ĭ��ʱ, ճ�ȿ��Ʋ��������ʵ����, ��������Ч�ʺͳ�Ʒ��[12]; 4) �����������Ϊ��ճ��ʱ, �ȴ�������ĭ����Ӳ�Ȳ������[13]; 5) ���ݼ�TiH2��ZrH2������ҪԤ����[14-15]�� ����������Щȱ��, ��������ĭ���������ɱ��Ӹ߲���, Ҳ��������ĭ���Ĵ��ģ��ҵ��Ӧ�á� ���, �������ͷ��ݼ����о���ĭ���ĵͳɱ��Ʊ����������൱�ش� ���������о���һ�����ͷ��ݼ����ȷֽ���Ϊ, �Լ�ʹ�ø÷��ݼ�����ĭ���Ʊ����ա�
1 ʵ��
1.1 ��ĭ����Ʒ���Ʊ�
��ĭ����Ʒ���Ʊ��������: 1) ���������������ۻ������µ�700~780�����б���(���¶ȼ�Ϊ�����¶�); 2) ��1000r/min�Ľ����ٶ���, ���ȵؽ������õ����ͷ��ݼ�������������, ���ݼ�������ټ�������3min, ������轰, Ȼ���ڸ��¶��±���5min, ����������������¯, ���伴�Ƶ���ĭ����Ʒ��
1.2 ���ܲ��������
����DSC-DTA���Լ����������ϳɷ��ݼ����ȷֽ���Ϊ�� �����豸Ϊ����TA��˾������SDT Q600�Ͳ����ǡ� �������ķ��ݼ���Ʒ������Ʒ����, ��100mL/min�Ŀ���������������800��, �����ٶ�Ϊ5K/min��
���ø������������(SONY, DSC-P10)���и�������ĺ�۶�����ò����, ���۲���Ĵ��·�Χ��
��������[16]�����ķ���������ĭ���Ŀ�϶�ʡ�
�����巢��Ч�ʦǼ���ʽΪ
2 ���������
2.1 ���ݼ��ȷֽ���Ϊ����
ͼ1��ʾΪ���������ͷ��ݼ���500~800���¶ȶεķֽ�����������DTA���ߡ� ��Ȼ, �÷��ݼ���608.31��ſ�ʼ�ֽ�; �����¶ȵ�����, �ֽ����ʻ�������; 650�����Ϸֽ����ʲſ�ʼ��������, 700~750��֮��ķֽ����������Ͽ�; ������ȷ��λ����738.82�洦, ���¶ȴ�755.86��ʱ��Ӧ���������� �ڱ��о�������������(5K/min), �����ֽⷴӦ���̳�������29.5min��
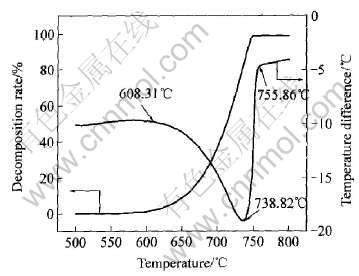
ͼ1 ���ݼ��ķֽ����ʺ��²�¶�����
Fig.1 Decomposition rate and DTA curves of foaming agent
ͼ2��ʾΪ�����Ʒ��ݼ���680����������µķֽ����ʼ�DTA���ߡ� ��ͼ��֪, ��680����������µķֽ����ʱ仯���߽ӽ�һ��ֱ��, ������680���·ֽ���ȫ��ʱ�䳤��40min�� ��˵���÷��ݼ���680����һ���������ٷֽ�Ĺ��̡� ��Ϊ��ĭ������һ�㷢���¶���680~740��֮��, �����Ϸ�����֪, �����Ƶķ��ݼ���ȫ���Դ���TiH2�Ʊ���ĭ��������ĭ���Ͻ�; ������Ϊ�÷��ݼ��ķֽ�ʱ�䳤, �Ӷ�ʹ����ĭ���Ʊ������еĸ�������(�����¶ȡ� ʱ�估����ǿ�ȵ�)û��ʹ��TiH2�����ݼ�ʱ�Ŀ���, ���Ժܴ��ݵ�ͨ���������ݼ��Ľ���ͱ��·���ʱ�����ﵽ����������ĭ����϶�ʵ�Ŀ�ġ�
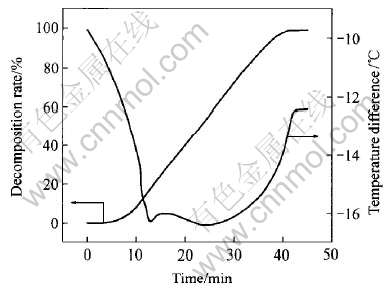
ͼ2 680�����ʱ���ݼ��ķֽ����ʺ��²ʱ������
Fig.2 Decomposition rate and DTA-temperature curves of foaming agent at 680��
����, ���ϳ����ͷ��ݼ���600~700��ֽ�����ص�, Ϊ�������Ʊ��������͵���ĭ������ĭ���Ͻ��Ͳ��ṩ�˿��ܡ� ��������ָ�����ڽϵ͵��¶���(600~700��), �����ݼ����벢������� �����ɺ�δ�ֽ��ֻ�������ֽⷢ�ݼ�������, Ȼ������ͨ����ѹ�����ȷ�ʽ���γ�������״��ǰ����, ���ǰ��������������¶ȱ��·���һ��ʱ��, �Ӷ��Ƶ���ĭ���Ͳġ�
ͼ3��ʾΪ�������ϳɷ��ݼ��� ��720�淢�����Ʊ���ĭ������������;ֲ���ò��Ƭ�� ���Կ���, ���Ʊ���ĭ�������ײ���ʵ����, ��ĭ���и����ֲ���������, ���Ҹ��Ŀ���2~5mm֮��, ���Խ������������ĭ���Ŀ�϶�ʴﵽ��70%�� 2.2 �����¶ȵ�ȷ��������ĭ����϶�ʵ�Ӱ��
�������۵�Ϊ660�档 �ڷ��ݽ�, ���ڷ��ݼ��ڷֽ��������������, ��ʹ�������¶��нϴ��½�[17]�� ���, �ֱ�ѡȡ700�� 720�� 740�� 760�� 780�� 5���¶ȵ������췢���¶ȶ���ĭ��϶�ʵ�Ӱ�졣 �������ͷ��ݼ��ļ�����Ϊ1.60%��
��ͬ�����¶�����ĭ����϶�ʵı仯��ͼ4��ʾ�� ���Կ���, �����¶ȵ���740��ʱ, �����¶ȵ�����, ��϶��������; �����¶�Ϊ740��ʱ, ��϶�ʴﵽ���ֵ, Ϊ74.25%; �������¶ȳ���740��ʱ, ��϶�ʷ������½��� �������������ԭ�������: �ڷ���ʱ�䡢 ����ʱ�估����ǿ��һ���������, �����¶�Ӱ�������ճ�Ⱥͷ��ݼ��ֽ�������������� ��������¶ȹ���, ���ݼ��ֽ�������Ի���, ��������������ѹ����С, �Ӷ���ʹ�������е���������; ����, �����������ճ�Ƚϴ�, �������ܵ�ճ������ֹ���ݵij���, Ҳ�����Ʒ��ݼ��Ľ�һ���ֽ�, �Ӷ���ʹ����ĭ���е��������������ݽ�С, ���յĽ����ʹ����ĭ��Ŀ�϶�ʵ��¡� �淢���¶ȵ�����, ���ݼ��ֽ����ʼӿ�, �������ͼӿ�, ��ĭ����Ʒ�Ŀ�϶�ʺͿ�Ҳ��Ӧ������; ����������¶�̫��, �����ճ�Ƚ���С, ��ʱ��������ļ��������������������ļ�������, ���ݼ�ҺĤ�䱡���´����ݻ��ಢ����ͨ, �������ݻ����ݳ�������, ������ĭ���϶�ʽ���[16]��
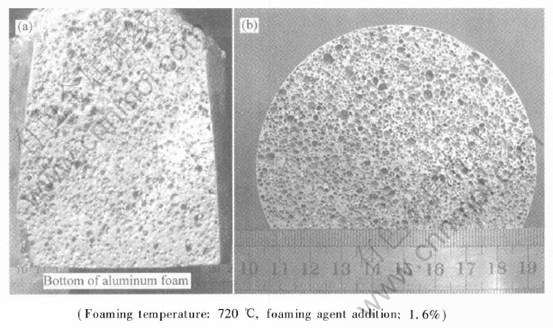
ͼ3 �����ͷ��ݼ��Ʊ�����ĭ��������������ò��Ƭ
Fig.3 Macro-shape section photograph of aluminum foam sample prepared with novel foaming agent
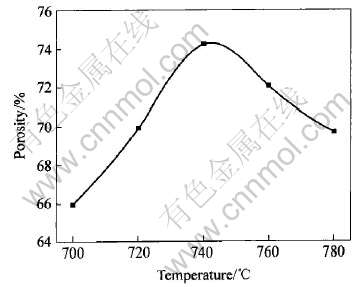
ͼ4 �����¶ȶԿ�϶�ʵ�Ӱ��
Fig.4 Effect of foaming temperature on porosity
2.3 ���ݼ�����������ĭ����϶�ʵ�Ӱ��
����ȡ�ķ����¶�Ϊ740��, ��ѡ��ķ��ݼ���������1.10%~2.20%֮�䡣 ���ݼ�����������ĭ����϶�ʺͷ���Ч�ʵĹ�ϵ��ͼ5��ʾ�� ���Կ���, ���ݼ�������Ϊ1.10%ʱ, ����Ч��Ϊ89.41%, ��϶��Ϊ57.27%; �����ݼ��������ӵ�1.40%, ����Ч��Ϊ91.73%, ��϶��������74.00%; �����ݼ�������һ������, ����1.40%ʱ, ����Ч��������100%, ����ȫû��ʵ�������; ���ݼ�������Ϊ2.00%��2.15%ʱ, ��϶�ʷֱ�ﵽ77.47%��77.75%�� �������ݼ��ļ���������2.20%ʱ, ʵ�鷢��, �����ճ��̫��, ���ݼ��ļ��롢 ���衢 ��ɢ���ȴ���һ�������ѡ� Ҳ����˵, �������ͷ��ݼ���1.40%~2.20%��Χ�ڱ仯ʱ, ��ʵ��100%�ķ���Ч�ʡ�
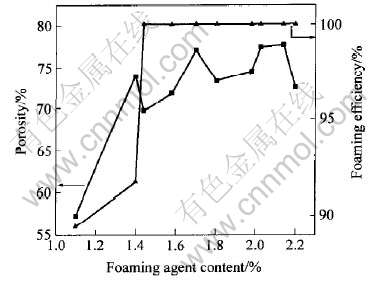
ͼ5 ���ݼ��ļ������Կ�϶�ʺͷ���Ч�ʵ�Ӱ��
Fig.5 Effects of foaming agent content on porosity and foaming efficiency
3 ����
1) �����Ƶ����ͷ��ݼ����зֽ��¶ȿ�(608.31~755.86��), �ֽ�����ƽ��(680����������½�40min����ȫ�ֽ�)���ص�, ���Դ���TiH2���Ʊ���ĭ����
2) �淢���¶ȵ�����, ��ĭ���Ŀ�϶������ߺ��½�; �淢�ݼ���������, �������е�ʵ�IJ�������, �����ݼ��ļ�������1.40%����ʱ, ��ʵ����ʵ������ĭ�����Ʊ���
3) �ø÷��ݼ��Ʊ���ĭ��ʱ, �Ʊ�����������ճ��
4) �ڷ����¶�740�����ҡ� ���ݼ�������1.40%~2.20%�� ����ʱ��3min�� ���·���ʱ��5min������, �����Ʊ�����2~5mm�� ��϶��60%~80%�� ��϶������������ʵ�������ĭ����
REFERENCES
[1]Degischer H P, Kriszt B. �����ĭ����[M]. ��Т��, ��ܿ, ��. ����: ��ѧ��ҵ������, 2005: 1-16.
Degischer H P, Kriszt B. Handbook of Cellular Metal: Production, Processing, Applications[M]. ZUO Xiao-qing, ZHOU Yun, transl. Beijing: Chemical Industry Press, 2005: 1-16.
[2]������, ����, ����ר, ��. ��Ͻ���ĭ�����Ʊ������о���չ[J]. ���ϵ���, 2005, 19(9): 61-63.
ZHOU Xiang-yang, LONG Bo, LIU Hong-zhuan, et al. Development of light alloy foam materials preparation technology[J]. Materials Review, 2005, 19(9): 61-63.
[3]Asholt P. Aluminium foam produced by the melt foaming route process, properties and applications[A]. Proceedings of Metal Foams and Porous Metal Structures[C]. Bremen: MIT Press-verlag, 1999: 133-138.
[4]Gaillard C, Despois J F, Mortensen A. Processing of NaCl powders of controlled size and shape for the microstructural tailoring of aluminium foams[J]. Mater Sci Eng A, 2004, 374: 250-262.
[5]Kanahashi H, Mukai T, Yamada Y, et al. Experimental study for the improvement of crashworthiness in AZ91 magnesium foam controlling its microstructure[J]. Mater Sci Eng A, 2001, 308 : 283-287.
[6]���ս�, ������, �ε�ƺ. ��������ĭ���Ʊ���״�����о���չ[J]. ����, 1999(4): 1-5.
WU Zhao-jin, WANG Yan-ming, HE De-ping. Research advances in the foamed process of cellular aluminum[J]. Foundry, 1999(4): 1-5.
[7]������, ������. ���ݷ��Ʊ���ĭ��[J]. ���Ͽ�����Ӧ��, 1998, 13(3): 30-32.
WANG Zheng-hong, CHEN Pai-ming. Fabrication of foamed aluminum by foaming Technique[J]. Development and Application of Materials, 1998, 13(3): 30-32.
[8]����, �ε�ƺ, �н���. ���Ͻ���ĭ��������ճ�ȵı仯[J]. �����о�ѧ��, 2005, 19(1): 35-41.
DAI Ge, HE De-ping, SHANG Jin-tang. Change of viscosity in the foamed process of Al alloy metal[J]. Chinese Journal of Material Research, 2005, 19(1): 35-41.
[9]���, Ҧ�㴺, ������, ��. �տ���ĭ�������Ʊ����������ݵ��γ����ݻ�[J]. �й���ɫ����ѧ��, 2004, 14(8): 1377-1381.
LUO Hong-jie, YAO Guang-chun, ZHANG Xiao-ming, et al. Formation and evolution of bubble in fabricating closed-cell aluminum foam[J]. The Chinese Journal of Nonferrous Metals, 2004, 14(8): 1377-1381.
[10]��Т��, ��ܿ, �Թ���, ��. CaCO3���ݼ��Ʊ���ĭ�������о�[J]. ϡ�н���, 2004, 28(1): 195-198.
ZUO Xiao-qing, ZHOU Yun, ZHAO Guo-bin, et al. Preparation of aluminum foam by CaCO3 foaming agent[J]. Chinese Journal of Rare Metals, 2004, 28(1): 195-198.
[11]������, ����, ���¹�, ��. SiCp��ǿ��ĭ�������ϲ����Ʊ����ռ���ʪ���о�[J]. ϡ�н���, 2004, 28(1): 21-24.
LIU Rong-pei, TIAN Peng, WU Xin-guang, et al. Fabricating process of SiC particle-reinforced aluminum foam matrix composite and its wettability[J]. Chinese Journal of Rare Metals, 2004, 28(1): 21-24.
[12]���, Ҧ�㴺, ���˺�, ��. ��ú������Ʊ���ĭ�����ϵ��о�[J]. ������ѧѧ��(��Ȼ��ѧ��), 2005, 26(3): 274-277.
LUO Hong-jie, YAO Guang-chun, LIU Yi-han, et al. Fabrication of aluminum foam with fly ash as viscosifier[J]. Journal of Northeastern University (Natural Science), 2005, 26(3): 274-277.
[13]��ܷ�, ���j, �ε�ƺ. �Ƶ����Ӷ����Ͻ��ȴ������ܵ�Ӱ��[J]. ���ϴ�ѧѧ��(��Ȼ��ѧ��), 2003, 33(2): 153-155.
LI Jie-feng, YU Kun, HE De-ping. Effect of calcium additions on the heat treatment properties of aluminum alloy[J]. Journal of Southeast University (Natural Science Edition), 2003, 33(2): 153-155.
[14]������, �Կ�, �ȳ���. ��ѧ���Ʊ�Al2O3����TiH2�������ݼ�[J]. �й���ɫ����ѧ��, 2002, 12(6): 1205 -1209.
FANG Ji-xiang, ZHAO Kang, GU Chen-qing. Pre-paration of Al2O3-coated TiH2 foaming reagent by chemical method[J]. The Chinese Journal of Nonferrous Metals, 2002, 12 (6): 1205 -1209.
[15]������, �Ծ�, ��έ, ��. TiH2��SiO2�����������������Ӱ��[J]. ���ϴ�ѧѧ��(��Ȼ��ѧ��), 1999, 29(6): 145-148.
WANG Hong-yi, ZHAO Jun, SONG Wei, et al. Effect of SiO2 gel coating of TiH2 on its hydrogen liberation[J]. Journal of Southeast University (Natural Sicence Edition), 1999, 29(6): 145-148.
[16]����, ��¼��. �����¶ȶ���ĭ���ṹ��Ӱ�켰��������[J]. ̫ԭ���ͻ�еѧԺѧ��, 2003, 24(1): 70-72.
WANG Fang, WANG Lu-cai. Influence of foaming temperature on the pore structure of aluminum foam and analysis of its mechanism[J]. Journal of Taiyuan Heavy Machinery Institute, 2003, 24(1): 70-72.
[17]���پ�, ���, ţǿ, ��. ���Ͻ����巢�ݹ��̵Ĺ��ղ�������[J]. ����ұ��, 1998, 19(3): 260-265.
CHU Shao-jun, WU Keng, NIU Qiang, et al. Control of foaming of Al alloy melt[J]. Engineering Chemistry & Metallurgy, 1998, 19(3): 260-265.
�ո�����: 2006-06-04; ������: 2006-09-21
ͨѶ����: ������, ��ʿ; �绰: 0731-8836329; E-mail: 13908482918@hnmcc.com
[1]Degischer H P, Kriszt B. �����ĭ����[M]. ��Т��, ��ܿ, ��. ����: ��ѧ��ҵ������, 2005: 1-16.
[2]������, ����, ����ר, ��. ��Ͻ���ĭ�����Ʊ������о���չ[J]. ���ϵ���, 2005, 19(9): 61-63.
[6]���ս�, ������, �ε�ƺ. ��������ĭ���Ʊ���״�����о���չ[J]. ����, 1999(4): 1-5.
[7]������, ������. ���ݷ��Ʊ���ĭ��[J]. ���Ͽ�����Ӧ��, 1998, 13(3): 30-32.
[8]����, �ε�ƺ, �н���. ���Ͻ���ĭ��������ճ�ȵı仯[J]. �����о�ѧ��, 2005, 19(1): 35-41.
[10]��Т��, ��ܿ, �Թ���, ��. CaCO3���ݼ��Ʊ���ĭ�������о�[J]. ϡ�н���, 2004, 28(1): 195-198.
[11]������, ����, ���¹�, ��. SiCp��ǿ��ĭ�������ϲ����Ʊ����ռ���ʪ���о�[J]. ϡ�н���, 2004, 28(1): 21-24.
[12]���, Ҧ�㴺, ���˺�, ��. ��ú������Ʊ���ĭ�����ϵ��о�[J]. ������ѧѧ��(��Ȼ��ѧ��), 2005, 26(3): 274-277.
[13]��ܷ�, ���j, �ε�ƺ. �Ƶ����Ӷ����Ͻ��ȴ������ܵ�Ӱ��[J]. ���ϴ�ѧѧ��(��Ȼ��ѧ��), 2003, 33(2): 153-155.
[14]������, �Կ�, �ȳ���. ��ѧ���Ʊ�Al2O3����TiH2�������ݼ�[J]. �й���ɫ����ѧ��, 2002, 12(6): 1205 -1209.
[16]����, ��¼��. �����¶ȶ���ĭ���ṹ��Ӱ�켰��������[J]. ̫ԭ���ͻ�еѧԺѧ��, 2003, 24(1): 70-72.
[17]���پ�, ���, ţǿ, ��. ���Ͻ����巢�ݹ��̵Ĺ��ղ�������[J]. ����ұ��, 1998, 19(3): 260-265.
