
��������0Cr18Ni9Ti/TA17�����м����ɢ����
������ʢ����������Ѧ껷�
(�����ѧ ���Ͽ�ѧ�빤��ѧԺ�����죬400030)
ժ Ҫ��
HESP)��TA17�ѺϽ���0Cr18Ni9Ti����ְ��Ķ���������������(SSNC)����������������Ϊ�м�㣬�ڲ�ͬ�¶�(800~875 ��)�¶Դ�������ѺϽ�/����ֽ��������ѹ��ɢ����(PPDB)���Խ�ͷ������֯���н���۲죻������������ϲ��Խ�ͷ����ǿ�ȣ��Զ������SEM��EDS��XRD�ṹ����������о������������850 ��ʱ��ͷ����ǿ�ȴﵽ��ߣ�Ϊ322.8 MPa�����Ӻ��ͷ���洦������û����ȫ������ϸ��������������Ч����ֹ��Fe-Ti���Խ����仯������γɣ��ڽ�ͷ���γɦ�-Ti, (Fe,Ni)�������Ti-Ni�����仯����(Ti2Ni, TiNi, TiNi3)�����ѷ�����Ni����Ti-Ni�����仯������洦��
�ؼ��ʣ�
�����ѹ��ɢ�������м�����������ѺϽ�/�������
��ͼ����ţ�TG453.9 ���ױ�־�룺A ���±�ţ�1672-7207(2012)03-0864-06
Diffusion bonding of surface nanocrystallized 0Cr18Ni9Ti/TA17 using a nickel interlayer
HUANG Li, SHENG Guang-min, LUO Jun, XUE Hao-fei
(School of Materials Science and Engineering, Chongqing University, Chongqing 400030, China)
Abstract: A TA17 titanium alloy and 0Cr18Ni9Ti austenitic stainless steel, surface self-nanocrystallized (SSNC) by high-energy shot peening (HESP) were joined through pulse-pressure diffusion bonding (PPDB) using a pure nickel foil at 800-875 ��. Additionally, the longitudinal section microstructures of joints were studied by using optical microscope. The joint strength was tested with a tensile machine. Tensile fracture was analyzed by scanning electron microscope (SEM), energy dispersive spectroscope (EDS), X-ray diffraction (XRD). The results show that the highest recorded tensile strength is equal to 322.8 MPa and is displayed at 850 ��. The nanometer-grains across the joint did not grow up completely. Diffusion and migration between Ti and Fe atom is effectively prevented by adding pure Ni as the interlayer metal, and thus a sound joint is obtained. The interface reaction products are identified as ��-Ti, (Fe,Ni) solid solution and Ni-Ti intermetallic compounds (Ti2Ni, TiNi, TiNi3). The specimens fracture along the reaction layer of Ti-Ni intermetallics and Ni layer.
Key words: pulse pressure diffusion bonding; interlayer; nanocrystallized; titanium alloy/stainless steel
�ں��պ��졢ҽ����е��ʯ�ͻ����ͺ˹�ҵ�������ѺϽ�/����ָ��ϲ�����Ϊ�ѺϽ�Ĵ���Ʒ��ʹ�ã��ܹ���ַ��������ܺ;����ϵ����ƻ��������й�����Ӧ��ǰ��[1-2]�������ѺϽ��벻��ֽ�������ʱ���ײ���Ӳ�����Fe-Ti�����仯����[3]������������ѧ���ܲ���(������ϵ�����ȵ��ʵ�)�ᵼ���ڽ�ͷ�������ϴ�IJ�����Ӧ�����Ӷ�����������[4-5]������Ӱ���ͷ����[6]�������ʵ����м����������ֲ������������ڹ��������д������о���������[7-8]���÷���ͭ��ΪTiAl/40Cr���м�������ɢ���ӣ���ͷǿ��Ϊ200 MPa��Kundu��[9]����ͭ��ΪTi/304���м�������ɢ���ӣ���ͷǿ�ȴﵽ318 MPa������ʴ���ܲ�������Ҫ��������ʴ�Ժã��Ƿ�̼�����γ�Ԫ��[10-11]�������Ժã����Ի����ͷ������Ӧ��[12]������Fe-Ni��Ti-Ni��Ԫ��ͼ��Fe��Ni���������ܣ�Ti��Ni���γ�һ���Ľ����仯����[4]����Ti-Ni�����仯�������һ��������[13]����������ϵľ�����������ߣ���Ϊԭ���ṩ������ɢͨ��[14]�����ԭ�ӵ���ɢ�ٶ�[15]������������֯�д��ڵ�λ������λ���Ǿ���ȷ�ƽ��ȱ�ݼ���ʣ������������ԭ�ӵĻ�ѧ��Ӧ[16-17]�����о����֣��ڿ��ټ�ѹ�����£�ԭ���ڹ�������ɢ�ٶȿɴ����ߣ��������ܳ���Һ����ɢ�ٶȣ������ԭ����һ����ɢ�¶�����Ҫ��Сʱ�����γɵ���ɢ��ͷ���ֿ�˲ʱ���[18]�����о���Han ��[2, 17, 19]�о������ϣ����ø��������TA17�ѺϽ��0Cr18Ni9Ti����ֽ��б���������������ʹ�����õ�һ����ȵ�������[19]�����������м����������ѹ��ɢ�������飬�Խ�ͷ���ܽ����˲��ԣ����Խ�ͷ�ṹ������Ͽڽ���һϵ�е��۷��������ñ������������м�������ѹ��ɢ���ӷ�������ֹ���ӽ�ͷFe-Ti���Խ����仯������γɣ�������ӽ�ͷ����������ѺϽ��벻������ֲ��ʵ����Ӿ���ָ�����塣
1 ������ϼ�����
1.1 �������
�������ò���ΪTA17�������ѺϽ��0Cr18Ni9Ti����ֵİ��ģ�ֱ��Ϊ12 mm�������ѺϽ���ȴ���״̬Ϊ������750 ���ٽᾧ�˻�1 h�������Ϊ����̬�����ϵĻ�ѧ�ɷּ���1���м����ϲ��ô����������Ϊ12.5 ��m��
1.2 ���鷽��
��TA17�ѺϽ�(Ti)��0Cr18Ni9Ti�����(SS)���ĵ����Ӷ�����ˮɰֽ���д�ĥ���⣬Ȼ���ø�������(HESP)���ĵĶ�����б��������������������������õ��豸Ϊ6050�������������������£�����ֱ��Ϊ1.0 mm����������Ϊ50 mm������ѹ��Ϊ0.6 MPa������ʱ��Ϊ5 min����������������ֲڣ��轫�������ٴδ�ĥ���⣬��֤�����������������2�������ܽ��ܽӴ�����������ɢ���ӵĽ���������
��ɢʵ����Gleeble-1500D��ģ��������Ͻ��С���ǰ������ϴ�ķ���(����֣�6% HCl, 2% HF��92%ˮ��������������£�ʱ��Ϊ10 s���ѺϽ�80% HNO3��20% HF��100 �棬ʱ��Ϊ30 s)ȥ����������Ĥ�����ñ�ͪ��ϴ���棬���������֬��
�ѺϽ�/���������װ����ͼ1��ʾ�����м����2�ֲ��ϵ��������Խӣ�����Ni-Cr��Ni-Al�ȵ�ż���в��£��ȵ�ż���ڲ���ֲ�����1 mm����Ϊ�˱���������о��ڸ����·���ճ�ᣬ�ڶ���֮�������Ƭ������ʱ����ն�Ϊ0.1 Pa��
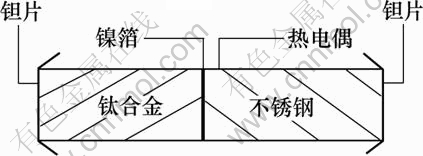
ͼ1 ����װ��ͼ
Fig.1 Assembly of samples
��������[18]ѡ���ѺϽ��벻��������ѹ���Ӳ����������ѹ���ӹ�����ͼ2��ʾ��Ϊ̽�������¶ȶԽ�ͷ���ܵ�Ӱ�죬�����¶�ѡ��4���¶�(�ֱ�Ϊ800��825��850��875 ��)�����ºͽ������ʶ�Ϊ5 ��/s������ѹ��Ϊ8~50 MPa������Ƶ��Ϊ0.5 Hz���������Ϊ40(ʱ��Ϊ80 s)�������ѹ����ʱ��Ϊ120 s�����Ӻ��������400 �����˻�1 h�����������Ӳ����� Ӧ����
�����������ӹ���ֱ��Ϊ10 mm��������˼CMT5105�Ͳ�������������������죬��������Ϊ0.5 mm/min������OLYMPUS-GX41�ͽ��������Խ�ͷ�������֯���й۲죬��Vega Tescan�͵���ɨ������(SEM)��������(EDS)������Ͽںͽ�ͷ�������֯���й۲�ͷ���������D/MAX-1400��X�������Ƕ�����Ͽ���������X���������飬�Ա�������ϵ���֯��������з�����
��1 ������ϵĻ�ѧ�ɷ�(��������)
Table 1 Chemical composition of tested materials %


ͼ2 �����ѹ���ӹ�������
Fig.2 Curve of PPDB bonding technique
2 ���������
2.1 ��ͷ����ǿ��
��2��ʾΪ���ӽ�ͷ�Ŀ���ǿ�Ⱥ�ѹ���ʣ��ӱ�2�п��Կ��������¶ȵ���850 ��ʱ������ǿ�������¶����߶���ߣ������������������¶����ߣ��������Ա�����ǿ����ͷ��Ч�Ӵ��������[6]������ԭ�Ӽ����ɢ��ǿ�������ڽ�ͷǿ�ȵ���ߣ������¶ȸ���850 ��ʱ������ǿ�������¶����߷������͡����������¶����߽�ͷ���γɵ�Ti-Ni�����仯���������ӣ���ͷ��֯�ִ��ϱ��ε��½ϴ����Ӧ������Ӱ���˽�ͷ������[2]��
��2 ���ӽ�ͷ�Ŀ���ǿ�Ⱥ�ѹ����
Table 2 Tensile strength and compressibility of bonded joints

2.2 ��ͷ�������۲�
ͼ3��ʾΪ��ͬ�¶��½�ͷ����Ľ�����֯�����ݲ�ͬ����֯�������Խ���ͷ��ΪA��B��C��D��E��F��G 7���������У�A��Ϊ����ֻ������������Ƚϴִ�B��Ϊϸ��������������Ϊ����ֱ������������������֯������ͼ3���Կ�������ɢ���Ӻ���Ȼ�������־�����ò���С��˵��������û�����Գ���C��ΪFe-Ni���������������㣬��������ʴ�������ʰ�������D��ΪTi-Ni�����仯�����Ti-Ni������㣻E��Ϊ��-Ti�㣬�����¶����ߺ�����ӣ�F��Ϊ�ѺϽ���ϸ��������G��Ϊ�ѺϽ���������ɽ�����֯�����ƶϿ��ܴ�������Ȼ���ڣ�˵��������ֹ��Ti/Fe֮��Ļ���ɢ����ֹ��Ti-Fe���Խ����仯������γɡ���ɢ���Ӻ���������ת��Ϊϸ�����㣬���������¶����ߣ���ͷ�����ϸ�����������١�
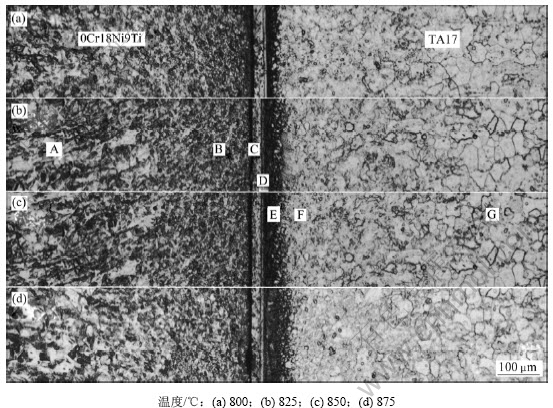
ͼ3 ��ͬ�¶�����ɢ����ͷ���������֯
Fig.3 Longitudinal section microstructures of joints at different temperatures
2.3 ��ͷSEM��֯�۲�
Ϊ��ȷ�����ӽ�ͷ��Ԫ����ɼ��ֲ����Խ�ͷ������õ��¶ȼ�850 ������˽�ͷ�۷�����ͼ4��ʾΪ850 ��ʱ�����ѹ���ӽ�ͷ�������SEM��ò�����Ӧ�����ֲ�ͼ����SEMͼ(ͼ4(a))�У����ݲ�ͬ����֯�������Է�ΪA��B��C��D��E 5����������A��Ϊ�ѺϽ��������B��ΪNi�ڦ�-Ti����NiԪ���Ǧ�-Ti�ȶ�Ԫ�أ����ͦ��������ת���¶�[20]���ڸ���ʱ�����д����Ħ������ɣ���ȴʱ������ת������������£�C��ΪTi-Ni�����仯�����Ti-Ni����������D��Ϊ�����㣻E��ΪFe-Ni������Ͳ���ֻ�������
�������Ӧ�Ľ�ͷ��������һ����Χ�ڵ������������Կ���Fe��Ti��NiԪ�صķֲ�(ͼ4(b))����������������м��������ĸ�ľ�������һ���̶ȵ����ɢ���γ��˳ɷ��仯����ɢ�㡣����Ԫ�صķֲ����߿ɼ���Ni������6 ��mû����ɢ��Niԭ����Feԭ�����ɢ���붼�Ƚ�С����ԼΪ5 ��m����Niԭ����Tiԭ������ɢ(Լ30 ��m)��Tiԭ����Niԭ������ɢ(Լ8 ��m)��öࡣ��������Ti��Ni��Feԭ�Ӱ뾶�ֱ�Ϊ1.73 ?��1.24 ?��1.27 ?��������ɢ����[21]����һ������£�ԭ�Ӱ뾶С��Ԫ������ԭ�Ӱ뾶���Ԫ������ɢ����ˣ�Niԭ��������Tiԭ����ɢ����Niԭ����Feԭ�Ӱ뾶�������Ҫ�ڸ����³�ʱ����ܼ�����ɢ��
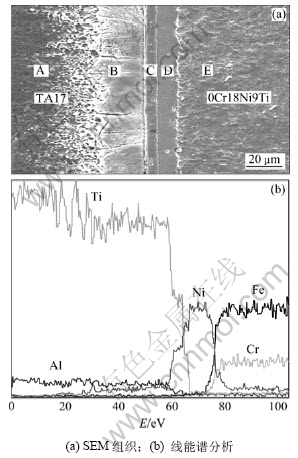
ͼ4 850 ������ɢ����ͷ�����SEM��EDS
Fig.4 SEM and EDS on longitudinal section of joint
2.4 ��ͷ�Ͽڷ���
�����������У����������ڲ�������ѺϽ����ӽ��棬�Ͽ�ƽ����û�о����ۼ�����۱���Ϊ���Զ��ѡ�ͼ5��ʾΪ850 �������ӽ�ͷ����Ͽڵ�����ò����ͼ5���Կ���������ֲ���ѺϽ�������ò��û�кܴ��𣬱�˺�ѵ������������Ա��κۼ���˵����ͷ����һ�������ԡ���ͼ5�С�ʮ��λ�ý����������������ֲ�A����Ҫ�ɷ�(ԭ��������)ΪTi 57.49%��Ni 42.51%���ѺϽ��B�����Ҫ�ɷ�(ԭ��������)ΪTi 69.52%��Ni 30.48%���Ͽ���û��FeԪ�صij��֣�Ni����ֹ��Fe/Ti�Ļ���ɢ�����Ҷ��ѷ�����Ti/Ni��ij��λ�á�

ͼ5 850 ������ɢ����ͷ����Ͽڵ�SEM
Fig.5 Tensile fracture SEM of bonded joint at 850 ��
Ϊ�˽�һ����������ɢ��ľ�����ɡ���ṹ�Ͷ���λ�ã������˽�ͷ���漰�����X�����������ͼ6(a)��ʾΪ��ͷ���洦��XRD���������Կ������ڽ�ͷ�����������ɣ���Ҫ��Ti-Ni�����仯����(Ti2Ni��TiNi3)�Լ�(Fe��Ni)������ͦ�-Ti��ɡ�����û�з�����Fe-Ti���Խ����仯���˵��������ֹ��Fe/Ti�Ļ���ɢ��ͼ6(b)��ͼ6(c)��ʾ�ֱ�Ϊ����Ͽڲ���ֲ���ѺϽ���X�������������ͼ6���Կ���������ֲ�(ͼ6(b))����Ҫ����ΪTi-Ni�����仯����(TiNi��TiNi3��Ti2Ni)�ʹ��������ѺϽ��(ͼ6(c))��ҪΪTi-Ni�����仯����(TiNi��Ti2Ni)�ʹ������Ͽ�����ͬʱ������Ti-Ni�����仯����ʹ�������˵�����ѵ�λ��Ϊ��������Ti-Ni����������Ľ��洦��
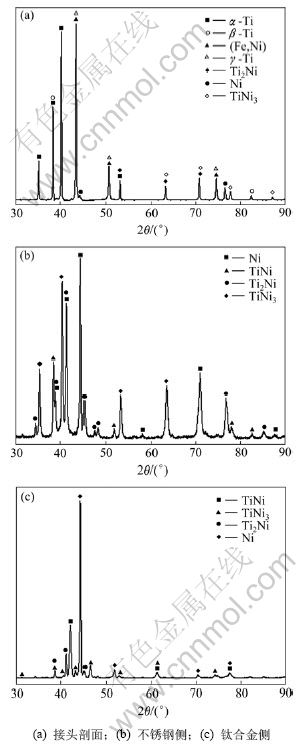
ͼ6 850 ������ɢ���ӽ�ͷ���漰����Ͽ�X-ray�������
Fig.6 X-ray diffraction Patters of longitudinal section of joint and tensile fracture
3 ����
(1) ��ɢ���Ӻ������м��ֱ����ѺϽ�Ͳ�������γ�Ni-Ti�����仯�����(Fe��Ni)�����壻��������Ч����ֹFe-Ti�����仯������γɣ����������ϸС���������ڽ�ͷ���ܵ���ߡ�
(2) ���¶�Ϊ850 �桢����ѹ��Ϊ8~50 MPa���������Ϊ40�Ρ�����Ƶ��Ϊ0.5 Hz������ǰ����ʱ��Ϊ0 s���������ʱ��Ϊ120 s������ʱ��Ϊ200 s�������£���ͷǿ�ȴﵽ322.8 MPa��
(3) ���ӽ�ͷ���ѷ�����Ti-Ni�����仯�����Ni����洦���۶Ͽ���ò���ֳ�һ�������ԡ�
�����
[1] Ghosh M, Bhsnumurthy K. Diffusion bonding of titanium to 304 stainlesssteel[J]. Materials Characterization, 2006, 56(1): 32-38.
[2] ����, ʢ����, ������. ����������������ѺϽ���ɢ�����е���ɢϵ��[J]. ����ѧ��, 2008, 29(5): 25-29.
HAN Jing, SHENG Guang-min, HU Guo-xiong. Diffusion coefficient during diffusion bonding of surface self-nanocrystallinzation 0Cr18Ni9Ti and TA17[J]. Transactions of the China Welding Institution, 2008, 29(5): 25-29.
[3] Ghosh M, Samar D, Banarjee P S, et al. Variation in the reaction zone and its effects on the strength of diffusion bonded titanium-stainless steel couple[J]. Materials Science and Engineering A, 2005, 390(1/2): 217-226.
[4] HE Peng, ZHANG Jiu-hai, ZHOU Rong-lin. Diffusion bonding technology of a titanium alloy to a stainless steel web with an Ni interlayer[J]. Materials Characterization, 1999, 43(5): 287-292.
[5] ������, ������, �γɵ�. �ѺϽ���벻���˿�����ʽ�ͷ����[J]. ����ѧ��, 2006, 27(8): 91-94.
WANG Xiao-jun, LIU Tian-zuo, HE Cheng-dan. Bonding of titanium alloy sheet and stainless steel web[J]. Transactions of the China Welding Institution, 2006, 27(8): 91-94.
[6] Ԭ�½�, ʢ����, �ر�. �ѺϽ�/��/����������ѹ��ɢ���ӽ���ṹ�����ǿ��[J]. ϡ�н��������빤��, 2007, 36(9): 1618-1622.
YUAN Xin-jian, SHENG Guang-min, QIN Bin. Structure and bond strength of diffusion bonding interfaces of titanium alloy/nickel foil/stainless steel by impact pressuring[J]. Rare Metal Materials and Engineering, 2006, 27(8): 91-94.
[7] ����, �뼪��, ���ܲ�, ��. TiAl/V/Cu/40Cr����ɢ���ӽ�����֯�ṹ�Խ�ͷǿ�ȵ�Ӱ��[J]. ����, 2002(7): 12-14.
HE Peng, FENG Ji-cai, HAN Jie-cai et al. Effect of interfacial microstructure of diffusion bonding on strength of the TiAl/V/Cu/40Cr steel joint[J]. Welding, 2002(7): 12-14.
[8] ����. TiAl��40Cr�ָ����������ɢ���ӻ����������о�[D]. ������: ��������ҵ��ѧ����ѧԺ, 2001: 45-79.
HE Peng. Mechanism and technology of composite isolation diffusion bonding between TiAl and 40Cr[D]. Harbin: Harbin Institute of Technology. School of Material Science and Engineering, 2001: 45-79.
[9] Kundu S, Ghosh M, Laik A. Diffusion bonding of commercially pure titanium to 304 stainless steel using copper interlayer[J]. Materials Science and Engineering A, 2005, 407(2): 154-160.
[10] Kundu S, Chatterjee S. Interfacial microstructure and mechanical properties of diffusion-bonded titanium-stainless steel joints using a nickel interlayer[J]. Materials Science and Engineering A, 2006, 425(1/2): 107-113.
[11] ����, �����, ����. �м���ȶ�P/M TC4-GCr15��ɢ����ͷǿ�ȵ�Ӱ��[J]. ����Ϲ���, 2009, 4(13): 46-51.
LANG Ze-bao, L? Hong-liang, WANG Liang. Influence of interlayer��s thickness on strength of HIP diffusion bonding joints between P/M TC4 alloy and GCr15 bearing steel[J]. Aerospace Materials & Technology, 2009, 4(13): 46-51.
[12] Sabetghadam H, Hanzaki A Z, Araee A. Diffusion bonding of 410 stainless steel to copper using a nickel interlayer[J]. Materials Characterization, 2010, 61: 626-634.
[13] ��ʱ��. �ѺϽ����ѧ[M]. ����: ������ҵ������, 1986: 194.
CHEN Shi-qin. Metallography of titanium alloys[M]. Beijing: National Defense Industry Press, 1986: 194.
[14] �ų���. ���ײ����ں��Ӽ����е�Ӧ��[J]. ���Ӽ���, 2001, 30(1): 12-13.
ZHANG Chang-min. Nanotechnology and its application in welding field[J]. Welding Technology, 2001, 30(1): 12-13.
[15] Lu K. Nanocrystalline mateials crystallized from amorphous solids: Nanocrystallization, structure, and properties[J]. Materials Science and Engineering R: Report, 1996, 16(4): 161-221.
[16] Lu L, Sui M L, Lu K. Superpalstic extensibility of nanocrystalline copper at room temperature[J]. Science, 2000, 287(2): 1463-1466.
[17] ����, ʢ����, ��С��. ���������ѺϽ��벻��������ѹ��ɢ����[J]. ����ѧ��, 2008, 29(10): 1-5.
HAN Jing, SHENG Guang-min, ZHOU Xiao-lin. Impact pressure diffusion bonding on surface nanocrystallization titanium alloy/stainless steel[J]. Transactions of the China Welding Institution, 2008, 29(10): 1-5.
[18] ����, �Ž���, ��ƽ. �ڿ����Ͷٺ����о���������չ����[J]. �Ϻ�����, 1999, 4(6): 49-55.
HU Zhen-hai, ZHANG Jian-hao, ZHU Ping. To summarize the technology development in Ukraine Barton Welding Institute[J]. Aerospace Shanghai, 1999, 4(6): 49-55.
[19] Han J, Sheng G M, Zhou X L. Diffusion of surface self-nanocrystallized Ti-4Al-2V and 0Cr18Ni9Ti by means of High Energy Shot Peening[J]. ISIJ International, 2008, 48(9): 1228-1245.
[20] ����», ��Ľ��, �žź�, ��. �м���ɽ������ѺϽ��벻�����ɢ����ͷǿ�ȵ�Ӱ��[J]. ����ѧ��, 1996, 17(4): 212-218.
SUN Rong-lu, LI Mu-qin, ZHANG Jiu-hai et al. Influence of different transition metals on properties of diffusion bonding joint of Ti alloy to stainless stell[J]. Transactions of the China Welding Institution, 1996, 17(4): 212-218.
[21] ����ˮ, ����Ȫ, ���ュ. �м���ɽ���������ͭ�벻�����ɢ����ͷǿ�ȵ�Ӱ��[J]. ��������, 1999, 4(5): 22-25.
YU Zhi-shui, LI Xiao-quan, WANG Feng-jiang, et al. Influence of different transition metals on strength of diffusion welded joint of copper alloy to stainless steel[J]. Ship Engineering, 1999, 4(5): 22-25.
�ո����ڣ�2011-03-25�������ڣ�2011-07-10
������Ŀ��������Ȼ��ѧ����������Ŀ(50675234)��������Ӧ�û����о��о�������Ŀ(7942)
ͨ�����ߣ�ʢ����(1958-)���У����������ˣ���ʿ�����ڣ����½����ṹ�����о����绰��15923066226��E-mail: gmsheng@cqu.edu.cn
ժҪ�����ø�������(HESP)��TA17�ѺϽ���0Cr18Ni9Ti����ְ��Ķ���������������(SSNC)����������������Ϊ�м�㣬�ڲ�ͬ�¶�(800~875 ��)�¶Դ�������ѺϽ�/����ֽ��������ѹ��ɢ����(PPDB)���Խ�ͷ������֯���н���۲죻������������ϲ��Խ�ͷ����ǿ�ȣ��Զ������SEM��EDS��XRD�ṹ����������о������������850 ��ʱ��ͷ����ǿ�ȴﵽ��ߣ�Ϊ322.8 MPa�����Ӻ��ͷ���洦������û����ȫ������ϸ��������������Ч����ֹ��Fe-Ti���Խ����仯������γɣ��ڽ�ͷ���γɦ�-Ti, (Fe,Ni)�������Ti-Ni�����仯����(Ti2Ni, TiNi, TiNi3)�����ѷ�����Ni����Ti-Ni�����仯������洦��
[2] ����, ʢ����, ������. ����������������ѺϽ���ɢ�����е���ɢϵ��[J]. ����ѧ��, 2008, 29(5): 25-29.
[5] ������, ������, �γɵ�. �ѺϽ���벻���˿�����ʽ�ͷ����[J]. ����ѧ��, 2006, 27(8): 91-94.
[7] ����, �뼪��, ���ܲ�, ��. TiAl/V/Cu/40Cr����ɢ���ӽ�����֯�ṹ�Խ�ͷǿ�ȵ�Ӱ��[J]. ����, 2002(7): 12-14.
[8] ����. TiAl��40Cr�ָ����������ɢ���ӻ����������о�[D]. ������: ��������ҵ��ѧ����ѧԺ, 2001: 45-79.
[11] ����, �����, ����. �м���ȶ�P/M TC4-GCr15��ɢ����ͷǿ�ȵ�Ӱ��[J]. ����Ϲ���, 2009, 4(13): 46-51.
[13] ��ʱ��. �ѺϽ����ѧ[M]. ����: ������ҵ������, 1986: 194.
[14] �ų���. ���ײ����ں��Ӽ����е�Ӧ��[J]. ���Ӽ���, 2001, 30(1): 12-13.
[17] ����, ʢ����, ��С��. ���������ѺϽ��벻��������ѹ��ɢ����[J]. ����ѧ��, 2008, 29(10): 1-5.
[18] ����, �Ž���, ��ƽ. �ڿ����Ͷٺ����о���������չ����[J]. �Ϻ�����, 1999, 4(6): 49-55.
[20] ����», ��Ľ��, �žź�, ��. �м���ɽ������ѺϽ��벻�����ɢ����ͷǿ�ȵ�Ӱ��[J]. ����ѧ��, 1996, 17(4): 212-218.
[21] ����ˮ, ����Ȫ, ���ュ. �м���ɽ���������ͭ�벻�����ɢ����ͷǿ�ȵ�Ӱ��[J]. ��������, 1999, 4(5): 22-25.
