
���±�ţ�1004-0609(2014)07-1685-08
���Ͻ�˫����MIG�����̵��¶ȼ�Ӧ������ģ��
�����1������ƽ2���� ��1��������1��������1
(1. ���ϴ�ѧ ���������Ƚ������������ص�ʵ���ң���ɳ 410082��
2. ���Ͼ�����ҵ�Ƽ��ɷ�����˾����ɳ 410082)
ժ Ҫ��
���6061-T6���Ͻ𱡰�T�ͽ�ͷ��˫����MIG�������õ���������Ԫ���������¶ȳ���Ӧ��-Ӧ�䳡����ģ�⣬�����������Ϊ�Ե�Ƶ����Ƶ����ǿ��������֮��������ת������Դ��ͬʱ����������Ԫ����ģ�⺸˿�������̡��������������T�ͽ�ͷ�IJ���Ӧ����Ҫ�����ں��촦�������ֵΪ273 MPa���������Ȳ����������1.61��ĽDZ��Ρ����ӹ����е��¶ȳ���Ӧ�������Ե�Ƶ����Ƶ�������Ա仯����ǿ����Ⱥ��ȣ�������Ⱥ�ε��۳��¶Ƚϵ��������С�����۳ؼ��ܱ߽����������ϴ�ǿ��������֮���������ת�������۳سߴ缰�����������Ա仯������������״�����ϸС���ȵĺ�����֯���γɡ��۳سߴ硢������ѭ�������Լ�T�ͽ�ͷ���ӱ��ε�ģ������ʵ�����ǺϽϺã���֤��ģ��Ŀɿ��ԡ�
�ؼ��ʣ�
���Ͻ���˫����MIG������ֵģ���� T�ͽ�ͷ������Ӧ����
��ͼ����ţ�TG146.2���� ���ױ�־�룺A
Simulation of temperature, stress and deformation during double pulsed MIG welding of aluminum alloy
CAO Shu-fen1, CHEN Tie-ping2, YI Jie1, GUO Peng-cheng1, LI Luo-xing1
(1. State Key Laboratory of Advanced Design and Manufacturing for Vehicle Body,
Hunan University, Changsha 410082, China;
2. Hunan JinGe Aluminum Technology Co., Ltd., Changsha 410082, China)
Abstract: Based on thermo-elastic-plastic model, a three-dimensional finite element model was applied to simulating the temperature, residual stress and deformation fields of 6061-T6 T-joint weld during double pulsed MIG (DP-MIG) welding process. During describing the heat source of DP-MIG, the heat input was simplified to change between thermal pulse and thermal base at the cycle of low pulse. The technique of element birth and death was employed to simulate the weld filler in T-joint fillet welds. The simulation results show that the stress located at fusion zone reaches 273 MPa, which induces a 1.61�� angular distortion. Besides, temperature and stress fields will change with the cycle of low pulse. The temperature of weld pool is lower and the weld pool size is smaller during thermal base compared with that in thermal pulse, while the stress of weld pool shows an opposite tendency. The cyclic change of temperature and stress between thermal pulse and thermal base during welding process results in the formation of typical ripples appearance on the weld joints, as well as enhances the flow of weld pool to produce more uniform and finer microstructure. The comparison between the experiment and simulation results shows a good agreement, which verifies the precision of welding simulation.
Key words: aluminum alloy; double pulsed MIG welding; numerical simulation; T-joint; temperature; welding stress
��Դ��ȱ��������Ⱦ�ѳ�Ϊ��Լ�ҹ�������ҵ�ɳ�����չ��ͻ�����⡣�������ʻ����ڱ�֤����ǿ�ȺͰ�ȫ���ܵ�ǰ���£���������Ķ����ԡ�����ȼ�����ĺͽ���β����Ⱦ���������ܼ��ŵ���Ҫ�ֶΡ����Ͻ����������ᡢǿ�ȸߡ���ʴ�Ժã���ѭ�����õ��ŵ㣬�ѳ�Ϊʵ����������������Ҫ;��֮һ[1-2]��Ȼ��������ڴ�ͳ�������ϣ����Ͻ�ĺ����Խϲ��Լ�����������ϵĴ��ģӦ�á��ۻ���벻���(Metal inert gas arc welding, MIG)�����ʸߡ���ʵ���Զ����������Ͻ���������Ҫ���շ���֮һ�����ǣ���ͳMIG�������������ں������Ͻ𱡰�ʱ�绡�ȶ��Խϲ�ײ��������մ����۳���齵�ȱ��[3]��Ϊ�����MIG���ĺ�����������������˫����MIG��(Double pulsed-MIG welding)�״α�OTC����������ڣ�����Ҫ��������MIG���Ļ����ϼ����Ƶ�������壬�÷�������Ч�ؿ����������������ƺ��ӽ�ͷ���ܣ��ڵõ���������������״������۵�ͬʱ����ߺ��ӽ�ͷ���ۺ�����[4]��
Ŀǰ������������Ͻ�˫����MIG�����о���Ҫ�����ڹ��ղ������绡��Ϊ���۵ι��ɡ��������ܵȡ�SILVA��[5]�о����Ͻ�˫����MIG����������Ϊ���������˫����MIG�����������˴�ͳ����MIG�������ʵ͵����ƣ�����������Ҳ�õ���һ������ߣ����ʺ�ʵ�ʹ�ҵ������Ҧ����[6]��LIU��[7]����˫����MIG���о����ղ��������Ͻӵ��۵ι�����ʽ���۳���ò�ͺ�������Ե�Ӱ�죬�õ��˸�����֮���ƥ���ϵ��ָ��˫����MIG���ϵ����������ܾ�������ߡ�
���ǣ����Ͻ𱡰庸��ʱ���ھֲ����ټ��Ⱥ������ȴ���̣��ײ����ϴ�ľֲ�Ӧ���ͱ��Σ��ںܴ�̶���Ӱ���˺����������;��ȣ��ѳ�Ϊ���ǹ�ע�Ľ��㡣������ֵģ��Ժ��ӹ��̽��з��棬�ܹ�ģ�⺸�ӹ������¶ȳ���Ӧ��Ӧ�䳡����ЧԤ�⺸���ͷ������κ�Ӧ���ֲ���Ŀǰ�÷������ں����о����������õ��˹㷺Ӧ�á�T�ͽ�ͷ��Ϊ�����������ӵ���Ҫ��ʽ���������;��ȶ������նȼ�������ȫ����Ϊ��Ҫ������[8]��[9]�е����߷ֱ�����Ͻ�T�ͽ�ͷ���⺸��TIG�������˷����ʵ�飬�о����ӹ����еIJ���Ӧ�������ηֲ����ɣ�Ϊʵ���������˺ܺõ�ָ�����á�Ȼ�����й�T�ͽ�ͷ˫����MIG���IJ���Ӧ����������Ϊ���о������������Һ��ӹ�����������仯��T�ͽ�ͷ�¶ȼ�Ӧ�����������ʼ���������ˣ���������Ԫ�ֶζ�T�ͽ�ͷ˫����MIG���ӹ��̽���ģ����Ϊ��Ҫ��
�����������ȵ���������Ԫ��������6061-T6���Ͻ𱡰�T�ͽ�ͷ��˫����MIG������ģ�⣬��ú�������Ӧ���ֲ���������Σ����Ժ��ӹ������¶���Ӧ��Ӧ��ı仯���ɼ��ֲ����������о���ͬʱ���ʵ�飬��֤ģ���ȷ�ԣ�Ϊ6061�������Ͻ�˫����MIG���ӹ����ƶ��ṩ�ο���
1 ʵ��
˫����MIG����ͨ����Ƶ����(0.5~50 Hz)�Կ����۵ι��ɵĸ�Ƶ����(50~300 Hz)���е��ڣ�ʹ��λ����ǿ�ȣ������ӵ����͵�ѹ����ǿ����֮���Ե�Ƶ�������л����õ������Ա仯��ǿ������Ⱥ(Thermal pulse and thermal base)����ԭ��ͼ��ͼ1��ʾ������ǿ����κ�������ε�ƽ�������ֱ���Iavs��Iavw����ʾ��
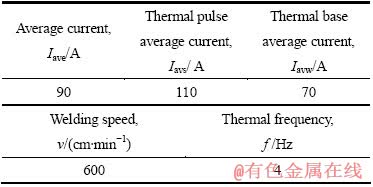
���о��в���ʵ�����Ϊ2 mm���6061-T6���Ͻ𱡰壬T�ͽ�ͷ�������ߴ�ֱ�Ϊ200 mm��80 mm��200 mm��50 mm���������Ƽо߽��й̶������������̶�����ļо߿���һ��3 mm����5 mm��С�ۣ��Է�ֹ���ں��ӹ����з���ƫ�ƣ��о�ʵ��װ�������ͼ2��ʾ����ǰ���ñ�ͪ���ӿڲ�ϴ�ɾ���Ȼ���ò����ˢ������Ԥ�����켰�丽�����棬ֱ��¶����������ѡ��ֱ��Ϊ1.2 mm��ER5356��˿�����쳤Ϊ17 mm����������Ϊ99.999%�������������Ϊ25 L/min��Ϊ�˱�֤���ӹ������۵δﵽһ��һ�ι��ɣ���ʵ�ֵ绡�ȶ�ȼ�գ�˫����MIG���Ĺ��ղ������1��ʾ������ʵ������ձ�OTC�Զ�������(DP400)�Ͻ��С�
��˫����MIG���ӹ���ͬʱ������K���ȵ�ż�Ծຸ�����ľ���ֱ�Ϊ5��10��15 mm��A��B��C������¶Ȳɼ�(��ͼ2)���õ�������¶�ѭ�����ߡ������T�ͽ�ͷ�������Ĵ���ȡ���棬�Բ����۳سߴ硣���ģ������ʵ�����ֵ���жԱȣ���֤ģ���ȷ�ԡ�
ͼ3��ʾΪT�ͽ�ͷ���������������������ò����ͼ3��֪����������һ������������һ���DZ��Σ��䴹ֱ����ƫ����ԼΪ1.1 mm�����������������������������������������������۹����Һ���������ĸ���ۺϽϺã���˸ú��Ӳ���ѡȡ���ʡ�
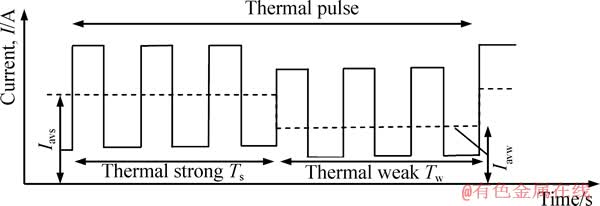
ͼ1 ˫����MIG����ԭ��
Fig. 1 Principle of double pulsed-MIG welding
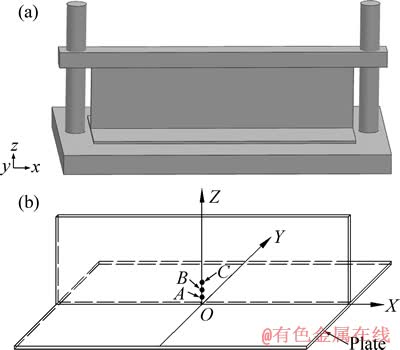
ͼ2 T�ͽ�ͷ����װ����¶Ȳ��ʾ��ͼ
Fig. 2 Experimental setup (a) and schematic diagram of temperature measuring points (b) of T-joint
��1 ˫����MIG���ӹ��ղ���
Table 1 Technique parameters of double pulsed MIG welding

ͼ3 T�ͽ�ͷ����������κͺ�����ò
Fig. 3 Overall deformation and appearance of T-joint after welding
2 T�ͽ�ͷ����Ԫģ�͵Ľ���
Ӧ�ô��ͷ����Է�������ABAQUS��T�ͽ�ͷ���ӹ��̽���ģ�⡣����T�ͽ�ͷʵ�ʳߴ磬������ά����Ԫģ�Ͳ�����������֣���ͼ4��ʾ��ģ�������������ά8�ڵ㵥Ԫ������ģ�͵Ľڵ���Ϊ40200����Ԫ����Ϊ28000������ʱ��Ϊ��˼��㾫�Ⱥ�ʱ�䣬���켰�丽����������ֱȽϳ��ܣ���С����ߴ�Ϊ1 mm��1 mm��1 mm����Զ�뺸��������������ϡ��һЩ��
����ʱ�۳����̶��¶ȳ���Ӱ��ϴ�ģ��ʱ�迼�����DZ�ȡ�6061���Ͻ���ۻ�DZ�ȡ��������¶Ⱥ�Һ�����¶ȷֱ�ȡ3.9��105 J/kg��585 ���659 �档�¶ȳ�ģ��ʱ������������Ԫ����[10]���ƶ���Դ��ģ�⺸˿�������ƶ����̣���Ԫ�������Ŀ��ƿ�ͨ��ABAQUS�п��Ƶ�Ԫ����������ʵ�֡�Ӧ��-Ӧ�䳡ģ��ʱ�����¶ȳ�������������Ϊ�غɵ���ģ�ͽ��м��㣬ʵ���¶ȳ���Ӧ��Ӧ�䳡�ļ����ϡ�
3 �¶ȳ�ģ�⼰����
3.1 ��Դģ�ͺͱ߽�����
˫����MIG������һ���Ƶ����Ը�Ƶ��������е��ƣ�����Ϊ��Ƶ�������Ƶ����ĵ��ӡ���Ƶ�����Ƶ�ʸߴ�250 Hz�����ֵ�������ֵ����֮���ת�����죬��ȡ��ƽ��ֵ�Ը�Ƶ���������������������Ƶ�����Ƶ��Ϊ4 Hz������ǿ�Ȱ���Ƶ����Ƶ�������Ա仯����ˣ��ڶ�˫����MIG������ģ��ʱ������������ɼ�Ϊ�Ե�Ƶ����Ƶ����������ǿ����Ⱥ��������Ⱥ�仯����ϱ�1�ĺ��Ӳ�����֪��ǿ������κ��������빦�ʷֱ�Ϊ1.6 kW��1.0 kW��ռ�ձ�Ϊ50%������Fortran���Զ�˫����MIG����Դ�ӳ�����б�д�����ƶ���Դ���ص����ӵı߽�ڵ��ϣ�ʵ��˫����MIG����Դ��ʩ�ӡ�
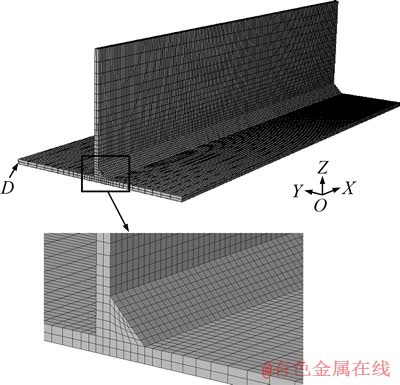
ͼ4 T�ͽ�ͷ��ά����Ԫ����ģ��
Fig. 4 3-D finite element mesh model of T-joint
����ģ��ʱ��Դ��ѡȡ������Ҫ���ۻ���벻������ڵ绡����ЧӦ�ϴ�����˫������Դ�ֲ�����������������ģ���ܱȽ����ش����绡ͦ�ȶԺ��ӹ��̵�Ӱ��[11]����ģ����ͼ5��ʾ��

ͼ5 ˫��������Դģ��
Fig. 5 Double ellipsoid heat source model
ǰ����������Դ�ֲ�Ϊ

 (1)
(1)
�����������Դ�ֲ�Ϊ
 (2)
(2)
ʽ�У�QΪ�����빦�ʣ�af��ar��b��cΪ��Դ��״������ff��fr�ֱ�Ϊģ��ǰ���������������ϵ����ff+fr=2������MIG����˵��һ��ȡff=0.4��fr=1.6��
����ʱ�����϶�������������벻��ּо߽Ӵ����������߽��Ӵ�������ϵ����������У���������Χ����������ÿɼ�Ϊ�������Ⱥͷ��䴫�ȣ��Ӷ�������������̡������ʽ����[12]��
 (3)
(3)
ʽ�У�hconvΪ�ȶ������滻��ϵ������Ϊ����ϵ������Ϊ˹�ٷҲ�������������T��������˲ʱ�¶ȣ�T0Ϊ���¡�������о߽Ӵ����Ķ�������ϵ��ȡ400 W/(K��m2)[13]��6061���Ͻ����ɱ��滻��ϵ�����¶ȵĹ�ϵ���ο�����[14]��T0ȡ318 K����ȡ0.08����ȡ5.68��10-8 J/(K4��m2��s)��
3.2 �¶ȳ�ģ�����
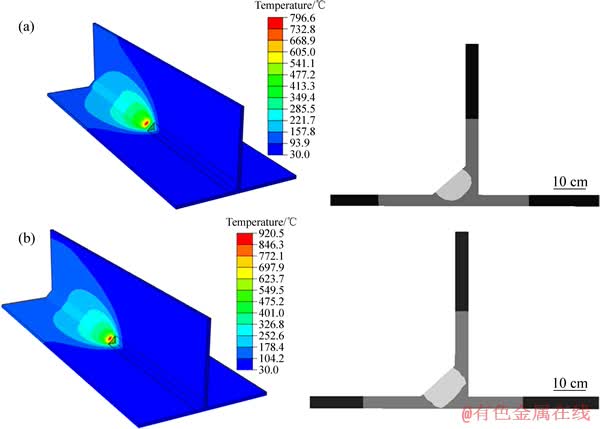
ͼ6 ǿ��������������¶ȷֲ����۳سߴ�
Fig. 6 Temperature distribution and weld pool dimension of thermal pulse (a) and thermal base (b) during welding process
ͼ6��ʾΪ˫����MIG����ǿ�����������ε��¶ȷֲ���ͼ���۳ؽ���ͼ�����У�������Ⱥ���۳��¶����Ϊ796.6 �棬��ת����ǿ����Ⱥʱ���������������۳�����¶�����920.5 �棬�����¶�����124 �档�۳��¶ȵı仯�����۳سߴ�Ҳ��֮�仯���ɴ˱��γ���һ�����������ƣ����ӹ�����ǿ������Ⱥ�������Խ�����γ�������˳��������״����(��ͼ2)��
�������Ľ�����۳سߴ��ͼ2��A��B��C����¶�ѭ�����ߵ�ģ������ʵ��ĶԱ���ͼ7��ʾ����ͼ7��֪��ʵ���۳ؿ��Ⱥ���ȷֱ�Ϊ5.8 mm��6 mm��û�в���δ�ۺϺ����Ⱥ���ȱ�ݡ���ģ����ȣ�ʵ���۳سߴ���ƫС������������ں��������״���۳ؽ���ѡȡ��һ��ƫ����¶�ѭ�����߿�֪��3���¶Ȳ����㶼�����˿��ټ��Ⱥ�������ȴ���̣��ҿ������촦�¶��ݶȴ�Զ�뺸�촦���¶��ݶȽ�С������ʵ���ģ�����������һ�£�������ļ����ٶȡ���ֵ�¶Ⱥ���ȴ�ٶ��ǺϽϺã�������Դ�������ѡȡ�������ܽϺõ�ģ��˫����MIG�����¶ȳ���

ͼ7 �������Ĵ�������۳سߴ��ͼ2��A��B��C���¶ȵ�ѭ��ģ������ʵ�����ĶԱ�
Fig. 7 Comparison between simulation and experiment results of weld pool size at middle section of welding center (a) and temperature cycle of points A, B, C shown in Fig. 2(b)
4 Ӧ��-Ӧ�䳡ģ�⼰����
�¶ȳ�ģ����ɺ�ģ�͵Ĵ��ȵ�Ԫ��Ϊ�ṹ��Ԫ�������¶ȳ������Ľ���ļ���Ϊ�غɵ���Ӧ�����н��м��㡣�ȵ����Է���ʱ���ٶ�����������ʱ��������˹����������˹Ӧ������Ϊ��ЧӦ�������䳬������ǿ��ʱ�����Ϸ���������
4.1 �߽�����
����Ӧ��Ӧ�䳡ģ��ʱ������T�ͽ�ͷʵ��װ�����ʩ�ӱ߽���������ģ�ͱ߽�D�ڵ�(��ͼ4)��ʩ����ȫ�̶�Լ�����Է�ֹ���������ƶ��������϶������ڿ��۵����ã�������ڵ�Լ��Ϊֻ������x�����˶�������T�ͽ�ͷ������оߵװ���Ӵ������ӹ����к����ܵ��������������ã������������װ��������˶���ģ��ʱ��Ħ�����ÿ��ǽ�ȥ�����еװ��Ϊһ�������棬ȡ��Ħ������Ϊ0.57[15]��
4.2 T�ͽ�ͷ�������Ӧ���ͱ��η���
ͼ8��ʾΪT�ͽ�ͷ��ȴ��ĵ�ЧӦ���ֲ��ͷŴ�10���ı�����ͼ��������ЧӦ����ͼ��֪���������Ͻ��������õĵ����Ժͽϵ͵��۵㣬�Ǻ��촦��Һ̬������ȴ�����Ͽ죬�����Ͻ�����ʱ����������ʽϴ�ͷ����Ӧ����Ҫ�ֲ��ں��켰�丽���������ֵΪ273 MPa����T�ͽ�ͷ�ܱ�����δ�ܵ�Լ���������ɱ��Σ�����Ӧ��ֵ��С��Ȼ����T�ͽ�ͷ����ֱ�DZ�����Ӧ���Ƚ����У��������ܵ��ⲿ������ʱ��������ɺ��쿪�ѣ�Ӧ����ע�⡣���⣬�����������Դ��ڸ��壬һ���棬����ʱ�����������������ϣ����¸����϶˵�����������С�����壻��һ�������������оߵװ�Ӵ���ʹ�����������ϱ���ɢ�ȽϿ죬���һ������Ӧ������������Ӧ�������õ���T�ͽ�ͷ����һ���ĽDZ��Σ��Һ���һ������ĽDZ��νϴ�2����ΪT�ͽ�ͷ����Z����ƫ������DZ�������ģ���ʵ�������ɱ�2��֪��ģ����ʵ��������һ�£��Ӷ���֤�˲���Ӧ���ͱ���ģ����̼�������ȷ�ԡ�
4.3 Ӧ���ֲ����仯����
���ӹ�����ǿ���������������۳ظ�����Ӧ���ֲ��Ա���ͼ9��ʾ��ǿ������۳�����Ӧ��ԼΪ50 MPa�����ܱ�δ�۽������ܵ����Ӧ��Ϊ230 MPa��������Σ��۳غ��ܱ߽������ܵ����Ӧ���ֱ�����80 MPa��250 MPa���������ӹ������۳ظ�������������֪�������۳ش��Ľ�����������״̬����Ӧ�����ͷţ����ܱ߽����������Ͷ������ϴ��ѹӦ�����Ӷ������۳����Ĵ���Ӧ��ԶС�����ܱߴ��ġ�Ȼ�����Ƚ�ǿ���������������֪�����۳�������������ε���������ǿ����εģ�������Ϊǿ����ʱ���۳��¶Ƚϸߣ�����ϴ�ת����������ʱ���۳��¶Ƚ��ͣ���������������۳ظ����Ľ���ѹӦ������Զ���۳����Ľ�����Ҫ�ɺ��������������ƣ���ˣ���������ǿ�����������ε���������һ�¡���ˣ�˫����MIG���ӹ����У�ǿ���������������ת���������۳������������Ա仯���۳��ܵ�����ѹ��������ã��ܹ��ٽ��۳ص�������T�ͽ�ͷ��ȴ��ֱ�۳ط���(����Y�᷽��)�������뺸�ӹ����е�������Ȼ�෴(��ͼ10)���۳��ܱ߽����ڸ�����ȴ�����з����������ܵ�ĸ�ĵ���Լ��������Ӧ������Զ�뺸�촦�������ܵ���Ӧ��ѹӦ������ˣ����촦���������Ӧ�����ֵ�����ں��촦����ֵԼΪ270 MPa��������Զ�뺸��ķ�����Ӧ�����Ͻ��ͣ�������ѹӦ��ת��������ֱ���췽��ĺ������Ӧ���ں��츽����Ҫ����ΪѹӦ������Զ�뺸�촦�IJ���Ӧ������Ϊ�㡣
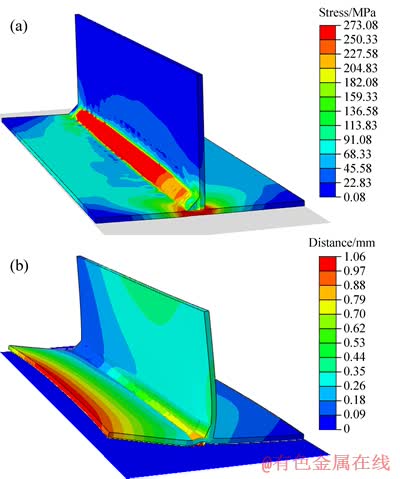
ͼ8 ����T�ͽ�ͷ����Ӧ���ͱ��ηֲ���ͼ
Fig. 8 Residual stress distribution (a) and welding deformation (b) of T-joint after welding
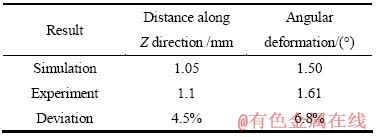
��2 T�ͽ�ͷ���ӱ���ģ��ֵ��ʵ��ֵ�ĶԱ�
Table 2 Comparison of simulation and experiment results of welding deformation of T-joint
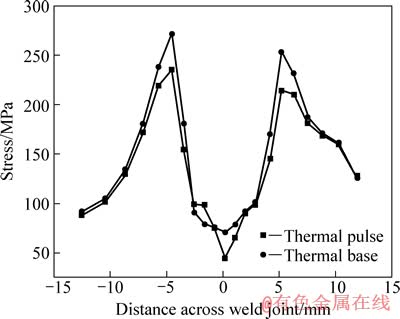
ͼ9 ����ǿ�����������ε�Ӧ���Ա�
Fig. 9 Stress comparison between thermal pulse and thermal base
ͨ������������֪��˫����MIG���ӹ����У�����ǿ���������������ת��������һ����ѹ����Ӷ��ٽ��۳صĽ������ã�ʹ�۳��е����������������ǿ��������ת��ʱ���ݳ����ӳ�֡����⣬�������û�����Ч�ش���۳������̹��������γɵ���״�������ٽ��۳صķǾ����κˣ��Ӷ��õ���ϸС�����Ⱦ�������ɵĺ�����֯������ۺ������õĺ��졣ͼ11��ʾΪT�ͽ�ͷ�������Ͻ�˫�����뵥����MIG���ĺ����������֯��˫����MIG���ĺ�����֯�ʵ���֦��״�ֲ�����֯�����Ǧ�(Al)�����壬��������Ϊ��(Al)+��+Mg2Si�Ĺ�������״��֯���뵥����MIG����ȣ�˫����MIG���ĺ�����֯���ϸС���ȣ��Ҿ����֦����ֲ��Ĺ�����֯�ʾ��ȷֲ�����״��ϸС��Ƭ״��
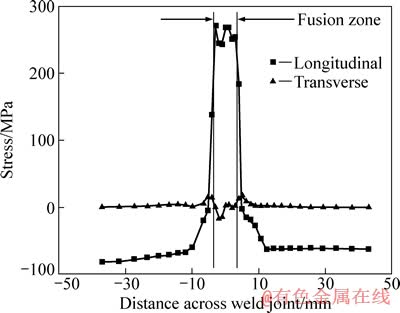
ͼ10 ����ֱ���췽�������ͺ������Ӧ���ֲ�
Fig. 10 Longitudinal and transverse residual stress distribution perpendicular to weld line

ͼ11 ˫�����뵥����MIG��������֯
Fig. 11 Microstructures of double pulsed (a) and single pulsed (b) MIG welding
5 ����
1) ��˫����MIG������Դ���Ե�Ƶ����Ƶ����ǿ��������֮��������ת���ܽϺ�ģ�⺸���¶ȳ���ǿ������Ⱥ֮���������ת����˫����MIG�����������������״�������Ҫԭ��
2) ����T�ͽ�ͷ����Ӧ����Ҫ�ֲ��ں��츽������ʹT�ͽ�ͷ������һ���ĽDZ��Σ�����Z����ƫ�����ͽDZ������ֱ�Ϊ1.1 mm��1.61�㣬ģ������ʵ�����ǺϽϺá�
3) ���ӹ����У��۳�������������ε���������ǿ����εģ���Զ���۳�������������һ�¡�ǿ���������������ת�������۳������������Ա仯���ٽ����۳ؽ��裬������������������ʵ��ݳ���������Ч�ش���۳�������ʱ���γɵ���״��֯���ٽ��Ǿ����κˣ�����ۺ������õĺ��졣
REFERENCES
[1] MILLER W S, ZHUANG L, BOTTEMA J, WITTEBROOD A J, SMET P D, HASZLER A, VIEREGGE A. Recent development in aluminum alloys for the automotive industry[J]. Materials Science and Engineering A, 2000, 280: 37-49.
[2] �� ��, �� ��, ��־��, ������. ���Ͻ�����ǰ��ײ�������������������ײ���ܷ���[J]. �й���ɫ����ѧ��, 2012, 22(1): 90-98.
WANG Guan, ZHOU Jia, LIU Zhi-wen, LI Luo-xing. Lightweight design and crash performance analysis of automotive aluminum bumper[J]. The Chinese Journal of Nonferrous Metals, 2012, 22(1): 90-98.
[3] PALANI P K, MURUGAN N. Selection of parameters of pulsed current gas metal arc welding[J]. Journal of Materials Processing Technology, 2006, 172: 1-10.
[4] �ں��, ��ɽ��֮. ��Ƶ����������MIG ���ӷ����Ĺ����ص�[J]. ����, 2011(11): 33-35.
TONG Hong-jun, TOMOYUKE U. Features of low frequency modulated type pulsed MIG welding process[J]. Welding & joining, 2001(11): 33-35.
[5] SILVA C L M, SCOTTI A. The influence of double pulse on porosity formation in aluminum GMAW[J]. Journal of Materials Processing Technology, 2006, 171: 366-372.
[6] Ҧ ��, Ѧ����, ����, ��˼��. ���ղ��������Ͻ�˫����MIG��������ε�Ӱ��[J]. ����ѧ��, 2009, 30(3): 69-74.
YAO Ping, XUE Jia-xiang, MENG Wan-jun, ZHU Si-jun. Influence of processing parameters on weld forming in double pulse MIG welding of aluminum alloy[J]. Transactions of the China Welding Institution, 2009, 30(3): 69-72.
[7] LIU A, TANG X, LU F. Study on welding process and prosperities of AA5754 Al-alloy welded by double pulsed gas metal arc welding[J]. Materials and Design, 2013, 50: 149-155.
[8] ZAEEM M A, NAMI M R, KADIVAR M H. Prediction of welding buckling distortion in a thin wall aluminum T joint[J]. Computational Materials Science, 2007, 38: 588-594.
[9] ZAIN-UL-ABDEIN M, NELIAS D, JULLIEN J F, DELOISON D. Experimental investigation and finite element simulation of laser beam welding induced residual stresses and distortions in thin sheets of AA 6056-T4[J]. Materials Science and Engineering A, 2010, 527: 3025-3039.
[10] AKBARI MOUSAVI S A A, MIRESMAEILI R. Experimental and numerical analyses of residual stress distributions in TIG welding process for 304L stainless steel[J]. Journal of Materials Processing Technology, 2008, 208: 383-394.
[11] ֣��̫. ���ͺ�ڽṹ���ӹ��̵���ֵģ���о���Ӧ��[D]. ���: ����ѧ, 2007.
ZHENG Zhen-tai. Numerical simulation of welding process and the application of large thick-walled structures[D]. Tianjin: Tianjin University, 2007.
[12] SHANMUGAM N S, BUVANASHEKARAN G, SANKARANARAYANASAMY K, KUMAR S R. A transient finite element simulation of the temperature and bead profiles of T-joint laser welds[J]. Materials and Design, 2010, 31: 4528-4542.
[13] �Ž�ǿ, �Ź���, �Ժ���, �����, �ź�Ȫ, ¹����. ���Ͻ𱡰庸��Ӧ����ά����Ԫģ��[J]. ����ѧ��, 2007, 28(6): 5-9.
ZHANG Jian-qiang, ZHANG Guo-dong, ZHAO Hai-yan, YUE Hong-jie, ZHANG Hai-quan, LU An-li. 3D-FEM numerical simulation of welding stress in thin aluminum alloy plate[J]. Transactions of the China Welding Insitution, 2007, 28(6): 5-9.
[14] BIKASS S, ANDERSSON B, PILIPENKO A, LANGTANGEN H P. Simulation of initial cooling rate effect on the extrudate distortion in the aluminum extrusion process[J]. Applied Thermal Engineering, 2012, 40: 326-336.
[15] ZAIN-UL-ABDEIN M, NELIAS D, JULLIEN J F, DELOISON D. Prediction of laser beam welding-induced distortions and residual stresses by numerical simulation for aeronautic application[J]. Journal of Materials Processing Technology, 2009, 209: 2907-2917.
(�༭ ����)
������Ŀ��������Ȼ��ѧ����������Ŀ(751229039)�����ҡ�ʮ���塱�Ƽ�֧�żƻ���Ŀ(2011BAG03B02)�����ϴ�ѧ���������Ƚ��������������ص�ʵ������������������Ŀ(61075005)����ɳ�пƼ����ش�ר��(899215036)
�ո����ڣ�2013-10-21�������ڣ�2014-03-12
ͨ�����ߣ������ǣ����ڣ���ʿ���绰��0731-88821571��E-mail��llxly2000@163.com
ժ Ҫ�����6061-T6���Ͻ𱡰�T�ͽ�ͷ��˫����MIG�������õ���������Ԫ���������¶ȳ���Ӧ��-Ӧ�䳡����ģ�⣬�����������Ϊ�Ե�Ƶ����Ƶ����ǿ��������֮��������ת������Դ��ͬʱ����������Ԫ����ģ�⺸˿�������̡��������������T�ͽ�ͷ�IJ���Ӧ����Ҫ�����ں��촦�������ֵΪ273 MPa���������Ȳ����������1.61��ĽDZ��Ρ����ӹ����е��¶ȳ���Ӧ�������Ե�Ƶ����Ƶ�������Ա仯����ǿ����Ⱥ��ȣ�������Ⱥ�ε��۳��¶Ƚϵ��������С�����۳ؼ��ܱ߽����������ϴ�ǿ��������֮���������ת�������۳سߴ缰�����������Ա仯������������״�����ϸС���ȵĺ�����֯���γɡ��۳سߴ硢������ѭ�������Լ�T�ͽ�ͷ���ӱ��ε�ģ������ʵ�����ǺϽϺã���֤��ģ��Ŀɿ��ԡ�
[4] �ں��, ��ɽ��֮. ��Ƶ����������MIG ���ӷ����Ĺ����ص�[J]. ����, 2011(11): 33-35.
[6] Ҧ ��, Ѧ����, ����, ��˼��. ���ղ��������Ͻ�˫����MIG��������ε�Ӱ��[J]. ����ѧ��, 2009, 30(3): 69-74.
[11] ֣��̫. ���ͺ�ڽṹ���ӹ��̵���ֵģ���о���Ӧ��[D]. ���: ����ѧ, 2007.
[13] �Ž�ǿ, �Ź���, �Ժ���, �����, �ź�Ȫ, ¹����. ���Ͻ𱡰庸��Ӧ����ά����Ԫģ��[J]. ����ѧ��, 2007, 28(6): 5-9.
