

Twin-roll strip casting of magnesium alloys in China
DING Pei-dao(�����)1, PAN Fu-sheng(�˸���)1, JIANG Bin(�� ��)1, WANG Jian(�� ��)1,
LI Hua-lun(���)2, WU Jiang-cai(�⽭��)2, XU Yue-wang(������)2, WEN Yu(�� ��)2
1. National Engineering Research Center for Magnesium Alloys, Chongqing University,
Chongqing 400044, China;
2. Shanxi Wenxi Yinguang Magnesium Group Co. Ltd., Yuncheng 043800, China
Received 12 June 2008; accepted 5 September 2008
Abstract:
The development status of twin-roll strip casting for magnesium alloys in China was summarized as well as the new progress when several kinds of twin-roll strip casting technologies were developed and used. Horizontal twin-roll casting (HTRC) of magnesium alloys has attracted much attention and has been industrialized in China. Vertical twin roll casting (VTRC) of the magnesium alloys can reach a speed of higher than 30 m/min and its research and development are just beginning and exhibit exciting potential. By comparing the process characteristics of the two technologies, the process stability of HTRC for the magnesium alloys is better, and the casting speed and the cooling rate of VTRC for the magnesium alloys are higher. The quality of the products by the two technologies needs to be improved and further investigated.
Key words:
magnesium alloys; twin-roll casting; development; status;
1 Introduction
In the past decades, the magnesium alloys have attracted increasing attention for their characteristics such as low density and excellent damping capacity. With the development of consumption electron products, communication products and computers, the magnesium alloy strips will be applied widely[1]. In addition, the application in the traffic and transport areas calls for the magnesium alloy sheets.
However, the ability of plastic deformation of the magnesium alloys is poor. Therefore, the conventional production process of the magnesium alloy strips takes many steps, including multi-hot rolling and multi-heat- treatment[2], which is long and needs high energy cost. By the twin-roll casting, the magnesium alloy cast strip with less than 8 mm in thickness can be produced and then be rolled to the needed thickness[3], which is a highly effective, time-saving, and energy saving process.
The twin-roll strip casting of the magnesium alloys mainly includes the horizontal twin-roll casting (HTRC) and the vertical twin-roll casting (VTRC). The two technologies are developing well and paid attention to by many researchers and companies. In this work, the development course of the two technologies was introduced and the difference was discussed in order to provide the reference to the future research and application.
2 Status and development course of HTRC for magnesium alloys in China
Based on the HTRC for the aluminium alloy sheets, some institutes and companies in China have made important study and work on the HTRC for the magnesium alloys.
In June 2003, Fuzhou Huamei Company in Fujian province opened a Chinese patent about the HTRC for the magnesium alloys[4]. In the next year, d600 mm��400 mm testing line of the HTRC for the magnesium alloys was established in Fuzhou Huamei Company and the design and manufacturing of the line were made by themselves. Thus, this is the first company in China to develop the HTRC technology for the magnesium alloys. The magnesium alloy strips with 400 mm in width and 2-8 mm in thickness can be prepared. But the work is still at the testing stage.
In May 2005, Luoyang Copper Group in Henan province of China paid attention to the HTRC for the magnesium alloys[5]. Some experimental strips with 600 mm in width and 7 mm in thickness were obtained[6], based on the caster for the aluminium alloy sheets. Thermal simulation research of the preparation process was made[6]. So far, the further result has not been reported.
In September 2005, Chongqing University obtained the experimental magnesium alloy strips with 800 mm in width and 7 mm in thickness, based on the caster of d850 mm��1 600 mm for the aluminium alloy sheets with the cooperation of Southwest Aluminium Group in China.
In December 2005, Yinguang Magnesium Group in Shanxi province established the first industrial line of d850 mm��800 mm in China with the cooperation of Fuzhou Huamei Company of China. In this line, the tip was very key and prepared by the special refractory materials and structure design. In May 2006, this line began to produce the magnesium alloy strips with 200-600 mm in width and 2-8 mm in thickness[7], as shown in Fig.1(a). The strip has fine and uniform microstructure, as shown in Fig.1(b), and can be punched to the products for application of autocars[7], as shown in Fig.2. Now, many products can be provided.
In February 2006, Northeast University in Liaoning province of China established a testing HTRC machine with a size of d500 mm��500 mm and made some research.
However, the quality of the strips needs to be further improved. Thus, some new processes have been developed to improve the HTRC process.
In February 2005, Nanchang University in Jiangxi province of China prepared the AZ91 strips by the semi- solid casting[8]. The processing, microstructure and properties of the AZ91 strips were studied. Central South University and Northeast University of China applied electromagnetic field to the VTRC for the magnesium alloys and made some progress.
To improve the microstructure of the strip, the online hot rolling with large reduction[9], as shown in Fig.3, immediately following the HTRC, was developed and applied in Yinguang Magnesium Group, which could make full utilization of the remaining heat and save the cost. Then, fine and uniform microstructure was obtained. After the on-line hot rolling, the strip had the thickness of less than 3 mm. Thus, it is possible to carry out online coiling of the strip, as shown in Fig.4.
Meanwhile, a differential speed casting and rolling was successfully applied to the HTRC for the magnesium alloys, thus the grains could be finer because of the shear deformation.
In order to reduce the cost, an important technology of flexibly providing magnesium melt was proposed by Yinguang Magnesium Group in which the melt in the melting furnace could be directly supplied by the magnesium alloy melt plant near the melting furnace. Thus, the melting procedure was shortened and the continuous casting would be carried out with an easier way.
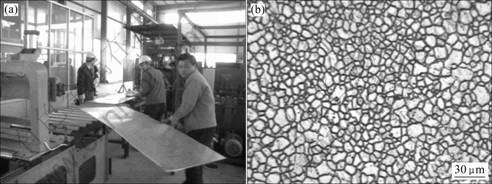
Fig.1 Production line (a) and microstructure (b) of magnesium alloy strips
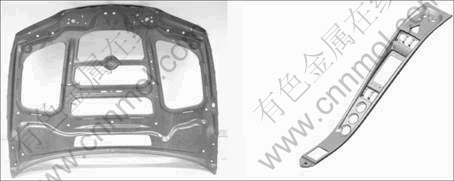
Fig.2 Parts of autocars punched by HTRC magnesium alloy sheets

Fig.3 HTRC and next on-line hot rolling of Mg strip

Fig.4 On-line coiling of Mg strip
In order to provide the wide sheet with low cost, Yinguang Mg Group is designing and establishing a new caster for the magnesium alloy strips with 1 500 mm in width.
3 Status and development course of VTRC for magnesium alloys in China
In May 2001, Chongqing University proposed the idea to prepare the magnesium alloy strips by the VTRC, based on the VTRC steel strips. In the next year, the AZ31 strips with 1.5-3 mm in thickness and fine microstructure were prepared by the d250 mm��150 mm testing caster at a speed of 31 m/min[10-11]. And in the present study, a special caster of d800 mm��450 mm for the magnesium alloy strips has been designed and soon its manufacture will be finished.
In December 2003, Northeast University also prepared AZ31 strips, based on the d500 mm��250 mm caster. The strips could be cool-rolled because of the fine grains[12].
The researchers of Hunan University prepared the magnesium alloy flakes with rapid solidification microstructure by a small VTRC caster[13-14]. And then, the flakes were crushed and compressed for an ingot. The ingot was extruded for the strips or profiles.
In the VTRC for the magnesium alloys, as shown in Fig.5, the melt surface of the pool contacts with the roll. Thus, the primary solidification point is connected with the melt surface and the fluctuation of the melt surface will harm the stability of the primary solidification point and further bring a poor surface quality for the strip[15-16]. The oxide film on the melt surface resulting from the high chemical activity of magnesium alloys can be mixed into the pool by the rotating roll and then the quality of the strip will be worse. The melt flux can harm the solidification area in the pool and cause the solidification to be unstable.

Fig.5 Schematic diagram of vertical twin-roll casting: 1 Nozzle; 2 Melt surface; 3 Cast roll; 4 Primary solidification point; 5 Cast strip
In order to effectively solve the above problems, an idea of establishing a new melt pool[17], as shown in Fig.6, was proposed by Chongqing University in 2005.
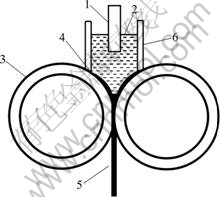
Fig.6 Schematic diagram of new VTRC: 1 Nozzle; 2 Melt surface; 3 Cast roll; 4 Primary solidification point; 5 Cast strip; 6 Refractory material
By adding a special refractory material with good heat preservation, chemical inert with magnesium alloy melt, and increasing the melt surface over the contact line between the refractory material and the roll, the melt surface during casting will be separated from the roll. The following advantages are provided.
1) The fluctuation of the melt surface during the casting does almost no harm to the primary solidification point and then its location can be more stable.
2) The oxide film located on the melt surface cannot be mixed into the pool and the quality of the strip can be improved to some degree.
3) The distance between the melt flux and the solidification area becomes farther and the melt flux does less harm to the solidification area.
On the surface of the AZ31 strips by the VTRC there are some microcracks and cold laps, as shown in Fig.7(a). After adding the special refractory materials to the VTRC, the AZ31 strips by the new VTRC have better surface quality, as shown in Fig.7(b). Thus, the experimental results show that the process stability of the new VTRC is improved. The strips with good surface can be obtained.

Fig.7 Surface of AZ31 strips by VTRC (a) and new VTRC (b)
4 Comparison between HTRC and VTRC
From the present development status of the twin-roll strip casting for the magnesium alloys, it is obvious that the casting speed of the VTRC is higher and the HTRC for the magnesium alloys has been firstly industrialized.
By analyzing the processing characteristics and the equipments of the VTRC and HTRC, as shown in Fig.6 and Fig.8 respectively, the comparison is concluded, as listed in Table 2. Under the same diameter of the roll, the effective cooling arc and the cooling rate of the roll used for the VTRC are 10 times of those of the roll used for the HTRC, which shows that the heat transmission of the VTRC is more effective. Therefore, the casting speed of the VTRC is obviously higher. Furthermore, the symmetrical cooling of the rolls in the VTRC can provide the strip with better microstructure and quality. Thus, the VTRC can be suitable for preparing the thin magnesium alloy strips with fine grains. Their potential applications can be the shell of 3C products.

Fig.8 Schematic diagram of horizontal twin-roll casting: 1 Tip; 2 Melt; 3 Cast roll; 4 Casting and rolling area; 5 Cast strip
On the other hand, the melt surface in the melt pool during HTRC is separated with the roll. In the VTRC, the melt surface contacts with the rolls, and the rotation of the roll can harm the stability of the melt surface. Therefore, the distribution of the melt and the control of pool height are relatively easier in the HTRC. And then the HTRC can be suitable for producing the wide magnesium alloy sheets because the wide sheets require more control of the uniform melt distribution. The potential applications can be the inside sheets for the traffic and transport tools[18].
Table 2 Comparison between VTRC and HTRC

Thus, the VTRC and HTRC can use for reference to each other to improve their process. For the VTRC magnesium alloy strips, the key fundamental research should be well made to improve the process stability and boost the industrialization. For the HTRC magnesium alloy strips, the improvement of the quality is also very important to expand the application.
5 Summary
1) The twin-roll strip casting technologies for the magnesium alloys are being developed in China. Lots of research work has been carried out in the past decade, including the foundation research and the key technology development. The VTRC is suitable for the thin strips of the magnesium alloys and the HTRC for the wide sheets of the magnesium alloys.
2) Some companies in China have the ability to produce several kinds of magnesium alloy strips and can provide the commercial products. The output of primary magnesium in China is the largest in the world, but the deep processing technologies and products of the magnesium alloys are not the strongest. Thus, the important break of the twin-roll strip casting for the magnesium alloys will increase Chinese competition ability of magnesium alloy products. The processing and quality of the magnesium alloy strips produced by the industrial line should be further improved, and the related key technologies also need to be further developed.
References
[1] FROES Y, ELIEZER D, AGHION E. The science, technology, and applications of magnesium [J]. Journal of the Minerals, Metals and Materials Society, 1998, 5(9): 30-33.
[2] WANG L Y, FAN Y G, HUANG G J, HUANG G S, PAN F S, LIU Z H. Texture of AZ31B magnesium alloy sheets [J]. Chinese Journal of Materials Research, 2004, 18(5): 466-470. (in Chinese)
[3] DING P D, JIANG B, YANG C M, FANG L. Development and thought of thin strip continuous casting [J]. The Chinese Journal of Nonferrous Metals, 2004, 14(S1): 192-196. (in Chinese)
[4] LI H L, HUANG Y H. Method and equipment of twin-roll casting for magnesium alloy sheets: ZL03118572.X[P]. 2003. (in Chinese)
[5] LOU H F, LI Z, LI H L, MA K D, LI X Y, WANG M P. Development of deformation magnesium continue roll cast [J]. Materials Review, 2005, 19(4): 58-61. (in Chinese)
[6] LOU H F, WANG M P, LI H L, LI X Y, MA K D, LI Z, GUO M X. Study on microstructure of roll-cast AZ31 magnesium alloy by thermal simulation [J]. Transactions of Materials and Heat Treatment, 2007, 28(1): 96-100. (in Chinese)
[7] LI H L, WU J C, HUANG Y H, XU Y W. Research on process and technology of continuous casting and rolling of magnesium alloy sheets [C]// Workshop on the Production and Market of Magnesium Alloy Sheet and Strip. Beijing: China Magnesium Industry Association, 2006: 71-77. (in Chinese)
[8] ZHANG Y, GENG M K, WANG Y C, XIE S S. Experimental study on twin-roll strip rheoforming for semi-solid magnesium alloy [J]. Foundry Technology, 2005, 26(8): 706-708. (in Chinese)
[9] LI H L, HUANG Y H. On-line hot and warm rolling after continuous cast-rolling for magnesium or aluminium alloy sheets: China, ZL2006100709441[P]. 2005. (in Chinese)
[10] YANG C M, DING P D, REN Z D, CHEN X H. Research on process and solidification microstructure of twin-roll casting for magnesium alloy thin strips [C//] The New Progress on Material Science and Engineering�� 2002. Beijing: Metallurgical Industry Press, 2003: 622-626. (in Chinese)
[11] CHEN X H, DING P D, YANG C M. Experimental study on twin-roll strip casting process for AZ31 magnesium alloy [J]. Light Alloy Fabrication Technology, 2003, 31(5): 19-22. (in Chinese)
[12] LI Z, ZHAO K, DI H S, WANG G D. The study of new technology on producing wrought magnesium alloy thin strip by twin-roll casting [J]. Light Metals, 2003, 12: 35-37. (in Chinese)
[13] CHEN G, CHEN D, YAN H G. The special processing techniques for high performance magnesium alloy [J]. Light Alloy Fabrication Technology, 2003, 31(6): 40-45. (in Chinese)
[14] CHEN J H, CHEN Z H, YAN H G. Research progress of rapidly solidified magnesium alloys [J]. Chemical Industry and Engineering Progress, 2004, 23(8): 816-822. (in Chinese)
[15] YASUNAKA H, TANIGUCHI K. Surface quality of stainless steel type 304 cast by twin-roll type strip caster [J]. ISIJ International, 1995, 35(6): 784-789.
[16] YANG C M. Study on the microstructure and properties of silicon steels prepared by twin roll casting process [D]. Chongqing: Chongqing University, 2001: 7-8. (in Chinese)
[17] DING P D, YANG C M, JIANG B, WANG J, DAI Y G. Device for twin-roll strip casting of magnesium alloys: ZL200510057419.1[P]. 2005. (in Chinese)
[18] CHEN Z H, YAN H G, CHEN J H, QUAN Y J, WANG H M, CHEN D. Magnesium alloys [M]. Beijing: Chemical Industry Press, 2003: 447-453. (in Chinese)
(Edited by LI Xiang-qun)
Foundation item: Project(50604020) supported by the National Natural Science Foundation of China; Project(2007CB613706) supported by the National Basic Research Program of China; Project(3581)supported by the Natural Science Foundation of CQ CSTC, China
Corresponding author: DING Pei-dao; Tel: +86-23-65102821; E-mail: pdding@cqu.edu.cn
