
�й���ɫ����ѧ�� 2004,(03),391-397 DOI:10.19476/j.ysxb.1004.0609.2004.03.011
���Ʒ�ʽ��AZ31þ�Ͻ𱡰���֯�����ܵ�Ӱ��
�Ϻ���ͨ��ѧ���������ϲ��Ϲ����ص�ʵ����,�Ϻ���ͨ��ѧ���������ϲ��Ϲ����ص�ʵ����,�Ϻ���ͨ��ѧ���������ϲ��Ϲ����ص�ʵ����,�Ϻ���ͨ��ѧ���������ϲ��Ϲ����ص�ʵ����,�Ϻ������о��� �Ϻ�200030 ,�Ϻ�200030 ,�Ϻ�200030 ,�Ϻ�200030 ,�Ϻ�200940
ժ Ҫ��
�о����Ʒ�ʽ��AZ31þ�Ͻ𱡰���֯�����ܵ�Ӱ�졣�������ƿ�ʹ���ϵ��������������,��0.2�ͦ�b�����½�,��ǿ����֯�ľ����Ժ͵����ԡ��������Ƶ�AZ31þ�Ͻ𱡰�������õ�������ܡ�
�ؼ��ʣ�
AZ31þ�Ͻ�;��������;��֯����;�����;
��ͼ����ţ� TG335
����飺������(1962),��,������,��ʿ.;������,������;�绰:02162932164;����:02162932113;E mail:bxzhang@mail.sjtu.edu.cn;
�ո����ڣ�2003-05-30
��������"������"�ƻ�������Ŀ(2003AA331120);
Effect of rolling method on microstructure and properties of AZ31 magnesium alloy thin sheet
Abstract��
The effect of rolling method on microstructure and properties of a AZ31 magnesium alloy thin sheet were investigated. The results show that the elongation can be increased apparently by cross rolling, while the ultimate tensile strength and the yield strength are decreased. The uniformity and the spheroidicity of the microstructure are improved. The heat stamping experiment proves the deep drawing property of AZ31 magnesium alloy thin sheet.
Keyword��
AZ31 magnesium alloy; cross rolling; microstructure and property; heat stamping;
Received�� 2003-05-30
þ�Ͻ�������Ľṹ��������, �ܶȴ�ԼΪ1.74 g/cm3, �Ǹֵ�1/4, ����2/3�� ��ֺ����Ͻ����
����þ������������(HCP)����ṹ, ����ϵ��, ��ʹþ�Ͻ���ϱ����������������� ���ȵ����Ա�����������
�������߲��ý������ƺ͵�������2�����������Ʊ��˾���������֯״̬��AZ31þ�Ͻ𱡰塣 �ֱ�ⶨ����̬���˻�̬AZ31þ�Ͻ𱡰�ĺ����������ѧ����, ȷ�����Ʒ�ʽ��þ�Ͻ��ѹ���ܵ�Ӱ�졣
1 ʵ��
ʵ���ò���Ϊ��ҵ����þ�Ͻ�AZ31����, �仯ѧ�ɷּ���1�� þ�Ͻ���ľ����¾��Ȼ��˻��, ��630 t��ѹ����ѹ��83 mm��6.0 mm�İ���, Ȼ�����Ĺ������������Ƴ�(75��80)mm��(0.2��0.8)mm�ͽ������Ƴ�300 mm��(0.4��0.8)mm��þ�Ͻ𱡰塣 ��LEICA MEF4M��ѧ�����۲�����̬���˻�̬þ�Ͻ�����֯��
��1 þ�Ͻ�AZ31�Ļ�ѧ�ɷ� ����ԭͼ
Table 1 Chemical compositions of AZ31 alloy(mass fraction, %)

��AZ31þ�Ͻ����������������˻���
����þ�����������ľ���ṹ, �Ͻ�Ԫ����þ��������ɢ���ʺܵ�, �����������̹����в���֦��ƫ���ͷ�ƽ��ᾧ�ࡣ Ϊ����ߺϽ���֯�ɷֵľ�����, ��d 120 mm��AZ31þ�Ͻ��������Ľ��о��Ȼ��˻�, ����֯��ͼ1(a)��ʾ�� ��������
��������: þ�Ͻ����������623��673 K, ����0.5 h, �ش�ֱ�������ѹ����������ơ� ������֮ǰ, �����ȸְ巴���������������������档 ��300 mm��83 mm��6.0 mm�ߴ�İ��������Ƴ�300 mm��300 mm��1.5 mm�ı���, Ȼ������ᴦ���Ա�ȥ�����������Ƥ�ͼ���� ��2���ƽ�, þ�Ͻ������523��573 K¯�б���0.5 h, ����Ӧ���˻���, ����������ת90��, ��þ������ѹ�����������, ����ߴ�ԼΪ600 mm��300 mm��0.8 mm�� Ϊ�˽�һ�����þ�Ͻ𱡰���֯���ܺ�ƽ����, �˻�����, ����������, �����֮��, þ�Ͻ𱡰��Ʒ�ijߴ�Ϊ(600��800)mm��300 mm��(0.4��0.8)mm(ͼ2), ������֯��ͼ3��
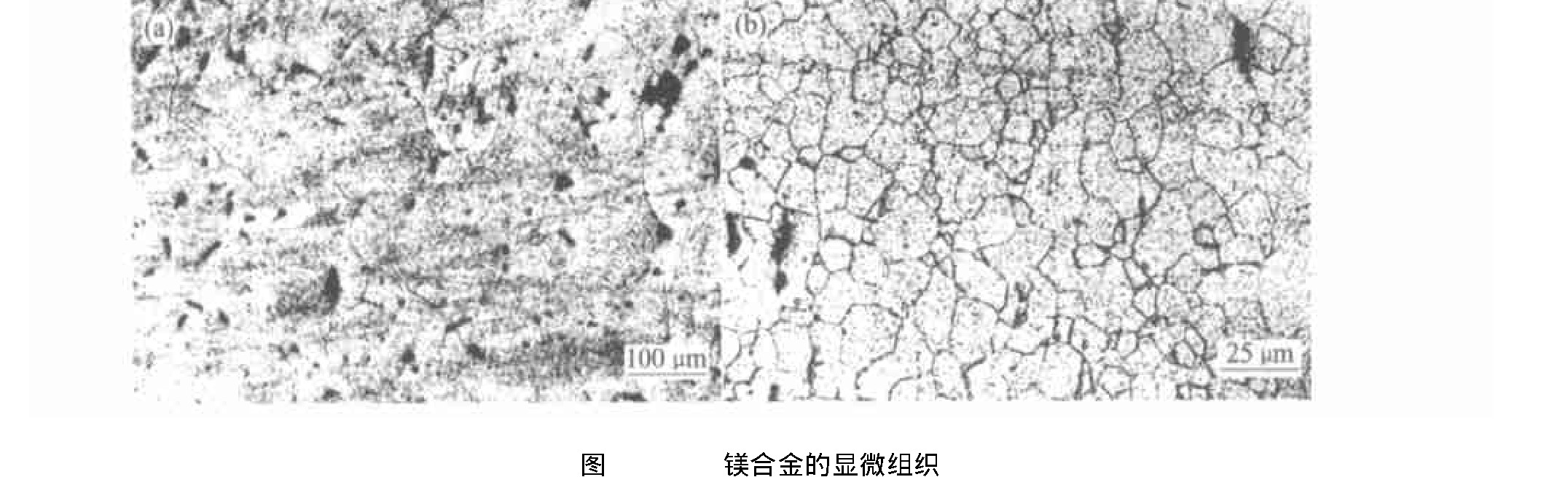
ͼ1 AZ31þ�Ͻ������֯
Fig.1 Microstructures of AZ31 alloy
(a)��Homogenizing annealing; (b)��Extruded

ͼ2 �������Ƶ�þ�Ͻ𱡰�
Fig.2 AZ31 magnesium alloy thin sheet by cross rolling
(a)��300 mm��(0.2��0.4)mm; (b)��300 mm��(0.5��0.8)mm
��������: þ�Ͻ�����������ƹ�����ͬ�������ƹ���, ��ͬ������þ������ѹ�����������, ������, þ�Ͻ𱡰����ճߴ�Ϊ(75��80)mm��(0.2��0.8)mm, ������֯��ͼ3��
2 ���������
2.1 AZ31þ�Ͻ����ƹ���
Ϊ�˸�����ط�������+����AZ31þ�Ͻ������֯�ṹ, �۲��˲�ͬ�����ȵĺ����������֯�� ��ͼ1(a)�ɿ���, ��ҵ̬AZ31þ�Ͻ�ľ����Ƚϴִ�, ƽ��������Ϊ86 ��m, ������������ֲ��Ķ�����

ͼ3 AZ31����̬þ�Ͻ𱡰�Ľ�����֯
Fig.3 Microstructures of AZ31 thin sheet (rolling state)
Sheet thick: (a), (b)��0.60 mm; (c), (d)��0.80 mm; (e), (f)��0.24 mm Rolling direction: (a), (c), (e)��Transverse; (b), (d), (f)��Portrait Rolling method: (a), (b) , (c), (d)��Cross rolling; (e), (f)��Portrait rolling
2.2 AZ31þ�Ͻ����Ƶ�����
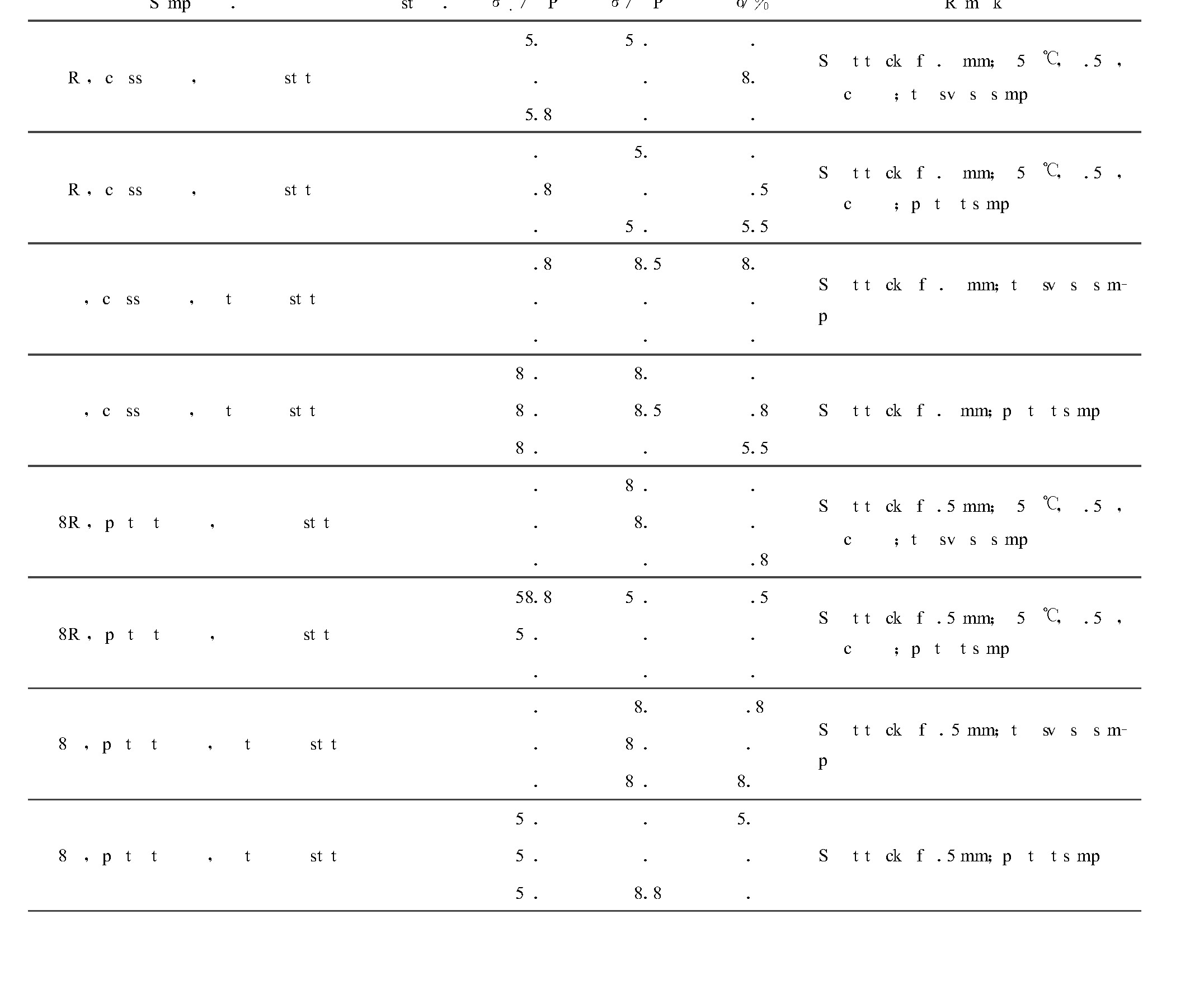
��2ʾ�������Ʒ�����AZ31þ�Ͻ𱡰����ܵ�Ӱ�졣 ��������ʱ, ���ϵ��������������, ��0.2����b�����½�, ������͵�; ��������ʱ, ������෴�Ľ���� �ɼ�, ������������Ч�ؼ�����ϵĸ�������
��2 AZ31�������ѧ���� ����ԭͼ
Table 2 Tensile properties of materials

ͼ4 AZ31þ�Ͻ𱡰��˻�������֯Fig.4 Microstructures of AZ31 thin sheet after annealing
(a)��250��,30 min;(b)��250��,45 min
2.3 AZ31þ�Ͻ������Ͽڷ���
��ͼ5��AZ31þ�Ͻ��������߿ɹ۲쵽, ����̬���˻�̬�µı������ھ������Ա���, �����Ե���������

ͼ5 AZ31þ�Ͻ����Ʊ�������ҡ�������
Fig.5 Strain��stress curves of AZ31 thin sheet by cross rolling
AZ31þ�Ͻ���κ����侧���ϻ��������Χ��������С��

ͼ6 AZ31þ�Ͻ𱡰��˻�� ��������Ͽ���ò
Fig.6 Tensile fracture morphologies of thin sheet after annealing (a)��Cross rolling; (b)��Portrait rolling
2.4 þ�Ͻ𱡰�������ʵ��
Ϊ�о����Ʒ�ʽ��AZ31�����ȳ�ѹ���ܵ�Ӱ��, ��100 tҺѹʵ����Ϸֱ�����˵������ƺͽ�������þ�Ͻ𱡰�����������ʵ�顣 ��ͷֱ���Ͱ�ģֱ���ֱ�Ϊ66 mm��68 mm�� ʵ������Բ�����ϵ�ֱ��Ϊ142 mm�� �������: ��200��250 �����ͬ��ѹ�ٶ��µ�������þ�Ͻ𱡰�(��ѹ����)�ij�����Ҫ�������������ƻ�ѹ����; ����������þ�Ͻ𱡰�δ���ֶ�������, ����ȿɴﵽ2.15��
��16 t�崲�����һ���ȳ�ѹװ��, ����þ�Ͻ𱡰�����ȳ�ѹʵ�顣 ���û�е��ѹ���ȳ�ѹ��60 mm��60 mm �ķ��μ�(�������ϼ�����250��400 ��, ����1��5 min; ģ��Ԥ����200 ��), �����ƺͳ�������(��ͼ7��ʾ)�� ʵ�ʳ�ѹ���֤ʵ: ���������ƺ�, ���ϵij�ѹ�ɹ����������; ��������þ�Ͻ𱡰�(��ѹ����)�׳��ֳ������� ����þ���¶Ƚϵͺͱ���ʱ�䲻��, ���ȳ�ѹʱ�����ֲ��������� ͼ8��ʾΪ���Ѳ�λ�ĶϿ���ò, ���ɶ������(ͼ8(a))�ͺ���(ͼ8(b))��ɡ� ��һ����, ���ھ�����֯�IJ�������, ���ӹ��в��ϵ����Ժͱ��ο����Dz�ͬ��, �ڳ����غ�ʱ�ͻ���ɱ��β�����, ʹ���Ϲ��翪��, ����Dz����ȵľ�����֯�Բ������ܵ���ҪӰ��

ͼ7 ��������AZ31þ�Ͻ𱡰�������ʵ��
Fig.7 Hot draw trial of AZ31 thin sheet by cross rolling
(a)��Material; (b)��Drawing sample
3 ����
1) ��������ʱ, ���ϵ��������������, ��0.2����b�����½���
2) �������ƿɼ�ǿ�����ڲ���֯�ľ����Ժ͵��������á�

ͼ8 AZ31þ�Ͻ��ѹ���ѿ���ò
Fig.8 Fracture surface of pressing specimen
(a )��Gridding; (b)��River
3) �������Ƶ�AZ31þ�Ͻ𱡰�������õ�������ܡ�
�����
[10] ��TozawaY.Deepdrawingofmagnesiumalloysheets[J].JJapanInstLightMetals,2001,51(10):492497.
