
DOI: 10.11817/j.ysxb.1004.0609.2020-36467
�Ͼ���Ԫ����������Բ������Խ���Һ��������﮵ķ��������
�� ��1��ղ ·1, 2������1, 3
(1. ����ʦ����ѧ�� ̬�뻷����ѧѧԺ���Ϻ� 200241��
2. �Ϻ���ͨ��ѧ ������ѧ�빤��ѧԺ���Ϻ� 200240��
3. ������̬�о�Ժ���Ϻ� 200062)
ժ Ҫ��
�Ͼ���Ԫ����������Բ����дֹ�̬��ĩ�Ľ������ӿ���ͨ�������ȡ��ת��������Һ�С�����������Һ�еĽ������ӷ���ԷϾ���Ԫ������м۽����Ļ��վ����ش�����塣�����о��������Һ���ܡ������̡�﮵ķ�������ա�����ij�����������Ϊ����麟�����������-̼����麟�����������-̼�����������ƹ�������������-̼���Ƴ���������ﮡ�ͨ���ı���ҺpHֵ���¶ȡ�����ʱ�䡢�����������Ȳ������Ż�������﮵ķ���������������������Ż����������£���Һ�еĽ������ӷֱ��Բ����ܡ�̼���̡���ʽ̼������̼��﮵���ʽ������������﮻����ʷֱ�ﵽ99.17%��97.88%��93.47%��85.21%����������ܡ�̼���̡���ʽ̼������̼��﮵����������ֱ�Ϊ99.87%��98.89%��98.46%��96.52%��
�ؼ��ʣ�
��Ԫ﮵�����������Һ���������������������
���±�ţ�1004-0609(2020)-11-2684-11���� ��ͼ����ţ�X705���� ���ױ�־�룺A
���ſ�ѧ�����ķ�չ������ӵ����Ϊһ�ּ��������ܶȺߵ�ѹΪһ��Ĵ���װ�ã��㷺Ӧ�����ƶ������ߵ����豸���綯���ߡ���϶����͵綯��ͨ���ߵ�����ǰ���ö�����ػ���������ӵ��Ϊ������ͳ�ƣ�ȫ������ӵ����������2000���5��ֻѸ��������2015���70��ֻ[1-2]������ӵ�ص�ʹ������һ��3~5�꣬���ԷϾ�����ӵ������Ҳ�����꼱������[3]��Ԥ��2020������Ķ�����ؽ�����̭�����ҹ��Ͼ�����ӵ����������ﵽ250��ֻ��������50��t[4]���Ͼɵ���е��ж��к�����һ��й©������������ˮ��ʹ������ͻ����������Ⱦ���ܡ�����ͭ�������̵Ƚ����������ۻ�ЧӦ��ͨ��ʳ�������������壬���м����Σ���ԡ���ˣ���ԷϾ�����ӵ�ؽ��м��������������������еĽ������ϣ�ȷ������Ľ����ͻ����Ŀɳ�����չ��
�����й���ɫ������ҵЭ���ҵ�ֻ�ͳ�ƣ�2017���ҹ�����ӵ���������ϲ���Լ32.3��t��ͬ������49.54%��������Ԫ����(LiNixCo1-x-yMnyO2�����NMC)���������(LiFePO4)�������(LiCoO2)2017��IJ����ֱ�Ϊ12.6��t��10.1��t��6.0��t[5]������ӵ����Ԫ�������Բ��ϣ����д������м۽����ܡ������̡�ﮡ��ӷϾɵ�ز����л�����Щ�м۽�����ʵ����Դ���������������Ļ���Ч��;���Ч�棬������Զ���Ͼ���Ԫ﮵�ص��������Բ����еĽ������շ�����Ҫ�л�ұ���ʪ��ұ��[6-8]����ұ��ͨ�����´���ֱ����ȡ�缫�еĽ����������������ռ������ղ��ϴ��ȵͣ���Ӧ���������ײ����к�����[9]��ʪ��ұ��Ԥ����������������Һ�����ͽ�����ȡ�����̽��м۽�����������Һ���ٽ��з��룬��ø�������Ӧ���λ�������[4]��ʪ�����ղ��������ϻ�ұ���ºͣ����ҽ��������ʸߣ����������٣���ΪĿǰ��������о��ȵ�[10]�������Ԫ�����м۽�����ȡ��Ҫ������������������ܽ���������ӣ����ֳ���ǿ�����ԣ���Li��Co��Mn��Ni���н�ǿ�Ľ�ȡЧ�������õ������ȡ����Ҫ������(HCl)[11]������(H2SO4)[12-14]������(HNO3)[15-17]�ȡ��ܡ�ﮡ������̵Ƚ�������������ʽ�����ڽ���Һ�У���ͨ����һ������ȴ�������ˣ����ڽ���Һ�еĸ������������յ��о�Ҳ��ʮ�ֱ�Ҫ�ġ�һ���ȡ�ܼ���ȡ������ѧ���������绯ѧ�������ȷ���ʵ���м۽����ķ�����ȡ[18-20]��
��ȡ����ָѡ��һ���ض�����ȡ��������ȡ���Ļ�����Ŀ����������γ��ȶ���������������л���ȡ���������Һ�ֿ�����������Ӧ���ܼ���������еĽ������ӷ���ȡ������ʵ�ֽ������ӵķ����ᴿ[21]��HONG��[22]ѡ��PC-88A��cyanex272��D2EHPA��Ϊ��ȡ�����ֱ��Co��Ni��Mn�ӽ�ȡҺ�з��롣��ȡ�����ŵ���ѡ���Ժã����ò�ͬ����ȡ�����ɵõ���Ũ�ȵ�Ŀ�����������Һ�����ǣ��ܼ�����ȡ������Ҳ����һ������ʧ��������ȡ���ļ۸�ϸߣ�ʹ�ø÷����ڽ������շ�����һ���ľ���[23]����ѧ�����������������Һ�м����ʵ���������ʹ֮������Ӧ�����������Ӷ�ʵ�ֽ������ӷ����һ�ַ���[24]�����õij��������������ơ�����李����ᡢ̼���Ƶȡ�CHEN��[25]�Ȳ���������������ǽ�������ȡ��Ȼ�����μ���DMG(C4H8N2O2)��H2C2O4��H3PO4��������Ni��Co��Li�м۽�����Ni(C4H6N2O2)2��CoC2O4��2H2O��Li3PO4��������ʽ���룬����������£������ʷֱ�ﵽ98%��97%��89%����ѧ���������������豸Ҫ��͡��ɱ��͡����������ŵ㣬����Һ�н������ӽ��зֲ��������õ���������Ľ��������ʵ�ַ��롣��ͬ��Ҳ����ȱ�㣬���ڽ���Һ�к��ж��ֽ������ӣ��׳��ֹ��������������Է��롣���ԣ���������ѡ����ʵij��������趨��Ч����������ӵĹ��������Ǻ��б�Ҫ�ġ�
����ѡȡ�Ͼ���Ԫ﮵�ص��������Һ��Ϊ�о�����ѡ�ò�ͬ�ij�����������Һ�е��ܡ������̡�﮽��г������롣�о��˲�ͬ�ij��������¸������ij����ʣ���ÿһ���սλ�õij���������ᴿ��ϣ����ô����Ľ��������̽����һ������Ч�ʸߡ����������ʴ�ķϾ���Ԫ����ӵ�����Խ���Һ�н����Ļ��չ��ա�
1 ʵ��
1.1 ʵ��ԭ��
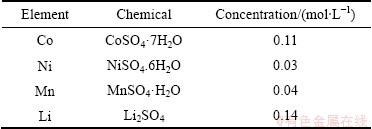
����Meshram�����Ż������µõ��ķϾ���Ԫ﮵�����Խ�����Һ�ijɷ�[26]��������ģ����Һ����CoSO4��7H2O��NiSO4.6H2O��MnSO4��H2O��Li2SO4�����������Һģ����Һ����Һ�и�������������1��
��1 �Ͼ���Ԫ����������Բ������Խ���Һģ����Һ���������Լ������
Table 1 Reagents and composition of waste ternary battery positive active material acidic leaching solution
1.2 ʵ���Լ�
ʵ����õij������в����((NH4)2C2O4)����������(NaOH)��̼����(NaCO3)�������̼���õ��Ķ���ͪ�(C4H8N2O2)���������((NH4)2S2O2)���ɹ�ҩ���Ż�ѧ�Լ�����˾�ṩ���ܡ�﮼���õ��Ļ�ѧ�Լ�4-(5-��-2-���ż��)-1,3-��������(C11H10ClN5)�����Լ�(C16H11AsN2Na2O10S2)�ɶ������ɹ�ҵ��ʽ�����ṩ��
�ֱ����HCl-NaAc��NaAc-Hac��KH2PO4-NaOH��Na2CO3-NaHCO3��Na2HPO4-NaOH�Ȼ�����Һ����pHֵ(1.09~12.0)����̼���Ƴ����ʱ����Һ��0.1 mol/L���������Ƶ���pHֵ��
1.3 ʵ�鷽��
1) ��ⷽ��
��Һ�е��ܲ���4-(5-��-2-���ż��)-1,3-���������ֹ��ȷ��ⶨ������Ϊy=0.8750x-0.0070 (R2=1)����Һ�е������ö���ͪ뿷ֹ��ȷ��ⶨ������Ϊy=9.1936x-0.0044 (R2=1)����Һ�е��̲��ù�����立ֹ��ȷ��ⶨ������Ϊy=23.14x+0.0090 (R2=1)����Һ�е�﮲������Լ��ֹ��ȷ��ⶨ������Ϊy=5.0726x-0.0086 (R2=1)���������еĽ��������������������õ����ӷ�������Dzⶨ��
2) �������뷽��
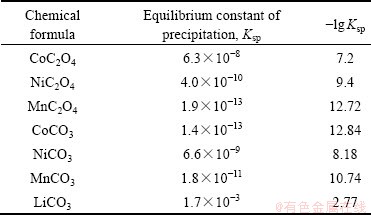
�����ܶȻ�����(Ksp)(����2)�Լ����������������ȷ���������ij���˳��������·��(��ͼ1)�����ø��ֽ������ܽ�ȵIJ�ͬ���÷ֲ���������������﮷ֿ���������Ӧ�ڴ��ˮԡ���������������ȫ�Զ��ζ������װ���Ͻ��У�������ˮϵ��Ĥ(0.22 ��m)��ɰо����װ���г��ˡ�
3) ��������
���ղ�����X����ӫ�������ȷ������Ҫ�ɷ֣������䳡����ɨ����������۲���ṹ��̬��
��2 ����������﮻�������ܶȻ�������
Table 2 Table of solubility product constants of common cobalt nickel manganese lithium compounds
4) ʵ�����
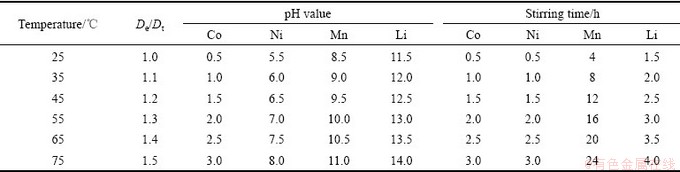
�̶�ʵ���������£�Co2+��Ni2+��Mn2+��Li+��Ũ��Ϊ0.1 mol/L���������ҺΪ0.1 mol/L��̼�����Ϊ0.1 mol/L��̼������ҺΪ0.1 mol/L����������Ϊ0.1 mol/L���ı�pHֵ����Ӧ�¶ȡ���Ӧ����ʱ��ͳ�����������(De)����������(Dt)֮�ȵ�����(����3)���о�������ϵ���ܡ������̡�﮵Ļ�������������з����Ƚϣ��Ż�����Ѱ����ѷ�������������������·���Ͼ���Ԫ﮵�����Խ���ģ����Һ����ÿһ���������л��յij���������ᴿ���ᴿ������ͼ2�����ո�������Ľ���������Ի��ղ�����б�����
��3 ʵ�����
Table 3 Experiment parameters
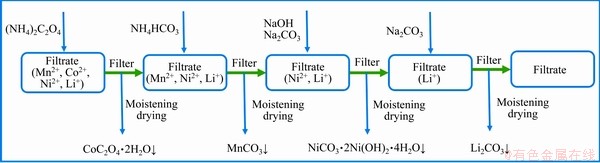
ͼ1 ������﮳������빤��·�����ͼ
Fig. 1 Route design of cobalt-nickel-manganese-lithium precipitation separation process
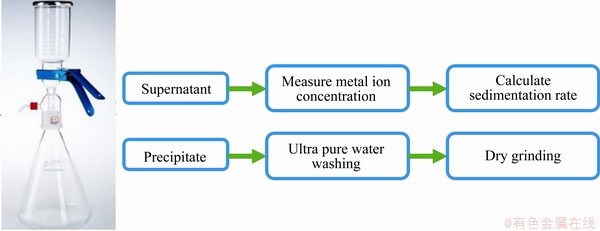
ͼ2 �������ᴿ����ͼ
Fig. 2 Diagram of precipitate purification process
2 ���������
2.1 �ò���麟���������������з�����
�ں���������﮵���Һ�еμ�3��0.02 mol/L�İ�ˮ�����÷��ӷ�����Һ����������Һ�У�����������ת������Ϊ400 r/min������pHֵ����Ӧ�¶ȡ���Ӧ����ʱ�䡢������������4�����������õ�����ʵ�鷨�Ż�ʵ�������������������Ӻ��������백ˮ��Ӧ���������������������[Co(NH3)6]2+��������������[Ni(NH3)6]2+�����о��������[Ni(NH3)6]2+��[Co(NH3)6]2+�ȶ���ǿ[27]����Һ�д��������백ˮ��Ϸ�Ӧ����������������������Ӧ���ɲ�������������Ҫ�ij�����Ӧ���£�
Co2++ ��CoC2O4�� (1)
��CoC2O4�� (1)
Ni2++��NiC2O4�� (2)
Mn2++��MnC2O4�� (3)
��Һ����0.5 h����ɰо����װ�öԳ�����������Һ���з��룬�ⶨ����Һ�е�����������Ӻ���������������ij����ʡ�
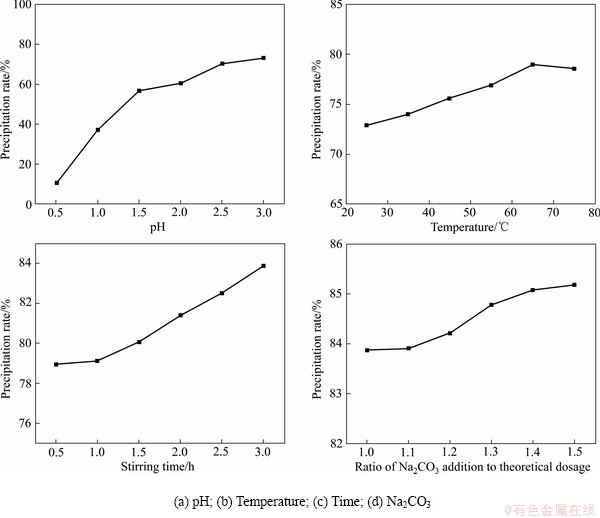
��25 �桢����0.5 h��1�������������IJ���淋������¸ı�pHֵ���������������pHֵ�����ߣ��ܵij����������ߺ��������ٿ��ٽ��ͣ����ij����ʻ��������ٻ������ͣ��̵ij����ʻ������ߣ�﮵���ʧ�ʽϵͣ���������0.74%��1.03%֮��(��ͼ3(a))��pHֵ��2.0ʱ��������﮵ij����ʷֱ�ﵽ98.42%��11.78%��8.01%��0.98%��������Ч�س��������ܡ�﮵ij����ʶ��ϵͣ���ʧ�ʿ��Ժ��Բ��ơ�
��pH=2.0������0.5 h��1�������������IJ���淋������¸ı��¶ȣ���������������¶ȵ����ߣ��ܵij����������ߺͣ������̵ij����������ߣ�﮵ij����ʱ仯������0.99%��1.14%֮��(��ͼ3(b))����55 ��ʱ��������﮵ij����ʷֱ�ﵽ99.45%��19.18%��19.01%��1.11%������Ч����á�
��pH=2.0��55 �桢1�������������IJ���淋������¸ı����ʱ�䣬������������Ž���ʱ������ӣ��ܵij����ʱ���ƽ���������̵ij����ʳ������ӣ�﮵ij����ʱ仯����(��ͼ3(c))������ʱ��Խ�����ܵķ���pH=2.0��55 �桢����1.0 h�������¸ı����淋ļ�������������������ų�����ʵ�����������ӣ��ܵij����ʻ������ͣ������̵ij����ʳ������ӣ�﮵ij����ʱ仯����(��ͼ3(d))����������ʵ������Ϊ����������1.2��ʱ������Ч����á��ۺϿ��ǣ�pH 2.0���¶� 55�桢����ʱ�� 1.0 h������������Ϊ����������1.2������Ϊ����������������ܡ�
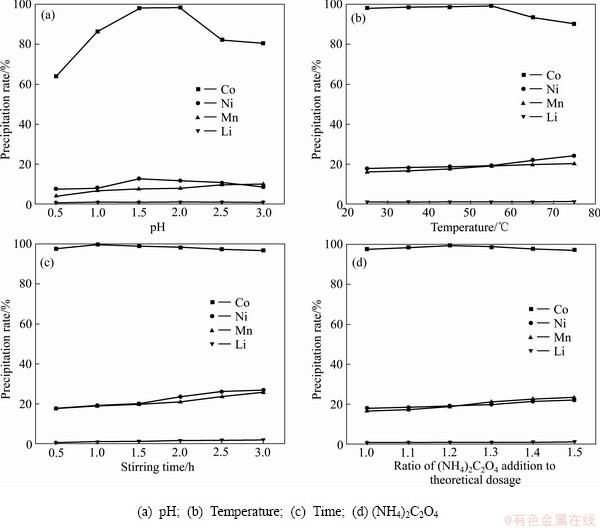
ͼ3 ��ͬ������������﮵ij�����
Fig. 3 Precipitation rate of cobalt nickel manganese lithium under different conditions
2.2 ��̼���Ƴ�������������з�����
�ں�������﮵���Һ�еμ�3��0.02 mol/L�İ�ˮ�����÷��ӷ�����Һ����̼�������Һ�У�����������ת������Ϊ400 r/min������pHֵ����Ӧ�¶ȡ���Ӧ����ʱ�䡢������������4�����������õ�����ʵ�鷨�Ż�ʵ����������Ҫ�ij�����Ӧ���£�
Mn2++ ��MnCO3�� (4)
��MnCO3�� (4)
Li2++��Li2CO3�� (5)
��Һ����0.5 h����ɰо����װ�öԳ�����������Һ���з��룬�ⶨ����Һ�е���������Ӻ���������������ij����ʡ�
��Խ������������ʱ��ﵽ1.0 hʱ������Ч����á�
��25 �桢����0.5 h��1��������������̼���Ƶ������¸ı�pHֵ���������������pHֵ�����ߣ��̵ij����������ߺ������ͣ����ij����������ߺͣ�﮵ij����ʱ仯����(��ͼ4(a))����pHֵ7.5ʱ������﮵ij����ʷֱ�ﵽ92.66%��5.58%��0.07%������Ч����á�
��pH=7.5������0.5 h��1��������������̼���Ƶ������¸ı��¶ȣ���������������¶ȵ����ߣ��̵ij����ʳ������ӣ����IJ���������﮵ij����ʱ仯����(��ͼ4(b))����45 ��ʱ������﮵ij����ʷֱ�ﵽ99.89%��8.77%��6.45%������Ч����á�
��pH=7.5��45 �桢1��������������̼���Ƶ������¸ı����ʱ�䣬������������Ž���ʱ����������̵ij����ʳ������������ij������½���﮵ij����ʱ仯����(��ͼ4(c))���ɼ�����ʱ������ӿ��Լ������ij���������ʱ��ﵽ2.5 hʱ����Ч����á�
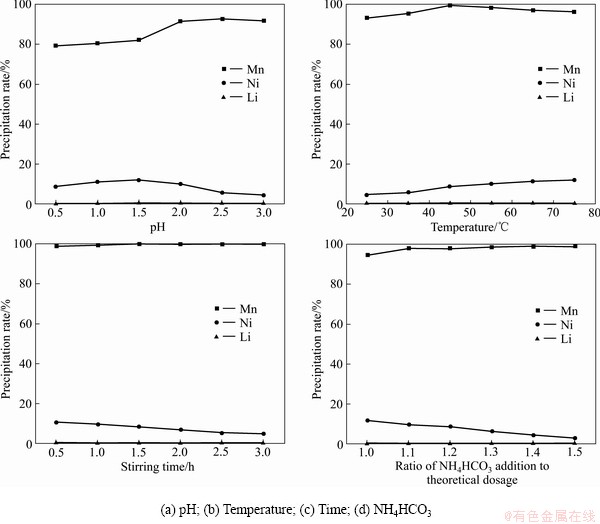
ͼ4 ��ͬ����������﮵ij�����
Fig. 4 Precipitation rate of manganese nickel lithium under different conditions
��pH=7.5��45 �桢����2.5 h�������¸ı�̼���Ƶļ�������������������ų�����ʵ���������������̵ij����ʻ������������ij��������ͣ�﮵ij����ʱ仯����(��ͼ4(d))��̼����淋�ʵ������������������1.3��ʱ����������Ч����ѡ��ۺϿ��ǣ� pH 7.5���¶� 45 �桢����ʱ�� 2.5 h������������Ϊ����������1.3������Ϊ����������������̡�
2.3 ��̼����-�������ƹ�������������з�����
��ͬ�������0.02 mol/L��̼������Һ��0.01 mol/L������������Һ��ϣ����ò���������Һ����̼������Һ�У�����������ת������Ϊ800 r/min������pHֵ����Ӧ�¶ȡ���Ӧ����ʱ�䡢������������4�����������õ�����ʵ�鷨�Ż�ʵ����������Ҫ�ij�����Ӧ���£�
Ni2++2OH-+��xNiCO3��yNi(OH)2�� (6)
��Һ����12 h����ɰо����װ�öԳ�����������Һ���з��룬�ⶨ����Һ�е�������Ӻ�������������﮵ij����ʡ�
��25 �桢����0.5 h��1��������������̼���Ƶ������¸ı�pHֵ���������������pHֵ�����ߣ����ij����������ߺͣ�﮵ij�������2%����(��ͼ5(a))����pHֵΪ10.0ʱ����﮵ij����ʷֱ�ﵽ87.41%��1.65%��
��pH=9.5������0.5 h��1��������������̼���Ƶ������¸ı��¶ȣ���������������¶ȵ����ߣ����ij����������ߺͣ�﮵ij�������1%��2%֮�� (��ͼ5(b))����55 ��ʱ����﮵ij����ʷֱ�ﵽ93.72%��1.72%��
��pH=9.5��65 �桢1��������������̼���Ƶ������¸ı����ʱ�䣬������������Ž���ʱ������ߣ����ij����������ߣ�﮵ij�������1%��2%֮��(��ͼ5(c))���ڽ���ʱ��24 hʱ����﮵ij����ʷֱ�ﵽ93.74%��1.86%��
��pH=9.5��65 �桢����24 h�������¸ı�̼���Ƶļ��������������������̼����ʵ�����������ӣ� ����﮵ij����ʶ�����(��ͼ5(d))�����ǵ��������������Լ�﮳����ʵ����ߣ�ѡ̼����ʵ������Ϊ����������1.1����Ϊ��ѷ����������ۺϿ��ǣ�pH 9.5���¶� 65 �桢����ʱ�� 24 h������������Ϊ����������1.1������Ϊ�������������������
2.4 ��̼���Ƴ����������
����ͬ�ӷ������Һ��̼������Һ���뷴Ӧ�ձ��У�����������ת������Ϊ400 r/min������pHֵ���¶ȡ�����ʱ�䡢������������4�����������õ����ط��Ż���������Ҫ�ij�����Ӧ���£�Li2++�� Li2CO3������Һ����1.5 h����ɰо����װ�÷��������������Һ���ⶨ����Һ�е�����Ӻ���������﮵ij����ʡ�
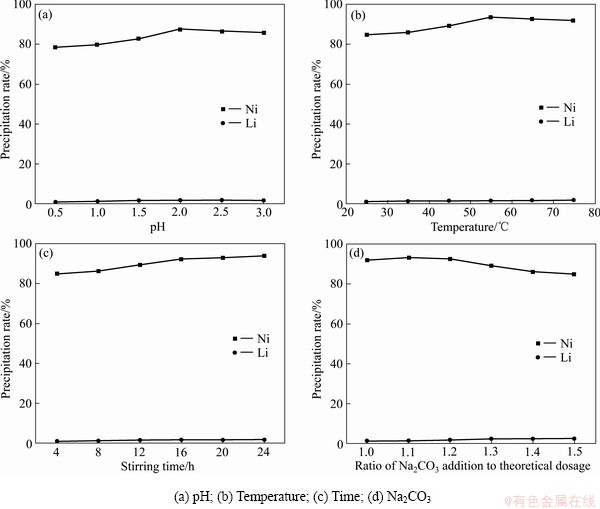
ͼ5 ��ͬ��������﮵ij�����
Fig. 5 Precipitation rate of nickel-lithium under different conditions
��25 �桢����0.5 h��1��������������̼���Ƶ������¸ı�pHֵ���������������pHֵ�����ߣ�﮵ij��������ߡ�pH=14ʱ��﮵ij�����Ϊ72.89%(��ͼ6(a))����pH=14������0.5 h��1��������������̼���Ƶ������¸ı��¶ȣ���������������¶ȵ����ߣ�﮵ij��������ߡ�65 ��ʱ��﮵ij����ʴﵽ78.94%(��ͼ6(b))����pH=14��65 �桢1��������������̼���Ƶ������¸ı����ʱ�䣬���������﮵ij����������ʱ������Ӷ����ߡ�����4.0 hʱ��﮵ij����ʴﵽ83.87%(��ͼ6(c))����pH=14��65 �桢����4 h�������¸ı�̼���Ƶļ��������������������̼����ʵ�ʼ����������ӣ�﮵ij��������ߡ���1.4������������̼����ʱ��﮵ij�����Ϊ85.18%(��ͼ6(d))����ˣ�pH 14.0��65 �桢����ʱ��4.0 h��1.4������������̼���ƿ���Ϊ�����������ﮡ�
2.5 �Ż�������������﮵ij������������ı���
1) �Ż�������������﮵ij�������
���Ż������¶���Һ�еĽ������зֲ����գ���pH 2.0���¶� 55 �桢����ʱ�� 1.0 h������������Ϊ����������1.2�������³��������ܣ����˺���Һ�е�ʣ�������pH 7.5���¶� 45 �桢����ʱ�� 2.5 h������������Ϊ����������1.3���������³��������̣����˺���Һ�е�ʣ�������pH 9.5���¶� 65 �桢����ʱ�� 24 h������������Ϊ����������1.1���������³��������������˺���Һ�е�ʣ�������pH 14.0���¶� 65 �桢����ʱ�� 4.0 h������������Ϊ����������1.4���������³���ﮡ�����������������ʿ��Եó����ܡ��̡�����﮵Ļ����ʷֱ�ﵽ98.99%��97.88%��93.47%��85.21%���뵥����ʵ�����Աȣ�����Ч����Ϊ���á���ѡ���Գ�����������У����λ�ò�������ܡ�̼���̡���ʽ̼������̼��ﮡ��ڲ���ϴ�ӹ����У���ʽ̼�����ð�ˮϴ�ӣ������ܡ�̼���̡�̼��﮲��ó���ˮϴ�ӡ�
2) ����ı���
ͨ�������ᴿ�����XRD��ȷ������Ҫ�ɷ֣�ͨ���羵�۲�����Ҫ��̬��ͼ7(a)��(a��)��������һ�����������Ҫ����Ϊ����10 ��m�Ķ�ˮ�ϲ����ܣ���ɫ��̬�����������е�С��״�ž��ڴ��״�ϳ��ֲ������״��ͼ7(b)��(b��)�������ڶ������������Ҫ����Ϊ����10 ��m����״̼���̣�dz��ɫ��̬������ͼ7(c)��(c��)���������������������Ҫ����Ϊ����10 ��m����ɢ�Ŀ�״��ʽ̼��������ɫ��̬������ͼ7(d)��(d��)���������IJ����������Ҫ����Ϊ����10 ��m�Ŀ�״̼��ﮣ���ɫ��̬������
ͼ6 ��ͬ������﮵ij�����
Fig. 6 Precipitation rate of lithium under different conditions
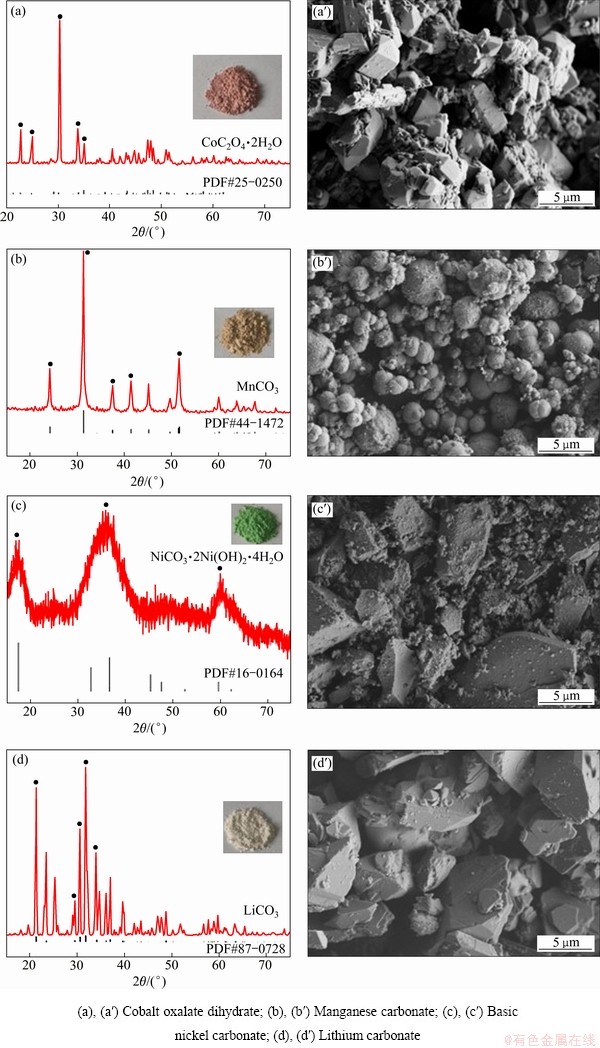
ͼ7 �����XRD����SEM��
Fig. 7 XRD patterns and SEM images of products
3) ���ﻯѧ�ɷַ���
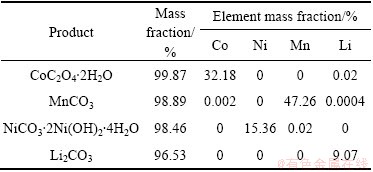
��ȡ0.05 g����������������ICP�ⶨ��Һ�еĽ������Ӻ�����ͨ������ó�����������ܡ�̼���̡���ʽ̼������̼������������ֱ�Ϊ99.87%��98.89%��98.46%��96.52%�������еĽ������ӵĺ�������4�������ʾ�����ܳ�����������﮺����ϵͣ�̼���̳���������﮺����ϵͣ���ʽ̼����������������﮺����ϵͣ�̼��﮳������������̺����ϵͣ����ʺ�������1%���£����Ժ��Բ��ơ���˸÷����ᴿ���տ���ʵ�ַϾ�﮵�����������н�������Դ�����ա�
��4 ���ղ���Ļ�ѧ�ɷ�
Table 4 Chemical composition of product recovered
3 ����
1) �о��˷Ͼ���Ԫ﮵���������Һ�е�����������ֽ����ķ�����գ�̽����һ����������Ч�ʸߵĹ���·�ߡ�
2) ����麟�����������-̼����麟��������� ��-̼�����������ƹ�������������-̼���Ƴ���������﮹��տ�����Ч����������Һ�е�������ﮣ�Ϊ��Һ�еĶ���������ṩ���·�����
3) �������������������ķ������ж��ɷ֣���ֱ�����ţ����շ�ˮ�����ɵ�NaSO4�ɻ������á�
REFERENCES
[1] XU J, THOMAS H R, FRANCIS R W, LUM K R, WANG J, LIANG B. A review of processes and technologies for the recycling of lithium-ion secondary batteries[J]. Journal of Power Sources, 2008, 177(2): 512-527.
[2] ��¹�, �� ɭ, �� ��, ˾ʿ��. Ϳ�����Ʊ�п//�۱������ε��[J]. ���ݹ���ѧԺѧ��(��Ȼ��ѧ��), 2015, 30(1): 35-41.
LI De-geng, WU Sen, XIA Yang, SI Shi-hui. Preparation of zinc//polyaniline secondary battery by coating method[J]. Journal of Xuzhou Institute of Technology(Natural Science Edition), 2015, 30(1): 35-41.
[3] HE L P, SUN S Y, SONG X F, YU J G. Recovery of cathode materials and Al from spent lithium-ion batteries by ultrasonic cleaning[J]. Waste Management, 2015, 46: 523-528.
[4] ����ƽ, �� ��, �� ��, ���, �ܻ�¶. �Ͼ�����ӵ���н������ϻ��ռ����о���չ[J]. ���ܿ�ѧ�뼼��, 2017, 6(6): 1196-1206.
WEI Shou-ping, SUN Jie, ZHOU Tian, LI Ji-gang, CAO Huan-lu. Research progress in metal materials recycling technology in waste lithium ion batteries[J]. Energy Storage Science and Technology, 2017, 6(6): 1196-1206.
[5] �軪��, ������, ���ļ�, ����ƽ. ʪ������������Ԫ����ӵ���м۽������о���չ[J]. ������չ, 2019, 38(2): 921-932.
LI Hua-ling, CHEN Yong-zhen, SONG Wen-ji, FENG Zi-ping. Research progress in the recovery of valuable metals from decommissioned ternary lithium ion batteries by wet process[J]. Chemical Progress, 2019, 38(2): 921-932.
[6] ��ЦЦ, ������, �� ��, �� ��, �� ��. �Ͼ�����ӵ�ػ��մ�����������Դ������������չ[J]. ������չ, 2016, 35(12): 4026-4032.
ZHANG Xiao-xiao, WANG Yuan-yuan, LIU Yuan, WU Feng, LI Li. Progress in recycling technology and resource recycling technology for waste lithium ion batteries[J]. Chemical Industry and Engineering Progress, 2016, 35(12): 4026-4032.
[7] ZHANG T, HE Y, WANG F, GE L, ZHU X, LI H. Chemical and process mineralogical characterizations of spent lithium- ion batteries: An approach by multi analytical techniques[J]. Waste Management, 2014, 34(6): 1051-1058.
[8] NIE H, XU L, SONG D, SONG J, SHI X, WANG X, ZHANG L, YUAN Z. LiCoO2: recycling from spent batteries and regeneration with solid state synthesis[J]. Green Chemistry, 2015,17(2): 1276-1280.
[9] YANG Y, HUANG G Y, XU S M, HE Y H, LIU X. Thermal treatment process for the recovery of valuable metals from spent lithium-ion batteries[J]. Hydrometallurgy, 2016, 165: 390-396.
[10] SUN L, QIU K. Organic oxalate as leachant and precipitant for the recovery of valuable metals from spent lithium-ion batteries[J]. Waste Management, 2012, 32: 1575-1582.
[11] MESHRAM P, ABHILASH, PANDEY B D, MANKHAND T R, DEVECI H. Acid baking of spent lithium ion batteries for selective recovery of major metals: A two-step process[J]. Journal of Industrial and Engineering Chemistry, 2016, 43: 117-126.
[12] �� ͨ. ﮡ��̡�ϡ�����м۽������롢���������о�[D]. ����: ���ݴ�ѧ, 2012.
LI Tong. Research on separation and enrichment process of valuable metals such as lithium, manganese and rare earth[D]. Lanzhou: Lanzhou University, 2012.
[13] �װ���, ������, �� ��, �� ��, �� ��. �Ͼ���Ԫ����������Բ����������Һ�����̹���ȡ�������[J]. ��ɫ�豸, 2018, 4: 4-9.
YI Ai-fei, ZHU Zhao-wu, ZHANG Jian, SU Hui, QI Tao. Separation of nickel and lithium by co-extraction of cobalt and manganese in hydrochloric acid leaching solution of waste ternary battery positive electrode[J]. Colored equipment, 2018, 4: 4-9.
[14] �� ��, ���´�, �� ��, �� ��, ��־��. �ӷϾ�����ӵ���з������������[J]. �й���ɫ����ѧ��, 2011, 21(5): 1192-1198.
CHEN Liang, TANG Xin-cun, ZHANG Yang, QU Yi, WANG Zhi-min. Separation and recovery of cobalt, nickel and manganese from waste lithium ion batteries[J]. Journal of Chinese Nonferrous Metals, 2011, 21(5): 1192-1198.
[15] YANG Y, XU S M, HE Y H. Lithium recycling and cathode material regeneration from acid leach liquor of spent lithium-ion battery via facile co-extraction and co-precipitation processes[J]. Waste Management, 2017, 64: 219-227.
[16] LI L, FAN E S, GUAN Y B, ZHANG X, XUE Q, WEI L, WU F, CHEN R J. Sustainable recovery of cathode materials from spent lithium-ion batteries using lactic acid leaching system[J]. ACS Sustainable Chemistry & Engineering, 2017, 5(6): 5224-5233.
[17] GUO Y, LI F, ZHU H C, LI G M, HUANG J W, HE W Z. Leaching lithium from the anode electrode materials of spent lithium-ion batteries by hydrochloric acid (HCl)[J]. Waste Management, 2016, 51: 227-233.
[18] HU J T, ZHANG J L, LI H X, CHEN Y Q, WANG C Y. A promising approach for the recovery of high value-added metals from spent lithium-ion batteries[J]. Journal of Power Sources, 2017, 351: 192-199.
[19] HE L P, SUN S Y, MU Y Y, SONG X F, YU J G. Recovery of lithium, nickel, cobalt, and manganese from spent lithium-ion batteries using l-tartaric acid as a leachant[J]. ACS Sustainable Chemistry & Engineering, 2017, 5(1): 714-721.
[20] CHEN X P, MA H R, LUO C B, ZHOU T. Recovery of valuable metals from waste cathode materials of spent lithium-ion batteries using mild phosphoric acid[J]. Journal of Hazardous Materials, 2017, 326: 77-86.
[21] XIN Y Y, GUO X M, CHEN S, WANG J, WU F, XIN B P. Bioleaching of valuable metals Li, Co, Ni and Mn from spent electric vehicle Li-ion batteries for the purpose of recovery[J]. Journal of Cleaner Production, 2016, 116: 249-258.
[22] HONG H S, KIM D W, CHOI H L, RYU S S. Solvent extraction of Co, Niand Mn from NCM sulfate leaching solution of Li(NCM)O2 secondary battery scraps[J]. Archives of Metallurgy and Materials, 2017, 62(2): 1011-1014.
[23] NAYL A A, HAMED M M, RIZK S E. Selective extraction and separation of metal values from leach liquor of mixed spent Li-ion batteries[J]. Journal of the Taiwan Institute of Chemical Engineers, 2015, 55: 119-215.
[24] ������, �� ��, ��ΰ��, Τ��ƽ, ¬ ��. �Ͼ�����ӵ�����ܺ�﮵Ļ��ռ��ۺ�����[J]. �й���ɫ����ѧ��, 2013, 23(7): 2047-2054.
PAN Xiao-yong, PENG Ling, CHEN Wei-hua, WEI Ze-ping, LU Xiao. Recovery and comprehensive utilization of cobalt and lithium in waste lithium ion batteries[J]. Journal of Chinese Nonferrous Metals, 2013, 23(7): 2047-2054.
[25] CHEN X P, FAN B L, XU L P, ZHOU T, KONG J R. An atom-economic process for the recovery of high value-added metals from spent lithium-ion batteries[J]. Journal of Cleaner Production, 2016, 112: 3562-3570.
[26] MESHRAM P, PANDEY B D, MANKHAND T R. Hydrometallurgical processing of spent lithium ion batteries (LIBs) in the presence of a reducing agent with emphasis on kinetics of leaching[J]. Chemical Engineering Journal, 2015, 281: 418-427.
[27] �ʿ, �� ��, ��ҷ�, �� ��. �������ķ��뼼���о�����[J]. �㽭�Ƽ�ѧԺѧ��, 2007, 19(3): 169-174.
ZHU Ai-shi, Xu Liang, SHEN Fen-fang, CHENG Zhong. Review of separation technology of cobalt and nickel[J]. Journal of Zhejiang University of Science and Technology, 2007, 19(3): 169-174.
Separation and recycling of cobalt, nickel, manganese and lithium from acidic leaching solution of old ternary battery positive active material
JIANG Ling1, ZHAN Lu1, 2, ZHANG Qiu-zhuo1, 3
(1. School of Ecological and Environmental Sciences, East China Normal University, Shanghai 200241, China;
2. School of Environmental Science and Engineering, Shanghai Jiao Tong University, Shanghai 200240, China;
3. Institute of Eco-Chongming(IEC), Shanghai 200062, China)
Abstract: The metal ions of most solid powders in the cathode active materials of waste ternary batteries can be transferred to the acid solution by sulfuric acid leaching agent. In this work, the separation and recovery of cobalt, nickel, manganese and lithium in sulfuric acid leaching solution were studied. The proposed precipitation process was precipitated by ammonium oxalate precipitation method-precipitation of cobalt by ammonium bicarbonate precipitation method-precipitation of nickel by sodium hydroxide-sodium hydroxide coprecipitation method-precipitation of lithium by sodium carbonate. The separation conditions were optimized by changing the pH value, temperature, stirring time and amount of precipitant. The experimental results show that under the optimized process conditions, the metal ions in the solution are precipitated in the form of cobalt oxalate, manganese carbonate, basic nickel carbonate and lithium carbonate. The recovery rates of cobalt, manganese, nickel and lithium are 99.17%, 97.88%, 93.47% and 85.21%, respectively. The mass fractions of cobalt oxalate, manganese carbonate, basic nickel carbonate and lithium carbonate are 98.77%, 98.89%, 98.46% and 96.52%, respectively.
Key words: ternary lithium battery; sulfuric acid leaching solution; cobalt nickel manganese lithium; precipitation separation
Received date: 2019-10-21; Accepted date: 2020-08-10
Corresponding author: ZHAN Lu; Tel: +86-21-54747495; E-mail: luzhan@sjtu.edu.cn
(�༭ �� ��)
�ո����ڣ�2019-10-21�������ڣ�2020-08-10
ͨ�����ߣ�ղ ·�������ڣ���ʿ���绰��021-54747495��E-mail��luzhan@sjtu.edu.cn
ժ Ҫ���Ͼ���Ԫ����������Բ����дֹ�̬��ĩ�Ľ������ӿ���ͨ�������ȡ��ת��������Һ�С�����������Һ�еĽ������ӷ���ԷϾ���Ԫ������м۽����Ļ��վ����ش�����塣�����о��������Һ���ܡ������̡�﮵ķ�������ա�����ij�����������Ϊ����麟�����������-̼����麟�����������-̼�����������ƹ�������������-̼���Ƴ���������ﮡ�ͨ���ı���ҺpHֵ���¶ȡ�����ʱ�䡢�����������Ȳ������Ż�������﮵ķ���������������������Ż����������£���Һ�еĽ������ӷֱ��Բ����ܡ�̼���̡���ʽ̼������̼��﮵���ʽ������������﮻����ʷֱ�ﵽ99.17%��97.88%��93.47%��85.21%����������ܡ�̼���̡���ʽ̼������̼��﮵����������ֱ�Ϊ99.87%��98.89%��98.46%��96.52%��
