
���±�ţ�1004-0609(2009)10-1782-07
Sn-30Bi-0.5Cu������Ǧǥ�ϵ�����֯������ѧ����
�Ÿ��ģ��� ������ ǿ���ػ������־��
(������ɫ�����о���Ժ ��������������������˾������ 100088)
ժ Ҫ��
ͨ����Sn-Biǥ��������CuԪ���Ʊ�����Sn-30Bi-0.5Cu������Ǧǥ�ϣ�����Ǧǥ�ϵ���ѧ���ܼ�����֯���з��������������CuԪ�صļ�������BiԪ����ǥ��/ͭ���洦��ƫ���������γɴִ�ĸ�Bi�������ܹ���ǥ�ϻ�����ԭλ����Cu-Sn�����仯����(Intermetallic compounds, IMC)����Cu����ԼΪ0.5%(��������)ʱ��ǥ�ϵĿ���ǿ�Ⱥ��쳤�ʵ���ѧ����ָ����ѣ����ܹ�����俹�ɿ��ԡ�����Ҫ��������ǥ�ϻ�����ԭλ�γɵİ�״���״IMC����Ч�ؽ����Ա����涤�����ڦ�-Sn����������γɶ���ǿ��������ǥ�ϵ�����֯��̬���Ӷ����ǥ��ǿ�Ⱥͺ���Ŀ�����ɿ��ԣ�ʹ������ǿ��Sn-Bi���������ܶ��ӽ���Sn-Bi-Agǥ�ϵģ�Sn-30Bi-0.5Cuǥ������������жϿڴ������Ժʹ������ֻ���ͶϿڡ�
�ؼ��ʣ�
��Ǧǥ����Sn-Bi-Cu�����۵�����ѧ������
��ͼ����ţ�TG 425 ���ױ�ʶ�룺 A
Microstructures and mechanical properties of
Sn-30Bi-0.5Cu low-temperature lead-free solder
ZHANG Fu-wen, XU Jun, HU Qiang, HE Hui-jun, WANG Zhi-gang
(Beijing COMPO Solder Co. Ltd., General Research Institute for Non-ferrous Metals, Beijing 100088, China)
Abstract: A new type of low-temperature solder, Sn-30Bi-0.5Cu was fabricated by adding Cu elements into the tin-bismuth series solder. The microstructures and mechanical properties of the solder were studied. The results show that the addition of Cu elements can restrain the segregation of bismuth in the interface between solder and Cu pad, prevent the bismuth from forming into bulky crystal as strips, and in-situ form Cu-Sn intermetallic compounds(IMCs) in tin-bismuth solder. When the mass fraction of Cu is about 0.5%, both of the tensile strength and elongation reach to the best values, and the vibration reliability increases. The reason is that the addition of Cu element can improve the microstructures of the Sn-Bi-Cu solder by forming appropriate rod-like shape fine IMC crack pinning and strengthening ��-Sn soft matrix, thus strengthening its soldering and vibration mechanical properties which are close to those of Sn-Bi-Ag solder and far more than those of the Sn-Bi eutectic solders. Two types of fracture occur. During the tension tests the fracture surface type of the Sn-30Bi-0.5Cu solder is a mixed fracture surface of plastic and brittle.
Key words: lead-free solder; Sn-Bi-Cu; low melting point; mechanical properties
������Ǧǥ�Ͼ��к��ӷ���ͽ��ܻ������ص㣬�㷺Ӧ���ڷ�������ܡ�Һ����ʾ����ɢ��������Ƶͷ������Ԫ�������������¿�Ԫ�����յ���ȫ�����������塢��������Ԫ�����Լ������¶Ƚϵ�Ԫ���ĵ��º�����[1-6]��
Sn-Biϵ��Ǧǥ�������۵�ϵ͡���ʪ�����ö����㷺Ӧ���ڵ��º����������������о��߶Դ˽����������о�[4-7]�����ֺϽ�ɷֺ����仯������ѧ���ܵ�Ӱ��ϴ��������亸�ӽ���㲻�ȶ����¿ɿ��Խϲ�ر��ǵ�Sn-Biϵǥ��ƫ�빲���ɷ�ʱ���۳��������������̹��������׳���֦��ƫ������֯�ִ���Ӧ����ƽ�����������°���Σ��[7-9]��FELTON�ȼ���Ԫɽ��[6, 10-14]�о����֣���Sn-Biǥ��������Ag���и��ƺϽ����Ե�Ч�������쳤�ʵı仯�dz����ԣ�������0.5%~1.0%Agʱ���쳤�ʴﵽ�ϸ�ֵ���������Ag�ļ��뽫���³ɱ�������ߡ��������߲��óɱ�������CuԪ����������Ag�Ʊ�Sn-30Bi-0.5Cuǥ�ϣ���������֯����ѧ���ܽ��������о���
1 ʵ��
������Ϊ99.99%�������ʹ���99.95%�ĵ��ͭ����ո�Ӧ���������Ʊ��ɳɷ־��ȵ�Sn-5Cu�м�Ͻ��ٽ�������ͨ����¯�в���KCl��LiCl������θ��DZ�����Һ���¶�̬������������400 �棬�ڱ��������°��պϽ�����Ʊ��ɲ�ͬCu������Sn-Bi-Cu��Ǧǥ�ϺϽ����̹��̲���ˮ��ģ�߽�ע��d22 mm�����������ձ���ҵ�� JIS-Z-3198�Ʊ���������ͭ���������Ա����ԡ���ʵ�����ѧ���ܰ���GB/T228��2002�ķ����ڱ�����ɫ�����о���ԺAG-50KNE�����ܲ���ʵ����ϲⶨ�������ٶ�5 mm/min��ÿ�����ݵ����3������ȡƽ��ֵ��������������ȴ���ʾ�Ϊ10 ��/min����������STA409PC����ɨ��������(TA Instrument)���ԣ���Ʒ����Ϊ50 mg����ֵ�������������Զ�����ó�����ʵ����������Ƶ�148 Hz��̨�Ͻ��У�����ֱ�Ӽ���ͭ�������ϣ�����������ͭ��������������ʱ�䡣����֯�ڱ�����ɫ�����о���ԺJSM-840��ɨ����������ͱ���ʦ����ѧS-4800�䳡������ɨ������HI-9021-0009�Ϲ۲������
2 ʵ����
2.1 ǥ�ϵ�����֯
ͼ1��ʾΪSn-30Bi-0.5Cu�Ͻ�Ľ�����֯��ͼ1�л�ɫ����Ϊ��Sn�ij�����-Sn�����ھ��粿�ִ������Ե�������״����Ϊ��Bi����֯��ͼ2��ʾΪSn-30Bi-0.5Cu�Ͻ��DSC�������ߡ���ͼ2���Կ������úϽ�����ȴ���̹��������������ȷ壬����Ҫ������Sn-30Bi-0.5CuΪ�ǹ����Ͻ����̹�������186 ������ʱ�γɳ�����-Sn�࣬���Һ���е�Bi�������ӣ��ڽ������¶��£��¶�ԼΪ150 �����(��-Sn+Bi)������֯��һ�㹲����-Sn�����ڳ�����-Sn�ϼ���������ͼ1�е�����״��Bi�����칲����֯����ˣ����̹�����֯ת�侭������3�����̣�������-Sn������������������֯(��-Sn+Bi)�ؾ������Ρ���������+������֯���Ļ����֯��ȴ��(Ԫ����ɢ�ۼ����ɷֵ����Լ�֦���γɽ�)����ͼ1��δ�������Ե�Cu6Sn5�����仯�������Ҫ������ԭλ�γɵ�Cu6Sn5�����仯����ߴ�Ƚ�ϸС���ͱ�������Ƭ�����۲쵽��
ͼ1 SBC3005��Ǧǥ�ϵĽ�����֯
Fig.1 Metallograph of SBC3005 lead-free solder

ͼ2 SBC3005��Ǧǥ�ϵ�DSC��������
Fig.2 DSC solidification curves of SBC3005 lead-free solder
2.2 ǥ�ϵ���ѧ����
ͼ3��ʾΪCu������Sn-Bi-Cu�Ͻ���ǿ�ȼ��쳤�ʵ�Ӱ�졣��ͼ3���Կ�������Cu����Ϊ0~2%ʱ������ǿ������Cu���������Ӷ����ӣ�����Cu��������0.5%�Ժ���ǿ�����Ӻ�С����������ǿ�Ƚ��������쳤�ʱ仯��CuԪ�غ��������ӳ���������С�����Ա仯���ƣ�������Cu���������ӣ��쳤���½��ܿ죻Cu����Ϊ0.5%����ʱ������ǿ�����쳤�ʴﵽ���ֵ�����������쳤�ʽ�С��������12.5%������Ҫ�����ںϽ��к���30%Bi��ʹ���ۺ����ܡ�ͼ4��ʾΪSn-30Bi-0.5Cuǥ����Sn-35Bi-Ag��Sn-58Biǥ�ϵĺ���ͭ�����Ŀ������ܱȽϡ���ͼ4���Կ������������غɷ�Χ�ڣ�148 Hz��Ƶ�������£�Sn-30Bi-0.5Cuǥ�ϵĺ���ͭ�����������������ϸ���Sn-58Bi�����Ͻ�ģ���������Sn-35Bi-1Agǥ�ϣ�������Ϊ0~1.1 Nʱ���渺�����������ӣ����ߵĿ����ƻ�ʱ�����С����������������1.0 N������Ŀ����ƻ�ʱ���С��10 min��
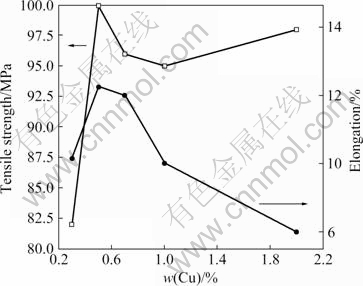
ͼ3 Cu������Sn-30Bi�Ͻ���ѧ���ܵ�Ӱ��
Fig.3 Effect of mass fraction of Cu on mechanical properties of Sn-30Bi alloy

ͼ4 ��ͬ�غ�ʱSn-Biϵ�Ͻ�ͭ�������Ŀ������ܱȽ�
Fig.4 Comparison of anti-vibration properties of Sn-Bi system solder/Cu pad samples at different loads
3 ����������
3.1 �������ͼ���������
ͼ5��ʾΪSn-30Bi-0.5Cuǥ�ϺϽ�ĶϿ���ò����ͼ5��֪����Sn��(��-Sn������)��������������෴������dz�Ե�����״�Ͽ���ò��˵���������Զ��ѹ��̡����ѵĴ��ڱ����Ͻ���С�����ڷ���ǿ�ҵļ��б��Σ�����ͨ������һЩС��ͨ���κ��볤���γɵġ�ͼ6��ʾΪ�Ͻ�Ͽڵ��������������ͼ6�ɿ��������ѻ���Ϊ������-Sn������������ΪBi��������˵���ڼ���Ӧ���������£������ǴӦ�-Sn��Bi��Ľ��涥�˴����������ڦ�-Sn���ķ�����ṹ(Tetragonal)����BiΪӲ��������(Rhombohedral)�ṹ���������ز��������Sn-Bi��Ľ���Խ���[15]������Ӧ�������£�������Bi��綥�˲��������ף�������չֱ��������γ��ڲ����ơ����ڴ��������ڦ�-Sn�е�Bi�����̼�ʹ�ù����л��������Bi����������ڲ��������ܶ�Ҳ�ϴ�������С��Χ����չ�����������������������ѣ���Ҳ��Sn-Biϵǥ�Ͽɿ��Խϵ͵�ԭ��֮һ������������ϸ�Ĺ�������BiҲ�����������Ӹ�Sn��������Ļ����Ѷȣ��γ�����ǿ�����Ӷ�����ߺϽ��ǿ�����ܺͿ���ɿ���������ġ�

ͼ5 Sn-30Bi-0.5Cuǥ�϶Ͽڸ�Sn����SEM��
Fig.5 SEM image of Sn-rich zone of fracture in Sn-30Bi- 0.5Cu solder
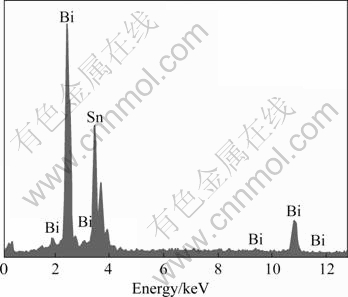
ͼ6 Sn-Bi-Cuǥ�϶Ͽ��п�����EDS��
Fig.6 EDS pattern of particles on fracture surface of Sn-30Bi-0.5Cu solder alloy shown in Fig.5
ͼ7��ʾΪSn-30Bi-0.5Cuǥ�ϺϽ�Ͽ��и�Bi����SEM����ͼ7��֪���Ͽ��д��������������˺����Ĵ��Խ�����������(����Ϊ���Եĸ�Bi��)������Ϊ���͵Ĵ��Խ������ѣ�����Ҫ������Bi�����ξ���ṹ�������们��ϵ���٣����Ա������Է���������Ӧ���㹻��ʱ���ھ����ڲ��������ѡ���ˣ�ǥ����Bi����Խ�ߣ��ر����γɴִ�ĸ�Bi��ʱ��ǥ�ϱ��Խ�ࡣ��Bi�����࣬�൱�ڶ����������Ը�Sn�����ĸ���������ӣ���Bi�������ʱ��������ɢ�ۼ���һ�ֻ������ɸ�Bi���������������Զ��ѣ�����ǥ�ϵ���������������Ӷ�������ƣ�������Ϳ������������ˣ�Sn-30Bi-0.5Cuǥ���ڱ�֤���ʵ��۵������£����Ͷ�ǥ����ѧ����BiԪ�غ�����30%������Ч����ǥ���еĴ��Զ��ѱ������Է�ֹBi�ľۼ��ͳ���
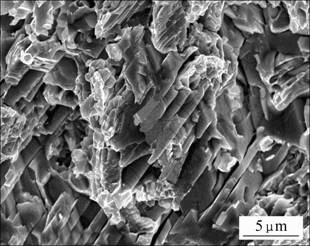
ͼ7 Sn-30Bi-0.5Cuǥ�϶Ͽڸ�Bi����SEM��
Fig.7 SEM image of rich-Bi zone of fracture in Sn-30Bi- 0.5Cu solder
��˿�����Ϊ��Sn-30Bi-0.5Cuǥ�ϺϽ�Ķ���Ϊ���Զ��Ѻʹ��Զ������ֶ��ѷ�ʽ��ͬ�γɣ������Զ�����ռ������Bi�ĺ���������״̬�йء����⣬������Ӧ�����ʽϴ�ʱ(����״̬)���ۼ������Ա��ζ�����������������ȴ��Զ��Ѹ�����������Ҳ��Sn-Biǥ�϶�Ӧ���������е�ԭ��[16-17]��
3.2 Cu��ǥ����ѧ���ܵ�Ӱ��
��Sn-Bi-Cu��Ԫ��ͼ��֪��CuԪ����Sn-Bi-Cu��Ԫ�Ͻ��м��������ܣ�����������Cu-Sn�����仯������ʽ���ڣ���ϸС��ɢ�ֲ���IMCs��ǥ�Ͼ���ǿ�����õ�ͬʱ�������Ե�Ӱ��ȴ��С����������ǥ�ϵĿ��ɿ��ԡ����˵����CuԪ�غ�������ʱ��ǥ����Cu-Sn�����仯��������Ҳ���٣���������ɢǿ�����ò����ԣ�����Cu���������ٽ�ֵ����CuԪ�صļ������ӣ���ǥ���ۻ������У�ԭλ�γ�ϸС��ɢ��Cu-Sn�����仯������Һ̬ǥ���оۼ�����ɾ����ƻ��Ե�Cu6Sn5�����仯�����Ϊ������ѹ����е�����Դ����ʹǿ�Ⱥ����Ե��½������ɲ�������ѧ���ۺ�Ostwald repening�컯���ۣ���Sn-Biǥ���м����˵���Ԫ��Cu���ںϽ������κˡ�����������ܹ��ı�Ԫ�ص���ɢ��������������Ԫ�ص���ɢ��ƫ�ۺͳ���ȶ���ѧƽ���ƻ����Ӷ����Ƹ�Bi�������ƫ�ۺͳ�����Щ���ض��������Cu�����仯��Sn-Bi-Cu�Ͻ���ѧ���ܴ����ٽ�ֵ�����ԭ����һ�ٽ�ֵ(Cu����Լ0.5%)ʱ������ǿ�Ⱥ��쳤���ܹ�ͬʱ�ﵽ���ֵ[14-18]��
CuԪ�ػ��ܹ�ֱ�����ǥ�ϵĿ���������ͼ8��ʾΪ���Զ�������״Cu6Sn5������ǥ�ϻ����е�SEM��ͼ9��ʾΪSBCǥ�϶Ͽڰ�״��Cu6Sn5������ǥ���л����е�SEM����ͼ8��9��֪��CuԪ����ǥ������ϸ��(��)״Cu6Sn5�����仯�������״̬������ϸ��(��)״�Ľ����仯������ǥ�϶��ѹ���������ǿ������(�����ڸ��ϲ����е���ά��ǿ��)����������˺����Ĵ��Խ������ѶϿ��У���״Cu6Sn5�����Ը�Bi�ౡ����������ζ���(��ͼ8)������俹��ǿ�ȡ��������Զ����������ۼ��Ͷ��ѶϿ���(��ͼ9)����״��Cu6Sn5���������Գ�����-Sn��ǥ�ϻ����У���������ο����������ǿ�Ⱥ����ɿ��ԡ�ͼ10��ʾΪǥ���е�ϸ��(��)��SEM��EDS�����������Sn-30Bi-0.5Cu�������Ŀ�������Զǿ��Sn-Bi����ǥ�ϵ�ԭ��֮һ�������ڼ���������Ͻ�Ԫ��Cu��ǥ�ϻ������γ�ǿ��IMCs�࣬��������ǥ�ϵĿ���ǿ�ȺͿ�����ǿ�ȡ�
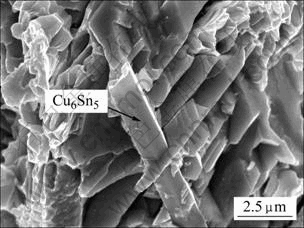
ͼ8 ���Զ�������״Cu6Sn5������ǥ�ϻ����е�SEM��
Fig.8 SEM image showing rod-shaped Cu6Sn5 fixed in brittle creep fracture zone of solder
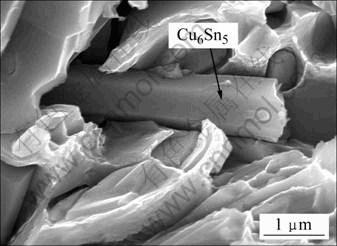
ͼ9 ǥ�϶Ͽ���ϸ��״��IMC������ǥ�ϻ����е� SEM��
Fig.9 SEM image showing rod-shaped Cu6Sn5 fixed in ductile zone of Sn-Bi solder
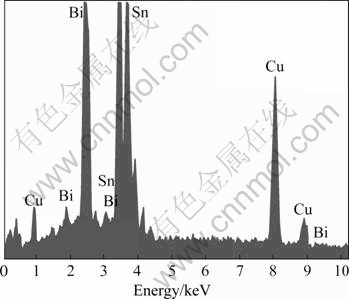
ͼ10 Sn-Bi-Cuǥ�ϸ�״�����仯�����EDS��
Fig.10 EDS pattern of rod-shape IMC in Sn-Bi-Cu solder
3.3 ����������
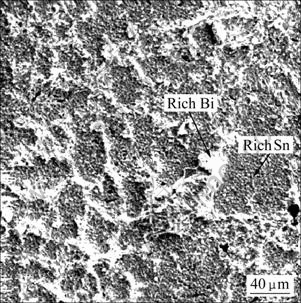
ͼ11��12��ʾ�ֱ�Ϊ���ӽ����ǥ��-����-Cu�����SEM��Ӧ�����ס���ͼ11�п�֪��Sn-30Bi������洦��ǥ��һ�������ԵĴ�Bi�壬���ڴ�������������Sn��Cu��֤�����ڸ�Bi�������ڽ����Cu����һ��Sn�ķ�ֵ�ֳ�����ǿ��������Ҫ�ǻ���Cu��ǥ����Sn�ķ�Ӧ��ɵģ�Cu-Sn��Ӧ��ij���Ҳ�ǽ��渻Bi����ֵ���Ҫԭ����������Cu��Bi��������Ӧ���ں��ӹ�����ǥ����Sn�����Cu��Ӧ���ģ���Ӧ���ĵ�Sn-Biǥ���е�Sn���Ӷ������Ķ����BiԪ�ر��ų�������࣬��ˣ��ڴν�������γ�һ�㴿Bi����������ǰ����������Bi����Ӳ����ı����㣬����Sn-Bi������װ��뿪�����ԡ�

ͼ11 Sn-30Bi�Ͻӽ����SEM�����������
Fig.11 SEM image (a) and EDS pattern (b) of solder interface of Sn-30Bi alloy
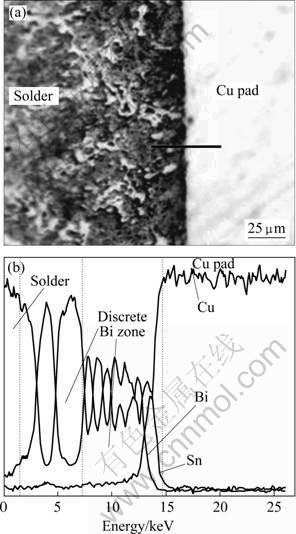
ͼ12 Sn-30Bi-0.5Cu���ӽ����SEM��EDS����
Fig.12 SEM image (a) and EDS pattern (b) of interface of Sn-30Bi-0.5Cu solder
ͼ12��ʾΪSn-30Bi-0.5Cu��������SEM��EDS�������������ͼ12��֪���ں��ӽ��洦δ���ִ����Ĵ�Bi�壬����SnԪ����BiԪ�ؽ�����֣���Bi������������������Ҫ��ǥ�ϻ�����Cu�Ĵ��ڽ���Sn��Cu���嶨����ɢ�������������ƻ��˸�BiƶSn��Ĺ����Ų��������γ��µ���ɢ��Bi������˴�Bi��Ķ����ã���Ҳ��Sn-Bi- Cuǥ�ϵĿ���ƣ�������Ը���Sn-Biǥ�ϵ���Ҫԭ��
4 ����
1) Cu����ԼΪ0.5%ʱ��Sn-Bi-Cuǥ�ϵ���ѧ����ָ����ѣ�����Ҫ������Ԫ��������ɢ������ѧ�ı��Լ�ϸС�Ľ����仯����ǿ������ۺϽ����������¡�
2) Sn-30Bi-0.5Cuǥ�ϵĶ���Ϊ���Զ��Ѻʹ��Զ��ѵĻ���Ͷ��ѣ��ڸ�Sn�������ѷ����ڳ�����-Sn��Bi��Ľ��涥�ˣ�Ϊ���͵��ۼ������Զ��ѣ�����Bi����Ϊ��������˺����Ĵ��Խ������ѡ��� �ֶ��ѶϿ��о��������������õ�Cu6Sn5�����仯������ڡ�
3) CuԪ�صļ�����Ч����Sn-Biϵǥ�Ϻ��ӽ���Ĵ�Bi����֯���γ���ɢ�ĸ�BiƶSn�������ǥ�ϵ�ʹ�ÿɿ��ԡ�
���
��ʵ�鼰д�����еõ������ʿ�������ˡ���ΰ�ͽ�˧�Ȱ������ڴ˱�ʾ��л��Ҳ��л����ʦ����ѧ�ܹ���ʦ��Ϊ���о��ṩ��Ƭ��
REFERENCES
[1] �Ÿ���, �� ��, ���, �ػ��, �� ǿ, ��ѧ��, �� ��, ʯ����. ��Ǧ���ӷ�װ���ϵ��о���״��չ��[J]. ���ϵ���, 2005, 19(11): 47-49.
ZHANG Fu-wen, LIU Jing, YANG Fu-bao, HE Hui-jun, HU Qiang, ZHU Xue-xin, XU Jun, SHI Li-kai. Developing tendency and current situation of lead-free solder[J]. Material Review, 2005, 19(11): 47-49.
[2] YAMADAY Y, TAKAKUY Y, YAGY Y. Pb-free high temperature solders for power device packaging[J]. Microelectronics Reliability, 2006, 46(9/11): 1932-1937.
[3] ��־��, ʷҫ��, ����ƽ, �� ��, ʯ����. ������Ǧ��-���ɻرܵ�ѡ��[J]. �²��ϲ�ҵ, 2005, 10: 28-30.
XIA Zhi-dong, SHI Yao-wu, LEI Yong-ping, GUO Fu, SHI Li-kai. Lead-free Solder-No other select[J]. New Material Industry, 2005, 10: 28-30.
[4] ��Ԫɽ, ������, ����. ���۵���Ǧ���ϵ�����[J]. ������������ѧ, 2007, 29(12): 041-241.
LI Yuan-shan, LEI Xiao-juan, CHEN Zhen-hua. Research and fabrication of low melting point lead-free solder[J]. Computer Engineering and Science, 2007, 29(12): 041-241.
[5] ������. Sn-Biϵ���۵�ǹ�����Ǧ���ϵ��о�[D]. ��ɳ: ���ϴ�ѧ, 2007: 1-17.
LEI Xiao-juan. Study of Sn-Bi system low melting point non-eutectic lead-free solders[D]. Changsha: Hunan University Materials Science and Engineering, 2007: 1-17.
[6] ��Ԫɽ. ���۵���Ǧ����Sn-Bi-X����������Ǧ���ӹ����о�[D]. ��ɳ: ���ϴ�ѧ, 2007: 1-5
LI Yuan-shan. Investigation on fabrication of a low melting point lead-free Sn-Bi-X solders and lead-free soldering process[D]. Changsha: Hunan University, 2007: 1-5.
[7] MITLIN D, RAEDER C H, MESSLER R W. Solid solution creep behavior of Sn-xBi alloys[J]. Metal Mater Trans A, 1999, 30: 115-120.
[8] SUGANUMA K. ��Ǧ���Ӽ���[M]. ����ɽ, ��. ����: ��ѧ������, 2004: 31-59.
SUGANUMA K. Lead-free solder technology[M]. NING Xiao-shan, transl. Beijing: Science Press, 2004: 31-59.
[9] ZRIBI A, KINYANJUI R, BORGESEN P. Aspects of the structural evolution of lead-free solder joints[J]. Electron Mater, 2002, 6: 38-41.
[10] �����. ��Ǧ���ϺϽ����֯�ṹ������[J]. ���̼���(ѧ����), 2007, 31: 186-188.
XIA Yu-hong. Structure and property of lead-free solder[J]. Technology, 2007, 31: 186-188.
[11] XIA Z D, CHEN Z G, SHI Y W. Effect of rare earth element addition on the microstructure and mechanical properties of tin-silver-bismuth solder[J]. J Electron Mater, 2002, 31(6): 564-567.
[12] MIAO H W, DUH J G. Microstructure evolution in Sn-Bi and Sn-Bi-Cu solder joints under thermal aging[J]. Mater Chemistry and Physics, 2001, 71: 255-258.
[13] KIUCHI S, NISHIMURA M, SUETSUGU K. Strength of bonding interface in lead-free Sn alloy solders[J]. Mater Sci Eng A, 2001, 319/321: 475-478.
[14] MIAO Hui-wei, DUH Jenq-gong. Microstructure evolution in Sn-Bi and Sn-Bi-Cu solder joints under thermal aging[J]. Materials Chemistry and Physics, 2001, 71: 255-259.
[15] �� ��, �����. ��������ѧ(��1��): �ṹ��ȱ��[M]. ����: ��ѧ������, 1987: 33.
FENG Duan, QIU Di-rong. Metal physics(Vol 1): Structure and Defect[M]. Beijing: Science Press, 1987: 33.
[16] �� ��, ����ƽ, ���й�, ������, �н���. Ӧ�����ʶ�Sn-9Zn�����Ͻ��������ܵ�Ӱ��[J]. ����ѧ��, 2004, 40( ): 1151-1154.
ZHANG Li, XIAN Ai-ping, WANG Zhong-guang, HAN En-hou, SHANG Jian-ku. Effect of strain rate on the tensile properties of Sn-9Zn eutectic alloy[J]. Acta Metallurgica Sinica, 2004, 40( ): 1151-1154.
[17] �¹���, �� ��, �� �, �� ��, ������. ��ƣ��������Ǧ���Ϻ����Ӧ����Ӧ���о�[C]// �й�����ѧ���ʮ�Ľ����Ԫ��ѧ��������ļ�, ����, 2006.
CHEN Guo-hai, DING Fei, WANG Rui, ZHANG Yan, MA Ju-sheng. Study of stress-strain about lead-free solder joint on thermal fatigue[C]// Proceedings of 14th National Conference on Electronic Components, Xining, 2006.
[18] �� ��, ������, ����, �����. Sn-3.5Ag-2Bi��Ǧ���ϵ�ѹ���������[J]. �й���ɫ����ѧ��, 2008, 18(4): 620-625.
ZENG Ming, CHEN Zheng-zhou, SHEN Bao-luo, XU Dao-fen. Indentation creep behavior of Sn-3.5Ag-2Bi lead-free solder[J]. The Chinese Journal of Nonferrous Metals, 2008, 18(4): 620-625.
������Ŀ���Ƽ�֧�żƻ�������Ŀ(2006BAE03B02-2)��2007��ȱ����п�ί��ҵ����Ӧ������֪ʶ��Ȩ�뼼�����Ե�ר���ʽ�������Ŀ(Z0705005)
�ո����ڣ�2008-09-27�������ڣ�2009-06-18
ͨѶ���ߣ��Ÿ��ģ�����ʦ���绰��010-82241233��E-mail: zfw6@yahoo.com.cn
ժ Ҫ��ͨ����Sn-Biǥ��������CuԪ���Ʊ�����Sn-30Bi-0.5Cu������Ǧǥ�ϣ�����Ǧǥ�ϵ���ѧ���ܼ�����֯���з��������������CuԪ�صļ�������BiԪ����ǥ��/ͭ���洦��ƫ���������γɴִ�ĸ�Bi�������ܹ���ǥ�ϻ�����ԭλ����Cu-Sn�����仯����(Intermetallic compounds, IMC)����Cu����ԼΪ0.5%(��������)ʱ��ǥ�ϵĿ���ǿ�Ⱥ��쳤�ʵ���ѧ����ָ����ѣ����ܹ�����俹�ɿ��ԡ�����Ҫ��������ǥ�ϻ�����ԭλ�γɵİ�״���״IMC����Ч�ؽ����Ա����涤�����ڦ�-Sn����������γɶ���ǿ��������ǥ�ϵ�����֯��̬���Ӷ����ǥ��ǿ�Ⱥͺ���Ŀ�����ɿ��ԣ�ʹ������ǿ��Sn-Bi���������ܶ��ӽ���Sn-Bi-Agǥ�ϵģ�Sn-30Bi-0.5Cuǥ������������жϿڴ������Ժʹ������ֻ���ͶϿڡ�
