
AuSn/(Ni/AlSi)����Ľ��淴Ӧ������ǿ��
����1����־��1��ΤС��2������2
(1. ����������ѧ ���Ͽ�ѧ�빤��ѧԺ������ ���ݣ�341000��
2. ���ϴ�ѧ ���Ͽ�ѧ�빤��ѧԺ������ ��ɳ��410083)
ժ Ҫ��
���������̼�����������������Ʊ�AuSn���Ϻ�AlSi�Ͻ��о�AuSn/(Ni/AlSi)����Ľ��淴Ӧ�����������ϻ��˻�ʱ��Ժ�����֯�ͼ���ǿ�ȵ�Ӱ�졣�о������������300 ��ǥ��90 s��AuSn/(Ni/AlSi)�����γ�ϸС�IJ�״(��-Au5Sn)+(��-AuSn)������֯����״��(Ni,Au)3Sn2�ࡣ������200 ������ϻ��˻�ͬʱ�������֯���Դֻ�������/������洦�γ�(Au,Ni)Sn+(Ni,Au)3Sn2���Ͻ����仯����(IMC)�㣬�����˻�ʱ���ӳ��������˻�ʱ���1 000 hʱ����(Ni,Au)3Sn2/Ni���洦����(Ni,Au)3Sn�ࡣ���˻�ʱ��С��300 hʱ���������ǿ�����˻�ʱ���ӳ����ͣ�������ʽ��Ҫ�Ƿ����ں���/IMC����Ĵ��Զ��ѡ��˻�ʱ������ӳ�����ǿ�Ȼ������䣬������Ҫ������IMC�ڲ������ҴӶ���ģ���ؾ�����ת��Ϊ�������ѡ�
�ؼ��ʣ�
AuSn/(Ni/AlSi)�����������ϻ��˻��������仯����(IMC)�����Զ�����
��ͼ����ţ�TG156.21 ���ױ�־�룺A ���±�ţ�1672-7207(2014)01-0058-06
Interfacial reaction and shear strength of AuSn/(Ni/AlSi) joint
WANG Meng1, ZHU Zhiyun1, WEI Xiaofeng2, FENG Yan2
(1. School of Materials Science and Engineering, Jiangxi University of Science and Technology, Ganzhou 341000, China;
2. School of Materials Science and Engineering, Central South University, Changsha 410083, China)
Abstract: The AuSn solder and AlSi alloy were prepared by double-roll rapid solidification process and spray deposition technology respectively. The interfacial reaction and effects of solid-state aging time on the microstructure and the shear strength of AuSn/(Ni/AlSi) joints were investigated. The results show that after reflow at 300 �� for 90 s, a fine lamellar (��-Au5Sn)+(��-AuSn) eutectic microstructure is formed in the solder matrix, and needle-like (Ni,Au)3Sn2 is formed at the interface. After aging at 200 �� for various times, the eutectic structure is coarsened significantly. A multi-layer, which is composed of (Au,Ni)Sn and (Ni,Au)3Sn2 phases, is formed at the solder/substrate interface, and grows with the increase of aging time. Upon to 1 000 h, however, a (Ni,Au)3Sn layer is formed between the (Ni,Au)3Sn2 layer and Ni. The shear strength of the joints declines with the increase of aging time at the first 300 h, and fracture sites occur at the solder/IMC interface with a brittle fracture mode. With the increase of the aging time, the shear strength of joints keeps constant basically. However, the fracture mode changes from intercrystalline to transcrystalline brittle fracture mode.
Key words: AuSn/(Ni/AlSi) joints; solid-state aging; intermetallic compound (IMC); brittle fracture
����AuSn�Ͻ����ھ��и�ǿ�ȡ��͵���ģ�������ȵ������õĿ�ƣ�����Ϳ���ʴ�����Լ����õĺ������ܵ��ŵ㣬���㷺Ӧ���ڵ��ӷ�װ��оƬ��װ�����ʰ뵼�弤��оƬ�ȸ߿ɿ����ܷ�װ����[1-2]��
Au-Sn��Ԫ��ͼ[3]��ʾ����̬��AuSn�����Ͻ���֯����Au5Sn��AuSn��2�ִ�������ɵĹ��������Գ����������Ʊ���AuSn�����Ͻ�ܴ࣬���Լӹ���Ϊ������Ʒ�������ִ����Ӳ�Ʒ������С���ᡱ�͵ķ�չ����װ�õĺ���ҲҪ��Խ��Խ������ˣ�AuSn���ϵ��Ʊ��о��õ�������ѧ�ߵ�����[4-6]��Ԥ���ͷ��������Ʊ��������ϣ����Ǻ��������������ߣ���ƻ��������Ʊ���AuSn���ϴ��Ƚϸߣ����ǹ��սϸ��ӣ��Ʊ��ɱ��ߣ����ҶƲ������Կ��ƣ����������������ƹ㡣˫��˦���������̼����Ʊ�AuSn���ϣ��ȿ������㡮������Ҫ���ֿ��Ա�֤���ϵ��ںܿ����ȴ�ٶ������̣��õ�ϸ��AuSn���ϣ����ƺ��ϵļӹ����ܡ�ͬʱ��˫��˦��������������������½��У�AuSn���ϵ��������ϵͣ���������ܷ�װ��Ҫ���߹����Ͻ���Ϊ���ӷ�װ���Ͼ�����GaAs��Si�ȵ��Ͱ뵼�������ƥ���������ϵ��(7��10-6~9��10-6 K-1)���ߵ��ȵ���(��100 W/(m��K))�͵��ܶ�(��3 g/cm3)[7-9]�����⣬�߹����Ͻ���к����ĸն� (��100 GPa)���Ի�е�������еIJ����ͻ����ṩ�㹻�Ļ�е֧�š��߹����Ͻ������ɱ��ͣ����ڽ��о��ܼӹ����ͣ���������ģ��ҵ��Ӧ�õ�Ҫ��Ŀǰ����������������Ʊ��ĸ߹����Ͻ���ȫ��Χ�õ�Ӧ��[10]��Ȼ�����߹����Ͻ��Ӧ�þ���������ü��⺸�ӣ������⺸�ӳɱ��ϸߣ������˸߹����Ͻ��ڷ�װ�����Ӧ�á����⣬�߹����Ͻ��Ǹ߷����Լ��ߵ����Բ��ϣ������Ի��ܼ������ı䡣���ɺ�����ܵ����������Զ����19 mm�Ĺ������������ϲ��ʺ�ʹ�ü��⺸�ӣ���ˣ��߹����Ͻ���Ա����������Ӧ���ڻ���������ɢ���Ⱥ��ӹ��գ��Ǹ߹����Ͻ��ڵ��ӷ�װ����ı�Ҫ�������������߲���˫��˦���������̼����Ʊ�AuSn20���ϣ�������������Ʊ�AlSi27�Ͻ𣬲��õ�Ʒ�����AlSi27�Ͻ��������Ni�Ʋ㣬�о�AuSn/(Ni/AlSi)����Ľ��淴Ӧ�亸�����ܣ�ͨ��̽�ֹ����ϻ��˻�ʱ��Ժ�����֯�ͼ���ǿ�ȵ�Ӱ���������������ѧ�ɿ��ԡ�
1 ʵ��
���ô���Ϊ99.999%��Au���ʹ���Ϊ99.99%��Sn�������ƹ����ɷֵ�Au��Sn (80Au20Sn)����ʯӢ���и�Ӧ��Ȧ���ȡ���ԭ����ȫ�ۻ���ͨ���������ѹ��Ϊ0.5 MPa���������ٶ�Ϊ19 m/s���ù����Ʊ���AuSn���ϱ��������������ã����ԼΪ46 ��m��
�������ʵ�������ϴ�ѧ���������о���������Ƶ�����ɨ����������豸�Ͻ��С���ҵ������ҵ��Al-50%Si(���ȴ���99.7%)�м�Ͻ��ڸ�Ӧ����¯�ۻ������û���ʽ�����������죬�Ը�ѹN2Ϊ������ȴ���ʣ���������Ʊ�Al-27%Si�Ͻ𣬾��幤�ղ������£���б�Ƕ�Ϊ20��~25�㣬��������ѹ��Ϊ0.6 MPa�������¶�Ϊ1 000 �棬ƫ�ľ�Ϊ20~30 mm����������Ϊ300 mm������ֱ��Ϊ3 mm��������ת�ٶ�Ϊ500 r/min���½��ٶ�Ϊ12.8 mm/min���Ƶó��������������ȼ�ѹ���ܻ����������ղ���Ϊ����ѹ�¶�480 �棬��ѹ��7:1�����ȼ�ѹ���ܻ�����������Al-27%Si��������ȡ����������Ϊ50 mm��10 mm��5 mm��������280 g/L ��NiSO4��Һ�е���������ʱ��3 min������Ϊ0.2A��
��AuSn�����гɳ���������Ϊ10 mm��10 mm�� 0.046 mm��Ƭ�ģ�������Ni��AlSiƬ��ͼ1��ʾ��ʾ��ͼ�AuSn/(Ni/AlSi)���㣬�����������300 ����Ⱥ���90 s��ˮ�䡣ǥ�����AuSn/(Ni/AlSi)���������������200 ���˻�150��300��500��1 000 h��
AuSn/(Ni/AlSi)���㾭��ĥƽ�������Quanta 200�ͻ���ɨ����������۲�������֯��ò�������EDX����X������(XRD)����IMC�������ɡ���CCS-44100�͵�������������ϼ��AuSn/(Ni/AlSi)����ļ���ǿ�ȣ�����ɨ����������Ϲ۲�����ѽ���ͶϿ���ò��
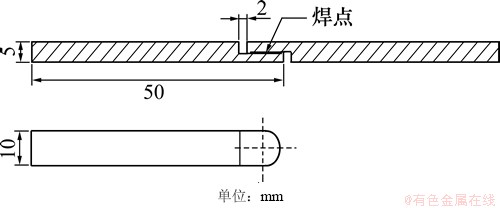
ͼ1 AuSn/(Ni/AlSi)����ʾ��ͼ
Fig. 1 Schematic diagram of AuSn/(Ni/AlSi) soldering joint
2 ���������
2.1 AuSn/(Ni/AlSi)���������֯
ͼ2��ʾΪAuSn/(Ni/AlSi)������300 ��ǥ��90 s�������֯����ͼ2�ɼ����������γɲ�״������֯��֦����֯��������Ni�Ʋ���γ���ɢ�㣬������״�Ľ����仯����(IMC)������ɢ�ֲ��ڽ��洦���������Au-Sn��Ԫ��ͼ[3](��ͼ3��ʾ)��EDX��������֪�����ϵĹ�����֯Ϊ��-Au5Sn�ͦ�-AuSn��Ĺ�������ɫ���Ǧ�-Au5Sn����ɫ���Ǧ�-AuSn��֦����֯Ϊ��������Niԭ�ӵĦ�-Au5Sn�࣬����״��IMC����ɢ����ǹ�������Auԭ�ӵ�Ni3Sn2�ࡣ��ǥ�������У�AlSi��������Niԭ������������ɢ�����ڦ�-AuSn��Ni�Ĺ��ܶȱȦ�-Au5Sn�Ĵ�[11]�����Niԭ���������-AuSn�����Ӧ�γ�(Au,Ni)Sn�������Ni����档��Au-Ni-Sn����Ԫ���½���[12]��֪��Ni��(Au,Ni)Sn��û��ƽ����������ͼ4��ʾ������Ni/(Au,Ni)Sn����û�д�������ѧƽ��״̬��������(Ni,Au)3Sn2���������(Ni,Au)3Sn2������Ni���Լ�(Ni,Au)3Sn2������(Au,Ni)Sn�����䶼����ƽ������������(Ni,Au)3Sn2�ദ������ѧƽ��״̬��
EDX��������ʾ��������(Ni,Au)3Sn2��ijɷ�Ϊ14.35%Au-41.19%Sn-44.46%Ni(Ħ������)������Sn�ĺ�����Au��3��������(Ni,Au)3Sn2�������ʹԭ�����ڹ����ɷֵĺ�������������Ǩ�ƣ���ͼ3�еļ�ͷ��ʾ�����ϳɷֵı仯ʹ���̹������������Ǻ����ڲ�֦��״��-Au5Sn�γɵ���������
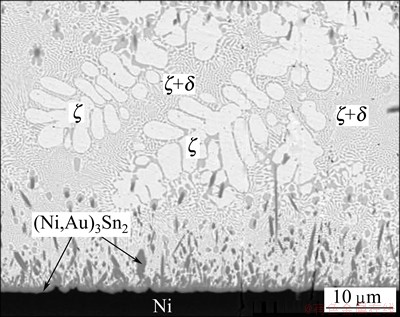
ͼ2 AuSn/(Ni/AlSi)���������֯
Fig. 2 Microstructure of as-reflowed AuSn/(Ni/AlSi) joint
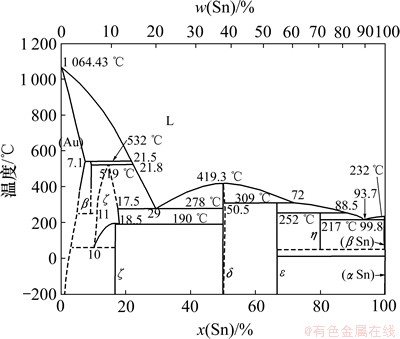
ͼ3 Au-Sn�Ͻ��Ԫ��ͼ[3]
Fig. 3 Binary phase diagram of Au-Sn alloy
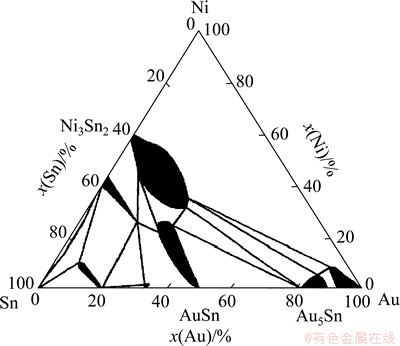
ͼ4 Au-Ni-Sn�Ͻ���Ԫ���µ��½���[12]
Fig. 4 Isothermal ternary phase diagram of Au-Ni-Sn alloy at room temperature
2.2 �����ϻ��˻��AuSn/(Ni/AlSi)������֯��Ӱ��
ͼ5��ʾΪAuSn/(Ni/AlSi)������200 ���˻�ͬʱ��������֯���ڹ����¶�200 ���˻�150 h��ǥ���γɵĹ�����֯���Դֻ�����-Au5Sn�ͦ�-AuSn��ת���Ϊ(Au,Ni)5Sn��(Au,Ni)Sn�࣬��ͼ5(a)��ʾ������Au��Ni������ͬ�����������ṹ�����Au-Ni-Sn��ϵ�еĶ�Ԫ�������AuSn��Au5Sn��Ni3Sn2�ȣ�����һ��Ԫ�ض��кܸߵĹ��ܶȡ���Au-Ni-Sn�ĵ��½���(ͼ4)���Կ�������������AuSn����Թ���27%(Ħ������)��Ni����Au5Sn���Թ���5%��Ni�����صĸ������⣬���ڽṹ��ͬ�Ľ����仯�����Ԫ������ļ���˹�����ܱȶ�Ԫ�������[12]����ˣ���200 ���˻�ʱ���������Niԭ����������ɢ�γ���Ԫ������(Au,Ni)5Sn��(Au,Ni)Sn��ʹ������֯�ֻ���Au-Ni-Sn��ϵ�����յ���Ԫ�ص���ɢ������(Ni,Au)3Sn2��(Au,Ni)Sn4��Ҳ�dz����ģ������Ѿ��õ���ǰ�˵�ʵ��֤ʵ[11, 13]��
��ͼ5(a)�����Կ������ں���/Ni���洦�γ��˸���IMC�㡣������������IMC����(Ni,Au)3Sn2�㣬����������һ�����(Au,Ni)Sn�㡣���������õı���(Ni,Au)3Sn2��Ni��(Au,Ni)Sn�ķ�Ӧ������˻�����У��Ʋ���Niԭ�Ӵ���IMC������������ɢ���� (Au,Ni)Sn��Ӧ�γ�(Ni,Au)3Sn2 IMC�㣬�����е�(Au,Ni)Sn����������/Ni����Ǩ�ƣ���(Ni,Au)3Sn2���Ϸ��γ�������(Au,Ni)Sn�㡣
��ͼ5���Կ����������˻�ʱ���ӳ���(Ni,Au)3Sn2��ĺ������������(Ni,Au)3Sn2�������ĺ�����(Au,Ni)Sn�࣬��˺�����(Au,Ni)Sn���١�����(Ni,Au)3Sn2���Ϸ���(Au,Ni)Sn�������˻�ʱ���ӳ������������������Ϊ����(Ni,Au)3Sn2��ĺ��������Niԭ�ӵ���ɢ����ʹ(Ni,Au)3Sn2/(Au,Ni)Sn���洦�ķ�Ӧ�ٶȼ�С���ѻ���(Au,Ni)Sn���࣬����(Au,Ni)Sn��������
���˻�ʱ���ӳ���1 000 hʱ����(Ni,Au)3Sn2����Ni�Ʋ�֮������µ���ɢ�㣬��ͼ5(d)��ʾ��EDX��������ʾ����ɢ��ijɷ�(Ħ������)Ϊ12.11%Au- 51.15%Ni-36.74%Sn��Au-Ni-Sn��Ԫ��ͼԤ����ȶ�����û������ɷֵĻ����Song��[14]�ܽ���Au-Ni-Sn��Ԫ��ϵ200 ��ĵ��½����У��ȶ��������ɷֱ仯���������Au-Sn�����й��ܵ�Ni����Ϊ10%(Ħ������)ʱ����ϵ�ȶ������Ϊ��+��(Ni)+ Ni3Sn2(Au)����Ni�����ﵽ20%ʱ����ϵ�ȶ������Ϊ��(Ni)+Ni3Sn2(Au)����Ni��������35%ʱ����ϵ�ȶ������ת��Ϊ(Au,Ni)Sn+Ni3Sn2(Au)+Ni3Sn(Au)���ɴ˿����Ʋ⣬��200 ���˻�1 000 h��������»�������(Ni,Au)3Sn�ࡣKim��[15]Ҳ֤ʵ����400 ��ǥ��ʱ����(Ni,Au)3Sn2��Ni�Ľ��洦��(Ni,Au)3Sn���������Au-Ni-Sn��ϵ400 ��ĵ��½���[15]��֪��Au-Sn���Ϲ��������߽���ֱ��ָ��Ni3Sn2��������Ni3Sn������Ni3Sn2������Ni֮�䣬��ˣ�(Ni,Au)3Sn2�������̹�����ֱ�Ӵ�Һ��������(Ni,Au)3Sn����(Ni,Au)3Sn2��Ni���˻���̵ķ�Ӧ�������������ɢ��ɷ���(Ni,Au)3Sn�ijɷִ��ڽϴ�ƫ��������ֲ����ԭ����(Ni,Au)3Sn��������Ϊ�йء���200 ���˻�ʱ��IMC�������Ӧ���Ծ�����ɢΪ��[16]��Ҳ����(Ni,Au)3Sn����(Ni,Au)3Sn2��ľ������������Բ�δ�γ��ϸ�IJ�״�������ͼ5(d)��ʾ��������ѿ״��(Ni,Au)3Sn2���ڲ����졣��ˣ�SEM�۲쵽����ɢ��Ӧ����(Ni,Au)3Sn��(Ni,Au)3Sn2�ĸ���IMC�㣬����EDX�����õ���Sn��������(Ni,Au)3Sn��(Ni,Au)3Sn2֮�䡣
2.3 AuSn/(Ni/AlSi)����ļ���ǿ�ȼ��Ͽ���ò
�˻�ʱ���AuSn/(Ni/AlSi)�������ǿ�ȵ�Ӱ����ͼ6��ʾ����ͼ6�ɼ���ǥ���������ߵļ���ǿ��(46.9 MPa)�����˻�ʱ��С��300 hʱ������ļ���ǿ�����˻�ʱ���ӳ������½������½����ٶ���С����ʱ���300 h�ӳ���1 000 hʱ������ļ���ǿ�Ȼ������䡣����ļ���ǿ������淴Ӧ��������֯��������صġ���200 ���˻�Ĺ����У����˽��淴Ӧ���������仯�������⣬������֯�ı仯�����������ִ��IMC���������ˣ�Ϊ��ȷ���������ǿ�ȱ仯����Ҫԭ��Ϻ���ļ��жϿ���ò�Ͷ���ģʽ���Է�����
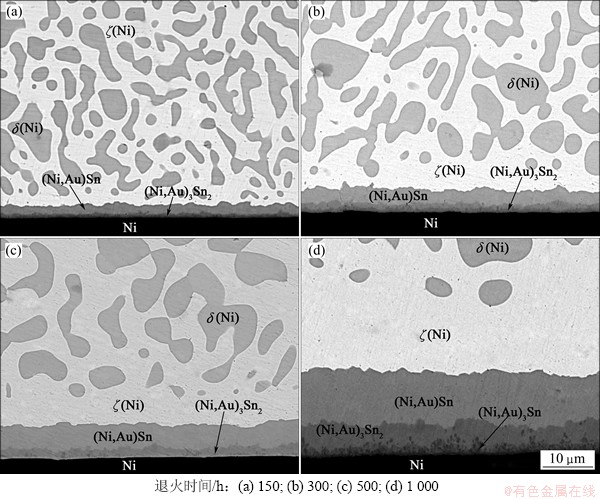
ͼ5 AuSn/(Ni/AlSi)������200 �治ͬ�˻�ʱ��������֯
Fig. 5 Microstructure of AuSn/(Ni/AlSi) joints aged at 200 �� for different aging time
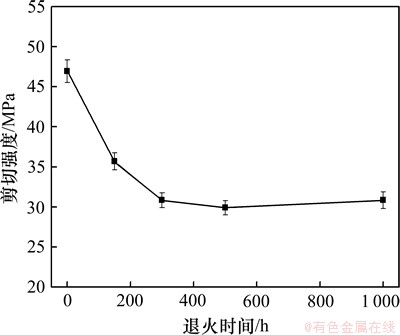
ͼ6 �˻�ʱ���AuSn/(Ni/AlSi)�������ǿ�ȵ�Ӱ��
Fig. 6 Effect of aging time on shear strength of AuSn/(Ni/AlSi) joints
AuSn/(Ni/AlSi)������200 ���˻�ͬʱ���ļ��жϿ���ò��ͼ7��ʾ����ͼ7�ɼ���AuSn/(Ni/AlSi)����Ķ���ģ���Ǵ��Զ��ѡ�ǥ��������˻�300 h�ĺ�������ں��Ϻ�IMC��֮�䣬���˻�500 h��1 000 h�ĺ��������IMC�ڲ������ڴ���(Ni,Au)3Sn2 IMC���Ӱ�죬�ں���/IMC���洦����Ӧ�����У���ˣ�ǥ����������ں���/IMC���洦���Ͽ���ò�Ͽ��Կ������ѵ�(Ni,Au)3Sn2�ڵ㣬��ͼ7(a)��ʾ�����ڼ�������ֱ����״(Ni,Au)3Sn2��������������(Ni,Au)3Sn2��Ĵ��ڶԼ��б������谭���ã������ǿ�ȡ�������200���˻�300 h����״(Ni,Au)3Sn2��ת��Ϊ��״��֯������ǿ�Ƚ��͡�ͬʱ��(Ni,Au)3Sn2�ྦྷ�������紦�����ֲ�Ӧ�����У��ڼ��й����о����Ϊ����Դ��IMC���Ϊ������ж��ѵı�����λ������IMC��ϱ����ڼ�����������������չ������/IMC������������ѣ���˶Ͽڽ�ƽ�����оֲ����ѷ�����IMC���ڲ�����ͼ7(b)��ʾ�����˻�ʱ���ӳ���500 hʱ�������ؾ�����Զ��ѣ��γɱ��ǿ���״�Ͽ���ò����ͼ7(c)��ʾ�� IMC����������Զ��ѷ�����IMC���ڲ�������ǿ����300 hʱ��ȱ仯��С����ͼ6��ʾ���˻�1000 h������(Ni,Au)3Sn����γɣ�����ĶϿ���ò��ýϸ��ӣ�������Ҫ�����������ѣ���ͼ7(d)��ʾ���ӶϿ���ò�ϻ����Կ������˻�1 000 h��IMC��ľ����ߴ����������ݻ���-��������[17]�����ϵ�ǿ���澧���ߴ����������͡���ͼ6��ʾ�����˻�300 h��500 h����Ʒ��ȣ��˻�1 000 h����Ʒ����ǿ�Ȳ�δ���ͣ�ԭ��Ӧ������淴Ӧ������(Ni,Au)3Sn���йء�(Ni,Au)3Sn����(Ni,Au)3Sn2��ľ���������ʹ����ṹ���ӻ��������ھ�����ɢ����������Ķ���ģ�ʹӾ������ת��Ϊ�������ѣ��ڴ�����������γɽ����棬��ͼ7(d)��ʾ��
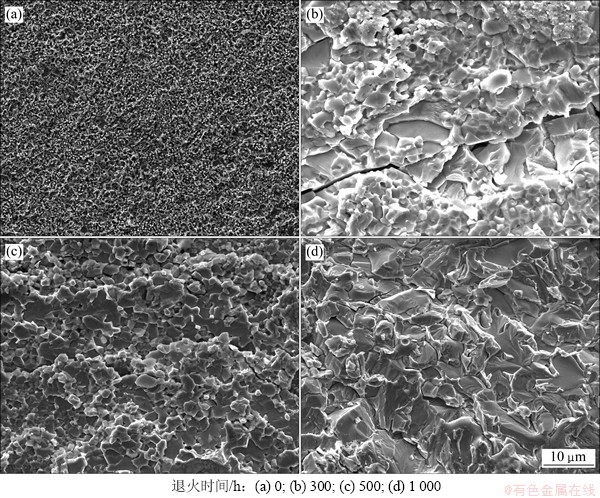
ͼ7 AuSn/(Ni/AlSi)������200 �治ͬ�˻�ʱ���ļ��жϿ���ò
Fig. 7 Fracture microstructure of AuSn/(Ni/AlSi) joints aged at 200 �� for different aging time
3 ����
(1) ��300 ��ǥ��90 s��AuSn/(Ni/AlSi)�����γ�ϸС�IJ�״(��-Au5Sn)+(��-AuSn)������֯��֦��״��-Au5Sn�ࡣ�ں���/Ni���洦�γ���ɢ�ֲ�����״(Ni,Au)3Sn2�ࡣ
(2) ������200 ������ϻ��˻�ͬʱ�������֯���Դֻ�������/������洦�γ�(Au,Ni)Sn+ (Ni,Au)3Sn2���Ͻ����仯����(IMC)�㣬�����˻�ʱ���ӳ��������˻�ʱ���ӳ���1 000 hʱ����(Ni,Au)3Sn2��Ni���淴Ӧ����(Ni,Au)3Sn�࣬��(Ni,Au)3Sn2����ѿ״������
(3) ���˻�ʱ��С��300 hʱ���������ǿ�����˻�ʱ���ӳ����ͣ�������ʽ��Ҫ�Ƿ����ں���/ IMC����Ĵ��Զ��ѡ��˻�ʱ������ӳ�����ǿ�Ȼ������䣬������Ҫ������IMC�ڲ������Ҷ���ģ�ʹ��ؾ�����ת��Ϊ�������ѡ�
�ο����ף�
[1] Yoon J W, Chun H S, Jung S B. Liquid-state and solid-state interfacial reactions of fiuxless-bonded Au-20Sn/ENIG solder joint[J]. Journal of Alloys and Compounds, 2009, 469: 108-115.
[2] ����, ��ķ������, �������µ�, ��.�������ϼ����ڵ���������װ�����е�Ӧ��[J]. �������װ, 2005, 5(8): 5-8.
ZHOU Tao, Bobal T, Oud M, et al. An introduction to eutectic Au/Sn solder alloy and its preforms in microelectronics/ optoelectronic packaging applications[J]. Electronics & Packaging, 2005, 5(8): 5-8.
[3] Ciulik J, Notis M R. The Au-Sn phase diagram[J]. Journal of Alloys and Compounds, 1993, 191(1): 71-78.
[4] �����, ������, �µ�Ȩ. ���������Ͻ������췽��: �й�, 03105811.6[P]. 2003-07-25.
LIU Zeguang, LUO Ximing, CHEN Dengquan. A prepared process of weld eutectic Au-Sn alloy: China, 03105811.6[P]. 2003-07-25.
[5] Yoon J W, Chun H S, Noh B I, et al. Mechanical reliability of Sn-rich Au-Sn/Ni flip chip solder joints fabricated by sequential electroplating method[J]. Microelectronics Reliability, 2008, 48: 1857-1863.
[6] WEI Xiaofeng, WANG Richu, FENG Yan, et al. Microstructural evolution of Au-Sn solder prepared by laminate rolling during annealing process[J]. Rare Metals, 2011, 30: 627-632.
[7] ������, �Ծ���, ���. ��������Ʊ����͵��ӷ�װ����70%Si-Al���о�[J]. ����ѧ��, 2005, 41(12): 1277-1279.
WANG Xiaofeng, ZHAO Jiuzhou, TIAN Chong. Study of novel electronic packaging material 70%Si-Al prepared by the spray deposition[J]. Acta Metallurgica Sinica, 2005, 41(12): 1277-1279.
[8] ������, ������. Ӧ���ڵ��ӷ�װ���������Ͻ���о��뿪��[J]. ���ϵ���, 2001, 15(6): 18-21.
WANG Jingxin, ZHANG Yongan. Research and development of novel aluminium-silicon alloys for electronic packaging[J]. Materials Review, 2001, 15(6): 18-21.
[9] Ha T K, Park W J, Ahn S, et al. Fabrication of spray-formed hypereutectic Al-25Si alloy and its deformation behavior[J]. Journal of Materials Processing Technology, 2002, 130/131: 691-695.
[10] ������, л��, ����, ��. ������ι�����Al-Si�Ͻ���ϵ��о���״[J]. ���ϵ���, 2006, 20(5): 437-439.
FU Shiji, XIE Ming, CHEN Li, et al. A review of the research on spray forming hypereutectic Al-Si alloy[J]. 2006, 20(5): 437-439.
[11] Tsai J Y, Chang C W, Shieh Y C, et al. Controlling the microstructure from the gold-tin reaction[J]. Journal of Electronic Materials, 2005, 34: 182-187.
[12] Anhock S, Oppermann H, Kallmayer C, et al. Investigations of Au/Sn alloys on different end-metallizations for high temperature applications[C]// Proceedings of the 22nd IEEE/CPMT International Electronics Manufacturing Technology Symposium. New York: IEEE, 1998: 156-165.
[13] Lee K Y, Li M, Tu K N. Growth and ripening of (Au,Ni)Sn4 phase in Pb-free and Pb-containing solders on Ni/Au metallization[J]. Journal of Materials Research, 2003, 18: 2562-2570.
[14] Song H G, Ahn J P, Morris J W. The microstructure of eutectic Au-Sn solder bumps on Cu/electroless Ni/Au[J]. Journal of Electronic Materials, 2001, 30: 1083-1087.
[15] Kim S S, Kim J H, Booh S W, et al. Microstructure evolution of joint interface between eutectic 80Au-20Sn solder and UBM[J]. Materials Transactions, 2005, 46: 2400-2405.
[16] Yato Y, Kajihara M. Kinetics of reactive diffusion in the (Au-Ni)/Sn system at solid-state temperature[J]. Materials Science and Engineering A, 2006, 428: 276-283.
[17] ������, ������, ���Ȼ, ��. ��ϸ��������ֵ�ǿ��[J]. �����ȴ���, 2003, 28(7): 5-10.
FAN Jianwen, LIU Qingyou, HOU Huoran, et al. Strength of superfine crystal ferritic steel[J]. Heat Treatment of Metals, 2003, 28(7): 5-10.
(�༭ ����ƽ)
�ո����ڣ�2012-10-16�������ڣ�2013-01-31
������Ŀ�����Ҿ�Ʒ������Ŀ(JPPT-125-GH-039)
ͨ�����ߣ�����(1981-)��Ů�����ϳ����ˣ���ʿ�������ڣ����¹�������Ϻ�þ�������ϵ��о����绰��0731-88836638��E-mail: fengyanmse@aliyun.com
ժҪ���ֱ����˫��˦���������̼�����������������Ʊ�AuSn���Ϻ�AlSi�Ͻ��о�AuSn/(Ni/AlSi)����Ľ��淴Ӧ�����������ϻ��˻�ʱ��Ժ�����֯�ͼ���ǿ�ȵ�Ӱ�졣�о������������300 ��ǥ��90 s��AuSn/(Ni/AlSi)�����γ�ϸС�IJ�״(��-Au5Sn)+(��-AuSn)������֯����״��(Ni,Au)3Sn2�ࡣ������200 ������ϻ��˻�ͬʱ�������֯���Դֻ�������/������洦�γ�(Au,Ni)Sn+(Ni,Au)3Sn2���Ͻ����仯����(IMC)�㣬�����˻�ʱ���ӳ��������˻�ʱ���1 000 hʱ����(Ni,Au)3Sn2/Ni���洦����(Ni,Au)3Sn�ࡣ���˻�ʱ��С��300 hʱ���������ǿ�����˻�ʱ���ӳ����ͣ�������ʽ��Ҫ�Ƿ����ں���/IMC����Ĵ��Զ��ѡ��˻�ʱ������ӳ�����ǿ�Ȼ������䣬������Ҫ������IMC�ڲ������ҴӶ���ģ���ؾ�����ת��Ϊ�������ѡ�
[2] ����, ��ķ������, �������µ�, ��.�������ϼ����ڵ���������װ�����е�Ӧ��[J]. �������װ, 2005, 5(8): 5-8.
[4] �����, ������, �µ�Ȩ. ���������Ͻ������췽��: �й�, 03105811.6[P]. 2003-07-25.
[7] ������, �Ծ���, ���. ��������Ʊ����͵��ӷ�װ����70%Si-Al���о�[J]. ����ѧ��, 2005, 41(12): 1277-1279.
[8] ������, ������. Ӧ���ڵ��ӷ�װ���������Ͻ���о��뿪��[J]. ���ϵ���, 2001, 15(6): 18-21.
[10] ������, л��, ����, ��. ������ι�����Al-Si�Ͻ���ϵ��о���״[J]. ���ϵ���, 2006, 20(5): 437-439.
[17] ������, ������, ���Ȼ, ��. ��ϸ��������ֵ�ǿ��[J]. �����ȴ���, 2003, 28(7): 5-10.
