
���±��: 1004-0609(2005)06-0849-05
SiCw/6061Al�������ϲ���
��ĩ�в�˲��Һ����ɢ���ӹ���
������1, 2, ������2
(1. ��������ҵ��ѧ ���������ȼӹ������ص�ʵ����, ������ 150001;
2. ����������ѧ ���Ϲ���ϵ, ���� 116024)
ժ Ҫ��
����������Ϊ2��1����ͭ��Ͻ�����ĩ��Ϊ�м�в�, ͨ��TLP��ɢ���ӹ��պ�����SiCw/6061Al�������ϲ��ϡ� �������, ����ն�Ϊ1.33Pa�� ����Ԥ����20MPa��������, ��ѹ��ղ���Ϊ: �����¶�620��, ����ʱ��60min�� ����ɨ��羵�о��˺��������֯, ���ֽϵ��¶��º�����ڽ϶�Ŀ��� �õ���̽�����������ΧԪ�طֲ�, �������, �ں��촦�����϶����Ԫ�غ�þԪ�ء� ������Ϊ�������Ͻ��е�þ��ͭ�ۿ������������ͭ�Լ����ӹ������������Ĥ(Al2O3)�����û���Ӧ, ����ϸС��MgO��Al2MgO4������ �÷�Ӧ�����ڼ�С����Ĥ��Ӱ��, ��߽�ͷǿ�ȡ�
�ؼ���: �������ϲ���; ˲��Һ��; ��ɢ����; ��ĩ�в�
��ͼ�����: TG407 ���ױ�ʶ��: A
Pulverous interlayer transient liquid phase bonding craft of Al-based composite SiCw/606Al
LIU Li-ming1, 2, GAO Zhen-kun2
(1. National Key Laboratory for Precision Hot Processing of Metals,
Harbin Institute of Technology, Harbin 150001, China;
2. Department of Materials Engineering,
Dalian University of Technology, Dalian 116024, China)
Abstract: Using aluminum powder and copper powder as pulverous interlayer, Al-based composite SiCw/6061 was welded by transient liquid phase bonding. Mass ratio of aluminum powder and copper powder is 2��1, vacuum degree is 1.33MPa, and retightening load is 20MPa. The result of experiment shows that the optimum process parameters are: welding temperature 620��, holding time 60min. Observing with scanning electronic microscope, many holes are found at weld lines if works pieces are welded at lower temperature. Distribution of elements around weld line is analyzed with electronic probe. The results indicate that O and Mg is enriched at weld line. Magnesium within aluminum alloy reacts with CuO and Al2O3 to produce MgO particles and Al2MgO4 particles respectively, which is favorable for restraining the effect of oxide film and enhancing mechanics properties of welded joints.
Key words: Al-based composite; transient liquid phase(TLP); diffusion welding; pulverous interlayer
�����������ϲ��Ͼ��и߱�ǿ�ȡ� �߱ȸնȡ� �����Ժ���ĥ�Ե���������, Ŀǰ�Ѿ����㷺Ӧ�õ����պ��졢 ������ ��е������, ���кܴ�Ŀ���DZ���� ���������ֲ���������֯�ṹ������, ������ͨ�ĺ��ӷ�������ʱ, �ں��켫�׳������ס� ƫ�ۺͽ��淴Ӧ��ȱ��, ���ѵõ����õĽ�ͷ���ܡ� Ŀǰ, ������ ����˹�� �ձ��ȹ����ڽ��������ϲ��Ϻ��Ӽ���������о��Ƚϳ���, ��Ҫ����������TIG���� ����MIG���� ��ɢ���� Ħ������ ��ը���ͼ��⺸�ӵ�����, �����Ѿ���ʵ�������еõ��㷺Ӧ��; ���ڹ��ڽ��������ϲ��Ϻ��Ӽ������о�����, �д���ʵ���, �����϶�ĺ��ӷ�������ɢ���ӡ� ����벻����� Ħ���������弤�⺸��[1, 2]��
��ɢ���������亸���¶ȵ͵��ص�, ���Ա������ٺ���ȱ��, ������ý�ͷ[3-7]�� ���Dz�����ɢ�������������ϲ���ʱ, ������ϴ�����¶����ǿ��, �ή�ͽ�ͷǿ��[8, 9]�� ��ͨ����������Һ������ʪ��ǿ��, ���������ֺ���ȱ��, ��ýϸ������ĺ��ӽ�ͷ[10]�� ���Ա���������SiCw/6061Al�������ϲ���Ϊ����, �о��������� ͭ��Ͻ�����ĩ��Ϊ�м�в����TLP��ɢ���ӵ��ص�ͻ���, ͨ�����ӹ������ڽ������������ ͭ���۵㹲�����������ƽ�ͷ����[11-14]��
1 ʵ��
1.1 ����
�������ϲ���SiCw/6061Al���ü�ѹ���취���졣 ��ǿ��SiCwֱ��Ϊ0.5~2��m, ����Ϊ2~10��m, �������Ϊ20%�� �ø��ϲ������˻�״̬�µ�����ǿ��Ϊ223MPa, ��DSC�ȷ���ϵͳ�ⶨ, �������Ͻ��Һ�� ���¶�����Ϊ618~676�档 ���ϲ��ϵ�����֯��ͼ1, ����6061Al�Ļ�ѧ�ɷ����ڱ�1�� ʵ���в���Al��Cu������Ϊ2��1��������ͭ�ۻ�Ͻ�����ĩΪ�м�в㡣 �������۵�ƽ������Ϊ80��m, ���к�������Fe, Cu, Si������Ԫ��; ͭ��ƽ������Ϊ50��m, ����ͭ�ĺ���������99.5%, �����������ڱ�2��
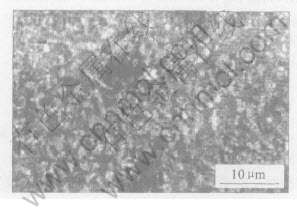
ͼ1 SiCw/6061Al�������ϲ��ϵ�����֯
Fig.1 Microstructure of aluminum matrix composite SiCw/6061Al
��1 6061Al�Ļ�ѧ�ɷ�
Table 1 Chemical compositions of 6061Al alloy(mass fraction, %)

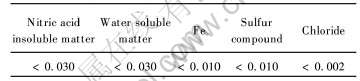
��2 ͭ�������ʵĺ���
Table 2 Content of impurities in copper powder (mass fraction, %)
1.2 ʵ�鷽��
�����ϼӹ��ɳߴ�Ϊ5mm��10mm��25mm���Լ�, ���жԽ�ƽ���� ��ͷ����������ͼ2��ʾ�� ������ĩ�м���ճ���, ���ɾ��ȵĺ�״, Ȼ��ƽ������ϴ���Ĵ���������, ���ɺ��üон��� ���ӹ������������¯�н���, �õ���˿����; ��ն�Ϊ1.33Pa; �����¶���580~640��֮��ÿ��20��ȡһ��, �����Լ��ͼо������״̬����¯һ������������ʵ���¶�, �����ٶ�Ϊ8��/min, ����ʱ��Ϊ20~60min, ���½�����, �����״̬����ȴ������; ����Ԥ��ѹ��Ϊ20MPa�� ���¶ȵIJ�������, �о����Ȳ�������, ��ɽ�ͷѹ�����Ͻ���, ��ǡ���ֲ����������ϲ�����Һ���¶�����ǿ�ȵ͡� �������ȱ�㡣 �����ͼо���ȴ��, �о�����, ��ͷѹ����������, �������ں��ӹ������β��ܴﵽ��ǰ��Ԥ��ѹ����
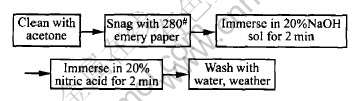
ͼ2 ��ͷ���洦������ͼ
Fig.2 Flow chart for treatment of joint surface
��������CSS-2205�͵�������ʵ������Ժ��ӽ�ͷ����ѧ���ܡ� ����ɨ���������JSM-5600LV������ͷ����֯�� ����EPMA-1600�͵���̽�������ͷ���ֺϽ�Ԫ�صķֲ���
2 ���������
2.1 ��ѧ���ܼ�����֯�ķ���
ʵ���зֱ��ڲ�ͬ�����¶Ⱥͱ���ʱ���º���SiCw/6061Al�������ϲ���, ������н�ͷ��ѧ���ܲ���, ÿһ�����Խ���ֱ�ȡ��ͬ���ղ�����3����������ǿ�ȵ�ƽ��ֵ�� ���Խ����ͼ3��ʾ��
��ͼ3�����ݿ��Կ���, �汣��ʱ����ӳ��ͺ����¶ȵ����ӽ�ͷǿ�ȶ���һ���̶ȵ���ߡ� ��
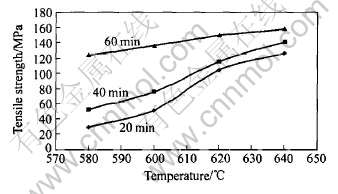
ͼ3 ��ͬ�����¶Ⱥͱ���ʱ���º��ӽ�ͷ������ǿ��
Fig.3 Tensile strength of welded joint under different welding tempertures and holding time
����Ϊ��ʵ����ѡ�ĺ����¶���, ��Ϸ�ĩ�е�ͭ�������ۺͻ����������ɢ, ���ɵ��۵㹲������, �Ӷ��ڽϵ͵��¶��µõ�Һ̬������ �溸��ʱ����ӳ�, �ۻ��Ĺ�����������չ�����������ͻ�������ı���, �������������, ������ͭ�������ܽ�, ����ɢ��Һ̬������, ʹҺ̬������������, ֱ���в��е�ͭ������ȫ�ܽ�Ϊֹ�� ͬʱ, Һ̬�����е�ͭҲ����������ɢ, ����Һ����ͭ�����ļ���, Һ̬�������۵㲻������, �������ڻ�����档 ��������ʵ���¶�, �����и�����ͭ�����ĸ������ɢ, ʹ�ú�����֯���Ȼ�, ���յõ��������õĺ��ӽ�ͷ�� ����Al-Cu��Ԫ��ͼ��֪, ��������¶Ȳ�����, ���ӹ����л��Һ���������� ͭ������Χ��Լ�С, �Ͳ��ܵõ��㹻��Һ��, �ⲻ����ԭ�ӵ���ɢ, �Ӷ������ں�����ֿ��Ⱥ���ȱ��, ���½�ͷ���ܽ��͡� ͼ4��ʾΪ��ͬ�����¶��½�ͷ������֯��Ƭ�� �ɼ�, �������ʱ��϶�, �����е�ͭԪ�ز��ܳ����ɢ��ĸ�ĵ���, ���º����д��ڴ����Ĺ������ ���ڸù�������Ϊ������, ���, ����ڻ����ؽ��ͽ�ͷǿ�ȡ� ʵ������ں����¶ȸ���620�����ʱ��Ϊ60minʱ, ���Եõ��ϸ�ǿ�ȵĽ�ͷ�� ��640�汣��60min�ĺ���������, �����ߵĽ�ͷǿ��Ϊ157MPa, �൱��ĸ������ǿ�ȵ�70%, ���������¶ȹ���, ���ӹ������ڽϴ�ı���, ����������ĺ��ӹ��ղ���Ϊ: �����¶�620��, ����ʱ��60min��
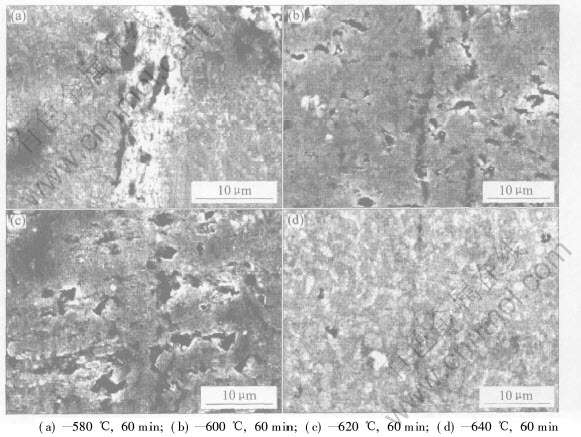
ͼ4 ���ӽ�ͷ������֯
Fig.4 Microstructures of welded joints at different melding temperatures
2.2 ��������Ԫ�صķֲ�
���õ���̽���620�汣��60min�����µĺ��ӽ�ͷԪ�طֲ����м��ʱ, ���ֺ��켰��Χ�����ͭԪ�طֲ�����, ��ĸ�Ļ�����ͭ�ĺ���������ͬ, �����촦��Ԫ��ȴ�������ٵ�����(��ͼ5(a)��ʾ)�� ��˵���ڸú���������ͭԪ���Ѿ���ȫ�ܽⲢ�����ɢ, ����ͭ�ۿ������������ͭҲ����ԭ; �������ļ���, ˵�����촦����һЩ�������ʡ� þ�����ĺ����ں��촦��������(��ͼ5(b)��ʾ)�� �������Ͻ��к�������þԪ��, ����Ը���ͭ����, ����þ������ͭ�ۿ������������ͭ��
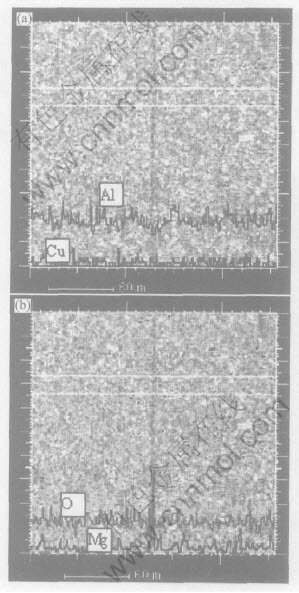
ͼ5 ���ӽ�ͷ��Ԫ�طֲ�
Fig.5 Distributions of elements in welded joint
���û���Ӧ, ��ӦʽΪ
CuO+Mg��MgO+Cu(1)
ͨ������ʽ(1)�ķ�Ӧ, ���촦��Mg��CuO����ת��ΪϸС��MgO�����ͽ���ͭ, ʹ�ô˴�����þ��Ũ�Ȳ��Ͻ��͡� ��Ũ���ݶȵ�������, ĸ�Ļ����е�þԪ�ز�����ɢ�����촦, ��ά�ַ�Ӧ(1)�Ľ��С� ����, MgOС��������ɢ�Ժܲ�, ͨ�������ں�����, ��ɺ����оۼ��϶��MgO, ����ǵ��µ���̽����Խ���к��촦���д���������þ��ԭ�� ����MgO�����dz�ϸС, һ������»���ɢ�ں��������, ����MgO�Ժ��ӹ�����ԭ����ɢ���谭���ò�����, �Ժ����ͷ���ܵ�Ӱ��Ҳ������; ͬʱ, �÷�Ӧ����������ͭ�IJ���Ӱ��, �ܵ���˵�����ں��ӹ�����ԭ�ӵ���ɢ, �Ӷ��õ��ϸ������Ľ�ͷ��
����, ţ��[15]����[16]���о�����, �������Ͻ��е�þ�����뺸�ӹ������������Ĥ(Al2O3)�����û���Ӧ, ����ϸС��Al2MgO4������Al, ʹ������Ĥ���顢 ��ɢ, ���ںܴ�̶��Ͻ����˺��ӹ���������Ĥ��ԭ����ɢ���谭����, �����˽�ͷȱ��, �����ڽ�ͷǿ�ȵ���ߡ�
3 ����
1)����Al-Cu��Ͻ�����ĩ��Ϊ�м�в�, ͨ��TLP��ɢ���ӹ��պ����������ϲ���SiCw/6061Al, ���Եõ��ϸ�ǿ�ȵĽ�ͷ��
2)��ߺ����¶�, �������ӹ����еõ�����Һ���Al-Cu������Χ, �Ӷ������ڼ��ٽ�ͷԪ�ص���ɢ�ٶ�, ���ҿ�����亸���д��ڵĿ���
3)�ӳ�����ʱ��, ����ʹ������ͭԪ�س����ɢ��ĸ�ĵĻ��������, ʹ�ú��ӹ��̿�ʼ�γɵ����� ͭ��������ת��������������Ƶ����Ͻ�, ��þ��ȵĺ�����֯��
4)�������Ͻ��е�þԪ�طֱ���ͭ�ۿ������������ͭ�ͺ��ӹ������������Ĥ�����û���Ӧ, ����ϸС��MgO������Al2MgO4����, ����ɢ�ں��촦�Ľ�����, ������������Ժ��ӹ�����ԭ����ɢ���谭����, ���ٺ��촦��ȱ��, �Ӷ�����˽�ͷǿ�ȡ�
REFERENCES
[1]��־��, ������, �ƾô�, ��. ��������ǿ�������ϲ��Ϲ��ຸ���о���״[J]. ��������ҵ��ѧѧ��, 2004, 36(5): 593-598.
XIU Zhi-wu, L�a Shi-xiong, YAN Jiu-chun, et al. Solid phase bonding of discontinuously reinforced aluminum based metal matrix composites[J]. Journal of Harbin Institute of Technology, 2004, 36(5): 593-598.
[2]������, ���廪, Ҧ��ɽ. SiC ������ǿAl �����ϲ��Ϻ��ӹ����о�[J]. ����Ϲ���, 2002(4): 46-50.
QU Wen-qing, ZHANG Yan-hua, YAO Jun-shan. Study of welding process of SiC particle reinforced Al-based composite[J]. Aerospace Materials & Technology, 2002(4): 46-50.
[3]�����·� H Q. ���ϵ���ɢ����[M]. ����: ������ҵ������, 1984. 4-12.
Kazagof H Q. Diffusion Welding of Materials[M]. Beijing: National Defense Industry Press, 1984. 4-12.
[4]Lee C S, Li H, Chandel R S. Vacuum-free diffusion bonding of aluminum metal matrix composite[J]. Journal of Materials Processing Technology, 1999, 89-90: 326-330.
[5]LIU Li-ming, DONG Chang-fu, GAO Zhen-kun. Diffusion welding process and joint��s microstructure behavior of SiCw/6061Al composite[J]. Rare Metals, 2004, 23(4): 347-351.
[6]LIU Li-ming, NIU Ji-tai, TIAN Yan-hong, et al. Diffusion bonding mechanism and microstructure of welded joint of aluminum matrix composite Al2O3p/6061Al[J]. Trans Nonferrous Met Soc China, 1999, 9(4): 826-830.
[7]LIU Li-ming, ZHU Mei-li, NIU Ji-tai, et al. Predicting effects of diffusion welding parameters on welded joint properties by artificial neural network[J]. Trans Nonferrous Met Soc China, 2001, 11(4): 475-478.
[8]ţ��̩, ������, ���, ��. ����Al2O3p/6061Al���ϲ��ϵ���ɢ����[J]. �й���ɫ����ѧ��, 1999, 9(3): 477-481.
NIU Ji-tai, LIU Li-ming, WU Gao-hui, et al. Diffusion bonding mechanism of submicron composite Al2O3p/ 6061Al[J]. The Chinese Journal of Nonferrous Metals, 1999, 9(3): 477-481.
[9]YAN Jiu-chun, XU Zhi-wu, WU Gao-hui, et al. Interface structure and mechanical performance of TLP bonded joints of Al2O3p/6061Al composites using Cu/Ni composite interlayers[J]. Scripta Materialia, 2004, 51(2): 147-150.
[10]Shirzadi A A, Assadi H, Wallachl E R. Interface evolution and bond strength when diffusion bonding materials with stable oxide films[J]. Surface and Interface Analysis, 2001, 31(7): 609-618.
[11]������. Һ���ս��ĩұ�����[M]. ����: ������ҵ������, 2003. 2-219.
GUO Geng-chen. Liquid Sintering of Powder Metallurgy Materials[M]. Beijing: Publishing House of Chemical Industry, 2003. 2-219.
[12]�ƹ���, ���ܳ�. ��﮺Ͻ����м����ɢ���ӹ����о�[J]. ���Ͽ�����Ӧ��, 2001, 16(2): 10-12.
YAN Guo-yong, LI Shao-cheng. Research on diffusion welding technology of Al-Li alloys without interlayer[J]. Development and Application of Materials, 2001, 16(2): 10-12.
[13]�ܲ�, ʢ����, �Ƽ�ΰ, ��. �ѺϽ��벻��ֵ�������ɢ���ӹ���̽��[J]. ���Ӽ���, 2004, 33(1): 15-17.
ZHOU Bo, SHENG Guang-min, HUANG Jia-wei, et al. Diffusion bonding of titanium alloy and stainless steel by interlayer of nano Ni particles[J]. Welding Technology, 2004, 33(1): 15-17.
[14]��ʤ, ���, ������, ��. MGH956�Ͻ�TLP���ӻ�������ͷ��֯����[J]. ����ѧ��, 2004, 25(3): 43-48.
ZHANG Sheng, HOU Jin-bao, GUO De-lun, et al. Transient liquid phase bonding mechanism and microstructure of MGH956[J]. Transactions of the China Welding Institution, 2004, 25(3): 43-48.
[15]ţ��̩, ��Ľ��, ������, ��. ��ɢ��������Al2O3p/6061Al���ϲ���������Ĥ����Ϊ[J]. �����о�ѧ��, 2000, 14(3): 244-248.
NIU Ji-tai, WANG Mu-zhen, LIU Li-ming. Behavior of oxide film in diffusion welding of aluminum matrix composites Al2O3/6061Al[J]. Chinese Journal of Materials Research, 2000, 14(3): 244-248.
[16]������. �������ϲ��ϷǼв�Һ����ɢ���ӻ����о�[D]. ������: ��������ҵ��ѧ, 2000.
LIU Li-ming. A Study of Mechanism of Noninterlayer Liquid Phase Diffusion Welding for Aluminum Matrix Composites[D]. Harbin: Harbin Institute of Technology, 2000.
(�༭�°���)
�ո�����: 2004-12-23; ������: 2005-03-10
�����: ������(1967-), ��, ��ʿ, ����.
ͨѶ����: ������, ����; �绰: 0411-84707817; E-mail: liulm@dlut.edu.cn
[2]������, ���廪, Ҧ��ɽ. SiC ������ǿAl �����ϲ��Ϻ��ӹ����о�[J]. ����Ϲ���, 2002(4): 46-50.
[3]�����·� H Q. ���ϵ���ɢ����[M]. ����: ������ҵ������, 1984. 4-12.
[11]������. Һ���ս��ĩұ�����[M]. ����: ������ҵ������, 2003. 2-219.
[12]�ƹ���, ���ܳ�. ��﮺Ͻ����м����ɢ���ӹ����о�[J]. ���Ͽ�����Ӧ��, 2001, 16(2): 10-12.
[13]�ܲ�, ʢ����, �Ƽ�ΰ, ��. �ѺϽ��벻��ֵ�������ɢ���ӹ���̽��[J]. ���Ӽ���, 2004, 33(1): 15-17.
[14]��ʤ, ���, ������, ��. MGH956�Ͻ�TLP���ӻ�������ͷ��֯����[J]. ����ѧ��, 2004, 25(3): 43-48.
[16]������. �������ϲ��ϷǼв�Һ����ɢ���ӻ����о�[D]. ������: ��������ҵ��ѧ, 2000.
