
���±�ţ�1004-0609(2010)12-2425-06
����������������ӵ�������л���ͭ����
��ѧ�棬ʯ���ã��� �������컪
(���ϴ�ѧ ұ���ѧ�빤��ѧԺ����ɳ 410083)
ժ Ҫ��
�Ե�Ʒ�ˮ���������в����ĵ������Ϊ�о�������������������ӵ��������ѡ���Ի���ͭ���������о��������������Cu2+��Ni2+�Լ��������ӵĵ����Ϊ�������������������������ԴӸ����ʺ����ĵ�ͭ����Һ��ֱ���������ͭ����Ʒ�����ﵽGB/T467��1997��Cu-CATH-2�ƺű�����ͭ��Ҫ��ֱͭ���ʴﵽ99%���ϣ�ͭ�����Һ���������Բ��øü����ӵ�����Һ��ֱ���������������ѧ�ɷִﵽGB/T6516��1997��Ni9990�ƺŵ������Ҫ����ֱ���ʴﵽ93%���ϡ��봫ͳ���������ȣ����������������ѡ����ǿ������Ч�ʸߺͲ�Ʒ�����õ��ŵ㡣
�ؼ��ʣ�
��ͼ����ţ�X781.1��TF803.27���� ���ױ�־�룺A
Recovery of copper and nickel from electroplating sludge by
cyclone electrowinning
GUO Xue-yi, SHI Wen-tang, LI Dong, TIAN Qing-hua
(School of Metallurgical Science and Engineering, Central South University, Changsha 410083, China)
Abstract: The copper and nickel from electroplating sludge were selectively recovered by cyclone electrowinning technology, and the electrowinning behaviors of Cu2+, Ni2+ and other metal ions in the process were investigated. The results indicate that the electrolytic copper is electrodeposited from a leaching solution with high impurities and low copper content by cyclone electrowinning and meets the requirements of the standard GB/T467��1997, and more than 99% copper is recovered. After the removal of chromium, the liquor with low nickel content is applied to nickel cyclone electrowinning, and the product meets the requirements of the standard GB/T6516��1997 (Ni9990), and more than 93% nickel is recovered. Compared to the traditional electrowinning, the cyclone electrowinning shows the advantages of high selectivity of metals, high current efficiency and high purity of electrolytic product.
Key words: cyclone electrowinning; electroplating sludge; copper; nickel
��������ǵ�Ʒ�ˮ���������в�����һ��Σ�չ��������ɷָ��ӣ����д������ؽ�������ͭ�����ȣ���ͬʱ��Ҳ��һ�����۵Ŀ�����������Դ[1-4]�����������Ϊ��ȡ������Ҫԭ�ϣ�һЩ�о��߶��䴦�����������˴����о�����Ҫ������ѧ������[5]��������[6]��������[7]���ܼ���ȡ��[8]��Ĥ������[9]�͵�ⷨ[10-11]�ȣ����У�ֻ�л�ѧ������Ӧ���ڵ������Ĺ�ҵ�������������ڹ������̸��ӡ����������ʵ͡��ӹ��ɱ��ߺ����ײ���������Ⱦ�Ȳ��㡣
�����������(Cyclone electrowinning, CE)��һ�����Ͷ�����ᴿ����뼼�����봫ͳ���뼼����Ⱦ��й������̶̡��Լ������١���Ʒ�����ߵ��ص㡣�����������ԭ�����ȳ���������ר����[12]����������װ�ô����������������̡����۴��ڽṹȱ������һֱδ�õ���ҵӦ�á���������������Щ�����������ü����ڶ�������ᴿ����뷽����ֳ������ķ�չǰ����Ŀǰ���ü����ѹ㷺Ӧ����ͭ��п�����������ܵ��ؽ����ĵ����������[13-17]�����ڴ����ɷָ��ӡ��ؽ��������ߵĵ�����࣬������������������Եļ������ƣ���Ŀǰ��������ʼ�������
�����������ҹ��Ϸ�ij��Ƴ��ĺ����������Ϊԭ�ϣ����������������������������Ӹߺ������ʵĵ�ͭ����Һ��ֱ�ӵ������ͭ���Լ��Ӻ�һ�����ʵĵ�����Һ��ֱ�ӵ������ʵ�ִӵ��������ͭ�������ؽ��������̺�Ч�ʵ��ۺϻ��ա�
1 �������������ԭ���ͷ���
��ͳ�������(Traditional electrowinning, TE)�ǽ��������������ڻ���������ͣ�͵IJ����ڣ��ڵ糡�������£������������������ƶ��������������������ƶ���ͨ������һ���ļ���������Ŀ������������������õ����Ӷ������������Ӷ��õ������Ʒ���乤��ԭ����ͼ1��ʾ[17]����Ŀ���������Ũ�Ƚϵ͵�����£���ͳ�ĵ����������������Ũ������������������������Ŀ���������һ��������������������������Ʒ���������½���
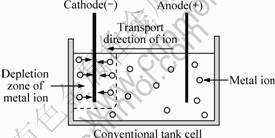
ͼ1 ��ͳ�����������ԭ��[17]
Fig.1 Principle of traditional electrowinning[17]
������������ǻ��ڸ�������������������λ�IJ��죬������ȡ�Ľ���ֻҪ����Һ��ϵ����������������һ���ĵ�λ����λ�����Ľ�������������������������ؼ���ͨ������Һ������Ũ����ȶԵ��IJ������أ���֤Ŀ����������������乤��ԭ����ͼ2��ʾ[17]���봫ͳ���������ȣ������������������Ŀ���������Ũ�Ƚϵ͵Ķ������Һ�н���ѡ���������һ�øߴ��Ƚ�����Ʒ��
�����Ե��װ����ͼ3��ʾ[17]����Һ����Һ�õ������´Ӳ۵�����ۣ��ڲ����ڸ������������������������������Ϊ������Ϳ��������������������ֻ�������塣������ͨ���۶�������װ����ʱ�ų����ռ��Ա���к�������
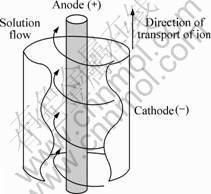
ͼ2 �������������ԭ��[17]
Fig.2 Principle of cyclone electrowinning[17]
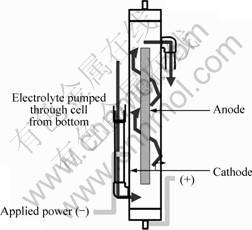
ͼ3 �������װ��ʾ��ͼ[17]
Fig.3 Schematic diagram of cyclone electrowinning apparatus[17]
2 ʵ��
��ʵ���õ�����������ҹ��Ϸ�ij��Ƴ�����۳���ɫ����״�����������Ҫ������������1��
��1 �����������Ҫ����Ԫ�صĺ���
Table 1 Content of main metals in electroplating sludge (mass fraction, %)

�õ������Ĵ���������ͼ4��ʾ�����ȣ����������������ˮ���н�����Ȼ��������Ũ�������������Һ�����˺�ֱ�ӽ����������ͭ�����ͭ��Һ����̼����кͳ�����ֱ�ӽ��������Ե������������ĸҺֱ�ӷ��ؽ�����������ԭ�Ͻ�����
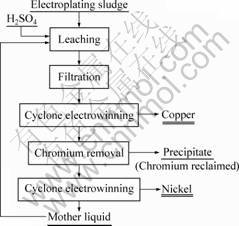
ͼ4 �ӵ���������ۺϻ���ͭ���Ĺ�������
Fig.4 Flowsheet of copper and nickel recovery from electroplating sludge
�������̲��ô�ͳ��������������������Ϊԭ����ȫ������������������0.80���������¶�40~50 �棬����ʱ��0.5 h���������̼�������ʵ��Cu��Ni��ȫ�����������ý���Һ��pHΪ1.5~2.5����ɷּ���2���ӱ�2���Կ���������Һ��Cu2+��Ni2+������Խϸߣ�����Զ���ڴ�ͳ���������������Ũ��(Cu2+��45~60 g/L��Ni2+��45~70 g/L)��
��2 ��������������Һ�ɷ�
Table 2 Concentration of metals in sulfuric acid leach of electroplating sludge (g/L)

��ʵ����õ��������װ��ʵ��ͼ��ͼ5��ʾ�����������۵Ĺ��Ϊd 48 mm��265 mm���������������Ϊ20 A����ѹΪ30 V����Һѭ������Ϊ300~ 800 L/h��
���������Һ�н�������Ũ�Ȳ���ԭ�����շֹ��ȼ�(WFX-130B����������)���з��������ͭ�͵��������ֱ��������(Maxx, �¹�˹�ɿ�)�����������Ԫ�غ�����

ͼ5 �������װ��ʵ����Ƭ
Fig.5 Photo of cyclone electrowinning apparatus
3 ���������
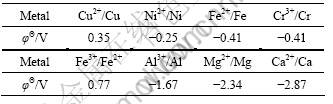
���ݱ�3�и������ı��缫���ƿ�֪�������ȴ���Һ�г���������ͭ����Һ�е�Fe3+���������ϻ�ԭ��Fe2+�������������ֱ�������Fe3+���Ӷ������������Ч�ʵĽ��͡��ֱ����������������ʹ�ͳ���������������Һ�н��е��ͭʵ�飬�����ܶȾ�Ϊ400 A/m2��������̲����¡�����������Ũ�Ⱥ���������Ч������ʱ��ı仯����ֱ��ͼ6��7��8��
��3 һЩ�����ı��缫����
Table 3 Standard potential of some metals
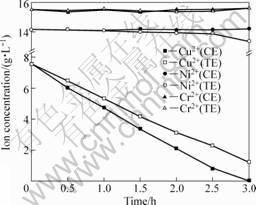
ͼ6 ���ͭ������Cu2+��Ni2+��Cr3+Ũ������ʱ��ı仯
Fig.6 Change of concentration of Cu2+, Ni2+ and Cr3+ with time in copper electrowinning
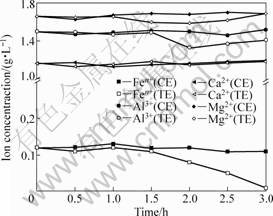
ͼ7 ���ͭ������Fen+��Al3+��Ca2+��Mg2+Ũ������ʱ��ı仯
Fig.7 Change of concentration of Fen+, Al3+, Ca2+ and Mg2+ with time in copper electrowinning
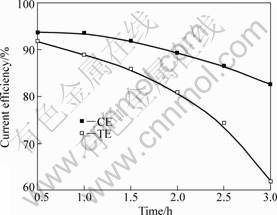
ͼ8 ���ͭ��������������Ч������ʱ��ı仯
Fig.8 Change of current efficiency with time in copper electrowinning
��ͼ6��7���Կ���������������������ӵ�ͭ��Һ�е��ͭ�����ŵ�����̵Ľ��У���Һ�е�Cu2+�����½����������������ӵ�Ũ�Ȼ����������仯����˵��������⼼�����нϸߵ�ѡ���ԡ����ô�ͳ���۴ӵ�ͭ��Һ�г���ͭʱ������Һ��Cu2+���͵�һ��Ũ��ʱ����Һ��Ni2+��Fen+Ũ��(Fen+Ũ����ָFe3+��Fe2+Ũ�ȵ��ܺ�)Ҳ��֮�½���ʵ��������ڴ�ͳ���ͭ�����У������Һ��Cu2+Ũ�Ƚ���2 g/L����ʱ������������Ǩ���ٶȵ����ƣ�������ֻ������ͭ�ۣ������γ����ܵ�ͭ�塣���������ͭ�����У�ֻ�е���Һ��Cu2+Ũ�Ƚ���0.05 g/L����ʱ����Һ�е�ͭ�Ż���ͭ�۵���ʽ��������ˣ���ȴ�ͳ���������������������ڽ��͵����Һ��Ŀ������Ũ�ȷ�������������ơ�
ͼ8��ʾΪ���ͭ��������������Ч������ʱ��ı仯����ͼ8�ɿ���������ͬ���ʱ����ڣ��������ͭ����������Ч��Ҫ���ڴ�ͳ���ͭ���̵ĵ���Ч�ʣ����ҵ��ʱ��Խ�������߲��Խ��˵�����������������������Դ���ܺģ��Ӷ��������гɱ���ͬʱ����ͼ8�����Կ�������������Ч�����ŵ��ʱ����ӳ������ͣ�����Ҫ��������Һ�д���������������������������ɵġ����ŵ��ʱ����ӳ�����Һ��Cu2+Ũ�ȵ����ͣ�Fe3+�������ϻ�ԭ�ļ��������Ӷ����͵���Ч�ʡ�
�������ֵ�����������ĵ��ͭ�Ļ�ѧ�ɷּ���4���ɱ�4���Կ����������������������������ĵ��ͭ��ѧ�ɷ���ȫ�ﵽ��GB/T467��1997��Cu-CATH-2�ƺű�����ͭ��Ҫ�����ô�ͳ���������������ĵ��ͭ�����ʺ�������˹��ұ�����������������У�ֱͭ���ʴﵽ99%���ϣ������ĵ����Һ��ͭС��1 mg/L(����5)����ȫ�ﵽ����ͭ��Ŀ�ġ�
�����������ǰ�������ͭ�����Һ���г������������̲��ô�ͳ���кͳ����������գ���������ҺpHֵʹCr3+��Cr(OH)3����ʽ��ȥ���������տ�ʹ����ȥ���ʴﵽ99%���ϣ���������ȥ����Ҳ�ﵽ99%
��4 ���ͭ�Ļ�ѧ�ɷ�
Table 4 Composition of copper obtained by electrowinning (mass fraction, %)
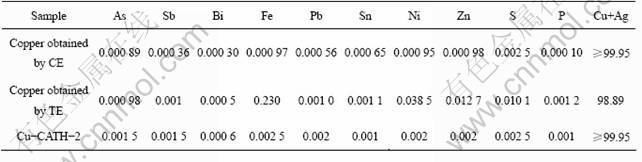
���ϡ��ڳ��������У���Һ�и������������Խ��͵��ϵ͵�ˮƽ��þ�Ƶĺ����ϸߣ����Ժ������������Ӱ�첻������Һ�ɷּ���6��
��5 �������ͭ��Һ�ɷ�
Table 5 Metal concentration in copper liquor after cyclone electrowinning (g/L)

��6 ������Һ�и��������ӵĺ���
Table 6 Metal concentration in liquor after chromium removal (g/L)

������Һ�б��缫��λ�����������������ͭ���ĺ����Ѿ��ﵽ�ϵ͵�ˮƽ�����������������е����ʺ���Ҫ�����������������������¶�Ϊ55~60 �棬�����ܶ�Ϊ350 A/m2����������е��ҺpH������2.5~3.0�����Һ�����������Ϊ6.0 g/L�����������������Ni2+Ũ�Ⱥ͵���Ч������ʱ��ı仯��ͼ9��
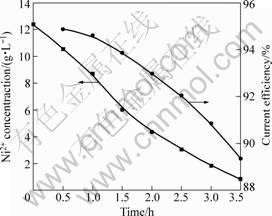
ͼ9 �������������Ni2+Ũ�Ⱥ͵���Ч������ʱ��� �仯
Fig.9 Change of Ni2+concentration and current efficiency with time in nickel electrowinning
��ͼ9���Կ������������������������ֱ�Ӵӵ�����Һ�е��������������ͬʱ���нϸߵ���������Ч�ʡ�������ô�ͳ�ĸ�Ĥ����ۣ������ܸ�Ĥ���ʵ����ƣ��������ĵ�������ܶ��£����Һ��Ni2+Ũ�ȵ���45 g/Lʱ������������Ni2+ƶ�����أ�����������⣬����Ni(OH)2�IJ�����ʹ���ĵ�����������У����õ����ܵĽ���������ˣ����ô�ͳ�ĸ�Ĥ���۲���ֱ�ӴӺ����ϵ͵���Һ�е�������������������������ֱ�Ӵӵͺ����ܽ��е��������������ʡȥ���ĸ������������˹������̣������˴����ɱ���
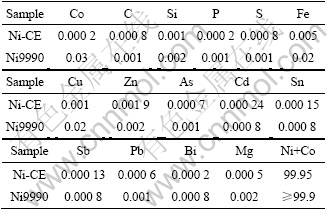
����������Ļ�ѧ�ɷּ���7���ӱ�7��֪���������ѧ�ɷ���ȫ�ﵽ��GB/T6516��1997��Ni9990�ƺŵ������Ҫ���ڵ���������У���ֱ���ʴﵽ93%���ϣ������ĵ����Һ����С��1 g/L������Һ��ֱ�ӷ��ؽ�����������ԭ�Ͻ������Ӷ�ʵ�ַ�ˮ��ѭ�����á�
��7 ����������Ļ�ѧ�ɷ�
Table 7 Composition of nickel obtained by cyclone electrowinning (mass fraction, %)
4 ����
1) ��Ե������ɷָ��ӡ��ؽ���������Խϸߵ��ص㣬�ڶԱȴ�ͳ��������Ļ����ϣ�����������������ӵ�������зֱ����ͭ������
2) ����������������ܺĵ͡�ѡ����ǿ�����������ʸߵ��ص㣬�ܹ��Ӹ����ʺ����ĵ�ͭ����������Һ��ѡ���Եػ���ͭ�����������ĵ�ͭ��ѧ�ɷִﵽ��GB/T467��1997��Cu-CATH-2�ƺű�����ͭ��Ҫ�����ĵ����ﵽGB/T6516��1997��Ni9990�ƺŵ������Ҫ���������ͭ������ֱ���ʷֱ�ﵽ99%��93%���ϡ�
3) ����������̲������κ��ж����壬�����Һ��ѭ�����ã����ջ����Ѻá�
REFERENCES
[1] �� ��, ʯ̫��, ����, �� ��. ��������и��Ļ��ռ�����Դ���о���չ[J]. �����Ϳ��, 2007, 26(5): 43-46.
[2] CHEN Ke, SHI Tai-hong, WANG Zhuo-chao, SU Man. Research progress of recovery and reclamation of chromium from electroplating sludge[J]. Electroplating & Finishing, 2007, 26(5): 43-46.
[3] ������, �� ΰ, ������. ���յ������������ͭ���о�[J]. ����ˮ��ˮ��ѧԺѧ��, 2007, 28(1): 91-93.
[4] AN Xian-wei, HAN Wei, FANG Yong-guang. Research about recovery nickel and copper from electroplating sludge [J]. Journal of North China Institute of Water Conservancy and Hydroelectric Power, 2007, 28(1): 91-93.
[5] �� ��, ������, ֣ ��. ������Ʒ�ˮ����Դ������[J]. ������ѧ�뼼��, 2009, 32(6): 145-148.
[6] LI Yan, LI Ya-lin, ZHENG Bo. Resource recovery of chromium from electroplating wastewater[J]. Environmental Science and Technology, 2009, 32(6): 145-148.
[7] �� ��. ���������ͭ�����Ļ���[J].ɽ������, 2006, 35(1): 7-10.
[8] PENG Bin. Recycle the copper and nickel from the electroplating sludge [J]. Shandong Chemical Industry, 2006, 35(1): 7-10.
[9] ������, ������. ������ദ���������о���չ[J]. ��������, 2007, 27(2): 144-148.
[10] CHEN Yong-song, ZHOU Shao-qi. Research advances of treatment technologies for electroplating sludge[J]. Environmental Protection of Chemical Industry, 2007, 27(2): 144-148.
[11] SILVA J E, SOARES D, PAIVA A P. Leaching behavior of a galvanic sludge in sulphuric acid and ammoniacal media[J]. Journal of Hazard Material, 2005, 121(1/3): 195-202.
[12] �����, ��ΰ��, �� ��. ���������ͭ�����Ļ��պ���Դ������[J]. �й���Դ�ۺ�����, 2005, 23(12): 7-10.
[13] LI Hong-yi, LIU Wei-jing, CHEN Yong. Study on the technology of reclaiming copper & nickel from electr0plating sludge[J]. China Resources Comprehensive Utilization, 2005, 23(12): 7-10.
[14] ף����, ��־��. �ܼ���ȡ�����յ�������е��м۽���[J]. ��ˮ��ˮ, 1995(12): 16-18.
[15] ZHU Wan-peng, YANG Zhi-hua. The metals recovery from electroplating sludge using solvent extraction[J]. Water and Wastewater Engineering, 1995(12): 16-18.
[16] ������, ����. ��״ҺĤ������������ˮ��ԭ�����о���״[J]. �����Ϳ��, 2003, 22(1): 27-29.
[17] ZHANG Li-wen, HUANG Wan-fu. Principle and current status of nickel - containing effluent treatment using emulsion liquid membrane[J]. Electroplating & Finishing, 2003, 22(1): 27-29.
[18] ��Ӣ��. ��ⷨ����������ˮ�������Ļ���[J]. ���л����������̬, 2009, 22(3):13-16.
[19] LEI Ying-chun. Electrolysis treatment of Ni2+-containing wastewater and pure nickel recovery[J]. Urban Environment & Urban Ecology, 2009, 22(3): 13-16.
[20] ¬����, �� �, �� ��, ��÷��, ֣��. ����������������о�[J]. ���漼��, 2007, 36(5): 48-49.
[21] LU Xiong-wei, DU Nan, ZHAO Qing, WANG Mei-feng, ZHENG Gao. Study on jet flow electrodeposition nickel [J]. Surface Technology, 2007, 36(5): 48-49.
[22] BARR N. Metal recovery apparatus: US 5529672[P]. 1996-06-25.
[23] WANG Shi-jie. Novel electrowinning technologies: The treatment and recovery of metals from liquid effluents[J]. Aqueous Processing, 2008, 60(10): 41-45.
[24] MICHAEL S M. Will lead-based anodes ever be replaced in aqueous electrowinning[J]. Aqueous Processing, 2008, 60(10): 46-49.
[25] TREASURE P A. Electrolytic zinc recovery in the EMEW cell[C]//Proceedings of the TMS Fall Extraction and Processing Conference. Missouri: The Minerals, Metals and Materials Society, 2000: 185-191.
[26] ESCOBAR V, TREASURE T, DIXON R E. High current density EMEW copper electrowinning[C]//Proceedings of the TMS Fall Extraction and Processing Conference. Chicago: The Minerals, Metals and Materials Society, 2003: 1369-1380.
[27] IAN E, TONY T. The EMEW cell��An alternative to merrill crowe[EB/OL].http://www.electrometals.com.au/papers/tech-paper-alternative-to-merrill-crowe.pdf
(�༭ ����)
�ո����ڣ�2010-02-05�������ڣ�2010-04-28
ͨ�����ߣ���ѧ�棬���ڣ���ʿ���绰��0731-88877863��E-mail��xyguo@mail.csu.edu.cn
[1] �� ��, ʯ̫��, ����, �� ��. ��������и��Ļ��ռ�����Դ���о���չ[J]. �����Ϳ��, 2007, 26(5): 43-46.
[3] ������, �� ΰ, ������. ���յ������������ͭ���о�[J]. ����ˮ��ˮ��ѧԺѧ��, 2007, 28(1): 91-93.
[5] �� ��, ������, ֣ ��. ������Ʒ�ˮ����Դ������[J]. ������ѧ�뼼��, 2009, 32(6): 145-148.
[7] �� ��. ���������ͭ�����Ļ���[J].ɽ������, 2006, 35(1): 7-10.
[9] ������, ������. ������ദ���������о���չ[J]. ��������, 2007, 27(2): 144-148.
[12] �����, ��ΰ��, �� ��. ���������ͭ�����Ļ��պ���Դ������[J]. �й���Դ�ۺ�����, 2005, 23(12): 7-10.
[14] ף����, ��־��. �ܼ���ȡ�����յ�������е��м۽���[J]. ��ˮ��ˮ, 1995(12): 16-18.
[16] ������, ����. ��״ҺĤ������������ˮ��ԭ�����о���״[J]. �����Ϳ��, 2003, 22(1): 27-29.
[18] ��Ӣ��. ��ⷨ����������ˮ�������Ļ���[J]. ���л����������̬, 2009, 22(3):13-16.
[20] ¬����, �� �, �� ��, ��÷��, ֣��. ����������������о�[J]. ���漼��, 2007, 36(5): 48-49.
[22] BARR N. Metal recovery apparatus: US 5529672[P]. 1996-06-25.
