
DOI��10.19476/j.ysxb.1004.0609.2017.06.014
���Ͻ�/��̼�ֵ㺸���淴Ӧ����������
��Ȼ��1, 2�������1�������1��ʯ����1, 2��SATONAKA S3
(1. ���ϿƼ���ѧ ���Ͽ�ѧ�빤��ѧԺ������ 471023;
2. ��ɫ�������Լ�������ʡЭͬ�������ģ����� 471023��
3. �ձ��ܱ���ѧ ��Ȼ��ѧ�о��ƣ��ܱ� 860-8555)
ժ Ҫ��
���õ���㺸�����Ͻ����̼�ֽ��к��ӣ������˽ӺϽ�������Ӧ����ò���ֲ�������֯����������������ڽӺϽ����Ϲ۲쵽��Ӧ�������ɣ�������λ�õı仯���仯�����淴Ӧ�����ɿ������Ͻ��ķ�Ӧ��ΪFeAl3�Ϳ����ֲ෴Ӧ��ΪFe2Al5���ɣ�FeAl3�����ɹ���������������ܽϵͣ���Fe2Al5��������Ҫ����ṹ����c�᷽����д���Alԭ�ӿ�λ����ɵĸ���������ɢ��
�ؼ��ʣ�
���±�ţ�1004-0609(2017)-06-1176-06���� ��ͼ����ţ�TG441.2���� ���ױ�־�룺A
�����Ͼ��Ļ�������Դ����Ҫ������������������������������������Ҫ;���������Ͻ�����ʲ���ȡ����ͳ�ĸ��������������������ṹ�������֡���+���������ṹ���Ҫ���ؼ���ʹ�ø���������ȷ���䰲ȫ�ԣ����า�Ǽ���������Ͻ���ʵ�ֳ������������������ˣ���/�����ֽ��������ӽ����ɱ��⡣Ϊ�ˣ����������ѧ�߶����Ͻ�������ֲ��ϼ�ı�ը��[1]������Ħ����[2]����ɢǥ��[3]��Ħ����[4]����ǥ��[5-8]�뼤�⺸[9-10]�Ƚ����������о��������о���������������/�ֽӺϽ���Ľ����仯������Ӱ���ͷ���ܵ���Ҫ���ء���ˣ�������/�����ֲ��ϽӺϽ���������֯���Լ����淴Ӧ�������������������Ż����գ�����Ϊ������ʽ�ͷ�ṩ����֧�š�
��ͬ��/�ֲ�����ϲ��ò�ͬ���ӷ������ӣ���ӺϽ������ɵķ�Ӧ�����ࡢ��ò����ֲ���������ͬ��Ȼ�����������Ͻ����̼�����ֲ��ϵ���㺸���淴Ӧ���������Ƶ��о����ʼ��������Դˣ��������߲��õ���㺸�����������Ͻ����̼�֣��ڶ����ͷ������֯�����Ļ����ϣ�̽�ֽ��淴Ӧ����������ơ�
1 ʵ��
�������Ϊ1.0 mm���A5052���Ͻ��SPCC��̼�֣��仯ѧ��ɼ���1�����ù̶�ʽ�����㺸�����к��ӡ�����ʱ��Ϊ�˷��ۺ�ƫ�ƣ������Ͻ���ϸ���һö����ΪSPCC��̼��(��1.0 mm)���Ȳ������յ�Ƭ�������Ȳ������յ�Ƭ����㺸����ϸ����������[11]������ǰ���������Ϻ������Ȳ������յ�Ƭ��������ˮ�Ҵ�ϴ�����ɡ����õ㺸�������£����ӵ���10 kA������ʱ��0.2 s���缫ѹ��1715 N�����õ缫�Ķ���ֱ��Ϊ6 mm��
���Ӻ�ֱ�ڽӺϽ����غ���ֱ�����к��ӽ�ͷ����ĥ��������档��ɨ���������(SEM)�ؽӺ���۲����������ò���ڽ�����ѡȡ����������е��ĥ�����Ӽ���(3 keV Ar+)�������������(TEM)�۲����������������֯��ṹ��
2 ��������
ͼ1��ʾΪ��ͷ�����ĺ����Ƭ�� ��ͼ1���Կ�������һ�������Ϊ���͵��ۺ����������Ͻ��ڣ����ڵ�̼����û�й۲쵽���ڵĺۼ�����˵����ͷ��Һ̬����̬��֮���γɵġ�����ɨ��������������Ͻ�/��̼�ֽӺϽ�������˹۲죬ͼ2��ʾΪ��������SEM�����У�ͼ2(a)��(b)��(c)��(d)��ʾ�ֱ�ȡ��ͼ2��A��B��C��D����
��1 ���ϵĻ�ѧ�ɷ�
Table 1 Chemical composition of materials (mass fraction, %)

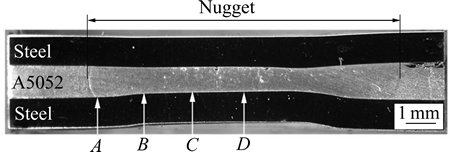
ͼ1 ��ͷ���������Ƭ
Fig. 1 Appearance of joint cross-section
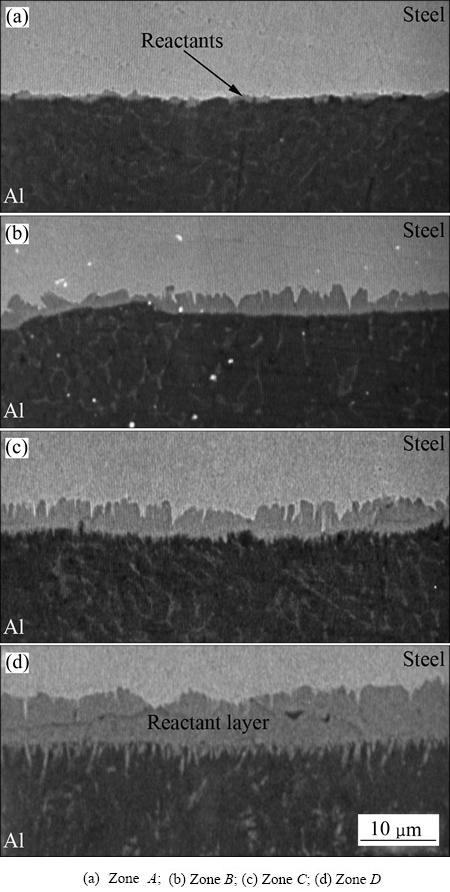
ͼ2 �ӺϽ�������ɨ��羵ͼ��
Fig. 2 SEM images of interface in Fig. 1
��ͼ2��ʾ�������Ͻ����̼�ֽӺϽ���۲쵽���з�Ӧ���γɡ����ɵķ�Ӧ���ں�����Ե��(��ͼ2(a))�ʷ�������״�ֲ��������������ľ���ļ��٣���Ӧ����ת��Ϊ������״�ֲ�(��ͼ2(b))��
�������ķ�Ӧ�㣬����������Ե���ķ�Ӧ��/���Ͻ������ò��Խ�Ϊƽֱ(��ͼ2(b))�������������ĵĸý��洦��ָ�����Ͻ�����(��ͼ2(c))�����������Ĵ�������ͻ�������ִ���ͬ��һ��ָ�����Ͻ��(��ͼ2(d))��
����ò�ϣ���Ӧ��͵�̼�ּ�Ľ��氼����ܴ���Ϊ�β�롣��̼��һ�෴Ӧ������״��ָ���̼�ֲ�(��ͼ2(b)��(c))�������������ľ���ļ��٣���Щ��״��Ӧ�����������������״��Ӧ����ļ�϶Ҳ��С���ں������Ĵ������ڵ���״��Ӧ���˴˽ӽ���������Ӧ����ͼ2(d)��ʾ��Ϊ��״�㡣
�۲�����ʾ����Ӧ����XҲ�ؽ��淢���仯��ͼ3��ʾΪ��Ӧ�����ڽ����ϵķֲ�����Ӧ���Ȳ����������£��ؽ���ÿ��100 ��m ȡһ��30 ��m��30 ��m ����Ұ����ÿһ��Ұ�ϲ���5��ȡ��ƽ��ֵ��Ϊ����Ұ�ķ�Ӧ���ȡ���Ӧ�����ں������Ĵ������ຸ�����ľ������Ӷ���С��ֱ����������Ե���ʷ������ֲ�����Ӧ�����ڽ�������ĺ���Ե���ķֲ�[12]����Ϊ�뺸�ӹ����е��¶ȳ��йء�
��Ӧ���������ԭ�ӵ���ɢ���ʺ���ɢ�̶��йء�����Arrehenius��ʽ��ԭ����ɢϵ����Ҫ���¶Ⱦ������¶�Խ�ߣ���ɢϵ��Խ������������ͣ��ʱ�������ԭ����ɢ�ij̶ȣ�ʱ����������ɢ����֡�����㺸ʱ������ĸ�ĵ��ȴ������ã���������Χ���¶ȵ��ں������������¶ȣ��Һ�������Χ����ͣ��ʱ��Ҳ����������ĸ��·�Ӧʱ��Ҫ��[13]���ⱻ��Ϊ�Ƿ�Ӧ�����ؽӺϽ���仯��ԭ�ӺϽ������γ���˷�Ӧ�������Ͻ�/��̼�ֽ�ͷ��������3.95 kN��
ͼ4(a)��ʾΪ���ں����Ե�IJ��������淴Ӧ���TEM��������ͼ4(a)��֪�����淴Ӧ������100~200 nmϸ�������ɡ�ͼ4(b)��ʾ�˸�����Ӧ�������ߵ�ͼ��ͨ��������֪��Щ��Ӧ��Ϊ�����仯����FeAl3��Ҳ����˵�������ں�����Ե���IJ�������Ӧ�����Ҫ��ϸ��FeAl3���ɡ�
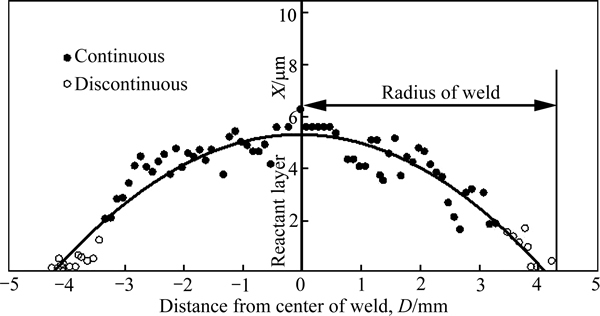
ͼ3 ��Ӧ���ȷֲ�
Fig. 3 Distribution chart of reactant layer thickness

ͼ4 �ӺϽ���������(�����Ե��)�ͷ�Ӧ������ߵ�
Fig. 4 Bright field image (peripheral region of weld) and electron diffraction pattern of reactant
ͼ5(a)��ʾΪ�������ĸ����Ľ�����TEM��������ͼ5(a)��֪�����淴Ӧ��������㹹�ɡ��������Ͻ�����ɴ�СԼΪ0.2 ��m��ϸС������ɵķ�Ӧ��㣬���Ƚϱ�����������̼�ֲ���������״�Ĵִ������ɵķ�Ӧ��㣬����Ҳ�Ϻ��淴Ӧ�����òҲ��ͼ2��ʾ�Ľ�����SEM����Ǻϡ�ͨ����ͼ5(b)��(c)��ʾΪ��Ӧ���������ߵ���н��������жϿ������Ͻ��ϸ�ķ�Ӧ��Ϊ�����仯����FeAl3��������̼�ֲ��Ϊ�ִ�ķ�Ӧ���ǽ����仯����Fe2Al5��
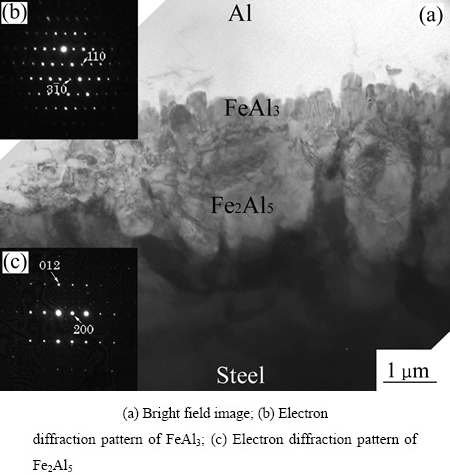
ͼ5 ����������(�������ĸ���)�ͷ�Ӧ������ߵ�
Fig. 5 Bright field image (near weld center) and electron diffraction pattern of reactant
����Fe-Al��Ԫ��ͼ[14]��֪��Fe-Al������仯�����ж��֡����ǣ����о����ڽ�����Ҫ����Fe2Al5��FeAl3����ƽ���ࡣ������Ϊ��Fe-Alϵ�������У�FeAl3��������������Ͷ�����������[7, 14-16]����Fe2Al5�����������ܱ�FeAl3�Ľϸߣ�ȴ���ɵ�Fe2Al5�����ϴ����Ҳ�Ϻ�����Ҫ�����ֽ����仯��������������ѧ����IJ�ͬ���¡���ͼ6��ʾ����Fe2Al5��[001]����(��c�᷽��)���ڴ���Al ԭ�ӿ�λ[17]������Ũ�Ȳ��ʹAl ԭ���ظ÷�����ɢ�ٶȽϴ��������ٶȽϴ�
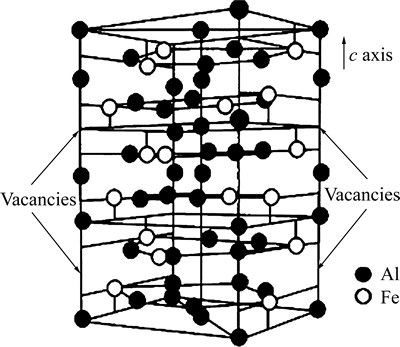
ͼ6 Fe2Al5�ṹʾ��ͼ
Fig. 6 Structure diagram of Fe2Al5
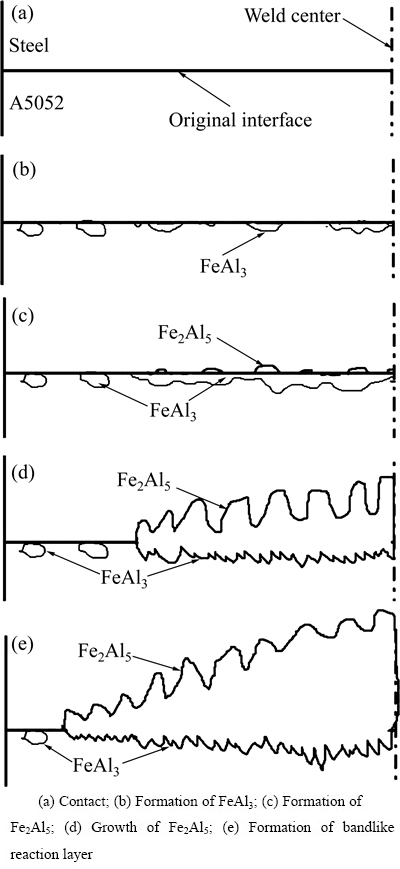
ͼ7 ���淴Ӧ������ʾ��ͼ
Fig. 7 Schematic explanation of reaction in A5052/SPCC interface
ͼ7��ʾΪ���Ͻ�/��̼�ֵ㺸��������仯������������ģ��ʾ��ͼ���ڵ㺸���ڽΣ����Ͻ���ֵĽӴ�ʵ��������������нӴ��ġ�����ͨ�纸��ʱ�����ȵ����Ǵ���Щ�������ģ�������ʹ��Щ��λ�¶����ߣ�Al��Feԭ�����ɢ������ʱ��϶̣�����ɢ����ԭ�Ӳ��ܼ�ʱ��Զ����ɢ���ڽ��渽�������ۼ����������ܽ�Ⱥ������˽����仯���
��Fe-Al��Ԫ��ͼ[14]��֪��Al��Fe�е��ܽ��Զ����Fe��Al�е��ܽ�ȡ���Al��Fe�е���ɢϵ��ΪDAl=6.79��10-13 m2/s��Fe��Al�е���ɢϵ��ΪDFe=3.57��10-17 m2/s��Al��Fe�е���ɢϵ�����Խ� ��[18]��Ҳ����˵��Al��Fe�е��ܽ�ȼȴ�����Զ����ɢ�Ŀ죬�����ڿ�������ĸֲ����Alԭ�Ӿۼ����෴���ڿ�����������Ͻ��������Feԭ�ӵľۼ��������ɽ����仯������ԣ���������仯�����ڿ����������Ͻ������(��ͼ7(b))������FeAl3�����������ܽϵͣ��������ɡ�
���ڵ㺸�ı�Ե��������ɢ���ٶȽϿ죬����ͣ��ʱ��϶̡��ո���������FeAl3�����¶Ⱦ�Ѹ���½�������ֻ���ɲ�������FeAl3��Ӧ�㣬��ͼ7(c)��ʾ��
�ڼ��ȡ���ѹ�������£���Ӵ�����ڼ��̵�ʱ���ڷ������Ա��Ρ�������ʧ�����Ͻ���ֵĽӴ����Ҳ��֮�������ȵ������£��µķ�Ӧ��������ɣ����еķ�Ӧ������г����ڽ������ɲ�״����ͼ7(c)��ʾ��
�ڿ�����������Ͻ�࣬FeAl3��Ӧ��������谭��Feԭ����Al�е���ɢ��ʹFeAl3��Ӧ����ֵĽ��洦����Feԭ�Ӿۼ����γɸ�Fe�������ȵ������£������ܽϸߵĸ�Fe�����仯����Fe2Al5�����ڽ��档��ǰ����������Fe2Al5��[001]������ڴ���Alԭ�ӿ�λ���ظ÷���������ٶȽϴ���������Fe2Al5�У�[001]������ӺϽ��洹ֱ�ľ����������ʽϿ죬��ͼ7(d)��ʾ�γ���״��֯��ԭ��Al��Fe��Fe2Al5�е���ɢ�ֱܷ�Ϊ107��171 kJ/mol[14]����Feԭ����ȣ�Al��Fe2Al5�и�����ɢ�����ԣ�Fe2Al5��ֲ�������
�ں������IJ�λ���¶Ƚϸߡ�����ͣ��ʱ��Ҳ�������ɵ�Fe2Al5��Ӧ��Ϻ���Ҳ������ԭ�Ӵ�ֱ�ڽӺϽ��淽�����ɢ�����·�Ӧ��Fe2Al5�ظ÷����������ٶȼ�����ͬʱ��Fe2Al5������ƽ���ڽӺϽ��淽��ĺ��������ڵ�Fe2Al5������ļ�϶��С��ֱ�����߽Ӵ��������γ���ͼ7(e)��ʾ�Ĵ�״��Ӧ��㡣
3 ����
1) �ڽӺϽ����Ϲ۲쵽��Ӧ������ɡ��ں�����Ե�����ɵIJ�����״��Ӧ��ΪFeAl3�����ڷǺ�����Ե������Ӧ��������㹹�ɣ��������Ͻ��ķ�Ӧ��ΪFeAl3�������ֲ෴Ӧ��ΪFe2Al5��
2) ��Ӧ���������ڽ����ϵ�λ�õı仯���仯�����ȳ����ĺ���Ե��״�ֲ���
3) FeAl3�����ɹ���������������ܽϵͣ���Fe2Al5��������Ҫ����ṹ����C�᷽����д���Alԭ�ӿ�λ����ɵĸ���������ɢ��
REFERENCES
[1] GUO Xun-zhong, WANG Hui, LIU Zhong-li, WANG Liu-an, MA Fu-ye, TAO Jie. Interface and performance of CLAM steel/aluminum clad tube prepared by explosive bonding method[J]. Int J Adv Manuf Technol, 2016, 82: 543-548.
[2] DEHGHANI M, AMADEH A, MOUSAVI S A A A. Investigations on the effects of friction stir welding parameters on intermetallic and defect formation in joining aluminum alloy to mild steel[J]. Materials and Design, 2013, 49: 433-441.
[3] ������, ˾�˳�, �� ��. ��/������/�ֵ���ɢǥ�������滯�����������Ϊ[J]. �й���ɫ����ѧ��, 2010, 20(6): 1209-1213.
WU Ming- fang, SI Nai- chao, CHEN Jian. Diffusion brazing of Al/Ag plating layer/steel and growth behavior of interface compound[J]. The Chinese Journal of Nonferrous Metals, 2010, 20(6): 1209-1214.
[4] TABAN E, GOULD J E, LIPPOLD J C. Dissimilar friction welding of 6061-T6 aluminum and AISI 1018 steel: Properties and microstructural characterization[J]. Materials and Design, 2010, 31: 2305-2311.
[5] �����, �� ��, ʯ �], �ƽ���, �� ��. ��/�����ֽ����绡��ǥ�����ӽ�ͷ�ĸ�ʴ����[J]. �й���ɫ����ѧ��, 2016, 26(4): 758-765.
GU Yu-fen, LI Jie, SHI Yu, HUANG Jian-kang, FAN Ding. Corrosion property of arc welding brazed joint between aluminum and steel[J]. The Chinese Journal of Nonferrous Metals, 2016, 26(4): 758-765.
[6] BASAK S, DAS H, PAL T K, SHOME M. Characterization of intermetallics in aluminum to zinc coated interstitial free steel joining by pulsed MIG brazing for automotive application[J]. Materials Characterization, 2016, 112: 229-237.
[7] ������, �� ��, �Ƽ̻�, �� ��, �� ��, ���˿�. ��/�����ֽ���˫�۳�TIG��ǥ����ͷ������֯����ѧ����[J]. �й���ɫ����ѧ��, 2011, 21(12): 3076-3081.
CHEN Shu- hai, MA Ke, HUANG Ji -hua, XIA Jun, ZHANG Hua, ZHAO Xing- Ke. Microstructure and mechanical property of joint by TIG welding brazing with dual weld pools for steel/aluminum dissimilar metals[J]. The Chinese Journal of Nonferrous Metals, 2011, 21(12): 3076-3081.
[8] �ν���, ������, ���, ���㳬. ���Ͻ�/�����ԤͿ���ټ�벻���ǥ����ͷ������[J]. �й���ɫ����ѧ��, 2009, 19(7): 1209-1215.
SONG Jian -ling, LIN San- bao, YANG Chun -li, MA Guang -chao. Characteristics of precoating TIG welding brazing joint of aluminum alloy to stainless steel[J]. The Chinese Journal of Nonferrous Metals, 2009, 19(7): 1209-1215.
[9] �ܵ���, ������, ��Ԫ��, ���ٻ�, ����ˮ. ���㸨�����⺸˫���/���Ͻ��ͷ����֯����ѧ����[J]. �й���ɫ����ѧ��, 2015, 25(9): 2381-2388.
ZHOU Dian-wu, LI Ning-ning, LIU Yuan-li, XU Shao-hua, LIU Jin-shui. Microstructure and mechanical properties of dual phase steel/aluminum alloy laser welding with adhesive layer addition[J]. The Chinese Journal of Nonferrous Metals, 2015, 25(9): 2381-2388.
[10] ������, �ܵ���, ����ˮ, ���ٻ�, ��С��, �� ��. ��/�����ֽ������ӷ�ĩ�ļ��⺸��[J]. �й���ɫ����ѧ��, 2013, 23(12): 3401-3409.
ZHANG Li-juan, ZHOU Dian-wu, LIU Jin-shui, XU Shao-hua, QIAO Xiao-jie, LI Sheng. Laser welding of steel/aluminum dissimilar metal with power addition[J]. The Chinese Journal of Nonferrous Metals, 2013, 23(12): 3401-3409.
[11] QIU Ran-feng, SATONAKA S, IWAMOTO C. Mechanical properties and microstructures of magnesium alloy AZ31B joint fabricated by resistance spot welding with cover plates[J]. Science and Technology of Welding and Joining, 2009, 14(8): 691-697.
[12] ʯ����, ��Ȼ��, ������, ������, �� ��, �ſ¿�, ������. ���Ͻ��벻����Ȳ�������㺸��ͷ�����о�[J]. �й���е����, 2013, 24(20): 2815-2819.
SHI Hong-xin, QIU Ran-feng, ZHANG Xiao-jiao, YIN Dan-qing, YU Hua, ZHANG Ke-ke, SATONAKA S. Study on performance of aluminum alloy/stainless steel joint welded by thermal compensation resistance spot welding[J]. China Mechanical Engineering, 2013, 24(20): 2815-2819.
[13] SHEN Jie, ZHANG Yan-song, WANG P C. Nugget shifting in resistance spot welding of multi-stackup sheets[J]. Quarterly Journal of the Japan Welding Society, 2011, 29(3): 133s-137s.
[14] SHAHVERDI H R, GHOMASHCHI M R, SHABESTARI S, HEJAZI J. Microstructural analysis of interfacial reaction between molten aluminum and solid iron[J]. Journal of Materials Processing Technology, 2002, 124: 345-352.
[15] �����. �ֲĵ��Ƚ�����[M]. ����: ұ��ҵ������, 1995: 10-12.
LIU Bang-jin. The hotdip aluminizing of steel[M]. Beijing: Metallurgical Industry Press, 1995: 10-12.
[16] �� ԭ, Ҧ ö, ������. Q235 ���Ƚ������ڶƲ���֯�ṹ�ı仯[J]. �����ȴ���ѧ��, 1998, 12(2): 34-38.
XIA Yuan, YAO Mei, LI Tie-fan. Initial structure of hot dip aluminizing (HDA) on Q235 steel and its variation behavior[J]. Transaction of Metal Heat Treatment, 1998, 12(2): 34-38.
[17] WANG Nan, YAMAGUCHI T, NISHIO K. Interfacial microstructure and strength of aluminum alloys/steel spot welded joints[J]. The Japan Institute of Metals and Materials, 2013, 77(7): 259-267.
[18] The Japan Institute of Metals and Materials. Metals data book[M]. Tokyo: Maruzen Co. Ltd., 1984.
Growth mechanism of reactants at spot welding interface between aluminum alloy and low carbon steel
QIU Ran-feng1, 2, LI Jiu-yong1, HE Yu-gang1, SHI Hong-xin1, 2, SATONAKA S3
(1. School of Materials Science and Engineering, Henan University of Science and Technology, Luoyang 471023, China;
2. Collaborative Innovation Center of Nonferrous Metals, Luoyang 471023, China;
3. Graduate School of Science and Technology, Kumamoto University, Kumamoto 860-8555, Japan)
Abstract: Aluminum alloy and low carbon steel sheets were welded by resistance spot welding. The interfacial characterization was observed and analyzed. The results show that a reactant layer forms at the welding interface; its thickness varies with the position at the welding interface. A reactant layer consisting of Fe2Al5 adjacent to steel and FeAl3 adjacent to aluminum alloy forms in the welding interface. Low free energy of FeAl3 is considered to be the reason for its formation at the welding interface, whereas anisotropic diffusion, which resulted from large number of aluminum vacancies along the c-axis of the orthorhombic structure of Fe2Al5, is a reason for the growth of Fe2Al5.
Key words: aluminum alloy; steel; reactants; spot welding
Foundation item: Project(U1204520) supported by the National Natural Science Foundation of China; Project (16HASTIT050) supported by Science & Technology Innovation Talents in Universities of Henan Province, China; Project(162102410023) supported by International Technology Cooperation plan of Henan Province, China; Project(2013GGJS-064) supported by Youth Backbone Teacher Plan of Colleges and Universities in Henan Province, China
Received date: 2016-05-03; Accepted date: 2016-10-12
Corresponding author: QIU Ran-feng; Tel: +86-379-64231269; E-mail: qiurf1221@163.com
(�༭ ������)
������Ŀ��������Ȼ��ѧ����������Ŀ(U1204520)������ʡ��У�����˲�֧�ּƻ�������Ŀ(16HASTIT050)������ʡ���ʿƼ������ƻ�������Ŀ(162102410023)������ʡ�ߵ�ѧУ����Ǹɽ�ʦ�����ƻ���Ŀ(2013GGJS-064)
�ո����ڣ�2016-05-03�������ڣ�2016-10-12
ͨ�����ߣ���Ȼ�棬�����ڣ��绰��0379-64231269��E-mail: qiurf1221@163.com
ժ Ҫ�����õ���㺸�����Ͻ����̼�ֽ��к��ӣ������˽ӺϽ�������Ӧ����ò���ֲ�������֯����������������ڽӺϽ����Ϲ۲쵽��Ӧ�������ɣ�������λ�õı仯���仯�����淴Ӧ�����ɿ������Ͻ��ķ�Ӧ��ΪFeAl3�Ϳ����ֲ෴Ӧ��ΪFe2Al5���ɣ�FeAl3�����ɹ���������������ܽϵͣ���Fe2Al5��������Ҫ����ṹ����c�᷽����д���Alԭ�ӿ�λ����ɵĸ���������ɢ��
