
���±�ţ�1004-0609(2010)04-0688-07
AZ31B����þ�Ͻ��ĵ�Ԥ������������
��־���������������⣬�� 骣�Ҧ���䣬������
(������ͨ��ѧ ��е����ӿ��ƹ���ѧԺ������100044)
ժ Ҫ��
���AZ31B����þ�Ͻ��������������ܲ�����⣬���Ԥ������������ա���AZ31B����þ�Ͻ�����20~220 �����Ԥ������������ʵ���о������������Ԥ����ʹ����þ�Ͻ��ĵ������������Ը��ƣ�ʹAZ31B����þ�Ͻ��ľ�������������ܵij�ͷ�¶ȷ�Χ(20~95 ��)����ģ�¶�ѡ����160~220 �淶Χ�ڣ�����þ�Ͻ��ľ������õ��������ܣ���������ȿɴﵽ2.26��������������¶ȵ����ߣ������ж�̬�ٽᾧ�������������ӣ�220 ���������ʱ�������ٽᾧ�����ֲ����ھ��ȡ�
�ؼ��ʣ�
AZ31B�Ͻ���þ�Ͻ�����˫��������Ԥ���������������������������
��ͼ����ţ�TG 146���� ���ױ�־�룺A
Deep drawing of twin-roll cast AZ31B Mg alloy sheets at
warm temperatures by pre-forming
LIU Zhi-min, XING Shu-ming, BAO Pei-wei, LI Nan, YAO Shu-qing, ZHANG Mi-lan
(School of Mechanical, Electronic and Control Engineering, Beijing Jiaotong University, Beijing 100044, China)
Abstract: In order to solve the problem of the poor warm deep drawability of the twin-roll cast AZ31B Mg alloy sheet, a warm deep drawing process by pre-forming was proposed. The warm deep drawing experiments of twin-roll cast AZ31B Mg alloy sheets were examined by pre-forming at temperature of 20-220 ��. The results indicate that the deep drawing performance is significantly improved by pre-forming. The punch temperature range of 20-95 �� is recommended to obtain the best drawability for the twin-roll cast AZ31B Mg alloy sheet. The twin-roll cast AZ31B Mg alloy sheets have good deep drawing formability at die temperature of 160-220 �� with the limit drawing ratio up to 2.26. The dynamic recrystallization (DRX) grains of the workpieces increase gradually with increasing temperature. And the DRX grains of the materials distribute evenly, when the workpieces are obtained at temperature of 220 ��.
Key words: AZ31B alloy; Mg alloy sheet; twin-roll casting; pre-forming; warm deep drawing; limit drawing ratio
þ�Ͻ���Ŀǰ����Ľṹ�������ϣ������б�ǿ�Ⱥͱȸնȸߡ���������Ժá��������Ч���õ��ŵ㣬�ں��ա����졢�����͵���������кܸߵ�Ӧ��ǰ��[1-3]��������þ�Ͻ���ṹ��������������ṹ������ϵ�٣��������Բ��ͳ���ư�Ĺ������ѣ��ɲ��ʵͣ��ɱ��ߣ���Լ��Ӧ��[4-5]�����������ǽ����ϵ�������������ƽ����һ����Һ̬����Ϊԭ�ϣ�ֱ���ڶ�ʱ���������������̺��������������̶̡��ɱ��ͺ���֯ϸ�����ŵ㣬�Ѿ��ܵ�������ѧ�ߵĹ㷺��ע[6-7]��������ȴ�ٶȿ죬þ�Ͻ���������ھ����õ�ϸ����ͬʱ�����ɸ���������֯�����ٺ��ƫ���������������ĵ���ѧ����[8-9]��������������þ�Ͻ���������������ߣ�������ĵ�����Խ��Խ�ߣ�ʹ�ý�һ����������þ�Ͻ�����ӹ���Ʒ��Ϊ���ܡ�
þ�Ͻ�������Բ���������Գ��Σ����������¶�������225~400 ��ʱ��þ�Ͻ�����Ա�������������ߣ�����������������Ľ������������¶ȵ���߸�ģ���ȡ�����������ѣ��ر��Ǹ����³������¾����쳣����Ӱ���Ʒ����[10-11]����ˣ��о�225 �����µ�þ�Ͻ����ȳ��ι�����δ��þ�Ͻ��ij��εķ�չ������������������ѧ�߶���þ�Ͻ��ĵ����ȳ�ѹ���ν��д������о�����ȡ������ɹ������ڳ��ι����У���Ҫ��ͨ�������Ľ������ƺ��ȴ�������ṹ���и��ƣ����߲��ü��ͳ�������������������[2, 10-13]����ˣ��������̳����ܺĴ�����Ч�ʵͣ���������δ�����ϳ��η�չ�Ķ����̡��ͳɱ���Ҫ��������Ԥ�����������Ϊһ�����ֳ��μ����������ͺ��չ�ҵ���Ӧ�á��乤��ԭ�����ȸ�����Ԥչ���Σ�ʹ֮����������������쳤����Ӧ����ִ��ݸ����ϸ����ֺ�����ѹ�����������ճ��Ρ�Ԥ�Ȳ���������������쳤���Դ����ܶ�ô�[14-16]�����磺1) �������ɽ���1/2~2/3��2) ʹ�������ϸ����־��������Ա���״̬�����Գ��κ�ص�С������Ӧ��С��3) �յ�þ�Ͻ�����̬�ٽᾧ�κˣ�ϸ��������ʹ���Ϻͳ�Ʒ����ѧ������ߣ�4) ���Ըı�����ڳ�ͷ�Ӵ����ֵ�Ӧ��״̬����С������ڵĿ��Ѻ�������ܣ������������ܣ�5) ����װ�����Լ��ɴ˿ɼ�������þ�Ͻ������������ͬ��������������̬�ٽᾧ���ص㣬��Ԥ���γ��μ����������ȴ����л��ظ��������������ٽᾧ����ѧԭ�����������ղ��������Ż����������þ�Ͻ��������������µij������ܣ������Խ����ܺġ��������Ч�ʺ��Ʋ�Ʒ���ܡ���ˣ�Ԥ���γ��μ�������Ϊþ�Ͻ���ϳ��ε�һ���µķ�չ�����������Ԥ���γ��μ����ܹ�������þ�Ͻ��ĵ���ӹ��еõ�Ӧ�ã������ƹ�����þ�Ͻ����ڸ�������Ӧ�ã��ٽ�þ��ҵ��չ������Ҫ�����塣
Ȼ����Ŀǰ��û�й�������Ԥ���μ���������þ�Ͻ��Ľ��г�ѹ���εı�����Ϊ�ˣ�����������ԲͲ�μ�Ϊ�����״β���Ԥ���μ�����þ�Ͻ�������ĵ�����������ι��ս����о���ȷ���ʺ�AZ31Bþ�Ͻ�����������ȳ��ε��¶ȷ�Χ������Ԥ���Ρ���ͷ�¶ȺͰ�ģ�¶ȶ�ԲͲ�μ�����������Ӱ�죬����������þ�Ͻ�ԲͲ�μ�������֯�ݱ䣬̽������þ�Ͻ�̬�ٽᾧ�κ˻��ƣ�Ϊþ�Ͻ����������ӹ�̽��һ�����е�Ӧ��·�ߡ�
1 ʵ��
����ʵ��ѡ����������þ�Ͻ�AZ3lB�İ���, AZ31B��������˫����������������AZ31Bþ�Ͻ�ĺϽ�ɷ����1���С���������ʵ����Ʒ����������ֱ�ӻ�е�и�õ�����ƷΪ��3.3 mm��ֱ��96 mm��ԲƬ��
��1 ʵ����þ�Ͻ�Ļ�ѧ�ɷ�
Table 1 Chemical composition of experimental Mg alloy (mass fraction, %)

����þ�Ͻ��������������ʵ����THP200Һ�ͻ��Ͻ��У�Һ�ͻ�Ϊ200 t�����ø���ѹ��װ�ö�ѹ�������е�����þ�Ͻ���ϼ��ȷ�ʽΪ�ڲ����ȣ��������Ϸ��밼ģ����ģ���ȵ��趨�ij����¶ȡ���ģ���л��ε��Ȼ�������ģ���ȣ����Ȼ����ÿ����ǿ��£��������ȵ�ż��Ӵ���������ͷ������ģ���ȷ�ʽ��ģ�߽ṹ�������ϵͳ������ͼ1��ʾ���������ֳߴ����£���ͷֱ��42.5 mm����ͷԲ�ǰ뾶9 mm����ģ���Ŀ�52.4 mm����ģ���Ŀ���Բ�ǰ뾶9.5 mm��Ԥ������������Ĺ���ԭ��ͼ��ͼ2��ʾ��Ԥ����ʱ����ͷ������һ�����г̣���������һ���ı���������ͷͣ��һ��ʱ���Ӧ�����������ϸ����ֺ������У��������ڰ�ģ�н��������ȴ������˻��¶�230 �棬����ʱ��40 min���ȴ�����ɺ��ټ�����������������Ρ�
Ԥ��������������������Ϊ����ģ�¶�20~220
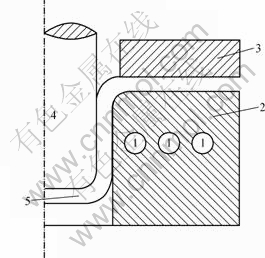
ͼ1 ģ�߽ṹʾ��ͼ
Fig.1 Schematic diagram of warm deep drawing: 1��Electric heating elements; 2��Die; 3��Blank holder; 4��Punch; 5��Blank
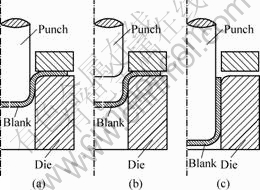
ͼ2 Ԥ���������ʾ��ͼ
Fig.2 Schematic diagram of pre-forming deep drawing (punch 20-110 ��, die 20-220 ��): (a)��Punch moval to one location; (b)��Annealing online; (c)��Deep drawing
�棬��ͷ�ٶ�45 min��Ԥ������16%����ͷ�����¶��趨��20~110 �档������ʯī�����ͻ��Һ��
2 ��������
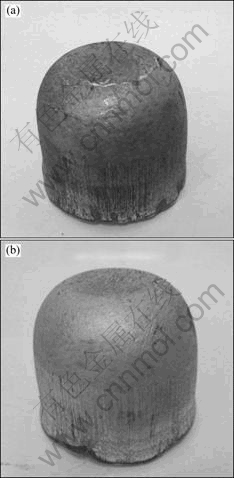
Ԥ���ο��Ը���þ�Ͻ��������֯���Ӷ���߰��ϵ���ѧ���ܡ�ͼ3��ʾΪԤ����ǰ������ϵ�����֯����ͼ3�ɼ���Ԥ����ǰ������ı���Ϊ�ִ������IJ�ΪϸС���ᾧ(��ͼ3(a))��������Ԥ���κ�������λ���ܶȸߵľ����롰����㡱���������ֶ�̬�ٽᾧ��Ȼ��ͨ�������ȴ����ȼ���ٽᾧ�����������ɣ������˻��¶ȵͣ�������������С������ʱ����ʣ��ٽᾧ�γɵľ���ϸС�������࣬����֯���ھ���(��ͼ3(b))��ͼ4��ʾΪԤ���δ�����δ��Ԥ���δ����İ�����220 ������õ��Ĺ�����Ƭ����ͼ4��֪��Ԥ���δ���ʹ�ð��ϵij������ܴ����ߣ��ܵõ����������Ϊ2.26������ԲͲ������δ��Ԥ���δ����Ĺ������õ�������ԲͲ�����伫������Ƚ�Ϊ1.55��ͼ5��ʾΪ��220 ������ʱ����ͷ���������ͷ�г�(40 mm)�Ĺ�ϵ����ͼ5��֪��δ��Ԥ���δ����İ����ڳ�ͷ���е�13 mmʱ���㷢�����Զ��ѣ�������Ѹ�������ҽ��ﵽ23 kN������Ԥ���δ���������ʱ������������ɴ�43 kN�������ܹ�˳�����С�
Ԥ�����������þ�Ͻ��������ܵ�ԭ�����ڣ����ȣ�Ԥ���θı�����ڳ�ͷ�Ӵ����ֵ�Ӧ��״̬����С������ڳ�ͷ���ϵij��������Ч�����������ڿ��Ѻ����������⣬����Ҫ���ǣ�����þ�Ͻ���˵��һ����Ԥ������ʹ�����ڲ���λ���ܶȴ�������ӣ���������Ļ����ܣ�Ϊ�������ٽᾧ�˻���ʱ�ٽᾧ�����κ��볤���ṩ��Ҫ�������������⣬þ�Ͻ��{10![]() 2}��10
2}��10![]() 1?�������Ͼ�����������Ͼ�ϵ�����ٽ����Ӧ��CRSS ԶС��ѹ�������ͨ�c+a?���ƣ���ˣ�ͨ��һ����Ԥ�������Ϳ��Լ���{10
1?�������Ͼ�����������Ͼ�ϵ�����ٽ����Ӧ��CRSS ԶС��ѹ�������ͨ�c+a?���ƣ���ˣ�ͨ��һ����Ԥ�������Ϳ��Լ���{10![]() 2}��10
2}��10![]() 1?�����Ͼ���ͬʱ������{10
1?�����Ͼ���ͬʱ������{10![]() 2}��10
2}��10![]() 1?�����Ͼ�ʹ����ת��86.3?���Ͼ��ڵ����л����ڱ��κ����ƽ����������ھ����ȡ��һ���������ƺ�������ʹ���ƺ�����������У��Ӷ���ýϴ�ı���[17]���������Գ�Ϊ��̬�ٽᾧ���κ˵㣬����̬�ٽᾧ���¶ȷ�Χ[18-19]���ں������ٽᾧ�ȴ��������У�ֻҪ�¶ȿ��ƺ������������¶ȹ��߶������ľ����쳣����Ϳ���ʹ���ξ�����ϸС�Ķ�̬�ٽᾧ�������ȼ�������ϳ�һ��ʱ��������ں�Ҳ���о����γɲ����������ٽᾧ���˵��κ������࣬��������ٽᾧ���̵�ʱ��ϳ�������γɵ���֯ϸС���Ҿ���[1, 20]����ˣ�ͨ��Ԥ���ο��Զ����ٽᾧ������֯�ijߴ��С�ͷֲ����п��ơ����ڰ��ϵ�Σ�ս��棬���ͷԲ�ǺͰ�ģԲ�Ǵ�����Ԥ�����ȴ����ò��־�����Ԥ����Ӧ���յ����ȼ���Ĺ�ͬ�����£����ȷ�����̬�ٽᾧ��ϸ�����������Ҳ����������ಿ�ַ�չ���Ӷ�ʹ��������ر���Σ�ս��洦����֯�õ����ƣ�Ӧ�����е����ɳڣ������Ϳ����������þ�Ͻ��ĵ���ѧ���ܣ��õ��Ƚϸߵļ�������ȡ�
1?�����Ͼ�ʹ����ת��86.3?���Ͼ��ڵ����л����ڱ��κ����ƽ����������ھ����ȡ��һ���������ƺ�������ʹ���ƺ�����������У��Ӷ���ýϴ�ı���[17]���������Գ�Ϊ��̬�ٽᾧ���κ˵㣬����̬�ٽᾧ���¶ȷ�Χ[18-19]���ں������ٽᾧ�ȴ��������У�ֻҪ�¶ȿ��ƺ������������¶ȹ��߶������ľ����쳣����Ϳ���ʹ���ξ�����ϸС�Ķ�̬�ٽᾧ�������ȼ�������ϳ�һ��ʱ��������ں�Ҳ���о����γɲ����������ٽᾧ���˵��κ������࣬��������ٽᾧ���̵�ʱ��ϳ�������γɵ���֯ϸС���Ҿ���[1, 20]����ˣ�ͨ��Ԥ���ο��Զ����ٽᾧ������֯�ijߴ��С�ͷֲ����п��ơ����ڰ��ϵ�Σ�ս��棬���ͷԲ�ǺͰ�ģԲ�Ǵ�����Ԥ�����ȴ����ò��־�����Ԥ����Ӧ���յ����ȼ���Ĺ�ͬ�����£����ȷ�����̬�ٽᾧ��ϸ�����������Ҳ����������ಿ�ַ�չ���Ӷ�ʹ��������ر���Σ�ս��洦����֯�õ����ƣ�Ӧ�����е����ɳڣ������Ϳ����������þ�Ͻ��ĵ���ѧ���ܣ��õ��Ƚϸߵļ�������ȡ�
ͼ3 Ԥ����ǰ������ϵĽ�����֯
Fig.3 Metallographs of blank before (a) and after (b) pre- forming

ͼ4 Ԥ���ζ�����þ�Ͻ�������ȵ�Ӱ��
Fig.4 Influence of pre-forming on LDR of TRC Mg alloys: (a) Without pre-forming; (b) With pre-forming

ͼ5 ��ͷ���������г̵Ĺ�ϵ
Fig.5 Relationship between punch force and punch stroke (within 40 mm)
�ڽ�����������ʱ�����ڳ�ͷ�¶�������¶Ȳ�ͬ�������ڳ�ͷ�Ӵ��������ͻԵ�������γ�һ�����²��ʹ����������У�ԲͲ���ĵײ������¶�ʼ�յ��ڰ���ͻԵ�������������¶Ȳ�±��������Ը��ڴ�������������������С�Ȼ�����ڽ��а��ϵ���������ʱ�������ͷ�¶ȹ��ͣ�����ͷ��ϸ��¶ȵİ��ϣ��ر�������е����������ȴ���ϵ����þ�Ͻ��Ӵ�ʱ�����ײ�����������ʹ�ó�ͷԲ�Ǵ����ϵ����Լ��������ʹ�����ڳ�ͷԲ�Ǵ��������ѣ�������������ڼ��������Զ��ѣ���������ͷ�������ϸ��¶������ӽ������¶�ʱ�������ڳ�ͷԲ�ǽӴ����������Ա������Լ�Ħ�����ȣ�ʹ�ð�������������ǿ�Ƚ��ͣ�����������ʱ��Σ�ս���ĵ�ЧӦ������������������ֱ���������ϵĿ���ǿ�ȣ��������ʧ�ȶ���[12-13]����ˣ�ȷ�����ʵij�ͷ�¶ȷ�Χ����þ�Ͻ�����������Ƿdz���Ҫ�ġ�
ͼ6��ʾΪ��220 ��Ԥ������������ʱ����ͷ�¶�(��P)��20~95 ���Լ�����95 ��ʱ�õ������������ͼ6(a)��֪�������ڳ�ͷԲ�Ǵ��������������������ڳ�ͷ�¶Ƚϸ�,��������ʱ�������ͷ�Ӵ����ֵ�����Ӧ����Ե���ֵ�����Ӧ���ӽ���������������������������IJ������ӣ���ͷԲ�Ǵ������ĵ�ЧӦ�����������ϵ�����Ӧ�����������Σ�������������һ������ͷԲ�Ǵ���ЧӦ����������ǿ�ȣ����յ���ʧ�ȿ��ѡ�����ͷ�¶���20~95 ��仯ʱ, ��ͷԲ�Ǵ�û�г��ִ������ƣ��õ����������Ϊ2.26��ԲͲ������������������������(��ͼ6(b))������ʵ����������20~95 ����ʹ������Ԥ������������ʱ��ø�������ȵĺ�����ͷ�¶ȡ�
�����¶ȵ����ߣ�þ�Ͻ�ķǻ�����ϵ��������Ա�������������ǿ�������������Ը��ƣ����磬���¶���175 ������ʱ��ԭ���ܶȽ����ڻ���ĸ��ӻ�����{1011}��{1012}��Ҳ��ʼ�������ƣ�����������ߣ����¶���225 ������ʱ����12������ϵ�����Բμӱ���[1]�����Ժܺá��������¶����ߣ���ʵ���а��ϼ��ȣ��ȷ�������������[10-11]�����ԣ�����þ�Ͻ����ȳ��μ�����Ŀǰؽ�����еĹ������о�����������þ�Ͻ����ư�ģ���120~170 ��֮���������Ա��������ͺܺã�������170 �����ҵı��������Ѿ��ܸߣ�Ͳ�μ��ļ�������ȿɴ�1.8����[10]��
ͼ6 ��ͷ�¶ȶ�������ε�Ӱ��
Fig.6 Effect of punch temperature on deep drawing (forming temperature 220 ��): (a) ��p��95 ��; (b) 20 ��ܦ�p��95 ��
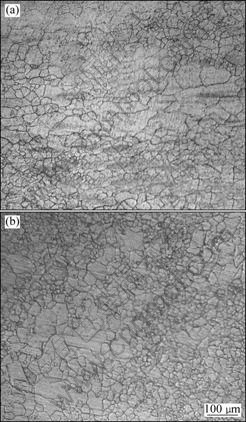
������þ�Ͻ�����20~170 ���Ԥ����������������о������������¶ȶ��ϵļ���������кܴ��Ӱ�졣�õ��ĸ��¶��µļ����������ͼ7��ʾ����ͼ7��֪������þ�Ͻ��ļ��������(Limit drawing ration��LDR)���ű����¶ȵ����߶����������µ�����þ�Ͻ�LDR��Ϊ1.44����80~130 �����ʱ����������ȱ仯��С��Ϊ1.50~1.58�����¶������150 ��ʱ����������ȼ�����1.89�����¶�������160 ��ʱ���Ѿ��ܹ��õ����������Ϊ2.26������ԲͲ����
����þ�Ͻ���ڲ�ͬ�����¶��µõ�����������֯��ͼ8��ʾ����ͼ8�ɿ��������ڳ����¶Ƚϵ�ʱ(170 ��)(��ͼ8(a))���Ͻ�����������쳤���������ֳ����Σ��н϶���Ͼ��������Ķ�̬�ٽᾧ�����ھ���͡�����㡱�����֣���195 �����ʱ����
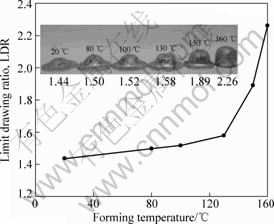
ͼ7 ����AZ31Bþ�Ͻ��ڲ�ͬ�¶��µ�LDR
Fig.7 LDR of TRC AZ31B Mg alloy at various temperatures
������Χ������Խ��Խ���ϸС���ᾧ�����εĴ�����ϸС�Ķ�̬�ٽᾧС������Χ�����ֳ�����������״��֯�������������ϵ�����֯Ϊ���εĴ����붯̬�ٽᾧС����������������ٽᾧ������ȡ��ԭʼ����(��ͼ8(b))����220 �����ʱ���ٽᾧ�������г�������֯���ھ��ȣ��Զ�̬�ٽᾧ����Ϊ���������������δ�������(��ͼ8(c))��
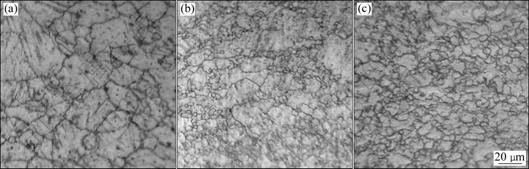
ͼ8 �ڲ�ͬ�����¶�ʱ���ϵĹ�ѧ����֯
Fig.8 Optical micrograph of blank formed at various temperatures: (a) 170 ��; (b) 195 ��; (c) 220 ��
�ڲ�ͬ�����¶��£�þ�Ͻ�̬�ٽᾧ�������ֳ���̬�Ķ����ԣ����ֶ�������þ�Ͻ�̬�ٽᾧ���ƾ���������̬�ٽᾧ������þ�Ͻ����Ա��λ���֮���к����еĹ�ϵ[1, 21]���ڵ���(��200 ��)����ʱ�����滬�ƺ�������þ�Ͻ���Ҫ�ı��λ��ơ���λ�����滬�����Ͼ��總���������������Ի��䣬���Ի����������Ӧ����ʹ����ֲ������ܵ���Ӧ�����������·ǻ��滬�Ƶ��ٽ����Ӧ����λ�������ŵ��´�ǶȾ�����γɣ���Щ��ǶȾ������ɴ���λ�����ƶ��ɵ�λ��ǽ���������̬�ٽᾧ������λ���ܶȸߵĴ�ǶȾ��紦�γɾ��ˡ�������(200~250 ��)����ʱ��Friendel-escaing�����µĽ����ƿ��������Ա��κͶ�̬�ٽᾧ�κˡ���λ���ڷǻ����ϵĽ�����һ����ԭʼ����Ӧ�����еĵط���������λ���Ľ�����ʹ��λ������ת���λ��λ�����ɻ��滬�����ǻ��棬��λ���طǻ��淢�����ơ�λ���Ľ����ƺ����ƿ���ʹλ���������ԭʼ�����߽��γ�һС�ǶȾ���������ͨ�����������µ�λ��ת���ɴ�ǶȾ��磬�Ӷ��γ��µľ�����þ�Ͻ�����ֶ�̬�ٽᾧ�κ˻��Ƽ�Ϊ������̬�ٽᾧ[21]����ˣ���220 �����ʱ����̬�ٽᾧ�κ˻���Ϊ������̬�ٽᾧ(��ͼ8(c))�����ٽᾧ������ò�ϳʵ���״���Ҽ�ΪϸС������Ϊ�����Σ�Ϊ���͵�������̬�ٽᾧ����������
3 ����
1)����þ�Ͻ����ܹ���20~220 ��������ֱ�ӽ�������������Σ�Ԥ���μ��������Ը�������þ�Ͻ���ϵ�����֯����߰��ϵļ�������ȡ��ڳ�ͷ�ٶ�45 mm/min��Ԥ������16%����ģ�¶�220 ���������ܵõ�LDRΪ2.26��������ԲͲ�μ�����δ��Ԥ���δ����İ������õ�������ԲͲ�μ����伫������Ƚ�Ϊ1.55��
2) 20~95 ����ʹ����þ�Ͻ������Ԥ������������ʱ��ø�������ȵĺ�����ͷ�¶ȣ����������߱仯������δԤ���δ����İ����ڳ�ͷ���е�13 mmʱ���㷢�����Զ��ѣ���Ԥ���μ�������ʹ�����ܹ�˳�����У�����������þ�Ͻ���ϵ�LDR��Ϊ1.44�������¶ȵ����ߣ������������Ը��ƣ��¶�Ϊ150 ��ʱ��LDR�����1.89������160 ������ʱ�Ѿ����Ի��LDR=2.26������ԲͲ����
3) þ�Ͻ�̬�ٽᾧ��������������ų����¶ȵ����߶���ߣ��ٽᾧ�����ߴ�Ҳ���ų����¶����߶��������ٽᾧ�����ֲ����ھ��ȡ�þ�Ͻ����Ա��λ��ƾ�����̬�ٽᾧ��������̬�ϵIJ�ͬ����220 �����ʱ��Friendel-Escaing�����µĽ����ƿ��������Ա��κͶ�̬�ٽᾧ�κˣ���̬�ٽᾧ�κ˻���Ϊ������̬�ٽᾧ���õ����ٽᾧ������������ߣ������ߴ�ϸС������֯���ȡ�
REFERENCES
[1] ������. þ��þ�Ͻ�[M]. ��ɳ: ���ϴ�ѧ������, 2005: 1-10.
LI Wen-xian. Magnesium and magnesium alloys[M]. Changsha: Central South University Press, 2005: 1-10.
[2] ��Ⱥ��, ��ӱ��, ������, �����, ��С��. þ�Ͻ������ȳ�������[J]. �Ϻ���ͨ��ѧѧ��, 2006, 40(6): 887-880.
CHANG Qun-feng, PENG Ying-hong, LIU Shou-rong, LI Da-yong, ZENG Xiao-qin. Forming performance of magnesium sheet metal at elevated temperatures[J]. Journal of Shanghai Jiao Tong University, 2006, 40(6): 877-880.
[3] �� ��, ������, ���ճ�. þ�Ͻ����Ա��λ�[J]. �й���ɫ����ѧ��, 2005, l5(7): 1081-1086.
YU Kun, LI Wen-xian, WANG Ri-chu. Plastic deformation mechanism of magnesium alloys[J]. The Chinese Journal of Nonferrous Metals, 2005, 15(7): 1081-1086.
[4] �� ��, ������, ���ճ�, ������. ����þ�Ͻ��о�����չ��Ӧ��[J]. �й���ɫ����ѧ��, 2003, 13(2): 277-287.
YU Kun, LI Wen-xian, WANG Ri-chu, MA Zheng-qing. Research, development and application of wrought magnesium alloy[J]. The Chinese Journal of Nonferrous Metals, 2003, 13(2): 277-287.
[5] SLOOFF F A, ZHOU J, DUSZCZYK J, KATGERMAN L. Constitutive analysis of wrought magnesium alloy Mg-Al4- Zn1[J]. Scripta Materialia, 2007, 57(8): 759-762.
[6] ¦����, ������, �� ��, �� ��, ������, �� ǰ. AZ31Bþ�Ͻ��������֯������ر��λ���[J]. �й���ɫ����ѧ��, 2008, 18(9): 1584-1589.
LOU Hua-fen, WANG Ming-pu, TANG Ning, LI Zhou, GUO Ming-xing, LEI Qian. Microstructures of twin-roll cast AZ31B Mg alloy and its deformation mechanism[J]. The Chinese Journal of Nonferrous Metals. 2008, 18(9): 1584-1589.
[7] PARK S S, OH Y S, KANG D H, KIM N J. Microstructural evolution in twin-roll strip cast Mg-Zn-Mn-Al alloy[C]// Proceedings of the 12th International Conference on Rapidly Quenched & Metastable Materials. Cheongju: Mater Sci Eng A, 2007, 449/451: 352-355.
[8] PARK S S, BAE G T, KANG D H, JUNG I H, SHIN K S, KIM N J. Microstructure and tensile properties of twin-roll cast Mg-Zn-Mn-Al alloys[J]. Scripta Materialia, 2007, 57(9): 793-796.
[9] SONG S X, HORTON J A, KIM N J, NIEH T G. Deformation behavior of a twin-roll-cast Mg-6Zn-0.5Mn-0.3Cu-0.02Zr alloy at intermediate temperatures[J]. Scripta Materialia, 2007, 56(5): 393-395.
[10] ZHANG S H, ZHANG K, XU Y C, WANG Z T, XU Y, WANG Z G. Deep-drawing of magnesium alloy sheets at warm temperatures[J]. Journal of Materials Processing Technology, 2007, 185(1/3): 147-151.
[11] HUANG T B, TSAI Y A, CHEN F K. Finite element analysis and formability of non-isothermal deep drawing of AZ31B sheets[J]. Journal of Materials Processing Technology, 2006, 177(1/3): 142-145.
[12] ZHANG K F, YIN D L, WU D Z. Formability of AZ31 magnesium alloy sheets at warm working conditions[J]. International Journal of Machine Tools & Manufacture, 2006, 46(11): 1276-1280.
[13] ������, �ſ���, �����. AZ31þ�Ͻ�ǵ����������ܵ��о�[J]. ���Ͽ�ѧ�빤��, 2004, 12(1): 87-91.
YIN De-liang, ZHANG Kai-feng, WU De-zhong. Nonisothermal deep drawability of AZ31 magnesium alloy[J]. Materials Science & Technology, 2004, 12(1): 87-91.
[14] LUO Y, LUCHEY S G, FRIEDMAN PA, PENG Y. Development of an advanced superplastic forming process utilizing a mechanical pre-forming operation[J]. International Journal of Machine Tools & Manufacture, 2008, 48(12/13): 1509-1518.
[15] NGUYEN B N, BAPANAPALLI S K. Forming analysis of AZ31 magnesium alloy sheets by means of a multistep inverse approach[J]. Materials and Design, 2009, 30(4): 992-999.
[16] �� ��, ������. �ִ���ѹ�����ֲ�[M]. ����: �й���������, 2005: 576-577.
GUO Cheng, CHU Jia-you. Modern technology manual of stamping[M]. Beijing: Chinese Standard Press, 2005: 576-577.
[17] · ��, �� ��, �� ��, ��С��, ���Ľ�, Ҧ����. ��ͨ���Ǽ�ѹ����AZ31þ�Ͻ�ı�����Ϊ[J]. �й���ɫ����ѧ��, 2009, 19(3): 424-432.
LU Jun, JIN Li, DONG Jie, ZENG Xiao-qin, DING Wen-jiang, YAO Zhen-yi. Deformation behaviors of AZ31 magnesium alloy by equal channel angular extrusion[J]. The Chinese Journal of Nonferrous Metals, 2009, 19(3): 424-432.
[18] BOHLEN J, CHMELIK F, DOBRON P, LUKAC P, LETZIG D,KAINER K U. Orientation effects on acoustic emission during tensile deformation of hot rolled magnesium alloy AZ31[J]. Journal of Alloys and Compounds, 2004, 378(1/2): 207-213.
[19] BEER A G, BARNETT M R. Microstructure evolution in hot worked and annealed magnesium alloy AZ31[J]. Mater Sci Eng A, 2008, 485(1/2): 318-324.
[20] ������, �ƹ�ʤ, ������, �ƹ��. ����AZ31þ�Ͻ�ľ���ϸ��[J]. �й���ɫ����ѧ��, 2003, 13(3): 594-598.
WANG Ling-yun, HUANG Guang-sheng, FAN Yong-ge, HUANG Guang-jie. Grain refinement of wrought AZ31 magnesium alloy[J]. The Chinese Journal of Nonferrous Metals, 2003, 13(3): 594-598.
[21] GALIYEV A, KAIBYSHEV R, GOTTSTEIN G. Correlation of plastic deformation and dynamic recrystallization in magnesium alloy ZK60[J]. Acta Materialia, 2001, 49(7): 1199-1207.
(�༭ ����)
������Ŀ��������Ȼ��ѧ����������Ŀ(3093024)��������ͨ��ѧʮһ��Ƽ�����������Ŀ(2007XM035)
�ո����ڣ�2009-06-03�������ڣ�2009-09-15
ͨ�����ߣ������������ڣ���ʿ���绰: 010-51688614; E-mail: shumingxing1962@126.com
