
DOI: 10.11817/j.issn.1672-7207.2015.11.007
˫��˦���Ʊ�Au-20%Sn���ϼ�����Ȼ��˻���
�������ճ���ΤС�����
(���ϴ�ѧ ���Ͽ�ѧ�빤��ѧԺ������ ��ɳ��410083)
ժ Ҫ��
���Ʊ�Au-20%Sn���ϱ����ģ��۲�ͷ�����������Au-20%Sn���ϱ���������֯�Լ��������ԣ����о��Ͻ�ľ��Ȼ��˻��ա��о����������˫��˦���Ͻ��ɦơ�(An5Sn)�ͦ�(AuSn)������ɣ�����֯ϸС���Ͻ���ۻ��¶Ƚӽ������㣬���㺸�ϵ��۵�Ҫ���Ȼ��˻�����У���(AuSn)�����Ͻ��Ӳ�Ƚ��͡����ݱ�������֯��Ӳ�ȣ�ȷ�����Ȼ��˻���Ϊ260 �����˻�4 h��
�ؼ��ʣ�
��ͼ����ţ�TG162.83 ���ױ�־�룺A ���±�ţ�1672-7207(2015)11-4021-07
Au-20%Sn solder prepared by twin-roll method and its homogenized annealing
LIU Rui, WANG Richu, WEI Xiaofeng, PENG Jian
(School of Materials, Science and Engineering, Central South University, Changsha 410083, China)
Abstract: Au-20%Sn solder strips were prepared by twin-roll method. The microstructure of the solders was observed and melting behaviors were analyzed, homogenized annealing technology was also studied. The results show that the strips prepared by twin-roll method are composed of two phases, which are siginificantly refined ��(An5Sn) and ��(AuSn) phases. The melting temperature of the alloy is close to the eutectic temperature, which can meet the requirements of Au-20%Sn solders. During the homogenized annealing, ��(AuSn) phase grows gradually and the hardness of the alloy decreases. According to the microstructure and the hardness of strips, the optimal treatment is annealed at 260 �� for 4 h.
Key words: twin-roll; AuSn solder; homogenized annealing
Au-20%Sn�����ǽ�������չ�������е��º��ϣ�������������ʴ�ԡ��������ԡ������Ժ���ʪ�ԣ�������ѹ�͡������ȶ��������Լ�ǥ����ͷǿ�ȸߣ���Ŀǰ�ݶȷ�װ�к����¶�Ϊ300~330 ��ʱ����Ѻ���[1]��Au-20%Sn���Ͽɺ���ͭ�������ɷ��Ͻ�Ͳ���ֵȣ������ڵ���������Լ����շ���������Ҫ����ĺ��ӣ��ڸ߿ɿ��Է�װ�����й㷺Ӧ��[2-3]��Au-20%Sn�Ͻ�ǥ���ɦơ�(Au5Sn)�ͦ�(AuSn) 2�ִ��Խ����仯������ɣ����Լӹ����ѣ����ܲ��ó�������Ƴ��η�������ʺ��ں��ӵIJ��ġ�Ŀǰ��Au-20%Sn�Ͻ������Ҫ�Dz��õ�������������[4-5]��99.99%�Ĵ�Au�ʹ�Sn��Ƭ�������У�����ѹí�Ϻ����Ρ�С���������������Ƶ�һ����Ⱥ����˻�Ͻõ����ȵĹ�����֯��������Au��Sn��ѧ���ܵIJ��죬���ƺ�ĺϽ�����гɷֻ����ƫ��Ӷ�Ӱ��Ͻ�ĺ������ܡ���־��[6]����ѹ�����Ʊ�Au-20%Sn�Ͻ�ѹ��ˮ��õ����Ϊ0.4 mm�ĺϽ�Ƭ�����о��˺Ͻ�����͡���260 �����˻�1 h��ʹ�Ͻ�������ߣ����Գ�ѹ���͡����Ʊ������а��������������ѹ��չ�ͷ�����ƽ�ȣ��Ʊ����ո����Ҷ��豸��Ҫ��ϸߡ�˫��˦������һ�����͵��Ʊ������ĵķ������ڸ����������Լ����պ��췽���й㷺Ӧ��[7-8]�����ڽ���Һ��һ��ѹ��������������2������ת���Ĺ���֮�䣬�����Ӵ���Ѹ����ȴ�γ��ȶ������̲㡣���Ź���ת���������̲����������ڼ����С���γɱ���������ع������߷������˦��������[9]����˫���������̷��Ʊ������������Ϻá�����֯ϸС��Au-19.25Ag-12.80Ge���ϺϽ𡣱������߲���˫��˦�����Ʊ�Au-20%Sn�Ͻ���ģ��о��������̺Ͻ������֯�����������Լ����Ȼ��˻��ա�
1 ʵ��
����Ϊ99.99%��Au��Sn��GP-30E�ͳ���Ƶ��Ӧ����¯�ۻ��Ʊ�Au-20%Sn�Ͻ��������Ʊ��õĺϽ�����˫��˦�����Ʊ����ġ�˫��˦���豸ʾ��ͼ��ͼ1��ʾ���Ͻ�������ʯӢ��3�У�ʯӢ�ܵ���ֱ��Ϊ0.5 mm�����졣������1��ͨ���������������¼��ȺϽ���450��550��650 ����ѹ��0.1 MPa�����ںϽ������������ڹ��ֵ��������γɴ��ġ���������߶�Ϊ15 mm������Ϊ10 m/s�����ó���Ƶ��Ӧ���ȷ����ȶ��������ú�������Dz����Ͻ���¶ȡ�
����X������(XRD)��ɨ��羵(SEM)�Ͳ��ȷ���(DSC)�ȼ�ⷽ������˦����Ͻ��������̬�Ͻ������ɺ��������ܡ���˦����ĺϽ�����������¯�У���220��240��260 ���·ֱ��˻�1��4��16��64 h����䡣������ĥ�������FEI QUANTA-200ɨ����������۲�������֯��ò������Image Pro-Plusͼ�����ϵͳ�Խ�����֯���ж��������������õ�Ч���Բֱ������AuSn��������
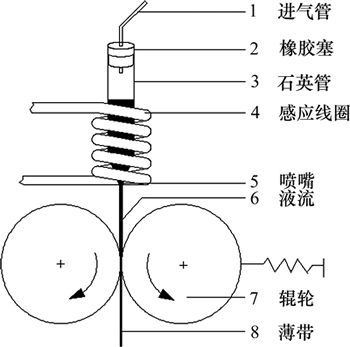
ͼ1 ʵ��װ��ʾ��ͼ
Fig. 1 Schematic diagram of experimental apparatus
2 ʵ����������
2.1 ��ע�¶ȶԴ��ĺ�ȵ�Ӱ��
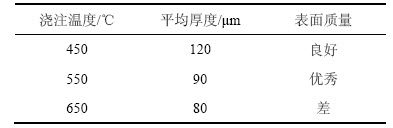
���ĺ�ȵĿ�����˫��˦�������Ĺؼ�����������[10-11]��Ӱ����ĺ�ȵĹ��ղ����������о�����������������ĺ������������ľ��롢����ѹ�������ȣ�����ֵ����ٶȳɷ��ȡ�Ŀǰ���о�����Խ�ע�¶�����ĺ��֮���ϵ���о����١���ʵ��������ࡢ����ѹ������3���������������£�ͨ�����ڳ���Ƶ��Ӧ�����豸�Ĺ������趨�Ͻ�������¶ȡ��ڲ�ͬ��ע�¶��£�ǥ�ϱ����ĺ�Ⱥͱ����������1��ʾ���ӱ�1��֪�����Ž�ע�¶ȵ����ߣ������ĺ�Ƚ��ͣ�����ע�¶�Ϊ650 ��ʱ�������ĺ�ȿɴﵽ80 ��m��
��1 ��ͬ��ע�¶���Au-20%Sn���ĵĺ�Ⱥͱ�������
Table 1 Thickness and quality of Au-20%Sn foils at different pouring temperatures
˫��˦���������IJ���ΪCu���������ܺܺã�˦���ĺϽ���ĺܱ����Ͻ����ȴ���ʺܿ죬��ˣ����ϵ���ȴ��ʽ����Ϊţ����ȴ��ʽ������ţ����ȴ��ʽ��ȴ�ĺϽ����壬���������������Ƚ�Сʱ�������ڲ����¶�ֻ��ʱ���йض���λ���أ�������ȴ�����е��¶ȳ��ı仯����ȴ���ɿ���һά���������µ��ȴ���ƽ�ⷽ�����[12]������������ȴʱ���t�ڣ�ͨ���ĵ��������ںϽ�������ȴ���������ͷŵ�������
ʽ�У� Ϊ�����ܶȣ�AΪ������ĵĽӴ������CTΪ��������ݣ�hΪ�����ܶȣ�lΪ���ĺ�ȡ���ʽ(1)�ɵúϽ���ĵĺ��Ϊ
Ϊ�����ܶȣ�AΪ������ĵĽӴ������CTΪ��������ݣ�hΪ�����ܶȣ�lΪ���ĺ�ȡ���ʽ(1)�ɵúϽ���ĵĺ��Ϊ
��ʵ��ֻ�ı������¶ȣ����ı�˦�����գ����������ܶ�h�������������Ӵ���ʱ���t�������ܶ������䡣��ʽ(2)���Կ�����˦�������У���ע�¶�Խ�ߣ����ĵĺ��ԽС���ӱ�1����֪������ע�¶�Ϊ650 ��ʱ�����ĵı����������������ƣ�������������Ҫ����Ϊ�����¶ȵ����ߣ�����Һ�ı�����������������ֵ���ʪ����ǿ����˦���Ĺ����н���Һ���ܼ�ʱ������档
2.2 �������̵���֯����������
ͼ2��ʾΪ��ͬ�Ʊ�����Au-20%Sn�Ͻ��XRD����ͼ�ס���ͼ2(a)�ɼ�����̬�Ͻ��XRD����ͼ�����������ԣ����PDF��Ƭ��ƥ��ȸߡ�����ͼ2(b)�ɼ�����������̬Au-20%Sn�Ͻ����������Կ��������ַ岻���ԣ���߷��λ������ƫ����������������̬������̬�Ͻ�����ɦơ�(Au5Sn)�ͦ�(AuSn)������ɡ�Jean��[13]����Au-20%Sn�Ͻ��ڼ��������¿��γ�����̬�Ħ��࣬����Ҫ�Ĺ���Ƚϴ�һ���ǽ�����Һ����-190 ��Ļ����ϼ�����ܵõ�����̬�Ħ��ࡣ��˫��˦��ʵ���У�AuSn�Ͻ�û�дﵽ�����ļ���������������������̬�Ħ������ɣ��������Ϊ�ơ�(Au5Sn)�ͦ�(AuSn)��
˫��˦����ĺϽ���п������̵��ص㣬�Ͻ����֯����̬�Ͻ����������졣ͼ3��ʾΪ��ͬ�Ʊ�����Au-20%Sn�Ͻ������֯ͼ��ͼ3(a)�У�dz��ɫ������Ϊ�ơ�(Au5Sn)�࣬���ɫ����Ϊ��(AuSn)�ࡣ��ͼ3(a)��֪�����Թ۲쵽�������ཻ�����еĹ�����֯����ͼ3(b)��֪������̬��֯��ȣ�������̬�Ͻ���ܹ۲쵽���ԵĹ�����֯����SEM�·Ŵ�2���Բ��ܿ�������Ķȡ����ݽᾧ���ۣ����Ź���ȵ��������κ����ʵ��������������ٶȵ���������λ����ľ��������ӣ������ijߴ��С��˫��˦��������ʹ��������ﵽ�ϴ�Ĺ���ȣ���˿�������AnSn�Ͻ�ľ����dz�ϸС���ڸ߱��Ŵ�����Ҳ�۲첻������Ķȡ�
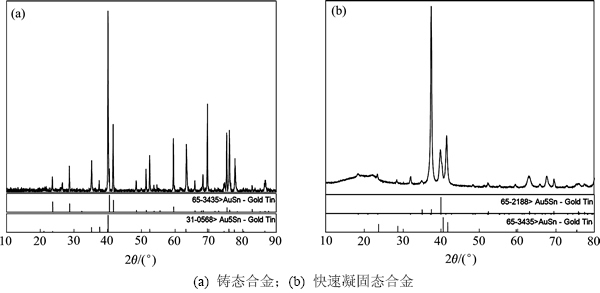
ͼ2 ��ͬ�Ʊ�����Au-20%Sn�Ͻ��XRD����ͼ��
Fig. 2 XRD spectra of Au-20%Sn by different preparation methods

ͼ3 ��ͬ�Ʊ�����Au-20%Sn�Ͻ������֯ͼ
Fig. 3 Microstructure of Au-20%Sn by different preparation methods
˫��˦�����Ʊ�Au-20%Sn�Ͻ��DSC������ͼ4��ʾ����ͼ4�ɼ���ֻ��284.8 ��ʱ��1�����Ե����ȷ壬��Au-20%Sn�����Ͻ���ۻ��¶�280 ��ʱ�����ȷ��������㺸�ϵ��۵�Ҫ��˦����Ͻ����ɦơ�(Au5Sn)�ͦ�(AuSn)������ɣ���������С�����Ͻ���190 ��Ĺ���ת�䲢�����ԣ���Ϊ������ȴ���û�ʹ�Ͻ��в��������ʽ����������������л���ܴ�������ԭ�ӣ���ijɷ���ƽ��̬��һ����ƫ��[14]�������͵����ڼ��ȹ����л��������Ӷ���ɹ���ת�����ȷ岻���ԡ�
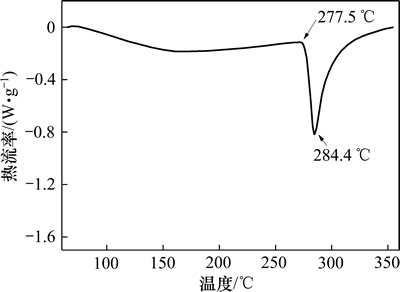
ͼ4 ˫��˦��Au-20%Sn�Ͻ��DSC����
Fig. 4 DSC curve of Au-20%Sn by twin-roll method
2.3 ���Ȼ��˻���
˫��˦����ĺϽ���п������̵��ص㣬��������Ӳ���ԣ�Ӳ�ȴ�IJ������Ʋ����ۻ������ƺ�������չ�����´�ϣ������ں����ļӹ�����ˣ��������̺�ĺϽ���Ҫͨ���˻����Խ�����Ӳ�ȣ�����������ԣ�������ӹ����ܡ�����ר��[15]���������Ͻ�Ƭ��200~270 �����˻�һ��ʱ���Ӳ�Ƚ��ͣ�����������ߡ�
��ʵ�齫˫��˦�����Au-20%Sn�Ͻ��ڲ�ͬ�¶����˻������֯��ͼ5��ʾ��ͼ5����ɫ��Ϊ��(AuSn)�࣬��ɫ��Ϊ�ơ�(Au5Sn)�ࡣ��ͼ5�ɼ�����220 �����˻������˻�ʱ����ӳ������������˻�1 h�Ͻ���ֵ��͵Ĺ�����֯��ϸС�Ħ�����ȷֲ��ڦơ���֮�䣻�˻�ʱ��ﵽ64 hʱ�����ྦྷ�����Գ������������Σ������Ե���״���ȷֲ��ڦơ���֮�䡣ͼ5(e)��ͼ5(f)��ʾ�ֱ�Ϊ��240 �����˻�16 h��260 �����˻�4 h�������֯�����ֲ�ͬ�ߴ��AuSn��ֲ��ڦơ���֮�䣬����220 �����˻�64 h����֯���ơ�
���ö��������������ͬ�˻��¶���AuSn������������ƽ������ֱ���汣��ʱ���ӳ��ı仯����ͬ�˻��¶���AuSn�����������汣��ʱ��ı仯������ͼ6(a)��ʾ����ͼ6(a)��֪����ͬһ�¶����˻�ʱ������1~4 h��AuSn����������Ѹ����������ʱ���ӳ���4~16 hʱ��AuSn�����������������������˻�ʱ��ﵽ16 hʱ��AuSn�����������Ѿ��ӽ��ȶ�ֵ(43%~45%)���������˻�ʱ����������仯������ˣ��˻�ʱ��ӦС��16 h�����˻�ʱ����ͬʱ���¶�Խ�ߣ�AuSn����������Խ�ӽ���ƽ����ͼ[16]��֪�������ɷ���Sn��ԭ�ӷ���Ϊ29%�����ݸܸ�ԭ����֪ƽ��ʱAuSn����������ԼΪ44.5%��˫��˦��An-20%Sn�Ͻ���������γɹ��������壬�ھ��Ȼ��˻�����У���֯��ƽ��̬ת��������ʱ����ӳ���AuSn��������������������մﵽ�ȶ�ֵ���������������������ɢ���ʵ�Ӱ�죬�¶�Խ�ߣ���ɢ����Խ�죬��֯���Ȼ�Խ�졣��260 �����˻𣬱���1 hʱAuSn����������Ѵﵽ41.0%������220 ��ʱ���˻�16 h��AuSn�����������Ŵﵽ42.9%���ɼ����˻��¶ȶ�AuSn��������Ӱ���Ϊ������
��ͬ�˻��¶���AuSn��ijߴ��汣��ʱ��ı仯������ͼ6(b)��ʾ����ͼ6(b)��֪��AuSn��ijߴ����ű���ʱ����ӳ��������¶�Խ�ߣ�AuSn��ijߴ�Խ�����ڿ���������֯�е�AuSn��dz�ϸС�����Լ������ʼ����Ϊ0 ��m����״������������ɢ���Ƴ���ʱ�İ뾶r������Ϊ

���У�KΪ���Ӵֻ����ʣ�nΪʱ��ָ��������ʽ(3)�����ӻ������Ƴ�����ʵ�������ӱ�����ȡ��Χ������ԭ�Ӳ��ܳ������ԣ���ÿ��������Χ�����γ�һ������Ũ���½���������Щ������ص�ʱ�����ӵ��������ܵ����ơ�
��220��240��260 ����AuSn������ƽ������ֱ���汣��ʱ��ı仯���߰���ʽ(3)��ϡ��ڲ�ͬ�¶����˻�ʱ��AuSn�ྦྷ���ߴ������˻�ʱ����ӳ���������ͼ3������֯�Ĺ۲���һ�¡��˻��¶�Խ�ߣ����ӵĴֻ�����Խ��������Ϊ������ij���������ȼ�����ơ��ֻ����ʿ�����Ϊ

ͼ5 Au-20%Sn�Ͻ��ڷֱ��ڲ�ͬ�¶����˻�������֯
Fig. 5 Microstructure of Au-20%Sn alloy after annealing at different temperatures

���� ��QΪAnSn��ij����ܣ�K0Ϊ��������ϵ����RΪ���峣����TΪ����ѧ�¶ȡ�AuSn��ij�����Ҫ����ԭ�ӵ���ɢ���У��¶�Խ�ߣ�ԭ�ӵ���ɢԽ�졣��220 ���˻�16 hʱ��AuSn���ƽ������Ϊ1.60 ��m������260 �����˻�1 h��ƽ�������ʹﵽ1.63 ��m����ˣ���260 ������˻�����������ȴ���Ч�ʡ�
��־��[6]�о�������ѹ��ˮ���Au-20%Sn�� 260 �汣��1 h��ά��Ӳ���ܴ�180���͵�125������240 ���±��£��˻�3 h��Ӳ������141��ͼ7��ʾΪAu-20%Sn�Ͻ��Ӳ�����˻�ʱ����˻��¶ȱ仯�����ߡ���ͼ7��֪����ͬһ�¶����˻𣬺Ͻ��Ӳ�������˻�ʱ����ӳ����½�����1~4 h��Ӳ�ȵ��½����ʽϿ죬��16~64 h�½����������˻�ʱ����ͬʱ���¶ȵ����߿����������ͺϽ��Ӳ�ȡ���220 �����˻�16 h���Ͻ��ά��Ӳ�ȴﵽ150������260 �����˻�1 h�Ͻ��ά��Ӳ�Ⱦ��ܴﵽ150������4 hʱά��Ӳ��Ϊ133����ˣ�����˻��¶ȿ�����Ч������ȴ�����Ч�ʡ�
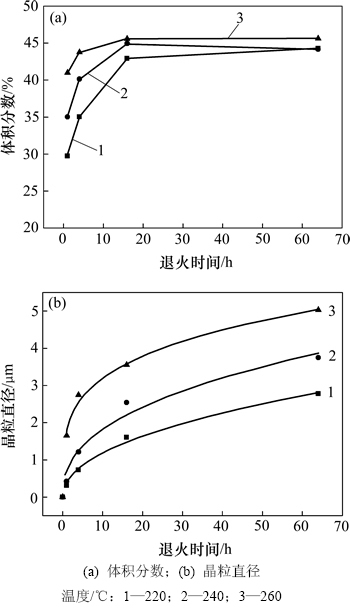
ͼ6 ��ͬ�¶���AuSn�����������;���ֱ����ʱ��ı仯����
Fig. 6 Volume fraction and particle size of AnSn phase with time at different temperatures

ͼ7 ��ͬ�¶���Au-20%Sn�Ͻ�Ӳ����ʱ��仯����
Fig. 7 Hardness of Au-20%Sn alloy with time at different temperatures
�����˻�ʱ����ӳ���˫��˦��Au-20%Sn�Ͻ����֯���Ȼ���AuSn��ߴ��������������ڹ���ԭ�Ӽ��٣�AuSn�����ӵij������ʼ�С����260 ���±���4 h����֯�������Ȼ����Ͻ��ά��Ӳ�Ƚ���133�����ڳ�ѹ���͡���ˣ�˫��˦��Au-20%Sn�Ͻ���˻���Ϊ260 ���˻�4 h��
3 ����
1) ˫��˦��Au-20%Sn�Ͻ�����֯�ɦ���(Au5Sn)�ͦ�(AuSn)������ɣ�����̬��֯��ȣ�����̬�Ͻ���֯����ϸС���Ͻ��DSC����ֻ��1���ۻ����ȷ壬�ۻ��¶�Ϊ284.8 �棬����An-20%Sn���ϵ��۵�Ҫ��
2) ˫��˦��Au-20%Sn�Ͻ���Ȼ��˻�ʱ����(AuSn)������������(AuSn)�������������ű���ʱ���ӳ����˻��¶����߶��������մﵽ�ȶ�ֵ(43%~45%)���ӽ�ƽ��̬��������������������Ҳ����ʱ����ӳ����¶����߶��������˻��¶ȵ�Ӱ�����������
3) Au-20%Sn�Ͻ���260 ���˻�4 h�Ͻ�������Ȼ����Ͻ��ά��Ӳ���������190������129�������˺Ͻ�����ԣ������ں�����ѹ�ӹ�����ˣ�˫��˦��Au-20%Sn�Ͻ���˻���Ϊ260 �����˻�4 h��
�ο����ף�
[1] WANG Yikai, LIU Wensheng, MA Yunzhu, et al. Indentation size effect and micromechanics characterization of intermetallic compounds in the Au-Sn system[J]. Materials Science & Engineering A, 2014, 610(29):161-170.
[2] WEI Xiaofeng, ZHANG Yukun, WANG Richu, et al. Microstructural evolution and shear strength of AuSn20/Ni single lap solder joints[J]. Microelectronics Reliability, 2013, 5(5):748-754.
[3] Rodriguez R I, Ibitayo D, Quintero P O. Thermal stability characterization of the Au-Sn bonding for high-temperature applications[J]. IEEE Trans on Components, Packaging and Manufacturing Technology, 2013, 3(4): 549-556.
[4] �����, ������, �µ�Ȩ, ��. ���������Ͻ������췽��: �й�, 03105811. 6[P], 2003-07-25.
LIU Zeguang, LUO Ximing, CHEN Dengquan, et al. Manufacturingmethod of eutectic Au-Sn strips: China, 03105811. 6[P], 2003-07-25.
[5] ΤС��, ���ճ�, ����Ⱥ, ��. AuSn20/Ni ����Ľ��淴Ӧ������ǿ��[J]. �й���ɫ����ѧ��, 2013, 23(7): 1907-1913.
WEI Xiaofeng, WANG Richu, PENG Chaoqun, et al. Interfacial reaction and shear strength of AuSn20/Ni solder joints[J]. The Chinese Journal of Nonferrous Metals, 2013, 23(7): 1907-1913.
[6] ��־��. ����Ԥ���ͺ�Ƭ�Ʊ�������Ӧ���о�[D]. �人: ���пƼ���ѧ���Ͽ�ѧ�빤��ѧԺ, 2009: 29-54.
ZHU Zhijun. Research on manufacture and applications of AuSn20 solder perform[D]. Wuhan: Huazhong University of Science and Technology. School of Materials Science and Engineering, 2009: 29-54.
[7] Haga T, Sakaguchi H, Watari H, et al. High-speed twin-roll casting of Al-Mg-Si alloys[J]. International Journal of Microstructure and Materials Properties, 2007, 2(2): 178-187.
[8] Oh Y S, Lee H, Lee J G, et al. Twin-roll strip casting of iron-base amorphous alloys[J]. Materials Transactions, 2007, 48(7): 1584-1588.
[9] ����. ���¹������ϱ����Ʊ�������ػ����о�[D]. ��ɳ: ���ϴ�ѧ���Ͽ�ѧ�빤��ѧԺ, 2008: 65-85.
CUI Datian. Preparation and related fundamental research on mid-temperature eutectic solder ribbon[D]. Changsha: Central South University. School of Materials Science and Engineering, 2009: 65-85.
[10] ������, ��, ������. Al-12.6%Si����˫���������̳��������о�[J]. ���Ϲ���, 1999, 4(4): 1-7.
CHEN Mingan, ZHUO Li, ZHANG Xinming. Preparation of rapidly solidified Al-12.6%Si alloy strips by double-roller method[J]. Journal of Materials Engineering, 1999, 4(4): 1-7.
[11] ����, ��־��. ������������Au-Ag-Ge�Ͻ𱡴����Ʊ�[J]. �����ȴ���ѧ��, 2010, 31(1): 40-42.
CUI Datian, WANG Zhifa. Preparation of rapidly solidified new-type Au-Ag-Ge alloy ribbon[J]. Transactions of Materials and Heat Treatment, 2013, 31(1): 40-42.
[12] ������, ������, ���ܿ�. �������۽�չ���������[J]. ����ѧ��, 1996, 32(7): 673-684.
SHEN Ningfu, TANG Yali, GUAN Shaokang. Solidification theory and rapid solidification[J]. Acta Metallurgica Sinica, 1996, 32(7): 673-684.
[13] Jena A K,Giessen B C,Bever M B. On the metastability of an Au-Sn phase prepared by splat cooling[J]. Metallurgical Transactions, 1973, 4(1): 279-281.
[14] ����, ���, ����, ��. ���ʽ����Թ��乲���������̵�Ӱ��[J]. ����ѧ��, 2008, 44(11): 1335-1339
ZHAO Su, LI Jinfu, LIU Li, et al. Effect of solute trapping on the growth process in undercooled eutectic melts[J]. Acta Metallurgica Sinica, 2008, 44(11): 1335-1339.
[15] Miyazaki K, Hiratsuka. Foil-form soldering metal and method for processing the same: USA, 7048813 B2[P]. 2006-05-23.
[16] Ciulik J, Notis M R. The Au-Sn phase diagram[J]. Journal of Alloys and Compounds, 1993, 191(1): 71-78.
(�༭ ��)
�ո����ڣ�2014-12-04�������ڣ�2015-03-10
������Ŀ(Foundation item)�����Ҿ�Ʒ������Ŀ(JPPT-125-GH-039) (Project(JPPT-125-GH-039) supported by the National Military Facilities)
ͨ�����ߣ����ճ������ڣ���ʿ����ʦ�����µ��ӷ�װ�����о���E-mail: wrc910103@163.com
ժҪ������˫��˦�������Ʊ�Au-20%Sn���ϱ����ģ��۲�ͷ�����������Au-20%Sn���ϱ���������֯�Լ��������ԣ����о��Ͻ�ľ��Ȼ��˻��ա��о����������˫��˦���Ͻ��ɦơ�(An5Sn)�ͦ�(AuSn)������ɣ�����֯ϸС���Ͻ���ۻ��¶Ƚӽ������㣬���㺸�ϵ��۵�Ҫ���Ȼ��˻�����У���(AuSn)�����Ͻ��Ӳ�Ƚ��͡����ݱ�������֯��Ӳ�ȣ�ȷ�����Ȼ��˻���Ϊ260 �����˻�4 h��
[4] �����, ������, �µ�Ȩ, ��. ���������Ͻ������췽��: �й�, 03105811. 6[P], 2003-07-25.
[5] ΤС��, ���ճ�, ����Ⱥ, ��. AuSn20/Ni ����Ľ��淴Ӧ������ǿ��[J]. �й���ɫ����ѧ��, 2013, 23(7): 1907-1913.
[6] ��־��. ����Ԥ���ͺ�Ƭ�Ʊ�������Ӧ���о�[D]. �人: ���пƼ���ѧ���Ͽ�ѧ�빤��ѧԺ, 2009: 29-54.
[9] ����. ���¹������ϱ����Ʊ�������ػ����о�[D]. ��ɳ: ���ϴ�ѧ���Ͽ�ѧ�빤��ѧԺ, 2008: 65-85.
[10] ������, ��, ������. Al-12.6%Si����˫���������̳��������о�[J]. ���Ϲ���, 1999, 4(4): 1-7.
[11] ����, ��־��. ������������Au-Ag-Ge�Ͻ𱡴����Ʊ�[J]. �����ȴ���ѧ��, 2010, 31(1): 40-42.
[12] ������, ������, ���ܿ�. �������۽�չ���������[J]. ����ѧ��, 1996, 32(7): 673-684.
[14] ����, ���, ����, ��. ���ʽ����Թ��乲���������̵�Ӱ��[J]. ����ѧ��, 2008, 44(11): 1335-1339
