
DOI��10.19476/j.ysxb.1004.0609.2017.07.01
���Ͻ��ȼ�ѹ�����н���Ħ�����о���չ
��־��1, 2��������1, 2���� ��1, 2��������1, 2
(1. ���ϴ�ѧ ���������Ƚ������������ص�ʵ���ң���ɳ 410082��
2. ���ϴ�ѧ ��е�����ع���ѧԺ����ɳ 410082)
ժ Ҫ��
�����Ͻ��ȼ�ѹ�����У�������ģ�߽����Ħ����ģ��ĥ�𡢼�ѹ�غɡ���Ʒ���������Ⱦ�����Ҫ��Ӱ�졣Ħ��Ҳ�Ǽ�ѹ��ֵ������һ����Ҫ�ı߽�������Ӱ�����ض࣬���Զ���ȷ����Ϊ�õ���ȷ�ķ�����������ú�����Ħ��ģ�͡���ʾ���Ͻ��ȼ�ѹ�����в�ͬ�Ӵ������Ħ��ѧ��Ϊ������������λ�õ�Ħ��ĥ����Ͳı���������Ӱ�����������ģ�߲��ϵı���ǿ�����������Ը������������ۡ������ܽ����Ͻ��ȼ�ѹ�����в��õ�Ħ������ģ�ͼ���Ч�������������ָ���ȼ�ѹ�����н���Ħ���о����ڵ���Ҫ���⡣
�ؼ��֣����Ͻ��ȼ�ѹ������Ħ����Ħ��ѧ��Ϊ��Ħ��ģ�ͣ���������
���±�ţ�1004-0609(2017)-07-1311-12���� ��ͼ����ţ�TH117.1���� ���ױ�־�룺A
���Ͳ����ھ��б�ǿ�ȡ��ȸնȸߣ��������ܺã���������һϵ���ŵ㣬����������������Ĺ���[1]����ѹ��Ϊһ�ָ�Ч�ʡ����ܺĵ�������м�ӹ����գ������Ͳļӹ�����Ҫ����[2]��Ħ����һ�ָ��ӵ���ѧ�����ȼ�ѹ�����й�����ģ��֮���漰���ӵ��α䡢����ѧ����ѧ��Ӧ��ʹĦ�������Ϊ����[3]�������Ͻ��ȼ�ѹ�����У���ģ����Ҫ������ѹ�桢��ѹͲ�ͼ�ѹģ�ߣ������빤ģ�߲�ͬ�Ӵ���λ���ڲ����ı����������Ӵ�ѹ���ͽ��滬���ٶȵȾ����������죬ʹ�Ӵ������Ħ��ѧ��Ϊ�Զ���ͬ���ر���ģ�߹�����λ���ڸ��¸�ѹ�����£��������ص�ճ�Ż���Ħ����ʹ�����������ĥ��ʧЧ������Ӱ��ģ�ߵ�ʹ����������ѹ���ڵIJ���������Ϊ����Ʒ�ı��������ͱ����ʵ�[4]����ˣ����⼷ѹ���̲�ͬ�Ӵ������Ħ��ѧ��Ϊ��������ģ�߲��ϵı���ǿ��������Ͳĵı��������Լ����ݽӴ������Ħ��ѧ����Ϊ��ѹ��ֵ����ѡ����ʵ�Ħ��ģ�ͺ�Ħ������������Ҫ���塣
��ֵ���������Ͻ��ȼ�ѹ�����Ż���ɱ����Ƶ���Ҫ�ֶ�[5]��Ħ����Ӱ����澫��һ����Ҫ�ı߽����������Բ�����ȷ����Ŀǰ���ڼ�ѹ��ֵ�����У�Ħ��ģ��һ����ÿ������Ħ��ģ��[6-8]��Ħ������Ҳͨ����������ȡ������ģ�⾫�Ƚϵ͡���ˣ�Ϊ�õ���ȷ�ķ������������в��õ�Ħ���߽�����Ӧ�ܾ����ܵĽӽ�ʵ�������������Ħ��ģ�����ܷ�ӳ����/ģ�߽����Ħ��ѧ�������ʡ�Ӱ�켷ѹ���̵Ĺ��ղ����ͱ߽������������ϣ�ֱ�Ӳ��ü�ѹ���鷽����ȷ��Ħ���������нϴ�ľ����ԡ����ѡ����趨���ʵĵ�ЧĦ�����鷽����������ͬ�Ӵ������Ħ������������Ҫ��
�����������Ƚ�ʾ�����Ͻ��ȼ�ѹ���̲�ͬ�Ӵ������Ħ��ѧ��Ϊ�������˹�����λ��Ħ��ĥ����Ͳı���������Ӱ�������������ģ�߲��ϵı���ǿ���������������������������ܽ������Ͻ��ȼ�ѹ�����в��õ�Ħ��ģ�ͼ���Ч�������������ָ�����ȼ�ѹ�����н���Ħ���о����ڵ���Ҫ���⡣
1 �ȼ�ѹ�����н����Ħ����ĥ�� ��Ϊ
1.1 ��ͬ�Ӵ������Ħ��ѧ��Ϊ
�����Ͻ��ȼ�ѹ�����У���ģ�߽���Ĺ�������ʮ�ֶ��ӣ��ڸ��¡���ѹ������ѭ��Ӧ���������²�����Ħ������ĥ��(����)��Ϊ�����ڿ��ĺͰ�����Ͳ��ȼ�ѹģ�ߣ�Ħ��ĥ���ǹ�����λ���������ʧЧ��ʽ������Ӱ���˹�ģ�ߵ�ʹ�������ͼ�ѹ��Ʒ��������״�ͱ��������������Ͻ�ѹ�����У���ѹ�����빤ģ�ߵĽӴ�������������뼷ѹ�桢�����뼷ѹͲ�ͼ�ѹģ���Լ������Ͳ���ģ�߹�������3���Ӵ����档
1.1.1 �����뼷ѹ��Ӵ�����
�ڼ�ѹ�˵������£������뼷ѹ��Ӵ���������dz���ľ�ˮѹ������������ѹ���������У��ڴ��ѹӦ���¼�ѹ��ǰ���������Ͻ������ȫճ�ţ���ѹ����ʱ�����¼�ѹ��������������ѡ�ʵ�ʼ�ѹ�����м�ѹ��ͨ����Ҫ��ʯī������������[9]���ڿ�ʼ��ѹ�Σ����ڼ�ѹͲ����������ڼ�϶��������С�������ɣ������ڼ�ѹ�������£�������˼�϶������伷ѹͲ�����������뼷ѹ��Ӵ������������Ħ�������ż�ѹ���̵Ľ��У�����������ѹ�Σ��ڼ�ѹͲ����Ħ����Ӱ���£��������IJ�λ���������ٶ�Զ��������������һ�����������뼷ѹ��Ӵ�����Ļ���Ħ������
1.1.2 �����뼷ѹͲ��ģ�߽Ӵ�����
������ѹ�����У������빤ģ�߽Ӵ�����ľ�ˮѹ���Ӽ�ѹͲ�ؼ�ѹģ�߳��ڷ������١���ѹͲ����ѹģ�������Ͻ����֮��ĽӴ�ѹ�����ϰ�����������[10]���ڸ��¸�ѹ�����ڻ�ѧ��ɢ��ѹ��ճ�ᷢ�����ص���ճģ����Ħ������Ϊ��ȫճ��Ħ���������뼷ѹͲ���ڷ���ճ������������������Ӷ��������Ĵα��㷢�����б��Ρ��Ӵ��������뼷ѹͲ֮���Ħ����ת��Ϊ����������������Ħ����ʹ�ýӴ�����Ħ�������ʺ���Ϊ�����仯��ͬʱ�Ӵ������۽ṹ�ϵIJ����(����߶Ⱥ�ȡ��ͬ�����������ʲ�ͬ)�Է���������ƣ��Ӷ����¸����Ħ��[11]��SCHIKORRA��[12]ͨ���ٽ��������������о�������ѹ�����������뼷ѹͲ�ڱڵ�Ħ�����⡣��6060������Ƕ��19�����б�ǵ�4043���Ͻ���Ľ��м�ѹ���飬ͨ���۲첻ͬ��ѹ�г��´��б�ǵ�4043���Ͻ�����������е�����״̬�Ϳ��о���ѹͲ�ڱڽ����Ħ����Ϊ����������ڼ�ѹ�¶ȴﵽ430 ��ʱ�������뼷ѹͲ�ڱڵĽӴ����漸��������ȫճ��Ħ����������ճģ������
1.1.3 �����Ͳ��빤�����Ӵ�����
������ѹ���ڵ�ģ�߹�����λ�ã����ڽӴ�ѹ������ڵĽϸ�ֵ���ٵ�0���Ӵ������Ħ��ĥ����Ϊ��ȫ�����ı䡣WELO��[13]����Ϊģ�߹�����λ�õ�Ħ�����ͷ�Ϊ3�֣�ճ������������ͻ�������(��ͼ1)��������������ڣ��ڸ��º�ѹ�£�ģ�߱���ճ��һ�����Ͻ𣬷������صĻ�ѧ��ɢ��ճ��Ħ��������������������ѹ���½�Ϊ0��Ϊ����������ճ�źͻ�������֮�䣬�γ�һ����������������Ϊ��������ѹ�ӹ��У�������Ҫ����������������ģ��ͣ����������ģ�߱��淢�����صĻ�ѧճ�ᡣģ�߹��������λ�ã��ڸߵĽӴ�ѹ���½���ճ��ǿ�����ӣ�ʹ������ģ�߱���������Ļ������裬����ճ������IJ�����ABTAHI[14]���ּ�ѹģ��ĥ��һ�㷢���ڹ�����λ�õĹ���������ճ������ͻ������Ӵ������γɵĻ�ϲ������������ɢ�ϰ����ã����谭ģ�߱���Ļ�ѧĥ�𡣶���������Ļ�ѧĥ���������������ŵģ����������ٶ��㹻����û����ɢ�ϰ�����ѧ��Ӧ��Ҫ��������ĥ����ƣ�һ��ģ�߱�����ϵ������ܽ⣻����ģ�߱�����ϵļ�ϰ��䡣��������ѹ�����У�������ϵİ����Ӿ硣ģ�߹�����λ��3������ij��ȣ�ȡ���ڹ������������֮���Ħ�������ϵ�����������ѹ���ķֲ������Ͳij��ڵ�ǣ������С��ģ�߱����ϲ�ȣ�Ҫ��ȷȷ��Ŀǰ��δ����ȷ�ķ�����
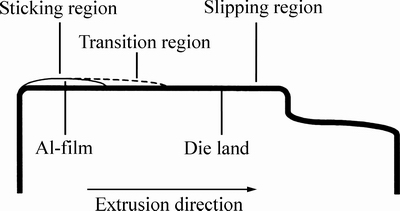
ͼ1 ��ѹģ�߹�����λ��Ħ����ճ��Ħ��ת��������Ħ��[13]
Fig. 1 Friction transition from sticking to slipping in die bearing[13]
BIROL[15]�о������嵪��H13�ּ�ѹģ������λ�õ�ĥ��ʧЧ���ơ�����ģ�߹��������3 mm���ı����ϲ㷢�����ص�Ħ��ĥ�𣬴ְ��䣬���ĥ����ȴﵽ50 ��m������������û�з���ĥ��(��ͼ2)���ȼ�ѹ�����п������������λ���ܸ��¡���ѹ��Ӧ�������γɴ����������ơ������ƴﵽһ���ߴ�ʱ����Ӧ���ᳬ��ģ�߸ֵĿ���ǿ�ȣ�����ĥ����Ƭ����Ԫ�������´α�����ɢ��Ĵ����״�������ؾ���ķֲ���һ���Ӿ����Ƶ��γɡ�ĥ��������������յ��ٽ������İ��䡣�����γɵ�Ӳ�ĵ������ؼ�ѹ�������繵���õ��¹����������ĥ��GUTOVSKAYA��[16]�о���Inconel718ģ�߸ֹ�����λ���ڼ�ѹ�����е�ĥ����Ϊ��ʵ����֤����ģ�߹��������8~10 mmλ�ó�������ĥ�𣬶�ģо�Ϳ�������λ�û���û�з���ĥ��ͬʱ�Աȷ���Inconel718ģ�߸ֵļ�ѹʹ���������H13�ֵĸ��ã��ﵽ40�����ϣ���H13���ȼ�ѹ30������ģ�߹�����λ�ó�������ĥ��Inconel718ģ�߸�ĥ�������H13�����ƣ���ҪΪճ��ĥ���ĥ��ĥ��ǿ�ҵ���ճģ��ѧ������Ni-Al-Si-Mo-Ti-Cr-Fe-Zn-O������������γɡ��ڹ�����λ�ø���Ӧ���������¸û����ᷢ�����䡣ͬʱ����Ļ����ͽ����γɵ����Ͻ������㹲ͬ��ĥ������ʹģ�߸ֱ������ְ��䡣 ��[17]����������������CVD����TiC+TiNͿ�����ּ�ѹģ�ߵ�ĥ��ʧЧ��Ϊ����ѹģ�߱������ȷ�����ѧĥ��Ȼ����ְ����ʴ������������ģ���빤�������0.5~2 mm�Ĺ��ɴ����屻��ѧĥ���20~100 ��m�Ļ�ɽ�ӣ���CVD����TiC+TiNͿ���ģ���ڹ�������ڸ���������ĥ��ĥ��
��[17]����������������CVD����TiC+TiNͿ�����ּ�ѹģ�ߵ�ĥ��ʧЧ��Ϊ����ѹģ�߱������ȷ�����ѧĥ��Ȼ����ְ����ʴ������������ģ���빤�������0.5~2 mm�Ĺ��ɴ����屻��ѧĥ���20~100 ��m�Ļ�ɽ�ӣ���CVD����TiC+TiNͿ���ģ���ڹ�������ڸ���������ĥ��ĥ��
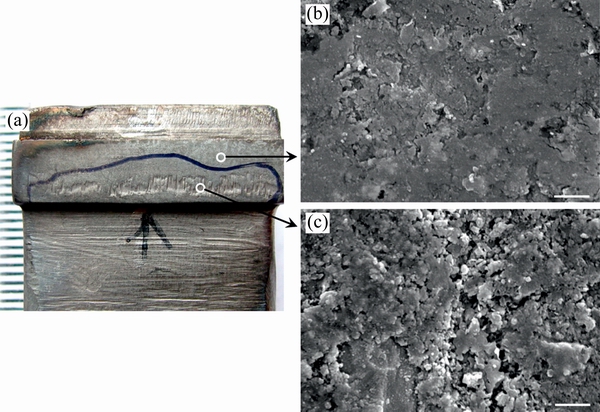
ͼ2 �ȼ�ѹģ�߹�����λ�õ�ĥ��ʾ��ͼ[15]
Fig. 2 Stereo microscope macrograph of sketch of wear in die bearing surface (a), SEM micrographs of die bearing surface near outlet (b) and inside heavy wear band, i.e. near inlet (c)[15]
1.2 �����������Ħ��ĥ��Լ����Ͳı���������Ӱ��
ģ�߹������ļ�����̬�ͱ�������ֱ��Ӱ�켷���Ͳĵı����������Ͳı��漷ѹ���ƵIJ�����ѹ��м����ģ�߹����������Ľ���������Ϊ�������������ĥ��״��������ء�ģ�߹�����λ�ò�ͬ��λ�����˻�ĥ�𣬶��Ͳı���������Ӱ��������ò�ͬ[18-19]��ģ����ڸ����Ĺ��������˶��Ͳı����Ӱ����Ժ�С�������ˡ�ĥ����Ȼ��ʹ���Ͻ������ʱ���ֻ��ۣ������ڽ�������ģ�������δ���ճ��Σ��ڸ�����ͨ���⻬ƽ���Ĺ�����ʱ������ȱ��������Եõ�������ˣ�ֻҪ�����������ʵ���һ�㲻�����Ͳı����������Ժۼ���������ģ�׳��ڵĹ��������˶��Ͳı����Ӱ��ϴ�ʹ�ò�λ������û�����ˣ�����ģ��ά��������ԭ���¹������������ڲ�λ���ִ�ĸ��ǻ�Բ��״ʱ��Ҳ�ᵼ���Ͳı���������Ե�ģ�ơ�һ���棬�Ͳ�ͨ����λ�����빤����������룬��Ч���������ȴ�Ϊ���̣����ܱ�֤��С��Ҫ�Ĺ��������ȣ�����ģ��ȱ�ݣ���һ���棬��ĸ��ǻ�Բ��״���ײ���ճ��������ƽ��ճ�������Ͳı��淢��Ħ�������������γɴֲڵı���ģ�ƺͼ�ѹĥм��
MA[20]�ӻ����Ͻ�ʾ�˼�ѹ�Ͳı���������Ҫ��ĥм�йء�ĥм���γ���4����(��ͼ3)��1) ��ʼ�Σ���ģ�߹�����������������ϵĴֲ���λ�ã��ڸ��������£�������ճ��Ħ��ĥ�������·�������ת�ƣ��γ�ĥм�����㣻2) �����Σ����ż�ѹ���̵ļ��������ϲ���ת�ƣ���ʼ�����㿪ʼ����ͬʱճ���ı��������ܿ죬�γ�һ������Ͻṹ��Ϊ��ά�ֹ���������ѹ�����䣬�Ͳ��빤�����Ӵ���϶���h���ӣ������ﵽճ���ĸ߶�(Լ30 ��m)��3) ����Σ���ճ�㲻�ϳ��ﵽһ���ܴ�ĸ߿��ȡ��ڼ���Ħ���������£�ճ����뼷ѹ�Ͳķ������룬��ģ�߹�������Ȼ����ճ�ţ�4) �����Σ����ڹ�����λ�õ������谭ճ����Ƴ���������ճ����ڹ���������������ĥ��ѹ���������Ͳı��������»��ۣ�ʹ�Ͳı���ֲڶ����ӡ�ͬʱijЩճ�ŵ���ܹ����Ƴ��������������ڼ�ѹ�Ͳı��棬�γɼ�ѹĥм��
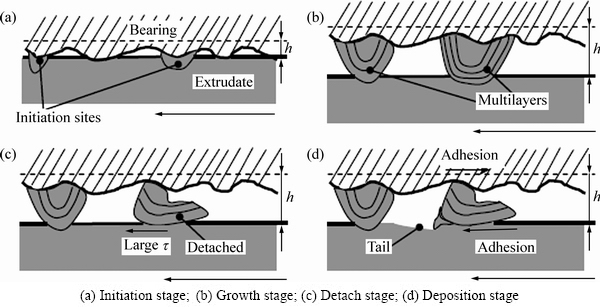
ͼ3 �����Ͳı���ȱ���γɻ���[20]
Fig. 3 Formation mechanism for surface defects (Arrows at bottom right corner indicate extrusion direction)[20]
2 ģ�߱�����ϵ�ǿ������
Ϊ�����ѹģ�߹������������ͼ����Ͳĵı���������������ʵ����ȴ����ͱ���ǿ��������ʹ������������и�Ӳ�ȡ���ĥ����ƣ�͵����ܡ��ȴ���������Ҫ�������ģ�����ǿ�Ⱥ����ԣ�������ǿ����Ҫ�����ֲ�ģ������ϵ�����ȱ�ݣ�����ģ�߱������ĥ�����ʴ���ܣ�ǿ��Ч���ͳɱ����͡��Ӵ�����ʽ�ϱ���ǿ�������ɷ�Ϊ��ѧ����������ע�롢����Ϳ�㡢���������Եȡ����л�ѧ�����ְ�����������̼��̼����������Ԫ�����ȡ�
�ָ��õ�[21]��500 ����������2 h���¶�Ϊ550~570 ��ʱ������������ 12~14 h���õ�H13��ѹģ�߸ֱ�����������ȴ�0.24 mm�����а�����Լ10 ��m������Ӳ�ȴ�950 HV��ͬʱ����Ԥ���账�����������������ԵĴ������á������¶����ߣ�����Ч��������ߡ�Ԥ��������������γɵ�������Ӳ�ȸ�����ͨ�����������ഺ���[22]��520 �����Ҷ�H13��ѹģ�߸ֽ���1.5 h�����������������ѵ���������ɣ���������ȿɴ�6 ��m����������0.3 ��m���ң��������Ӳ�ȸߴ�1100 HV����ĥ������ѡ� ��[23]���ÿ��������о��˶�ģ�߱�����е�������������������������������������ĥ���ܡ��������������������ģ�߲��ϵĻ�ѧ�ȶ��Ը�ǿ��ĥ�����ȴӻ�����㿪�ѣ�ʹ��ӱ�����䡣���ϲ�Խ���ʾ�����̶�Խ�ͣ������״ӱ�����䣬��֮��Ȼ����������İ��Ӽ����������Ļ�ѧ��ʴĥ��
��[23]���ÿ��������о��˶�ģ�߱�����е�������������������������������������ĥ���ܡ��������������������ģ�߲��ϵĻ�ѧ�ȶ��Ը�ǿ��ĥ�����ȴӻ�����㿪�ѣ�ʹ��ӱ�����䡣���ϲ�Խ���ʾ�����̶�Խ�ͣ������״ӱ�����䣬��֮��Ȼ����������İ��Ӽ����������Ļ�ѧ��ʴĥ�� ��[24]����������������Ϳ�����ּ�����H13��ѹģ���б������������и���Ϳ�㼼��H13�������ӵ��������ٽ���PVD����CrNͿ�㡣�������ģ�߸ֲ��ø���Ϳ���ʹ������������������5�����ϡ�����ϸС��CrN���������ģ�߸ֵ���ĥ����ʴ�ԡ����յ�[25]��H13��ѹģ�߸���540~560 ����������8 h������550 ���µ�����ԡ��������6 h��������������Ҫ����CrN��Cr2N ��ɣ�CrN�������ƽ�����Ϊ5 ��m��Ӳ�ȿɴ�1450~1550 HV����ʴ��Ҳ�����������á��Ŵ�����[26]���ø���������������������H13ģ�߸ֱ����ü��������㣬�ڲ��ı�ģ�߸ֱ���ɷֵ������£�ʵ�ָֻ�����ġ���ǿ������ʹģ�ߵ���ʴ����ߣ��Ը�ʴ��λ���ƣ�ά�۵������Լ�С��ͬʱ����H13�ֱ����Ʊ�Si3N4����NiFeBSi �Ͻ��۸��㣬�۸��������H13�ֳ����õ�ұ���ϣ���֯ϸ�ܡ���϶���»�����[27]������շ�ĩ�սᷨ��H13ģ�߸ֱ����������Ϊ1~3 mm����Ԫ����(Mo2FeB2)�������մɸ��㣬����ֻ���ͨ�� Fe��B��Cr��Ni�����ɢ���ι̽�ϣ�Ӳ�ȴﵽ1200 HV��ʹ�ֱ�����ĥ���ܴ������ߡ�
��[24]����������������Ϳ�����ּ�����H13��ѹģ���б������������и���Ϳ�㼼��H13�������ӵ��������ٽ���PVD����CrNͿ�㡣�������ģ�߸ֲ��ø���Ϳ���ʹ������������������5�����ϡ�����ϸС��CrN���������ģ�߸ֵ���ĥ����ʴ�ԡ����յ�[25]��H13��ѹģ�߸���540~560 ����������8 h������550 ���µ�����ԡ��������6 h��������������Ҫ����CrN��Cr2N ��ɣ�CrN�������ƽ�����Ϊ5 ��m��Ӳ�ȿɴ�1450~1550 HV����ʴ��Ҳ�����������á��Ŵ�����[26]���ø���������������������H13ģ�߸ֱ����ü��������㣬�ڲ��ı�ģ�߸ֱ���ɷֵ������£�ʵ�ָֻ�����ġ���ǿ������ʹģ�ߵ���ʴ����ߣ��Ը�ʴ��λ���ƣ�ά�۵������Լ�С��ͬʱ����H13�ֱ����Ʊ�Si3N4����NiFeBSi �Ͻ��۸��㣬�۸��������H13�ֳ����õ�ұ���ϣ���֯ϸ�ܡ���϶���»�����[27]������շ�ĩ�սᷨ��H13ģ�߸ֱ����������Ϊ1~3 mm����Ԫ����(Mo2FeB2)�������մɸ��㣬����ֻ���ͨ�� Fe��B��Cr��Ni�����ɢ���ι̽�ϣ�Ӳ�ȴﵽ1200 HV��ʹ�ֱ�����ĥ���ܴ������ߡ�
���滯ѧ�ȴ��������У���ͨ����Ӧ����Ϊ�㷺���ɱ��ͣ��ɿ��Ըߣ�����ͨ������ȣ���Ԫ�������ϴ�����Ч����ã�����Ƚ������ע�����߱���Ӳ���ֲ��ή�ͽ��������ע�����Ԫ�أ�ʹģ�߸ֵ���ĥ�ԡ�����ʴ�Դ������ߣ����������Լ������٣����μ�С��������ϸ�����������ù���Ӱ�����ؽ϶࣬�����豸���ɱ��ߣ����⣬��ĩ�սᡢͿ��ȼ���Ҳ��Ӧ����ģ�߸ֵı���ǿ��������ҵӦ�ý��١�
3 �ȼ�ѹ�����н���Ħ���߽������Ķ�������
��ֵ�����ѳ�Ϊ��ѹ�����Ż�����Ҫ�ֶΡ���Ħ����Ӱ�켷ѹ��ֵ���澫��һ����Ҫ�ı߽�������������ѧ�߶�Ħ������һ���о��ȵ���Ҫ��������α�����ѹ�Ӵ������Ħ���߽���������ʵ�ʼ�ѹ�����У�Ħ����������ȱ�������������ص�һ���������Ӵ����������Ի��ƣ����ڸ��¡���ѹ��Ӧ�������»��������صı������ź�����ЧӦ����ˣ�Ϊ�õ�����ȷ�ķ�������ѡ�������Ħ��ģ�ͺ�Ħ�����Է�������Ч������ѹ���̲�ͬ�Ӵ������Ħ���߽���������Ϊ��ʮ����Ҫ�ġ�
3.1 Ħ��ģ��
�����Ͻ��ȼ�ѹ�����У�����3�ֲ�ͬ�ĽӴ����棺�����뼷ѹ�桢�����뼷ѹͲ�ͼ�ѹģ���Լ������Ͳ���ģ�߹���������������ѹ�����У���ͬ�Ӵ������Ħ��ѧ��Ϊ��ȫ��ͬ������ò�ͬ��Ħ��ģ�͡�Ϊ���ڷ�����ȷ��ģ�����Ͻ��ȼ�ѹ�����в�ͬ�Ӵ������Ħ��ѧ��Ϊ������ѧ��Ϊ������˶���Ħ��ģ�ͣ���Ҫ���Ը���Ϊ���ࣺ��������Ħ��ģ�͡�����Ħ��ģ�ͺͻ����������ʵ�Ħ��ģ�͡�
3.1.1 ��������Ħ��ģ��
����Ħ��ģ�Ͱ�������Ħ��ģ�ͺͼ���Ħ��ģ�͡��ڿ������У�Ħ��������ѹ�������ȣ���
 (1)
(1)
ʽ�У�f��Ħ����������Ħ��������NΪ��ѹ��������Ħ��ģ���������Ͻ��ȼ�ѹ������Ӧ�ý��١�HE��[28]��6063���Ͻ�ļ�ѹ������ģ��������У���ѹͲ��ģ�߽����ȡֵΪ0.3�������������ȡֵΪ0.4��Ȼ�����ȼ�ѹ�����У�����/ģ�߽����ϵĽӴ�ѹ���ܴ��ɿ���ģ�ͼ������õ�Ħ��Ӧ����ȹ������ϵļ�������Ӧ������ˣ�����ģ�ͻ�߹�Ħ��Ӧ���������������Ͻ��ȼ�ѹ������Ԫ����Ħ���߽�������
Ϊ�˱���߹�Ħ��Ӧ��������Ħ��ģ�ͱ������ȼ�ѹ����Ԫ�����С�����Ħ��ģ�ͼ���Ħ��Ӧ������ϵļ�������Ӧ�������ȣ���
 (2)
(2)
ʽ�У�kΪ���β��ϵļ���ǿ�ȣ�m��Ħ����������ͬ�Ӵ������mȡֵ��ΧΪ0��1֮�䡣
Ŀǰ�����ü���Ħ��ģ�������Ͻ��ȼ�ѹ����Ԫ������ʹ����Ϊ�㷺��Ȼ����Ħ������mͨ�����ö�ֵ����ͨ���������ȡֵ�����������ѧ�ߵ��о��ձ���Ϊ����ѹ�¶ȴ���450 ��ʱ����ѹ�桢��ѹͲ��ģ�߽���Ϊȫճ��Ħ����������Ԫ������Ħ������mȡֵΪ0.9~1[29-34]��������λ�ÿ��Լ�Ϊ����Ħ������������ѧ����Ħ��������ȡֵ��δ���һ�£����ѡȡĦ������Ϊ0.3~0.1֮���һ��ֵ��LI��[29]��YU��[30]�����Ͻ��Ͳļ�ѹģ�߽ṹ�Ż��ͺ������ܵȷ������ʱĦ������ȡֵΪ0.3�������ٵ�[31]������ֵ������Ԥ�����Ͻ�ѹ���̺������¶ȷֲ�ʱĦ��ϵ��ȡֵΪ0.4����Den BAKKER��[32]��MAHMOODKHANI��[33]��DONATI��[34]�����Ͻ��Ͳļ�ѹ�IJ���������Ϊ���������ģ�߽ṹ�Ż�ʱĦ������ȡֵΪ1��
3.1.2 ����Ħ��ģ��
FLITTA��[35]�����о���AA2024���Ͻ�ʵ��Բ���ȼ�ѹ�����������¶���Ħ�������Ĺ�ϵ���������ļ�ѹ����Ԫ����ģ���в��ü���Ħ��ģ�͡��ڼ�ѹ�غɵ������ض������ڣ�ͨ������Ħ������mʹ����Ԫ����õ��ļ�ѹ�غ���ʵ����������ļ�ѹ�غ�һ�¡���һ�������Ǽ�ѹ�غɴﵽ��ֵʱ������������ѹ��ʼ�ε�Ħ�����ڶ��������Ǽ�ѹ��̬�Σ���ѹ�غɻ����½��������о���ѹ������Ħ����Ӱ�졣�о���������������м�ѹ�¶��У�����Ħ������m��ȡֵ�����Dz���ȷ�ġ���������ʼ�¶ȴ�300 �����ߵ�450 ��ʱ����ѹ���ﵽ��ֵʱ�̵Ľ���Ħ��������0.654���ӵ�0.92��Ħ�����ʹӻ���Ħ��ת��Ϊճ��Ħ����Ħ���������¶�֮��������Թ�ϵ������
 (3)
(3)
ʽ�У� ָƽ��Ħ��������Tָ�����¶ȣ�A��B�dz��������ֵ�ֱ�Ϊ0.1327��0.0018��
ָƽ��Ħ��������Tָ�����¶ȣ�A��B�dz��������ֵ�ֱ�Ϊ0.1327��0.0018��
ͬʱ��FLITTA��һ�������һ��Ħ��ģ�͵��ƹ���ʽ��ʹ֮�ʺ������еļ�ѹ������������ѹȫ���̡�
 (4)
(4)
ʽ�У� ��ƽ��Ħ�����������漷ѹ�г̵ı仯���仯��Zd��Zener-Hollomon������ƽ��ֵ������n��A���빤�����������йصij�����a��b����Ħ��ģ���йصij�������һ��������ѹ�����У������뼷ѹͲ�����Ħ���Dz��ϱ仯�ģ�Ħ��������Ҫȡ���ڲ��ϵ�����Ӧ���������¶�����Ϊ��Ҫ��Ӱ�����ء�FLITTA������˼�ѹ��ֵʱ�̺���̬ʱ��a��b��ȡֵ�ֱ�Ϊ-0.6011��1.1261��-0.4973��1.1056��
��ƽ��Ħ�����������漷ѹ�г̵ı仯���仯��Zd��Zener-Hollomon������ƽ��ֵ������n��A���빤�����������йصij�����a��b����Ħ��ģ���йصij�������һ��������ѹ�����У������뼷ѹͲ�����Ħ���Dz��ϱ仯�ģ�Ħ��������Ҫȡ���ڲ��ϵ�����Ӧ���������¶�����Ϊ��Ҫ��Ӱ�����ء�FLITTA������˼�ѹ��ֵʱ�̺���̬ʱ��a��b��ȡֵ�ֱ�Ϊ-0.6011��1.1261��-0.4973��1.1056��
��ģ�߹�����λ�õ�Ħ��������ڵ����ڿ��Լ�Ϊճ��Ħ���ͼ���Ħ���������͡�SAHA[36]�����һ�ּ�Ħ��ģ�͡���ģ��Ħ����Ϊ��ճ������ͻ������������Ħ�������ܺ͡���ճ�����ٶ�ΪȫճĦ�����ڻ������ٶ�Ħ������Ħ������Ϊ�����ļ������͡�
 (5)
(5)
ʽ�У�FfΪģ�߹���������Ħ������m1��m2��ճ�źͻ��������Ħ��������A1��A2Ϊ�ֱ�Ϊճ�źͻ��������ڵ���ʵ�Ӵ������K�Dz��ϵļ���ǿ�ȣ����¶ȡ�Ӧ�����ʵ�������ء�������ȫճ��Ħ����m1��m2ȡֵ��Ϊ1��������ǻ���Ħ������Ħ������m2ͨ��ȡֵС��0.7����ģ�������ر���ģ�߹�����λ���ڲ�ͬ�����Ħ����Ϊ��ͬʱ����Ħ����������������������������Ԫ����ʱ����ʱ���Ϊ���١�
ABTAHI��[37]�����һ�ָ��ӵľ���Ħ��ģ�ͣ���Ϊ����������ļ���Ħ��Ӧ��ȡ���ڼ�ѹ�ٶȺ��������ȡ���ճ������Ħ��Ϊճ��Ħ��ģ�͡������뼷ѹ��������ھ�������ӣ�Ħ��Ӧ���������١����ڻ�������Ħ��Ӧ�����빤������ھ��������Ѹ�ټ��١�
 (6)
(6)
 (7)
(7)
ʽ�У���st��ճ�������Ħ��Ӧ������0��ģ����ڴ���Ħ��Ӧ����xΪ����ģ����ڵľ��룻k�dz����ٶȵĺ�������sl�ǻ��������Ħ��Ӧ��������ģ����ڴ�����б�ǣ�v��ģ�߹�����λ�õĹ����ٶȣ�L�ǹ��������ȣ���e��ģ�߳��ڴ���Ħ��Ӧ����m��nΪ��������ģ�ͱ��������������ڵ�Ħ��Ӧ����ģ�ߵļ��νṹ�ͻ����ٶȵ��йء�
3.1.3 ����Ħ��ģ��
MA��[38-40]������δ�����������Ͻ��ȼ�ѹģ�߹��������������Ħ��ģ�͡���ģ���ܹ�Ԥ�����λ��ճ�źͻ�������ij��ȼ���Ӧ��Ħ���������ڵ͵ĽӴ�ѹ���£�Ħ��������Ϊ�Ǹ��ֲڷ�����繵�����ܺͣ�����Ħ��Ӧ���ﵽ���ϼ���ǿ�ȵ�ʱ������ȫճ��Ħ�������ھֲ�Ħ�����ļ����ǻ��ڴֲڷ���繵ЧӦ��ģ�߱��漸����̬������Ӱ��Ħ�����ٶ���������Ϊ�⻬���������Ա��棬������Ϊ�ֲڵĸ��Ա��棬��һϵ�дֲڷ尴����ĸ����ɣ�
 (8)
(8)
 (9)
(9)
ʽ�У�h��w��ѹ����Ⱥ�ĸ�߿��ȣ�S����״ϵ��������һ���ֲڵļ�����ʣ��ֺͦ��DZ�������״�ij���������Challen and OxleyĦ��ģ�ͼ���Ӵ����������дֲڷ�����ĽӴ���ѹ����Ħ�����ܺͣ�
 (10)
(10)
 (11)
(11)
 (12)
(12)
ʽ�У���i�Ǹ����ĸ߶�h�ϣ��ֲڷ����Чѹ����ȣ�H�Dz��ϵ�Ӳ�ȣ�fhk�ǵ����ֲڷ��빤�������Ħ���������ٶ�Ϊ������������/ģ�߽Ӵ������Ħ��Ӧ���ﵽ���Ͻ�ļ���ǿ��ʱ��Ϊ��ȫճ��Ħ������ģ�������ڵͽӴ�ѹ�������£����ҿ���Ԥ��ճ������ͻ�������Ĺ��������ȣ�Ȼ���ڸ߽Ӵ�ѹ�������¸�ģ�ͻ�߹�Ħ����������Ϊ�ڸ߽Ӵ�ѹ���£������ֲڷ�ۼ���һ���γ�һ����ĽӴ����飬ʹ�Ӵ����������Լ��١�
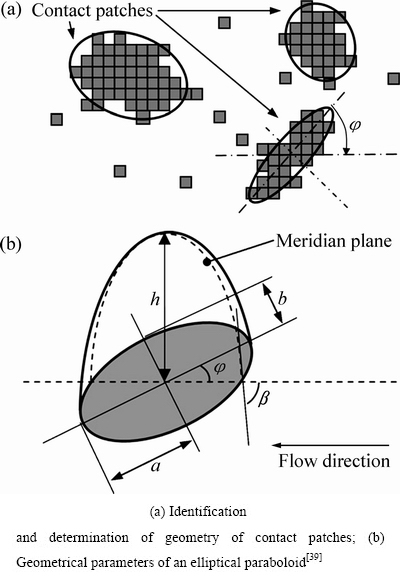
ͼ4 �Ӵ�����ģ�Ͷ���[39]
Fig. 4 Definition of contact patched model
�ڸ߽Ӵ�ѹ�������£��ֲڷ�ۼ��γɽӴ����飬�Ӵ����������ԶԶ���ڴֲڷ�㡣MA��[38-40]����Ӵ�����ΪһȺ�߶ȴ��ڻ���ڷֽ���Ĵֲڷ��ļ��ϣ���״����Ϊ��Բ����״����ͼ4��ʾ��a��b��h�� �µ�Ϊ�Ӵ�����IJ�������Ħ����Ff����ÿ���Ӵ����������Ħ�������ܺͣ�FnΪ���нӴ�������ܵ�����ѹ����
 (13)
(13)
 (14)
(14)
������ģ������ȫ����������λ��Ħ���ĸ������ԣ�Ԥ��ճ���뻬������ij��ȡ�Ȼ����ģ�ͼ���ʱ�����������ճ�źͻ��Ʊ߽������ķ�������ֵ�ϲ��ȶ��������Ƽ�����������Ԫ�����Ħ���߽�������
���Ͽ�֪������Ŀ���Ħ��ģ���ʺ��ڽӴ�ѹ��С�������巢���Ӵ��Ľ��棬�����ڸ߾�ˮѹ���ļ�ѹ���νӴ����治���ʣ��������Ħ��ģ��Ӧ����Ϊ�㷺�������㣬��Ħ������ȡ��ֵ����ѹ�桢��ѹͲ��ģ�߽���λ��Ħ����������ȡֵΪ0.9~1.0��������ģ�߹����������Ħ������Ŀǰ������ѧ����δ�ﵽһ�£��Ҳ���ϴ�ȡֵ��ΧΪ0.3~1.0�����еľ���Ħ��ģ�;���һ�����������壬������ϡ���ѹ���ղ����������ٶȺ�ģ����ڽṹ�Ȳ���������أ�Ҫ����ֵ�����������ձ�Ӧ�þ���һ�������ԣ�����Ҫ���ۺͽ����������ݿ⣻��������Ħ��ģ�ʹ�ģ�߹�������Ħ��������̬�����������˲�ͬ����Ӵ�ѹ�������µ�Ħ��ģ�ͣ�������ȫ��ӳ����������Ħ�����������ʣ���������ʵ��Ӧ���У���Ҫ���ģ�ͼ���ʱ�䳤����ֵ������ⲻ�ȶ���������ҵ�����������жԽӴ�����ֲڷ���״��ѹ�����Ѵﵽ��ȷģ������⡣
3.2 Ħ����Ч��������
3.2.1 Բ��ѹ������
Բ��ѹ���������о��������ι���Ħ���߽�������Ϊ���õķ���[41]���������ڶ���������ѹ�����е�Ħ�������������Ա��ε�Ӱ�졣Բ��ѹ�����κ����κ�Ħ�������£������⾶��������ģ����ھ�����Ħ��������ͬ����������С�Ͳ��䡣�ڵ�Ħ�������£����������������Բ���������뾶�������ڸ�Ħ�������£������ڲ�IJ��������ƶ�������ڲ������ƶ���ʹ�ڲ�뾶��С�����뾶����ͨ���ⶨ�����ھ���߶ȵı仯���Զ���ȷ��ģ���������Ӵ������Ħ������������Բ��ѹ�������ȡĦ������Ӧ�����ȼ�ѹ������δ����ر�����
3.2.2 ��ѹ����
��ѹ�������о�Ħ���Բ��������ͼ�ѹ��Ӱ����ֱ�ӵķ�������ѹ���̵ļ�ѹ���ɿ˷������ڲ������������ֽ����Ħ������ɡ�ͨ����ѹ�����Է�������Ӵ������Ħ������һ���棬������ģ��֮��Ħ�����Ĵ�С������Ӱ�켷ѹ�����ڹ�ģ���е�������Ħ������С��������������ٶ�����Ҫ��Ħ�����ϴ�������
BAKHSHI-JOOYBARI��[42]�Ӽ�ѹ���ĽǶ��о�Ħ�����⡣��ѹ���̵ļ�ѹ����3��������ɣ������뼷ѹͲ��Ħ������������ģ�߹�������Ħ�����Լ��������Ϸ������Ա�����Ҫ�����������뼷ѹͲ����֮���Ħ��������ϵļ���ǿ�ȡ���ѹͲ���ھ�����ѹͲ�������ij��ȵȾ��й�ϵ����ˣ������뼷ѹͲ�Ӵ��������Ħ��������ͨ���ı䶧�ӵ�ԭʼ��������ȡ��FLITTA��[43]���������ȼ�ѹ������Ԫģ�����ϵķ������о���ѹͲ�����Ħ�����⡣ͨ��������ʵ���õļ�ѹ������ϵ�����Ԫģ��߽�������ȷ��Ħ��������BUSCHHAUSEN��[44]����Ħ���Բ���������Ӱ�쿪չ�˷���ѹ���顣���¼�ѹ�˺�ģ�߹̶����ϼ�ѹ���Թ̶��ٶȼ�ѹ���������ڼ�ѹ�ˡ�������ģ��֮�������ٶȲ��칹���˲�ͬ��Ħ�����������˼������ϵij��Ȼ���ֲ��죬�������ڼ�ѹ�Ƚ�С������¡�ͨ������Ԫģ�⽨��У���ߣ�Ħ��������ü�����ij����Լ���ͷ����б�ǽ��ж���������NAKAMURA��[45-46]������BUSCHHAUSEN���Ƶķ���������������µķ���ѹ���鷽����һ���Ƿ���ѹ��ģ�ߣ���һ���ǹ̶����¼�ѹ����Ƴ��λ�С��ֱ�������������鷽���ļ������ϳ��Ⱦ���Ħ������ʮ�����У����Ħ����״�����Դ�����Ԫģ���л�õ�У�������жϳ�����
��������WANG��[47]���һ�����͵�˫����ѹ����(DAE)���о�7475���Ͻ�ѹģ�߹����������Ħ��������ʹ��������ͬ���������ȵ�ģ�ߣ�����ͬʱʩ��һ���ٶȼ�ѹ���������������Gleeble��ģ�������ʵ�֡�������ּ����Ͳĵij����빤����λ�õ�Ħ����������صġ���ˣ�ģ�߹����������Ħ����ͨ�������Ͳij��������б�����˫����ѹ�����ԭ����װ����ͼ5��ʾ��
3.2.3 ��������
���������ǽ�������������״����ԲͲ״������ͼģ�⼷ѹ��������ӳ��ʵ��ѹ������Ħ���ļ����ֶΡ�����ĥ����̵Ľ��У�����ĽӴ�ѹ����ܿ��½����ϵ�ֵ��PELLIZZARI��[48]���ÿ��������Ч�о���6082���Ͻ��ȼ�ѹH13ģ�߸ֵ�Ħ��ĥ����ơ����ڼ�ѹ���������Ͻ���ճ����ģ�߱����ϣ�ĥ����������ֲ�ͬ�Ļ�����ɣ��ӿ�ʼ����-�ֽӴ�ĥ��ת��Ϊ��ȫ���Ա��ε���-���Ӵ�ĥ��ʵ�鷢�֣�������ͬӲͿ�㴦���ĸ������������Ļ�ѧ�������Լ������Ļ�е�ȶ��Ծ���������ĥ�����֮�����ʱ��ij��̡���[49]����Ͳ�鷨�����۷�����Ч�о�6063���Ͻ�ѹģ�߹����������Ħ����Ϊ��ʵ���Ƚ���Ͳ�Ϳ���������550 ����ģ�����������¶Ȼ�����������Ļ����½��У���1 min��ͨ������ʩ����Ͳ�Ϳ��������ѹ����20 N���ӵ�60 N�����������Ͳ�Ϳ���֮��������ܼ���ճ��Ħ�����������ص�ģ��ĥ��ʹ��Ħ��������ͨ����ѹ���鷢�ֹ������������ڵ����ڵ�Ħ������Ϊ��ȫճĦ����ת��������Ħ����TVERLID��[50]ͨ������ȫճĦ������ͻ���Ħ������ij���������Ħ�������ԡ�
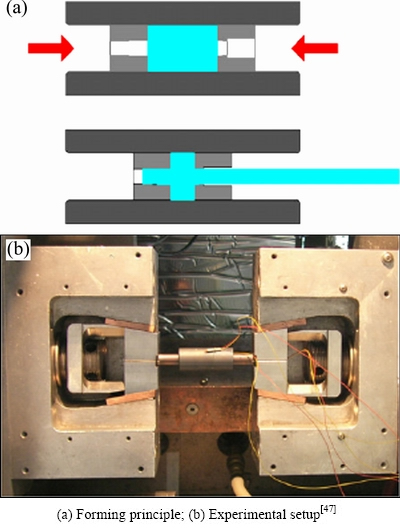
ͼ5 ˫����ѹ����ʾ��ͼ[47]
Fig. 5 Schematic diagram of double action extrusion (DAE)
3.2.4 ��������
��������Ҳ��һ�ֹ㷺���ڶ����о��Ӵ����ϼ��Ħ��ѧ��Ϊ��ȷ��Ħ����������Ч����[51]�����͵����������ǽ��̶��ĸ���ѹ����ת�������ϣ��ڸ�����ʩ��һ���غɲ����ض��켣����ĥ����ת���̡�����������Ծ�ȷ�����¶ȡ���ѹ���������ٶȵ�ʵ����������������������ת�̽�������ϸߵĽӴ�Ӧ��������ĥ���������Ӷ���С������ģ�߹�����λ�õĽӴ�ѹ���仯�Ƿdz��Ǻϵġ����⣬�����ڸ����ƵĹ����в������ص����Ա��Σ������������������𣬵��´�����֮��ĽӴ������뼷ѹ�������ĽӴ�������һ�µġ���ˣ������������Ч������ѹ��������Ħ��ѧ��Ϊ��
RANGANATHA��[52]���ȳ���ͨ�������������������Ͻ��Ͳ���ģ�߹�����֮���Ħ����ʵ��������Բ��ĥ�������ת�̡�ʵ�鷢�ֵ��¶ȳ���300 ��ʱ��Ħ�����������¶ȵ����Ӷ�����Ħ��������ֵҲ�����ڲ��ϼ�ǿ�ҵĻ�ѧ����ö���úܸߡ�WANG��[53-55]ͨ���̾������������Ч�о���7005���Ͻ�������H13ģ�߸ֹ�����֮������Ħ��������RANGANATHA��ͬ���ǣ�WANG�Ȳ��ø���Բ��ĥ����ת���̡�ʵ��õ���RANGANATHA�෴�Ľ��������Ħ�����������¶ȵ����Ӷ���С���������������¶ȵ����ߣ�����ĥ�����̵�ĥ����ƴ�ĥ��ĥ���仯Ϊ����ĥ�𡢰���ĥ���Լ����ص����Ա���ĥ��ĥ����Ƶĸı�ʹ��Ħ�����������¶ȵ����߳��ֳ���������С�����ơ���־�ĵ�[56]ͨ���̾������������о����¶ȶ����Ͻ��ȼ�ѹģ�߹�����λ��Ħ��������Ӱ�죬Ҳ�ó����¶����ߣ�Ħ����������������С�����ơ�
��Ȼ�����������鷽�������ʵ������Ϊ��ȷ��������ȱ����ĥ������нӴ������ݱ�����⣬ֻ�ܶ�������ʵ�������Լ�ѹĦ����Ӱ�죬�������ڼ�ѹ��ֵ�����е�Ħ���߽����������������е�Ħ���������к��繵Ħ����ʵ������ѹ�繵Ħ����Ӱ���С�������������д���繵���ο���ʹ�繵Ħ��ЧӦƫ������������ֱ���������������������Ħ���߽�������Ϊ�����������������������������������Ħ�����趨�������繵�ͼ���Ħ����ռ��Ħ���ı�����GODDARD��[57]���Ƚ�������������ĽӴ���ѧģ�ͣ�����TAYEBI��[58]�Ը�ģ�ͽ�����������ʵ����֤��WANG��[59]��TAYEBIģ���ƹ�Ӧ�õ��������������С�������ֲ�ͬ�¶��£��繵�ͼ���Ħ���������滬�ƾ������Ӷ���������Ħ��Ӧ����ĥ������������ȶ�����Ϊ�ɼ���Ħ��Ӧ�������������������Ħ�����Ħ������������һ�������ʵķ��������ϴ�ѧ�����ǿ������������Ħ������������Ͻ��ȼ�ѹģ�߹�����λ�õ�Ħ������Ҳ�ó������ƵĹ��ɣ������������ʽ��ֵ������ϼ���Ħ��Ӧ�����¶�֮��Ĺ�ϵ[60]��
����Ħ�����Է�����Ч������ѹ���̵�Ħ�������㼸������������1) �Ӵ��������뼷ѹ����������Ǻϡ��缷ѹͲ��ģ�߽���λ�õĽӴ�ѹ���dz��ߣ�ģ�߹�����λ�õĽӴ�ѹ������ڵĽϸ�ֵ����������Ϊ0��2) �¶ȡ��ٶȺͽӴ�ѹ���ȶ�Ħ��������Ӱ��ʮ��������Ϊ���ܱ����о��������Խ���Ħ���Ķ���Ӱ�죬���Է����ܸı������������������������ܾ�ȷ���ơ���������֪��Բ��ѹ���������о��������������Ħ����õķ�����Ȼ���÷������ʺ�����������ѹ���̽����Ħ����Ϊ��������ѹ�����У���������ģ�߽Ӵ������ѹ���Ӽ�ѹͲ��������λ�����٣������Ϸ�������ճ��Ħ���Ҵ�����Ի��ơ�Բ��ѹ�����鲢������ʵ�ط�ӳ��ѹ���̲�ͬ�Ӵ������Ħ��ѧ��Ϊ�����������ü�ѹ������ݼ�ѹ�����Ͳij��ȿ��Է����������ѹ�����м�ѹͲ������λ�õ�Ħ������������Ħ�����¶ȡ������ٶȡ�����Ӵ�ѹ�����±������ɵ�������ء��ڼ�ѹ�����У������ڼ�ѹͲ�еı���������С���Ӵ�ѹ������һ�£��ҽ��治���ڻ��ơ�������ģ���ر��ǹ�����λ�õı��������dz����滬���ٶȴ�ͬ����λ�ÿ��ܲ�һ�¡���ˣ����ü�ѹ����ֻ���������о���ѹͲλ�ò�ͬ�����¶ȺͽӴ�ѹ���ȵ�һ�����µ�Ħ��������ģ�߹�����λ��������о���һ���ض�Ħ����Ӱ�죻�������������о���һ���ضԽӴ������Ħ����Ϊ��������Ħ����ĥ������У���������ĽӴ�ѹ���Ƿdz��͵ģ��ر����������¶ȹ�������£���һ�����뼷ѹ���̽���ߵĽӴ�ѹ�������ϣ�����������Ծ�ȷ���Ƶ�һ���صı仯���������ת�̽�������ϸߵĽӴ�Ӧ��������ĥ���������Ӷ���С��������ĥ������б������������𣬵��´�����֮��ĽӴ�����Ȼ���������������Ч����ģ�߹�����λ�õ�Ħ��ѧ��Ϊ����������Ħ�����Գ���Ħ��������������Ħ�����繵Ħ�����������֣�����ֱ��������ֵ�����Ħ���߽������������о��ɹ���������Ħ��Ӧ����ĥ������б���һ�£����Դ���Ħ��������Ϊ������λ�õ�Ħ���߽�����������ģ��������뵽��ҵ����Ԫ�����ﲢ�ܽϺ�ģ����ϳ��ڲ���������Ϊ�Ȼ����һ���о���
4 ����
1) �����������£������뼷ѹ�桢��ѹͲ����ѹģ�߽Ӵ������Ħ���ڸ߽Ӵ�ѹ������Ϊ��ȫճ��Ħ����ģ�߹�����λ�õĽӴ�ѹ������ڵĽϸ�ֵ����������Ϊ0��Ħ�����ʹ�ճ��Ħ������Ϊ����Ħ��������Ħ������3��������ζ���ȷ��3������ij�����Ҫ��һ��̽����
2) ģ�߹�����λ�ò����ĸ�Ħ�������صĻ�ѧ��ɢ��ʹ�������Ĺ����������׳���ĥ���ƣ�ͣ�������Լģ��ʹ�������ͼ����Ͳı����������������и����ܵͳɱ����ʺϹ�ҵ��Ӧ�õı���ǿ����������ģ�߲��ϵ���ĥ�Ժ���ʴ������Ҫǰ����
3) ����Ħ��ģ�Ͳ��ʺ��ڼ�ѹĦ���߽�����������Ħ��ģ���ڼ�ѹ����Ħ���߽�����Ӧ����Ϊ�㷺����ѹ�桢��ѹͲ��ģ�߽���λ��Ħ����������ȡֵΪ0.9~1��ģ�߹�����λ�õ�Ħ������ȡֵ������ѧ����δ�ﵽһ�£�����ϴ���Ҫ��һ�����о������еľ���Ħ��ģ��������Ħ��ģ������һ������ȫ��ӳ�Ӵ�������������ʣ���Ŀǰ�ڷ���������Ӧ�ö�����һ�������ԡ�
4) ��ѹ���鷽���ʺ����о���ѹͲλ�õĽӴ�Ħ��ѧ��Ϊ���̾�������Ħ�������ʺ��ڱ���ģ�߹�����λ�õĽӴ�Ħ��ѧ��Ϊ��ĥ������еļ���Ħ��Ӧ�����Դ���Ħ��������Ϊ������λ�õ�Ħ���߽���������������뵽��ҵ����Ԫ�����ﲢ�Ƿ���ȷģ�����������Ϊ���һ���о���
REFERENCES
[1] ��־��, ������. �������������������̹����о���״���չ[J]. �й���ɫ����ѧ��, 2014, 24(8): 2003-2012.
LIU Zhi-wen, LI Luo-xing. Review of bending short process for lightweight component[J]. The Chinese Journal of Nonferrous Metals, 2014, 24(8): 2003-2012.
[2] ������, ��־��, л����, ���̲�. ���Ͻ�����Ͳķ���ģ��ѹ����ȫ�����¶ȳ�����ֵģ��[J]. �й���ɫ����ѧ��, 2013, 23(10): 2769-2778.
HOU Wen-rong, ZHANG Zhi-hao, XIE Jian-xin, CHEN Yun-bo.Numerical simulation of temperature field during whole extrusion process of aluminum hollow profile with porthole die extrusion forming[J]. The Chinese Journal of Nonferrous Metals, 2013, 23(3): 2769-2778.
[3] WANG L, ZHOU J, DUSZCZYK J, KATGERMAN L. Friction in aluminium extrusion��Part 1: A review of friction testing techniques for aluminium extrusion[J]. Tribology International, 2012, 56: 89-98.
[4] SCHRADER T, SHIRGAOKAR M, ALTAN T. A critical evaluation of the double cup extrusion test for selection of cold forging lubricants[J]. Journal of Materials Processing Technology, 2007, 189(1): 36-44.
[5] WANG L, YANG H. Friction in aluminium extrusion��part 2: A review of friction models for aluminium extrusion[J]. Tribology International, 2012, 56: 99-106.
[6] ZHANG C, ZHAO G, CHEN H, GUAN Y, CAI H, GAO B. Investigation on effects of die orifice layout on three-hole porthole extrusion of aluminum alloy 6063 tubes[J]. Journal of Materials Engineering and Performance, 2013, 22(5): 1223-1232.
[7] ZHOU J, LI L, DUSZCZYK J. Computer simulated and experimentally verified isothermal extrusion of 7075 aluminium through continuous ram speed variation[J]. Journal of Materials Processing Technology, 2004, 146(2): 203-212.
[8] LI L, ZHANG H, ZHOU J, DUSZCZYKJ, LI G Y, ZHONG Z H. Numerical and experimental study on the extrusion through a porthole die to produce a hollow magnesium profile with longitudinal weld seams[J]. Materials & Design, 2008, 29(6): 1190-1198.
[9] ����·, ������, Ѧ�پ�, ������. ������̶���ѹ��װ������[J]. ��Ͻ�ӹ�����, 2007, 35(3): 6-15.
ZHAO Yun-lu, XING Zai-xing, XUE Yun-jin, CAO Xing-xun. Review about foreign and domestic fixed dummy block[J]. Light Alloy Fabrication Technology, 2007, 35(3): 6-15.
[10] LOF J. Elasto-viscoplastic FEM simulations of the aluminium flow in the bearing area for extrusion of thin-walled sections[J]. Journal of Materials Processing Technology, 2001, 114(2): 174-183.
[11] ��С��, ���н�, ��ʤ��, ��ľ��, �� ��. ���Ͻ�ѹʱ��Ħ����Ħ������[J]. �й���ɫ����ѧ��, 2003, 13(3): 599-605.
DENG Xiao-min, SUN Zhong-jian, LI Sheng-zhi, FANG Mu-yun, CAO Jie. Friction and friction coefficient for aluminium alloy extrusion[J]. The Chinese Journal of Nonferrous Metal, 2003, 13(3): 605-609.
[12] SCHIKORRA M, DONATII L, TOMESANI L, KLEINER M. The role of friction in the extrusion of AA6060 aluminum alloy, process analysis and monitoring[J]. Journal of Materials Processing Technology, 2007, 191(1): 288-292.
[13] WELO T, ABTAHI S, SKAUVIK I, ST REN S, MELANDER M, TJTTA S. Friction in the bearing channel of aluminium extrusion dies[C]//Proceedings of the15th Riso international symposium on materials science. Roskilde: Ris National Laboratory, 1994: 615-620.
REN S, MELANDER M, TJTTA S. Friction in the bearing channel of aluminium extrusion dies[C]//Proceedings of the15th Riso international symposium on materials science. Roskilde: Ris National Laboratory, 1994: 615-620.
[14] ABTAHI S. Friction and interface reactions on the die land in thin-walled extrusion[R]. Trondheim: The University of Trondheim, 1995.
[15] BIROL Y. Analysis of wear of a gas nitrided H13 tool steel die in aluminium extrusion[J]. Engineering Failure Analysis, 2012, 26: 203-210.
[16] GUTOVSKAYA J, SOLBERG J K, LANGE H I, ANDERSEN L H. Wear of Inconel 718 die during aluminium extrusion��A case study[J]. Wear, 2004, 256(1): 126-132.
[17]  J,HEDENQVISTC P. Physical vapour deposition duplex coatings for aluminium extrusion dies[J]. Wear, 1999, 225: 1123-1130.
J,HEDENQVISTC P. Physical vapour deposition duplex coatings for aluminium extrusion dies[J]. Wear, 1999, 225: 1123-1130.
[18] CLODE M P, SHEPPARDT. Formation of die lines during extrusion of AA6063[J]. Materials Science and Technology, 1990, 6(8): 755-763.
[19] Ҧ��Ⱥ, �ź���, ���ڲ�. ģ�߹�����״�������Ͻ�ѹ�Ͳı���ģ�Ƶ�Ӱ��[J]. ���Թ���ѧ��, 2013, 20(4): 99-103.
YAO Li-qun, ZHANG Hong-ge, NAN Lei-ceng. Influences of die bearing belt conditions on the die-lines of Al-alloy extrusion profiles[J]. Journal of Plasticity Engineering, 2013, 20(4): 99-103.
[20] MA X. Surface quality of aluminium extrusion products[D]. Enschede: University of Twente, 2011.
[21] �ָ���, ֣С��, �� ��, �� ΰ, ��ʤ��. �ȴ���״̬�� H13 ģ�߸��������Ӱ��[J]. ����, 2009, 43(12): 63-66.
LIN Gao-yong, ZHEN Xiao-yan, FENG Di, YANG Wei, ZHANG Sheng-hua. Effects of heat treatment on nitrided layer of H13 tool steel[J]. Iron & Steel, 2009, 43(12): 63-66.
[22] �ഺ��, �����, ������, ������. ���� H13 ���е���ɢ��Ϊ[J]. ��е���̲���, 2007, 31(6): 73-75.
YU Chun-yan, WANG Shen-bin, HOU Wen-yi, XU Bing-she. The diffusion behavior of nitrogen in H13 steel[J]. Materials for Mechanical Engineering, 2007, 31(6): 73-75.
[23] M, SMOLEJ A, FAJFAR P, TURK R. Laboratory assessment of wear on nitrided surfaces of dies for hot extrusion of aluminium[J]. Tribology International, 2007, 40(2): 374-384.
[24]  R, HOGMARK S. Wear of surface treated dies for aluminium extrusion��a case study[J]. Wear, 2001, 249(3): 316-323.
R, HOGMARK S. Wear of surface treated dies for aluminium extrusion��a case study[J]. Wear, 2001, 249(3): 316-323.
[25] �� ��, �ܻ���, ������, ������, ��Ƽ. H13��550 �渴�����������о�[J]. �ȼӹ�����, 2008, 37(4): 63-66.
GONG Gang, CAO Hui-liang, LIU Jiang-wen, JIAO Dong-ling, LUO Cheng-ping. Study on complex chromizing at 550 �� for H13 steel[J]. Hot Working Technology, 2008, 37(4): 63-66.
[26] �Ŵ���, ���, �� ��, ����ƽ, �� ��, �����. H13ģ�߸ּ������������֯������[J]. �����ȴ���, 2004, 29(10): 14-17.
ZHANG Chun-hua, LI Chun-yan, ZHANG Song, KANG Yi-ping, CHEN Jiang, CAI Qing-kui. Microstructure and property of laser surface melt-solidifying for H13 die steel[J]. Heat Treatment of Metals, 2004, 29(10): 14-17.
[27] �»���, ��Сƽ, ������,��ϸ֦. H13�ֱ����ĩ�ս�����մɸ������֯������[J]. �������켰��ɫ�Ͻ�, 2005, 25(9): 526-527.
CHEN Hui-min, ZHOU Xiao-ping, PAN Yong-qing, ZHOU Xi-zhi. Microstructure and properties of cermet coating on surface of H13 steel by vacuum powder sintering[J]. Special Casting & Nonferrous Alloys, 2005, 25(9): 526-527.
[28] HE Zhao, WANG He-nan, WANG Meng-jun, LI Guang-yao. Simulation of extrusion process of complicated aluminium profile and die trial[J]. Transactions of Nonferrous Metals Society of China, 2012, 22(7): 1732-1737.
[29] LI L, ZHOU J, DUSZCZYK J. Prediction of temperature evolution during the extrusion of 7075 aluminium alloy at various ram speeds by means of 3D FEM simulation[J]. Journal of Materials Processing Technology, 2004, 145(3): 360-370.
[30] YU J, ZHAO G, CHEN L. Analysis of longitudinal weld seam defects and investigation of solid-state bonding criteria in porthole die extrusion process of aluminum alloy profiles[J]. Journal of Materials Processing Technology, 2016, 237: 31-47.
[31] ������, ��־��, л����, ����÷, �Ǻ���. �����ʵ������ٵ����Ͻ�����Ͳĺ�����¶ȵIJ�������[J]. �й���ɫ����ѧ��, 2015, 25(7): 1798-1807.
HOU Wen-rong, ZHANG Zhi-hao, XIE Jian-xin, MA Qing-mei, GAI Hong-tao. Temperature inhomogeneity on cross section of Al alloy hollow profile based on reverse point tracking method[J]. The Chinese Journal of Nonferrous Metals, 2015, 25(7): 1798-1807.
[32] den BAKKER A J, WERKHOVEN R J, SILLEKENS W H, KATGERMAN L. The origin of weld seam defects related to metal flow in the hot extrusion of aluminium alloys EN AW-6060 and EN AW-6082[J]. Journal of Materials Processing Technology, 2014, 214(11): 2349-2358.
[33] MAHMOODKHANI Y, WELLS M A, PARSON N,POOLE W J. Numerical modelling of the material flow during extrusion of aluminium alloys and transverse weld formation[J]. Journal of Materials Processing Technology, 2014, 214(3): 688-700.
[34] DONATI L, TOMESANI L, SCHIKORRA M, BEN KHALIFA N,TEKKAYA A E. Friction model selection in FEM simulations of aluminium extrusion[J]. International Journal of Surface Science and Engineering, 2009, 4(1): 27-41.
[35] FLITTA I, SHEPPARD T. Nature of friction in extrusion process and its effect on material flow[J]. Materials Science and Technology, 2003, 19(7): 837-846.
[36] SAHA P K. Thermodynamics and tribology in aluminum extrusion[J]. Wear, 1998, 218(2): 179-190.
[37] ABTAHI S, STOREN S, WELO T. Interface mechanisms on the bearing surface in extrusion[C]//Proceedings from Extrusion Technology Seminar. Chicago: Aluminium Association Inc, & Aluminium Extrudes Council, 1996: 125-132.
[38] MA X, de ROOIJ M B, SCHIPPER D J. Modelling of contact and friction in aluminium extrusion[J]. Tribology International, 2010, 43(5): 1138-1144.
[39] MA X, de ROOIJ M B, SCHIPPER D J. A load dependent friction model for fully plastic contact conditions[J]. Wear, 2010, 269(11): 790-796.
[40] MA X, de ROOIJ M B, SCHIPPER D J. Friction conditions in the bearing area of an aluminium extrusion process[J]. Wear, 2012, 278: 1-8.
[41] ������, ������, ������. ������ʯī���� TC4 �Ͻ���±��ι����е���Ϊ�о�[J]. ϡ�н��������빤��, 2000, 29(4): 239-241.
LI Luo-xing, PENG Da-shu, LIU Zhen-qiu. Study on the lubricities of glass and graphite in the deformation processing of the alloy TC4 at high temperatures[J]. Rare Metal Materails and Engineering, 2000, 29(4): 239-241.
[42] BAKHSHI-JOOYBARI M. A theoretical and experimental study of friction in metal forming by the use of the forward extrusion process[J]. Journal of Materials Processing Technology, 2002, 125: 369-374.
[43] FLITTA I, SHEPPARD T. On the mechanics of friction during the extrusion process[C]//Proceedingsof the 7th International AluminumExtrusionTechnologySeminar. Chicago: Aluminium Association Inc, & Aluminium Extrudes Council, 2000: 197-204.
[44] BUSCHHAUSEN A, WEINMANN K, LEE J Y, ALTAN T. Evaluation of lubrication and friction in cold forging using a double backward-extrusion process[J]. Journal of Materials Processing Technology, 1992, 33(1): 95-108.
[45] NAKAMURA T, BAY N, ZHANG Z L. FEM simulation of friction testing method based on combined forward rod-backward can extrusion[J]. Journal of Tribology, 1997, 119(3): 501-506.
[46] NAKAMURA T, BAY N, ZHANG Z L. FEM simulation of a friction testing metliod based on combined forward conical can-backward straight can extrusion[J]. Journal of Tribology, 1998, 120(4): 716-723.
[47] WANG L, HE Y, ZHANG Y, CAI J, ZHOU J, DUSZCZYK J, KATGERMAN L. Modeling of double action extrusion��A novel extrusion process for friction characterization at the billet�Cdie bearing interface[J]. Tribology International, 2010, 43(11): 2084-2091.
[48] PELLIZZARI M, ZADRA M, MOLINARI A. Tribological properties of surface engineered hot work tool steel for aluminium extrusion dies[J]. Surface Engineering, 2007, 23(3): 165-168.
[49]  J, HOGMARK S. Tribological simulation of aluminium hot extrusion[J]. Wear, 1999, 224(2): 216-225.
J, HOGMARK S. Tribological simulation of aluminium hot extrusion[J]. Wear, 1999, 224(2): 216-225.
[50] TVERLID S. Modelling of friction in the bearing channel of dies for the extrusion of aluminium sections[D]. Norway: Norwegian University of Science and Technology, 1997.
[51] VALIORGUE F, RECH J, HAMDI H, BONNETA C,GILLESB P,BERGHEAUA J M. Modelling of friction phenomena in material removal processes[J]. Journal of Materials Processing Technology, 2008, 201(1): 450-453.
[52] RANGANATHA S, KAILAS S V, STREN S, SRIVATSAN T S. Role of temperature on sliding response of aluminum on steel of a hot extrusion[J]. Materials and Manufacturing Processes, 2007, 23(1): 29-36.
[53] WANG L, HE Y, ZHOU J, DUSZCZYK J. Effect of temperature on the frictional behaviour of an aluminium alloy sliding against steel during ball-on-disc tests[J]. Tribology International, 2010, 43(1): 299-306.
[54] WANG L, HE Y, ZHOU J, DUSZCZYK J. Modelling of plowing and shear friction coefficients during high-temperature ball-on-disc tests[J]. Tribology International, 2009, 42(1): 15-22.
[55] WANG L, CAI J, ZHOU J, DUSZCZYK J. Characteristics of the friction between aluminium and steel at elevated temperatures during ball-on-disc tests[J]. Tribology Letters, 2009, 36(2): 183-190.
[56] ��˹��, ��־��. �¶ȶ� 6061 ���Ͻ�Ħ��ĥ����Ϊ��Ӱ��[J]. ��е���̲���, 2016, 40(1): 20-24.
LI Si-xu, LIU Zhi-wen. Influence of temperature on friction and wear behavior of 6061 aluminum alloy[J]. Materials for Mechanical Engineering, 2016, 40(1): 20-24.
[57] GODDARD J, WILMAN H. A theory of friction and wear during the abrasion of metals[J]. Wear, 1962, 5(2): 114-135.
[58] TAYEBI N, CONRY T F, POLYCARPOU A A. Determination of hardness from nanoscratch experiments: Corrections for interfacial shear stress and elastic recovery[J]. Journal of Materials Research, 2003, 18(9): 2150-2162.
[59] WANG L, ZHOU J, DUSZCZYK J, KATGERMAN L. Identification of a friction model for the bearing channel of hot aluminium extrusion dies by using ball-on-disc tests[J]. Tribology International, 2012, 50: 66-75.
[60] �� ��. 6061���Ͻ��ȼ�ѹ������Ħ��ĥ����Ϊ��Ч�����о�[D].��ɳ: ���ϴ�ѧ, 2014.
ZHANG Ming. Equivalent characterization of the friction and wear behavior during hot extrusion of 6061 aluminum[D]. Changsha: Hunan University, 2014.
Research progress of interface friction in hot extrusion of aluminium alloys
LIU Zhi-wen1, 2, LI Luo-xing1, 2, ZHANG Ming1, 2, LI Shi-kang1, 2
(1. State Key Laboratory of Advanced Design and Manufacturing for Vehicle Body, Hunan University, Changsha 410082, China;
2. College of Mechanical and Vehicle Engineering, Hunan University, Changsha 410082, China)
Abstract: In the hot extrusion of aluminium alloys, friction at the workpiece/tools interface has great influence on the die wear, profile surface quality and extrusion load. The friction coefficient is also an important thermal boundary condition in the FE simulation of aluminium extrusion, which is affected by many factors and hard to be quantified. To obtain accurate simulation results, reasonable friction models and friction coefficient should be adopted. The tribological behaviors of contact interfaces in the hot extrusion of aluminum alloy were revealed. The effect of friction and wear on the surface quality of the profile in the bearing was analyzed. The research status and development of surface treatment techniques were comprehensively reviewed and evaluated. The friction models and equivalent characterizations being used for the FE simulation of aluminium extrusion at different contact interfaces were summarized. The main problems of friction in the hot extrusion of aluminium alloys were put forward.
Key words: aluminium alloy; hot extrusion; interface friction; tribological behavior; friction model; equivalent characterization
Foundation items: Project (2014ZX04002071) supported by the National Key Project of Science and Technology of China; Project (51475156) supported by the National Natural Science Foundation of China; Project (2016YFB0101704) supported by the National Key Research and Development Program of China
Received date: 2016-05-17; Accepted date: 2016-12-14
Corresponding author: LI Luo-xing; Tel: +86-731-88821571; E-mail: llxly2000@163.com
(�༭ �� ��)
������Ŀ�����ҿƼ��ش�ר��(2014ZX04002071)��������Ȼ��ѧ��������������Ŀ(51475156)�������ص��з��ƻ�������Ŀ(2016YFB0101704)
�ո����ڣ�2016-05-17�������ڣ�2016-12-14
ͨ�����ߣ������ǣ����ڣ���ʿ���绰��0731-88821571��E-mail��llxly2000@163.com
ժ Ҫ�������Ͻ��ȼ�ѹ�����У�������ģ�߽����Ħ����ģ��ĥ�𡢼�ѹ�غɡ���Ʒ���������Ⱦ�����Ҫ��Ӱ�졣Ħ��Ҳ�Ǽ�ѹ��ֵ������һ����Ҫ�ı߽�������Ӱ�����ض࣬���Զ���ȷ����Ϊ�õ���ȷ�ķ�����������ú�����Ħ��ģ�͡���ʾ���Ͻ��ȼ�ѹ�����в�ͬ�Ӵ������Ħ��ѧ��Ϊ������������λ�õ�Ħ��ĥ����Ͳı���������Ӱ�����������ģ�߲��ϵı���ǿ�����������Ը������������ۡ������ܽ����Ͻ��ȼ�ѹ�����в��õ�Ħ������ģ�ͼ���Ч�������������ָ���ȼ�ѹ�����н���Ħ���о����ڵ���Ҫ���⡣
[1] ��־��, ������. �������������������̹����о���״���չ[J]. �й���ɫ����ѧ��, 2014, 24(8): 2003-2012.
[9] ����·, ������, Ѧ�پ�, ������. ������̶���ѹ��װ������[J]. ��Ͻ�ӹ�����, 2007, 35(3): 6-15.
[19] Ҧ��Ⱥ, �ź���, ���ڲ�. ģ�߹�����״�������Ͻ�ѹ�Ͳı���ģ�Ƶ�Ӱ��[J]. ���Թ���ѧ��, 2013, 20(4): 99-103.
[20] MA X. Surface quality of aluminium extrusion products[D]. Enschede: University of Twente, 2011.
[21] �ָ���, ֣С��, �� ��, �� ΰ, ��ʤ��. �ȴ���״̬�� H13 ģ�߸��������Ӱ��[J]. ����, 2009, 43(12): 63-66.
[22] �ഺ��, �����, ������, ������. ���� H13 ���е���ɢ��Ϊ[J]. ��е���̲���, 2007, 31(6): 73-75.
[25] �� ��, �ܻ���, ������, ������, ��Ƽ. H13��550 �渴�����������о�[J]. �ȼӹ�����, 2008, 37(4): 63-66.
[36] SAHA P K. Thermodynamics and tribology in aluminum extrusion[J]. Wear, 1998, 218(2): 179-190.
[56] ��˹��, ��־��. �¶ȶ� 6061 ���Ͻ�Ħ��ĥ����Ϊ��Ӱ��[J]. ��е���̲���, 2016, 40(1): 20-24.
[60] �� ��. 6061���Ͻ��ȼ�ѹ������Ħ��ĥ����Ϊ��Ч�����о�[D].��ɳ: ���ϴ�ѧ, 2014.
