
���±�ţ�1004-0609(2012)07-1897-07
����Ƭ��ģ������̵�Ӧ����ֵģ��
��ҫ��1, 2��������3������ƽ3��������1, 2�����ٳ�1, 2
(1. �廪��ѧ ��е����ϵ������ 100084��2. �廪��ѧ �Ƚ���������������ص�ʵ���ң����� 100084;
3. �����������շ�����(����)�������ι�˾������ 110043)
ժ Ҫ��
������������ProCAST�Ե���Ƭ��ģ������̵�Ӧ��������ֵģ�⣬��������Ƭ���̹����е�Ӧ���仯������������������ȱ�ݴ�Ӧ���ϴ����̽�������Ե���Ƭ���Ƶij�����������ƴ������ڽ����ĸĽ����շ������������ڸĽ������µ�����Ӧ��������ֵģ�⡣ģ�����������Ľ����������Լ�Сԭ�������ƴ���Ӧ���������ô�����ȱ�ݣ���߲�Ʒ�ϸ��ʡ�ʵ�������������Ľ���������������ԭ����������ȱ�ݣ��ϸ��������30%��
�ؼ��ʣ�
����Ӧ������ֵģ��������Ƭ����ģ������
��ͼ����ţ�TG21+3���� ���ױ�־�룺A
Numerical simulation of stress of adjustment sheet during investment casting process
HONG Yao-wu1, 2, WANG Tie-jun3, HAN Da-ping3, XU Qing-yan1, 2, LIU Bai-cheng1, 2
(1. Department of Mechanical Engineering, Tsinghua University, Beijing 100084, China;
2. Key Laboratory for Advanced Materials Processing Technology, Ministry of Education, Tsinghua University, Beijing 100084, China;
3. Shenyang Liming Aero-Engine (Group) Corporation, Shenyang 110043, China)
Abstract: The commercial software ProCAST was used to simulate the stress of adjustment sheets during the solidification, and then the stress change tendency of the adjustment sheets during the solidification was analyzed. The results indicate that the stress is bigger and the solidification is slower in the places where the crack defects may easily happen. The casting stress of an improved scheme for adjustment sheets was also simulated. The simulated results show that the improved scheme can reduce the casting stress and get higher yield. The real production indicates that the improved scheme can eliminate defect and increase the yield by 30%.
Key words: casting stress; numerical simulation; adjustment sheet; investment casting
����Ƭ��Ϊ���շ�����ʸ����ڵ���Ҫ������������ģ������������ײ�������ȱ�ݣ�������������ProCAST������������̲�����Ӧ����������ֵģ��ͷ��������о��Խ��ʵ���������ָ�����塣������ķ�չ��Ϊ������̵�ģ������ṩ��Ӳ��������ͨ����ֵģ�⼼�����Dz������ԡ������������ij��ͼ����̹��̣�����ͨ�������о���Niyama�о����������������ס�����ȱ��Ԥ�⣬�Ӷ�ʹ�Ľ����������������������٣������������ڣ����������� ��[1]��Ŀǰ���������̹���Ӧ������ģ�⼼����չѸ�٣�����Ӧ��������ʵ������Ե�[2]������������ProCAST��HT250Ӧ�����Լ�����Ӧ����������ֵģ���о�����۵�[3]��HT200���������������ֲ�ͬԼ�������µ�Ӧ��������ģ���о����������[4]�Ȼ���FDM/FEM����������Ӧ������ϵͳ��HT200Ӧ�����Լ�����Ӧ����������ֵģ���о���SABAU��[5-7]��A365���Ͻ�����Կ���ģ�������ճߴ������ģ��Ԥ�⡣������Ӧ��ģ���У����������ͼ������þ�����ҪӰ�죬����Ansys�Ӵ���Ԫ������С�� ��[8-9]�Ƚ�����Ӵ���Ԫ�����ڴ������������ͼ���������á������ģ�������ģ������Ҳ��������Ӧ���о�����SCHEPPE��SAHM[10]����MAGMASOFT��������˲�ͬ����������NiAl�������仯������ģ�������¶ȳ���STEMMLER��[11]����ģ��������ǻ֮������˽Ӵ�ģ�ͺʹ��ȼ��㣬�����˼�϶���γɶԴ��ȹ��̵�Ӱ�죬����CASTS���Ϳǵ�Ԥ�Ⱥ����������̽����˼��㡣���⣬GRIFFITHS[12]��HALLAM[13]��SCHENEFELT[14]��WOODBURRY��[15]�Խ��洫�ȵļ��㷽���ͽ��滻��ϵ����ȷ�������������о������ڸ��ºϽ�ĸ�����ѧ���������Ǻ�״������ѧ���ܺ��ѵõ���Ŀǰ���ڸ��ºϽ�����������Ӧ��ģ����٣��ʶԵ���Ƭ��ģ���������Ӧ��������ֵģ���о�������Ҫ ���塣
�������߲�����ҵ����ProCAST�Ե���Ƭ������ģ����Ӧ����ֵģ�⣬��������Ƭ�����̹����е��¶ȳ���Ӧ�����仯���Ӷ��õ����������ȱ�ݵ�ԭ��ͬʱ�Ե���Ƭ���ոĽ������������������ֵ ģ�⡣
1 ��ѧģ������ѧ�߽�����
1.1 ��ѧģ��
Ŀǰ��Ӧ����ֵģ����Ҫ�����ȵ�����ģ�ͣ���ģ�Ͳ�ֱ�Ӽ������ЧӦ������Ϊ��������ǰΪ���ԣ�������Ϊ���ԣ�����ģ��������Ӧ�����¶ȵĺ������ҵ����Ͻӽ��۵�ʱ������ģ��������Ӧ������Ϊ �㡣���о�����ProCAST�������ṩ���ȵ����� ģ�͡�
���ڵ���ģ�ͣ�Ӧ����Ӧ��������¹�ϵ��
{d��e}=[De]{d��e} (1)
ʽ�У�{d��e}��[De]��{d��e}�ֱ�Ϊ����Ӧ������������ģ��������Ӧ���������±�e�Լ������p��t�ֱ��ʾ���ԡ����Լ����ȡ�
���ȵ�����ģ���У�Ӧ�������ɱ�ʾΪ
d��=d��e+d��p+d��t (2)
��Ӧ������Ӧ��������¹�ϵ��
{d��}=[D]ep({d��e}+{d��p})=[D]ep({d��}-{d��t}) (3)
ʽ�У�[D]epΪ������ģ������
��Ӧ�����������¶ȱ仯�����������Լ����� ģ����������ϵ�����¶ȱ仯����������������Ա�ʾΪ
![]() (4)
(4)
ʽ�У�T0�dz�ʼ�¶ȣ�T��˲ʱ�¶ȣ����������� ϵ����
����Ӧ�������Ĵ�С�ͷ�����������ȷ����
![]() (5)
(5)
ʽ�У�H��Ϊ���ϵ�����Ӳ��ģ�������ɼ��������ߵõ��������ϸ�ʽ�ɵó��ȵ�����ģ�͵ı��� ���̣�
![]() (6)
(6)
1.2 ��ѧ�߽�����
��ģ�ͿǵĴ��ڶ�������ɢ�Ⱥ����̹��̾�����ҪӰ�죬�����������ͿǼ������֮��Ĵ���ģ���Ƕ���ģ�������̹��̽�����ֵģ���ǰ�ᡣ��ע �����������ͺͻ���֮����ڶ�̬���ӵĻ��ȹ��̣����������ͿǼ������֮��Ľ��洦������ձ��ɰ�估�����֮����洦������(��Q)�����ȴ�����ʽ���д��ݣ�
��Q��h(T1-T2) (7)
ʽ�У�hΪ���滻��ϵ����T1��T2�ֱ�Ϊ����������¶ȡ�
���ͿDZ��棬����ձ���漰ɰ������뻷��֮����ڷ���Ͷ������ȣ�������ð���뻷��֮��Ҳ���ڷ���Ͷ������ȹ��̣�
��Q��h1(T-Ta)+�Ҧ�(T4-Ta4) (8)
ʽ�У�h1��ʾģ�ǻ���ɰ��ȱ����뻷���Ķ�������ϵ����T��ʾģ�ǻ���ɰ��ȱ�����¶ȣ�Ta��ʾ�����¶ȣ��ű�ʾ���任��ϵ����
���ھ������ѧ�߽縳ֵ������/������ѧģ���о��ľ������ݼ���ѧ�߽��������ÿɼ�����[16]��
2 ����Ƭ�ṹ����
���о��ĵ���Ƭ����Ϊ���ڽṹ��������K424�Ͻ���ģ�������ɣ��������ṹ��ͼ1��ʾ����������ԼΪ360 mm����ԼΪ110 mm����С�ں�0.9 mm������Ƭ����ʱ������ͼ1(b)����ָλ�ó�������ȱ�ݣ��ϸ��ʽϵͣ���ˣ��б�Ҫ�Ե���Ƭ����ģ���о�����������ȱ�ݵ�ԭ��Ϊ���ոĽ��ṩ�������ݡ�

ͼ1 ����Ƭ�ṹʾ��ͼ
Fig. 1 Schematic diagram of adjustment sheet casting: (a) Side view; (b) Top view
����Ƭ��עʱ����һ�飬�Գ��Ų�����ͼ2(a)��ʾ������ʱ�ͿǷ������б���ձ��ɰ���С��Ϳǡ�ɰ�估����ձԤ���¶�Ϊ1 070 �棬��ע�¶�Ϊ1 480 �档ģ��ʱ���ݶԳ��ԣ�ȡ������עϵͳ��1/4����ͼ2(b)��ʾ���������������������߳�Ϊ1 mm���������嵥Ԫ����Ϊ7.8��105��ģ�ǵ���ѧģ�Ͳ����ߵ���ģ�ͣ���������ѧģ�Ͳ����ȵ�����ģ�͡�

ͼ2 ����Ƭ���칤�ռ�ͼ������Ԫģ��
Fig. 2 Casting process diagram of adjustment sheet (a) and FEM model (b)
����Ƭ�����IJ���ΪK424����1~6���зֱ�ΪK424����Ҫ�Ͻ�ɷ֡�K424���ͿǵIJ��������Բ������������ѧ����[17]��
��1 K424�Ͻ�Ļ�ѧ�ɷ�[17]
Table 1 Chemical composition of K424 alloy (mass fraction, %)[17]

��2 K424�Ͻ�������Բ���[17]
Table 2 Thermo-physical parameters of K424 alloy[17]

��3 �ͿDz��ϵ������Բ���[17]
Table 3 Thermo-physical parameters of mold material[17]

��4 K424�Ͻ�ĵ���ģ�����¶ȵı仯[17]
Table 4 Elastic modulus of K424 alloy at different temperatures[17]

��5 K424�Ͻ������ǿ�����¶ȵı仯[17]
Table 5 Yield strength of K424 alloy at different temperatures[17]

��6 K424�Ͻ��Ӳ��ϵ�����¶ȵı仯[17]
Table 6 Hardening coefficient of K424 alloy at different temperatures[17]

3 ģ����������
3.1 �¶ȳ�ģ���������
�¶ȳ���ģ����Ӧ����ģ��Ļ�������ˣ����ȷ���ҶƬ�¶ȳ��ֲ������ͼ3��ʾΪ����Ƭ�ڲ�ͬ�¶��������ȴ���ʡ���ͼ3�п������Կ���������ǰ�ڵ���Ƭ�ĵװ������߰�����IJ�λ��ȴ���ʽϿ죬��ʱ����Ƭ�Ӹô�������ȴ�����ڵ���Ƭ�ذ��Ե��ȴ���ʽϿ죬����Ƭ�ӵװ��Ե������ȴ��ͼ4��ʾΪ����Ƭ��ȴ��ͬʱ�̵��¶ȳ��ֲ�����ͼ4(a)��(b)���Կ�������ȴǰ�ڵ���Ƭ�ɵװ�����������ȴ����ͼ4(c)~(e)���Կ�����ȴ���ڵ���Ƭ�ɵװ��Ե������ȴ��ͬʱ��ͼ3(a)���Կ�����1��2��������������Χ�ģ���������������Χ�ĵ����̡�ͼ5��ʾΪ����Ƭ���̲�ͬʱ�̵Ĺ�������ֲ���

ͼ3 ����Ƭ��ͬ�¶��������ȴ����
Fig. 3 Cooling rate of adjustment sheet between different temperature zones: (a) 1257-1480 ��; (b) 800-1 000 ��
��ͼ5(a)��(b)���Կ�����1��2����(�ṹ�ϴ��ڵ���Ƭ�����������������)����Χ�Ѿ�����ʱ��δ��ȫ���̣��д��ں�״��������ʱ����Χ������������Ӧ��������Ӧ���ﵽ�������ڸ��¶��µ�ǿ�ȼ���ʱ���ͻ�������ƣ��ں���������������Ӧ���Ľ�һ���ۻ���������չ�����1��2����Ϊ����Ƭ�����������ײ�������ȱ�ݵ�λ�ã���ʵ�������е�����λ��һ�¡����ڵ���Ƭ��ͼ5(a)�е�1����ȡ����YZ���ӽṹ�϶Ե���Ƭ1����Ӧ�����з����������ͼ6��ʾ��

ͼ4 ����Ƭ���¶ȳ��ֲ�
Fig. 4 Evolution of temperature field of adjustment sheet: (a) t=152 s; (b) t=182 s; (c) t=234 s; (d) t=330 s; (e) t=1 300 s
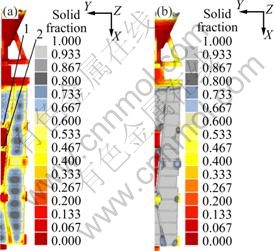
ͼ5 ��ͬʱ�̵���Ƭ��������ֲ�
Fig. 5 Solid fraction of adjustment sheet at different times: (a) t=152 s; (b) t=182 s
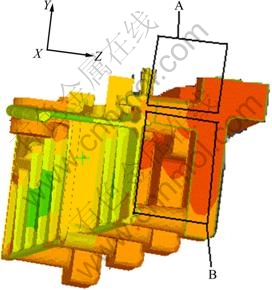
ͼ6 ����Ƭ��YZ����
Fig. 6 YZ cross-section of adjustment sheet casting
ͼ6���������ο�A��B��Ϊ�ώ�����ڽ��������Ƭ�װ�֮����ɵĿ�ܽṹ���ɿ�ܵ�Ӧ���仯���ɿ�֪���ώ��(�൱�ڿ�ܵĴָ�)��������ͨ���ڽ���(�൱�ں���)�Ե���Ƭƽ��(�൱��ϸ��)�����������ã��������Ϳǵ��谭���ã�����Ƭ�װ�ʼ�մ�������״̬����ˣ�ͼ3(a)��1���ڴ˿�ܵ�����λ�ã��ô���Ӧ���Ƚϴ��������¶��µ���������ʱ�ͻ�������ơ�
3.2 Ӧ����ģ���������
���������¶ȳ���ģ������������һ���Ե���Ƭ���̹���������Ӧ����չ��ģ���о���ͨ����ֵģ��õ��˵���Ƭ�����̹����е�Ӧ��������仯������Y������Ӧ��Ϊ��Y����ЧӦ��Ϊ��eff��
ͼ7��ʾΪ����Ƭ�ڲ�ͬʱ�̵Ħ�Y�ֲ���ͼ�����ͼ5��ͬʱ�̵���Ƭ��������ֲ�ͼ��ͼ7��Y����Ӧ����Y���з���������1��2������Χ����Һ�������������ܵ���Χ�谭����������Ӧ������������������ģ�����1��2�������ܵ���Χ�����̲�λ����Ӧ����ͼ7(b)��ʾ1��2������Y����������Ӧ��������ʱͼ5(b)��ʾ1��2�����Դ��ں�״������ʱ�������ܵ���Ӧ������������ϵ��������ޣ������������ܳ������ơ��ں��������̹����У�����Ƭ�װ��һ����ȴ�����������Ϳǵ��谭���ã�1��2��������Ӧ�������ۣ�����ʹ������չ���ӽṹ�Ͽ���1��2���������ڵ���Ƭ�װ���ώ�����ڽ�������ɵĿ�ܽṹ�У���ˣ�������������Y�����ϵ�Ӧ�����ڿ��ʹ�����������ԵñȽϴ�����Ӧ�����в�λ��
ͼ8��ʾΪ����Ƭ��ȴĩ�ڵ�Y��Ӧ�����ЧӦ���ֲ���ͼ����ͼ8�пɿ�����1��2��������Ӧ������������������������1��2�������ܻ������ƴ��ڣ����ԣ�1��2����Ӧ���Ľϸ�ˮƽ����ʹ��������չ���ʴ����������������в������ƣ���ʵ����������λ��һ�¡�

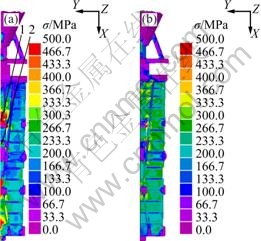
ͼ7 ��ͬ����ʱ�̦�Y�ֲ�ͼ
Fig. 7 Evolution of ��Y at different solidification times: (a) t= 152 s; (b) t=182 s; (c) t=134 s

ͼ8 ����Ƭ��ȴĩ��Ӧ���ֲ�
Fig. 8 Evolution of stress field for adjustment sheet casting at final solidification stage: (a) ��Y; (b) ��eff
4 �Ľ����շ�������ģ����
�ڵ���Ƭ��ʵ�������У�������ͼ3(a)��ʾ��1��2�����������ơ�����������Ƭ���̹������¶ȳ���Ӧ�������������������������Ƶ���Ҫԭ���������������Χ���̽�������������Χ����Ӧ�����Ҿ����ڵ���Ƭ�װ塢�ώ�����ڽ�����ɵĿ���У����̹����л��ܵ��ϴ����Ӧ������ˣ��Ե���Ƭ����Ľ��Ĺ��շ�������ͼ9��A�������ڽ���(ͼ9Ϊ����Ƭ�ֲ�ͼ)����ȥ��1��2�����Ŀ�ܽṹ���ֿɽ��в�������С�����������γɵĿ����ԣ��Ӷ��������������ƵIJ�����

ͼ9 ����Ƭ���ոĽ�����
Fig. 9 Improved scheme of adjustment sheet casting
ͼ10��ʾΪ����Ƭ��ȴĩ��ԭ�����빤�ոĽ������ĵ�ЧӦ���ֲ���ͼ����ͼ10���Կ���������ȥ����������ܽṹ��1��2����������ĩ�ڵĵ�ЧӦ�����Լ�С����ˣ���������ʵ�������в��������ƻ���������
��һ��������ָ��(������㷽�̿ɲο�ProCAST��������)�����ַ������з�����ͼ11��ʾΪ���ַ����µ���Ƭ��������ָ������ͼ11���Կ������Ľ����������Ե�����2�����������ƣ���1�����������Ʋ�δ��������������1�������ڽ������ɶ�1�����в������Ҽ����ڽ���֮�ô���Ӧ�����Լ�С�����ԣ�ʵ�������У�1�����������Ƽ��١�
ͼ10 ���ַ����µ���Ƭ��ȴĩ�ڵ�Ӧ���ֲ�
Fig. 10 Evolution of stress field for adjustment sheet casting under different schemes at final solidification stage: (a) Initial scheme; (b) Improved scheme

ͼ11 ���ַ����µ���Ƭ����ָ��ͼ
Fig. 11 Hot tearing indicator of adjustment sheet casting under different scheme: (a) Initial scheme; (b) Improved scheme
��������ģ�������֪���Ľ��Ĺ��շ�������Ч���ٵ���Ƭ���Ʋ�������ߵ���Ƭ�ĺϸ��ʡ������������շ�����(����)�������ι�˾��ʵ�������������Ľ��Ĺ��շ�������ߵ���Ƭ�IJ�Ʒ�ϸ���30%���ɴ˿ɼ�������Ӧ����ֵģ�⼼�����Զ����칤�յĸĽ��ṩ��ѧ���ݡ�
5 ����
1) �Ե���Ƭ���̹����¶ȳ�������ģ�⣬��ȴǰ�ڵ���Ƭ�ɵװ��IJ�������ȴ����ȴ���ڵ���Ƭ�ɵװ��Ե������ȴ��
2) ����Ƭ1��2��������Ӧ���������ڽ������̲�λ����ȴĩ�ڵ�ЧӦ��Ҳ�ϴô����ܲ������ơ�
3) �Ľ������������Խ�С1��2������Ӧ��������ָ�������������������Ʋ�����ʵ�������������Ľ�������������1��2�������ƣ���߲�Ʒ�ϸ��� 30%��
REFERENCES
[1] �ﳤ��, �� ��, ʷ����, �� ��, ������, ���ٳ�. ��ϻ�������ģ�������ֵģ��[J]. ����, 2010, 59(2): 169-173.
SUN Chang-bo, TANG Ning, SHI Feng-ling, FEI Jing, XU Qing-yan, LIU Bai-cheng. Numerical simulation of vacuum investment casting cartridge receiver [J]. Foundry, 2010, 59(2): 169-173.
[2] �� ��, ʱ����, �Ű���. Ӧ������Ӧ����ֵģ�⼰���η���[J]. ����, 2010, 59(1): 38-41.
LI Hui, SHI Jian-song, ZHANG Ai-qin. Numerical simulation and deformation analysis of thermal stresses in stress frame [J]. Foundry, 2010, 59(1): 38-41.
[3] �� ��, ������, ������. ���ֲ�ͬԼ�������·���������������Ӧ��������ֵģ��[J]. ����, 2006, 55(6): 604-607.
ZHU Hui, HUANG Tian-you, KANG Jin-wu. Numerical simulation of thermal stress of diesel engine cylinder block castings under two different constraints [J]. Foundry, 2006, 55(6): 604-607.
[4] ������, �� ��, ������. ��������������������Ӧ������[J]. ����, 2006, 55(3): 259-261.
KANG Jin-wu, ZHU Hui, HUANG Tian-you. Thermal stress analysis of castings based on finite difference meshes [J]. Foundry, 2006, 55(3): 259-261.
[5] SABAU A S. Alloy shrinkage factors for the investment casting process [M]. Metallurgical and Materials Transactions B, 2006, 37(1): 131-140.
[6] SABAU A S, VISWANATHAN S. Material properties for predicting wax pattern dimensions in investment casting [J]. Materials Science and Engineering A, 2003, 362(1): 125-134.
[7] CANNELL N, SABAU A S. Predicting pattern tooling and casting dimensions for investment casting, phase II, ORNL/TM- 2005/228 [R]. Oak Ridge, Tennessee: Oak Ridge National Laboratory, 2005.
[8] ��С��, ������, ������, �߶�ͤ, ������. �������ֻ��������̹����¶ȳ�Ӧ����ģ�����[J]. ����, 2006, 55(9): 922- 926.
LIU Xiao-gang, KANG Jin-wu, HUANG Tian-you, BIAN Dun-ting, ZHANG Liang-hong. Numerical simulation of the solidification process of a heavy roll stand for temperature field and thermal stress field [J]. Foundry, 2006, 55(9): 922-926.
[9] ��С��, ������, ��ͨ��, ��С��, ������, �̽���, ������, ���ٳ�. ˮ�ֻ��»��������̹�����Ӧ��ģ�����[J]. ���켼��, 2006, 27(9): 984-987.
LIU Xiao-gang, KANG Jin-wu, LUO Tong-guo, YANG Xiao-bing, WANG Chang-jian, CHENG Jian-guo, HUANG Tian-you, LIU Bai-cheng. Thermal stress analysis of the solidification process of francis turbine band casting [J]. Foundry Technology, 2006, 27(9): 984-987.
[10] SCHEPPE F, SAHM P R. Comparison of the numerical simulation and the cast process of nickel aluminides [C]// Modeling of Casting, Welding and Advanced Solidification Process. Warrendale: TMS, 2000: 207-214.
[11] STEMMLER M, LASCHET G, HAAS L. Simulation of investment casting: Coupling of contact and heat transfer calculation between casting and mold during solidification [C]// Modeling of Casting, Welding and Advanced Solidification Process. Warrendale: TMS, 2000: 222-229.
[12] GRIFFITHS W D. The determination of the heat transfer coefficient in experiments involving unidirectional solidification [C]// Modeling of Casting, Welding and Advanced Solidification Process. Warrendale: TMS, 2000: 143- 150.
[13] HALLAM P C. Modeling of the interfacial heat transfer between an Al-Si alloy casting and a coated die steel [C]// Modeling of Casting, Welding and Advanced Solidification Process. Warrendale: TMS, 2000: 159-166.
[14] SCHENEFELT J R, LUCK R, TAYLOR R P. Reducing uncertainty in the use of the inverse method of determining heat transfer coefficient data [C]// Modeling of Casting, Welding and Advanced Solidification Process. Warrendale: TMS, 2000: 215-221.
[15] WOODBURRY K A, PIWONKA T S, KE Q. Interfacial heat transfer coefficients during solidification of aluminum in resin-bonded and green sand molds [C]// Modeling of Casting, Welding and Advanced Solidification Process. Warrendale: TMS, 2000: 270-277.
[16] ��ҫ��. �������ºϽ���ģ��������Ӧ����ֵģ��[D]. ����: �廪��ѧ, 2011: 13-22.
HONG Yao-wu. Numerical simulation of casting stress of Ni-based superalloy casting during investment casting process [D]. Beijing: Tsinghua University, 2011: 13-22.
[17] �����̲���ʵ���ֲᡷ�༭ίԱ��. ���̲���ʵ���ֲ�[M]. �ڶ���. ����: �й���������, 2002: 645-651.
��Engineering materials practical manual��Editorial Committee. Engineering materials practical manual [M]. 2nd ed. Beijing: China Standards Press, 2002: 645-651.
(�༭ ����Ƽ)
������Ŀ�����Ҹ����о���չ�ƻ�������Ŀ(2007AA04Z141)
�ո����ڣ�2011-06-28�������ڣ�2012-03-09
ͨ�����ߣ������壬���ڣ���ʿ���绰��13701087143��E-mail: scjxqy@tsinghua.edu.cn
ժ Ҫ��������������ProCAST�Ե���Ƭ��ģ������̵�Ӧ��������ֵģ�⣬��������Ƭ���̹����е�Ӧ���仯������������������ȱ�ݴ�Ӧ���ϴ����̽�������Ե���Ƭ���Ƶij�����������ƴ������ڽ����ĸĽ����շ������������ڸĽ������µ�����Ӧ��������ֵģ�⡣ģ�����������Ľ����������Լ�Сԭ�������ƴ���Ӧ���������ô�����ȱ�ݣ���߲�Ʒ�ϸ��ʡ�ʵ�������������Ľ���������������ԭ����������ȱ�ݣ��ϸ��������30%��
