
���±�ţ�1004-0609(2007)06-0940-05
��������ַ�ĩ�����ս���ȵ�Ӱ������
���1��������2
(1. �б���ѧ ���Ͽ�ѧ�빤��ѧԺ��̫ԭ 030051;
2. �Ϻ���ѧ ��е���Զ���ѧԺ���Ϻ� 200436)
ժ Ҫ��
�Ʊ�һ�����ڼ����ս���εİ�������ַ�ĩ��Ӧ����ֵģ��Ԥ����ʵ�ʲ����������о�����ʡ�������ɨ���ٶȡ�Ԥ���¶ȼ��̷��ܶȵȲ����Լ����ս���ȵ�Ӱ�졣�������������Ԥ���¶ȡ��̷��ܶ��뼤������ӣ��ս�������ӣ�����ɨ���ٶ����ӣ��ս���Ƚ��͡�����ɨ���ٶȲ�����2 mm/s ʱ���ս������ɨ���ٶȵ����ӷ����������һ��������ֵģ��Ԥ�������м����սṤ�ղ���ѡ��ķ�����
�ؼ��ʣ�
����1Cr18Ni9Ti��ĩ��ѡ���Լ����ս����ս��������ֵģ����
��ͼ����ţ�TN 249; TQ 174���� ���ױ�ʶ�룺A
Effects of laser processing parameters on sintering depth of polymer-coated stainless steel powder
BAI Pei-kang1, FANG Ming-lun2
(1. School of Materials Science and Engineering, North University of China, Taiyuan 030051, China;
2. School of Mechanical and Automation, Shanghai University 200436, China)
Abstract: A type of polymer-coated stainless steel powder used in selective laser sintering technology was prepared. The effects of laser power, scanning velocity, preheating temperature and powder spreading density on sintering depth were studied, by the using of numerical simulation and practical measurement method. The results show that the sintering depth increases with the enhancement of preheating temperature, powder spreading density and laser power. The sintering depth decreases with the increase of scanning velocity. When the scanning velocity is less than 2mm/s, the sintering depth increases with the decrease of scanning velocity. How to select laser-sintering parameters of polymer-coated stainless steel powder was discussed based on the numerical simulation results.
Key words: polymer-coated 1Cr18Ni9Ti powder; selective laser sintering; sintering depth; numerical simulation
����������ĩѡ���Լ����սἼ����Ŀǰ�����Ͽ��ٳ��μ���������о��ȵ�֮һ[1?2]�������������άʵ���CADģ�ͣ����ü���������������ĩ����ɨ���սᣬ�����Σ��ٽ�ϱ�Ҫ�ĺ�������(�����ս��������)�����Է����ݵ��������״���ӵĽ��������ģ�ߣ��ر������ڴ�ͳ�������Գ��εĸ�������Ķ�Ʒ�֡�С����������
�������о��������[3?4]�������ս������ֱ��Ӱ���ս������������Ҫ����֮һ�����ʵ��ս�����ǻ�������ս����������ǰ�ᡣ�ս���ȱ�������̷ۺ�ȣ����ܱ�֤���������ܹ�����ǰ��ʹ������������սᣬ����ͻ�����ֲ㣬���³���ǿ�Ⱥ;��ȱ����������Ρ���ˣ����ս���ȵ�Ӱ�����ؽ����о���ͨ������ѡ���ղ����������ս���ȣ�����ʮ����Ҫ�����塣
������Bourell��[5]��PMMA������ͭ��Ϊ���β��ϣ�Nelson��[6]�Ծ�̼��֬�������մɷ�Ϊ���β��ϣ����������ϵļ����ս���ι��ս�����ʵ�飬�о��˼��������������̷۹��ղ������ս���ȵ�Ӱ����ɣ�����δ����ʵ�������й��ղ������Ż�ѡ��
�������߲��ñ��洦������������Եķ������Ʊ���һ�����ڼ����ս���εĶ������֬��ϵ�����IJ���ַ�ĩ���ϣ�������ֵģ��Ԥ����ʵ�ʲ����ķ������о��˼���ʡ�������ɨ���ٶȡ�Ԥ���¶ȼ��̷��ܶȵ�4����Ҫ���ض��ս���ȵ�Ӱ�����ã������һ��������ֵģ��Ԥ�������м����սṤ�ղ���ѡ��ķ�����
1 ʵ��
1.1 ����������ַ�ĩ���ϵ��Ʊ�
��ʵ�����ð���������ĩ���л���֬���������(1Cr18Ni9Ti)�����Ƴɣ�����Ҫ�䷽���ڱ�1���Ʊ����շ���Ϊ��
1) ��ϡ̼������Һ��ϴ����ַ�ĩ������֬������ϡ������ϴ����������������ʪ�����б��洦����
2) ������������ʪ��ɢ����������Լ���ͬ�۵���л���֬��һ��������±�����м����ܽ��Ƴɰ�����Һ��
3) ��������Һ�ͱ��洦����Ľ����۰�һ��������˫��ת��ո�����л�ϡ���ɡ������ܼ���Ȼ������䶳���飬��ɸ�֣��õ�һ�����ȷֲ��ķ�ĩ��һ��Ҫ�����������������56 ��m��
��1 ��������ַ�ĩ���ϵ���Ҫ�䷽
Table 1 Composition of polymer-coated 1Cr18Ni9Ti powder (volume fraction, %)

1.2 �ս������ֵģ��Ԥ�ⷽ��
��������[7]���¶ȳ�����ֵģ�ⷽ�����������ĩ�ڲ�������¶ȣ��¶ȷ�ֵ�����л���֬�۵������Ϊ�ۻ����ݴ˿��Թ������ͬ���ղ���ʱ���ս���ȡ�
1.3 �ս����ʵ���������
�ڼ����ս�����豸�ϣ����ò�ͬ���ղ��������ս����飬���ս��ı�����Ƭ��ϸ���ĩ�ս��ĩ���ڹ�ѧ�����½��в��������Եõ���Ӧ���ս���Ȳ���ֵ[8]��
2 ��������
2.1 Ԥ���¶ȶ��ս���ȵ�Ӱ��
Ԥ���¶ȶ��ս���ȵ�Ӱ����ͼ1 ��ʾ��
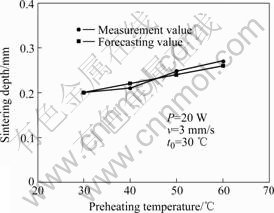
ͼ1 Ԥ���¶ȶ��ս���ȵ�Ӱ��
Fig.1 Effect of preheating temperature on sintering depth
��ͼ�ɼ�����Ԥ���¶ȵ���ߣ��ս�������ӣ���ֵģ��Ԥ��ֵ��ʵ����������������һ�µģ��ǺϺܺã�˵����������ֵģ�ⷽ����Ԥ���ս�����Ǻ�����ȷ�ġ�
Ԥ���¶ȶ��¶��ݶȵ�Ӱ����ͼ2��ʾ����ͼ2��֪��Ԥ���¶���ߣ���ĩ���ϵ��ȵ������ӣ�ͨ���ȴ�����۲��ڲ����ݵ���������ʹ��ĩ�ۻ��������²���չ���Ӷ���������ȡ����Ԥ���¶ȣ������������ŵ㣺
1) ��ĩ�ڲ�������¶��ݶȼ�С��������������Ӧ��������������ߡ�������ȱ�ݡ�
2) �ڱ�֤��úϸ���ս����������ǰ���£��������ڽ�ʡ��������, �ӳ�������������������ɨ���ٶȣ���߳���Ч�ʣ���Ԥ���¶�ֵҲ����̫�ߣ�һ��ѡ���ڵ��ڷ�ĩ�����۵�10~30 ��ķ�Χ�ڡ�
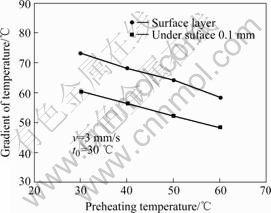
ͼ2 Ԥ���¶ȶ��¶��ݶȵ�Ӱ��
Fig.2 Effect of preheating temperature on gradient of temperature
2.2 �̷��ܶȶ��ս���ȵ�Ӱ��
�̷��ܶȶ��ս���ȵ�Ӱ����ͼ3��ʾ����ͼ�ɼ������̷��ܶ����ӣ��ս�������ӡ���ֵģ��Ԥ��ֵ�����ֵ����һ������Ҫԭ���������Ϊ����ʱ�սᱡƬ�ķ�ĩδ�����ɾ�����ɲ���ֵ����Ԥ��ֵ��������ֵģ��Ԥ����ս����ֵ����Ϊ0.025 mm����ʵ�����ʱһ��δ����ɾ��Ŀ������ܴ��������Ϊ0.056 mm(��Ϊ��ĩ�������Ϊ56 ��m)�����Կ���Ϊ��ֵģ��Ԥ��ֵ�DZȽ�ȷ�ġ�
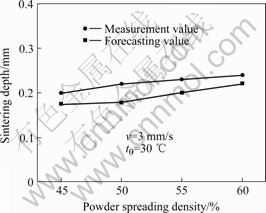
ͼ3 �̷��ܶȶ��ս���ȵ�Ӱ��
Fig.3 Effect of powder spreading density on sintering depth
���ȵ��ʼ��㹫ʽ��֪[9]����ĩ���ϵ��ȵ������϶�ʳɷ��ȡ����̷��ܶ����ӣ���϶�ʼ�С���ᵼ���ȵ������ӣ��Ӷ�ʹ�ս��������ĩ���²���չ���ս������Ӧ�������ӡ�������һ���ķ�ĩ����(�����ȼ���ֲ���)���̷��ܶȵ�����ʮ�����ޣ�������ͨ������̷��ܶ����ϴ�������ս���ȵķ����Dz����еġ�
�����̷��ܶ����ӣ���ʹ��ĩ������Ӵ���ý��ܣ��ս�ʱ�ۻ����л���֬������γɵ�ճ���Ž��������ճ��ǿ�ȵļ���ʽΪ[10]

�ɼ���Sq���ӣ��� f��ߡ����ԣ�ͨ������̷��ܶȿ���������߳���ǿ�ȡ�
2.3 ����ʶ��ս���ȵ�Ӱ��
����ʶ��ս���ȵ�Ӱ����ͼ4��ʾ����ͼ�ɼ���Ԥ��Ͳ���������������漤������ӣ��ս�������������ʱ�Ĺ����ܶ�ql�ɼ����P�ͼ���������Sl������

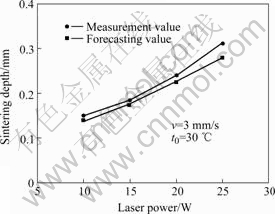
ͼ4 ����ʶ��ս���ȵ�Ӱ��
Fig.4 Effect of laser power on sintering depth
������ʴ���30��ʱ���ս���������½�����Ҫԭ������������̫���²��ֵ��۵��л����̼��������������һ����ɨ���ٶ��£���Ӧ���ض��ļ������һ����ս���ȡ�
2.4 ������ɨ���ٶȶ��ս���ȵ�Ӱ��
ɨ���ٶȶ��ս���ȵ�Ӱ����ͼ5��ʾ�����Կ������������Ϊ10 Wʱ, ��ɨ���ٶȵ����ߣ��ս�����������ͣ���ֵģ�⼰ʵ��������������ͬ�Ĺ��ɣ�����֮����ֵҲ�Ƚ��Ǻϣ�������ʽϴ�ʱ����P=30 W ,��ɨ���ٶȽϵ�ʱ����ɨ���ٶ������ս�������ӣ���2 mm/s ʱ�ɴ����ֵ,Ȼ����ɨ���ٶ�����,�ս���Ƚ�Ѹ�ٽ��͡���ͼ6��ֵģ��������֪��������������£����ڼ�������������̫�����������ֵ�¶ȳ�����300 �棬ʹ���ֵ��۵��л���̼��������
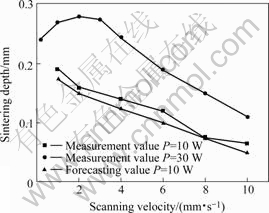
ͼ5 ɨ���ٶȶ��ս���ȵ�Ӱ��
Fig.5 Effect of scanning velocity on sintering depth
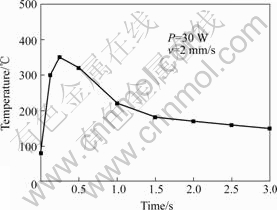
ͼ6 ���������¶��뼤�����ʱ��Ĺ�ϵ
Fig.6 Relationship between surface temperature of sample and time of laser sintering
2.5 ���ղ���ѡ��
�����ս���ι����Ǽ����������߳��桢�������ս���γ���άʵ��ģ���ĩͨ�������ս������γ�ʵ��ṹ����������������[11?13]��
1) ����ɨ������֮��Ҫ��һ���̶ȵ��������ǣ�����һ���Ĺ����ܶ��£�ɨ���ٶȲ���̫�죬�Ա�֤�㹻����������ʹ��ǰ�����ڷ�ĩճ����һ���γ�����ɢ��ĩ�Ķ�ά��ṹ��
2) �̷ۺ��С������ս���ȣ��������������뱣֤����ǰ��ʹ�����������ճ�ӣ��γ���ά����ṹ��
��������о���������֪������ֵģ���Ԥ�����ܹ��Ϻõط�ӳ���ղ������ս���ȵ�Ӱ���ϵ����ˣ�����Ӧ����ֵģ��Ԥ��ķ����������ս���ι��ղ������Ż�ѡ���������ս�����������ս���ȵ�Ҫ��
����ĩ���ϵ���������(�Լ���������ʡ��۵㡢���ȡ������ߴ缰�ֲ���)�����������ߴ�(���ȼ�����)һ��ʱ�����ս���������Ļ���Ҫ��(�������ֲ�)����[14?17]���ɰ�����������ѡ���ղ�����
1) �ӳ��ξ��ȼ�����Ч�ʳ���ѡ����ʵ��̷ۺ�ȡ�ѡ���С���̷ۺ�ȣ�������߳��ξ��ȣ����ӹ��������࣬Ч�ʽ��ͣ�ѡ��ϴ���̷ۺ�ȣ�������ӹ�Ч�ʣ������ξ��Ƚ��͡���ˣ�Ӧ���ۺϿ��dz��ξ�����ӹ�Ч�ʵ�ǰ���£�����ѡ���̷ۺ�ȡ�
2) �̷ۺ��ѡ�����ݷ�ĩ�����ص㣬�����̷۲����Ż�ʵ�飬��֤�õ������ܸߵ��̷��ܶȡ�
3) ���ݷ�ĩ���ϵ��۵�ѡ��Ԥ���¶ȡ�Ԥ���¶��Աȷ�ĩ�����е��۵�������ʵ��ۻ��¶ȵ�10~30 ��Ϊ�ˡ�
4) ����ѡ�����̷ۺ�ȡ��̷��ܶȼ�Ԥ���¶ȣ�������ֵģ�ⷽ������ѡ����ʼ�ɨ���ٶȣ�����Ҫ����ƥ�䣬��֤��Ҫ�õ����õIJ��ڼ�����ս���������Ҫ�����ܵ�ѡ��ϴ��ɨ���ٶ�����ӹ�Ч�ʡ�
3 ����
1) ���ñ��洦������������Եķ����Ʊ���һ���ʺ��ڼ����ս���εİ�������ַ�ĩ��
2) Ӧ����ֵģ��Ԥ����ʵ�ʲ����������о��˼���ղ������ս���ȵ�Ӱ�����á�����Ԥ���¶ȡ��̷��ܶ��뼤��ʵ����ӣ��ս�������ӣ�����ɨ���ٶȵ����ӣ��ս���ȱ�С������ɨ���ٶ�С��2 mm/sʱ, ����ɨ���ٶ�����,�ս���ȷ�������
3) �����һ��������ֵģ��Ԥ�������м����սṤ�ղ���ѡ��ķ�����
[1] Agarwala M, Bourell D L, Beman J. Direct selective laser sintering of metals[J]. Journal of Rapid Prototyping, 1995(1): 26?31.
[2] Tolochko N K, Mozzharov S E, Yadroitsev I A, et al. Selective laser sintering and cladding of single-component metal powders [J]. Rapid Prototyping Journal, 2004, 10(2): 88?97.
[3] King D, Tansey T. Alternative materials rapid tooling[J]. Journal of Materials Processing Technology, 2002, 121(2/3): 313?317.
[4] ZHANG Ren-ji, SUI Guang-hua, LIANG Guang. Selective laser sintering and its materials[C]//Proceedings of the First International Conference on Rapid Prototyping Manufacturing��98. Beijing: Tsinghua Press, 1998: 506?514.
[5] Bourell D L, Marcus H L, Barlow J W. Selective laser sintering of metals and ceramics[J]. The International Journal of Powder Metallurgy, 1992, 28(4): 369?381.
[6] Nelson C J, Vail N K, Barlow J W. Selective laser sintering of polymer-coated silicon carbide[J]. Ind Eng Chem Res, 1995(34): 1641?1651.
[7] BAI Pei-kang, Cheng Jun. Numerical simulation of temperature field during laser sintering of polymer-coated molybdenum powder[J]. Transaction of Nonferrous Metals Society of China, 2006, 16: s603?607.
[8] ������� ��. ��֬�����ϳ��β��ϼ����ս�����¶ȳ���ֵģ��[J]. Ӧ�û����빤�̿�ѧѧ����2002, 10(1): 68?72.BAI Pei-kang, Cheng Jun. Numerical simulation of temperature field during laser sintering of resin-based composites powder[J]. Journal of Basic Science and Engineering, 2002, 10(1): 68?72.
[9] Gusarov A V, Laoui T, Froyen L. Contact thermal conductivity of a powder bed in selective laser sintering[J]. International Journal of Heat and Mass Transfer, 2003, 46(6): 1103?1109.
[10] DENG Qi-lin, HU De-jin, XU Li-ming. Mechanism analysis and experimental research on forming parts by laser sintering ceramic powders[J]. Laser Journal, 2001, 22(5): 57?59.
[11] Sun M M, Nelson J C, Beaman J J, Marcus H L. A model for partial viscous sinter [J]. Journal of Powder Metallurgy, 1992(2): 46?50.
[12] Kumar S, Chatterjee A N, Saha P. An experimental design approach to selective laser sintering of low carbon steel[J]. Journal of Materials Processing Technique, 2003, 136(1/3): 151?157.
[13] Tolochko N K, Mozzharov S E, Yadroitsev I A. Selective laser sintering and cladding of single -component metal powders [J]. Rapid Prototyping Journal, 2004, 10(2): 88?97.
[14] Syvenkyy Y, Kotlyarchuk B, Zaginey A, Sahraoui B. Laser-induced properties modification of CdTe?Cl and (Cd, Hg)Te? Computer simulation and experimental investigation[J]. Optics Communications 2005(256): 342?346.
[15] Stampfl J, Seyr M. M, Luxner M H. low density cellular structures-rapid prototyping, numerical simulation, mechanical testing[C]//Biological and Bioinspired Materials and Devices in San Francisco. US: Warrendale Press, 2004: 823.
[16] �� ɭ. ������ٳ��ν���������·���[J]. ���⼼����2001, 25(4): 254?257.YANG Shen. New laser rapid prototyping method for metal parts[J]. Laser Technology, 2001, 25(4): 254?257.
[17] Vail N K, Mozzharov S E, Yadroitsev I A. Balling process during selective laser sintering of powders[J]. Rapid Prototyping Journal, 2004, 10(1): 78?87.
������Ŀ��������Ȼ��ѧ����������Ŀ(50675210)��ɽ��ʡ�����ѧ����������Ŀ(20041025)
�ո����ڣ�2007-03-04�������ڣ�2007-06-14
ͨѶ���ߣ���������ڣ��绰��0351-3557439�����棺0351-3557519��E-mail: baipeikang@sohu.com
ժ Ҫ���Ʊ�һ�����ڼ����ս���εİ�������ַ�ĩ��Ӧ����ֵģ��Ԥ����ʵ�ʲ����������о�����ʡ�������ɨ���ٶȡ�Ԥ���¶ȼ��̷��ܶȵȲ����Լ����ս���ȵ�Ӱ�졣�������������Ԥ���¶ȡ��̷��ܶ��뼤������ӣ��ս�������ӣ�����ɨ���ٶ����ӣ��ս���Ƚ��͡�����ɨ���ٶȲ�����2 mm/s ʱ���ս������ɨ���ٶȵ����ӷ����������һ��������ֵģ��Ԥ�������м����սṤ�ղ���ѡ��ķ�����
