
���±�ţ�1004-0609(2011)07-1675-06
�߶����������̵���ֵģ��
������1, ���ʢ1, 2, ����־2
(1. ��������ҵ��ѧ �������о�����, ������ 150001��
2. ��������ҵ��ѧ ���Ͽ�ѧ�빤��ѧԺ, ������150001)
ժ Ҫ��
�����˴�ͳNavier-Stoke���̣������ø÷��̺�Fluent������Zn-4Al�Ͻ�������������ij����̽�����ֵģ�⡣������������˶����Ե������£�Zn-4Al�Ͻ��ڽ���������ǻ��;�������̲�λʱ���Ͻ�δ������չ�����DZ�������״̬����������ij����ᣬײ����ǻ�ں�������ѹͷ��Ȼ�����������Χ�ĸ��ݲ�λ���䣻��ǻ�����屻�����˶��Ľ���Һ������и�γ��������ݣ�Ȼ���������������������ų���
�ؼ��ʣ�
ZnAl�Ͻ���������������ֵģ������������
��ͼ����ţ�TG21���� ���ױ�־�룺A
Numerical simulation of filling process on casting in micro scale
REN Ming-xing1, LI Bang-sheng1, 2, FU Heng-zhi2
(1. Research Center of Micro/nano Technology, Harbin Institute of Technology, Harbin 15001, China��
2. School of Materials Science and Engineering, Harbin Institute of Technology, Harbin 150001, China)
Abstract��The filling process of micro-gear casting with Zn-4Al alloy was simulated by applying the modified traditional Navier-Stoke equation and the Fluent software. The results show that the alloy is not horizontal expansion and keeps the initial state when the liquid metal is flowed into the cavity of micro-gear and passes through parts of gear plate by the effect of inertia. Liquid metal is anti-filled into the tooth parts outside gear by impacting posterior of cavity, resulting in the second pressure head. Many micro-bubbles are created after the gas in the cavity is mixed and cut by high-speed movement of the metal liquid, and then brought into the mainstream areas and excluded from the exhaust ports.
Key words: ZnAl alloy; micro gear casting; numerical simulation; filling process
������е�о��������Ӧ���������չ����ά������״�����������Ʊ��ܵ�Խ��Խ�㷺���� ��[1]��2002��ǰ�����ڴ�ͳ���칤���ڳ�����ά���ӹ�����������ƣ�BAUMEISTER��[2-5]�������ģ�������칤�գ����Ʊ��������ߴ����Ǻ��������ֺ����֡����CHUNG��[6]��NOGUCHI��ABE[7]��HIROYUKI��MASAO[8]Ҳ�������˾��в�ͬ�ص����ģ�������ա������ǵ�[9-11]�����������Ч�ʸ��ߵĽ������������칤�գ�Ҳ�Ʊ�������ߴ����������������������о�������ڹ��տ������Ʒ���ƣ������������ι��̵������о������ͺ�����������ǻ�ߴ�С��һЩ�о�Һ̬���������������̵�(��ˮģ�⡢ʾ�����Ӽ������ȵ�ż��)��ͳ����������Ӧ�������������о�[12-14]�������ü������ֵģ������������̵��������¶ȳ��ֲ����䷽�����У���ֵģ����ȷ�ɿ���
��������ι����У�����ڴ�ͳ��������пɺ��Ե����أ���������������巴ѹ���ȣ�Ӱ��dz���������Һ̬�����ij����������̲����ϴ�Ӱ�졣�����ǵ�[15]�����߶ȹܵ��ڸ���Һ̬�������������ɽ�������ֵģ���о���������������������г���3�������߶�ЧӦ�����������Ժ�ȵ�������ЧӦ�����γɺ�ѹ���ݶ����IJ������ɴ˿ɼ����߶������������ij��������������۳߶������ij����������̲�ͬ��������������������ѧģ������Flunet������������Ϊģ�ͣ���Һ̬����(Zn-4Al�Ͻ�)������������ǻ�ڵij����������̽�����ֵģ�⣬Ϊ��һ���Ľ����������칤�յ춨���ۻ�����
1 ��ѧģ��
����ʵ�����������ģ����������¼���ͼ�1) Һ̬��������������������Ϊ�����IJ���ѹ�����壻2) ����Ϊ����Ե�ţ�����壻3) ����������Ӱ�죻4) ��������ϵ�������¶ȱ仯��
һ��أ�������۳߶���Һ̬�������������������غ㷽�̡�Navier-Stokes (N-S)�����غ���������̷ֱ�Ϊ
![]() (1)
(1)
![]() (2)
(2)
![]() (3)
(3)
Ϊ��ȷ�����ɱ������״������VOF(Volume of fluid model)ģ�ͣ��õ�����������̣�
![]() (4)
(4)
ʽ(1)~(4)�У�u��v��wΪ��������(m/s)���Ѧ�MΪ�����ڵ�λ��������ϵ�������(N)����Ϊ���嶯��ѧ��(Pa��s)��pΪ������(x��y��z)���ѹ��(Pa)��cpΪ����Ķ�ѹ������(J/kg��K)��TΪ���������ѧ�¶�(K)��![]() Ϊ��Դ����(J)����Ϊ���������
Ϊ��Դ����(J)����Ϊ���������
���������ߴ�С��һЩ��������к��Եı�����(���巴ѹ���ͱ�������)���߶��µ�Ȩ�����ӣ����ܺ��ԡ����⣬�߶�����Ժ�ɢ�ķ�����Ӱ�����ӣ����ܼ���Ϊ����[15]��
������������Һ̬�����߶ȳ������������£�N-S����Ӧ����Ϊ
ʽ�У�pfΪ���巴ѹ��(Pa)��p��Ϊ������������ķ�ѹ��(Pa)��
�߽��������������˶��߽��Ͽ��Ʒ���Ӧ��������������߽��������趨������ֵ���������Ҫ�� Ӱ�졣
�˶��߽��������£�
1) ����ǰ��p=0��
2) ��ڴ�p=pin��vy=0��![]() ��
��
3) ���洦![]() vx=vy=0��
vx=vy=0��
�����߽��������£�
1) ��ڴ�T=Tin��
2) ��������(z=0) ![]() ��
��
3) ����߽�(z=h) T=Twall��
2 ����ģ��
Ӧ��Pro/ENGINEER Wildfire2.0����������ֵ���άʵ��ģ�ͣ���ͼ1��ʾ��������������£�������ֱ��300 ��m���᳤400 ��m��������ֱ��580 ��m�������̺��300 ��m����ʼ״̬Ϊ��ڶ˳�������Һ����ǻ�ڳ������������������״���ͨ������
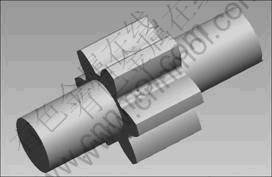
ͼ1 ����ʵ��ģ��
Fig.1 Solid model of micro-gear
����άʵ��ģ�͵���Gambit2.2.30�������������������������Ԫ���֡���ͼ2��ʾ������ԪΪ8�ڵ�������嵥Ԫ����Ӧ�ý���ɨ�跨��������άʵ����м�����ɢ������ýڵ�109 413����������100 350����
����������ģ�͵Ľڵ���������Ϣ����Fluent������������ֵ��⡣ѡ����������������һ����ʽ�㷨��ѹ��-�ٶ���ϲ�ȡPISO�������������̲���QUICK��ʽ��ɢ�������Է��̺Ͷ������������в����Ϊ1��10-3������ѹ����ڱ߽������������������Ϊ������ʼ����м��㡣����ѡ���õĹ�ҵZn-4Al�Ͻ������Բ�������1����ʼ�������£�����ѹ��Ϊ25 MPa������ѹ��Ϊ����ѹ����ǻ�¶�Ϊ373 K����ע�¶�Ϊ703 K��
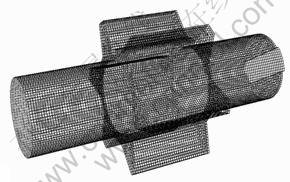
ͼ2 ���������ʷ�ʾ��ͼ
Fig.2 Schematic diagram of mesh generation of micro-gear
��1 ZnAl�Ͻ�ģ������Բ���
Table 1 Physical parameters of ZnAl alloy for simulation

3 ���������
ͼ3��ʾΪ�����ڲ�ͬʱ�̳�����������άģ���������ܶȳ���������ͼ3(a)��(b)�ɼ�������Һ���ȳ�������ᣬȻ������̣���ͼ3(c)��(d)�ɼ�������Һ�ڻ�������У���ǻ�����屻���ٽ���Һ���������ѣ������Ž���Һ���˶����˶�����άģ����ŵ����ھ�������Ч����ֱ�ۡ������Ժã�ȱ���Ǽ�������ʱ����ֻ�ܿ�����άʵ����������������������ڲ�����Һ�ľ����˶����̡�Ϊ����Һ̬�����ij�����̬�����ö�ά����ķ�ʽ���з���������z������ѡȡһ�����棬�������������ڲ�����Һ���������̡�
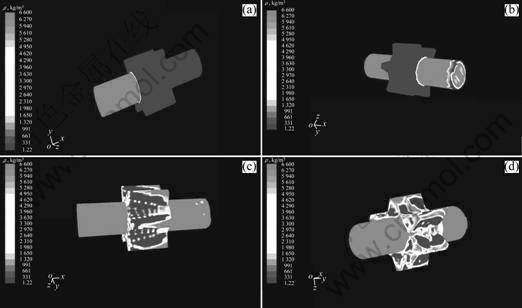
ͼ3 ��ͬʱ�����������������̵���ά�ܶȳ�ģ����
Fig.3 3D simulation results (density ��) of filling process of micro-casting mould at different times: (a) 6 ��s; (b) 15 ��s; (c) 22 ��s; (d) 27 ��s
3.2 ������Һ̬��������������ֵģ��
ͼ4~8��ʾΪ����ܶȷֲ�ͼ���ٶ�ʸ��ͼ������Һ̬���������������͵�ȫ���̡��������ṹ����Һ̬�������徭�����ij����ᡢ���������Լ��Ҳ�ij�����3����λ����ͼ4(a)��5(a)�ɼ���Һ̬��������ڴ�������ǻ��ʱ8 ��s���ҳ�����������ڳ��������ʱ����Ȼû�����ܱڵ�Լ�������������������Χ���ֳݴ����������DZ��ֳ�ʼ����״̬���˶������������Ҳ�ij����ᣬֱ��������͵ĺ�ڳ��ڴ����ſ�ʼ�����������̿ռ䡣��ͼ4(b)��5(b)��ʾ���ٶ�ʸ��ͼ��֪��Һ̬�����������ٶȺܴ���ˣ�Һ̬�����������Ժܴ�ʹҺ̬�����ܹ�����ԭ�е�����Խ�������̼�����ǰ������⣬���ٶ�ʸ��ͼ�п��Կ������������еĿ����ڸ��ٽ�����������£��������ٶȽϵ͵� ������
ͼ6��ʾ����ǰ�ص�Һ̬����ײ�����ͺ�ڣ����ڱ���ķ���������ѹ�����ߣ��γɶ���ѹͷ���������忪ʼ�������Χ�ĸ��ݲ�λ���������ͼ6(c)��ѹ���ֲ�ͼ���Կ������ڳ��ڴ��Ľ���Һѹ����ߡ���ͼ6(b)��ͼ7(b)��ʾ���ٶ�ʸ��ͼ���Կ������ڷ������Ľ���Һǰ�أ�������ٶȷdz��죬˵���˴�Һ̬�����������ѹ����ǿ����ѹ���������£����ֳ��ڲ��������������Ӿ磬����ת����������������Һ̬��������ʱ������ײ�谭�������谭�������£��ֳ��ڵ����ű����ѳɺܶ�����ס�ͬʱ������������Һ̬������Я���²������������ų���
���ų����������̵Ľ��У�������������ѹ�ȡ��������š���ͼ8��ʾ�����������IJ�λҺ̬�����������ٶ���죬������ת�����Ŵ�֮�������Ӵ���λ��Һ̬���������ڱ������Ƽ��¶��½������������ӵ�Ӱ�죬�������ٶ��������͡��ɲ�Ŭ�����̿�֪���������ӣ�ѹǿ���ͣ����ԣ�����������Һ̬��������������ѹ���ϵ͵����������˶����ڽ���Һ��ѹ���±����������������ĸ����������������ڶ���������������������������ڵĽ���Һ�ų���ǻ����һ�����ٶ�ʸ��ͼ�б��ֵø�Ϊ����(��ͼ8(b))��ͼ����ɫ�ļ�ͷ�����������壬���ݸ�������������ڷ�����������ö�Ӧ�ܶ�ͼ�еĿ������֣������ⲿ������������������������������
ͼ4 7 ��sʱ�����������������̵�ģ����
Fig.4 Simulation results of filling process of micro-casting mould at 7 ��s: (a) Distribution of density; (b) Distribution of velocity vector
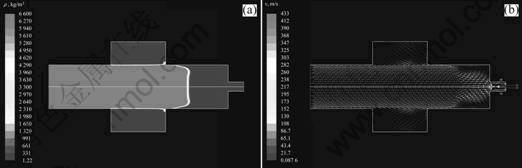
ͼ5 10 ��sʱ�����������������̵�ģ����
Fig.5 Simulation results of filling process of micro-casting mould at 10 ��s: (a) Distribution of density; (b) Distribution of velocity vector
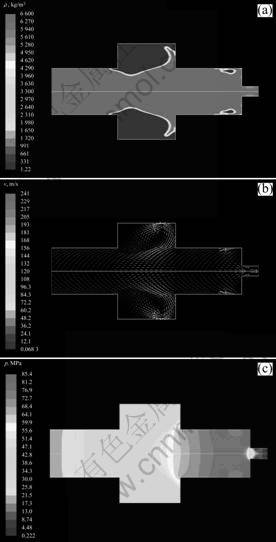
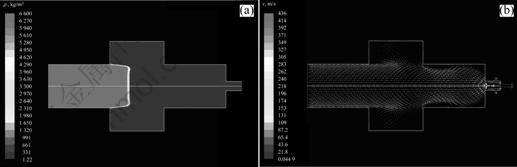
ͼ6 20 ��sʱ�����������������̵�ģ����
Fig.6 Simulation results of filling process of micro-casting mould at 20 ��s: (a) Distribution of density; (b) Distribution of velocity vector; (c) Distribution of pressure
ͨ�����Ϸ�����֪���������ij������У�Һ̬��������ڽ����;�������̲�λʱ��������ɢ��䣬����ֱ������������ǻ�ڣ�ײ�����������ѹͷ��ѹ�Ƚ���Һ�����������̣�Һ̬����������ǻ�ڵ�������ת�����ϸ������ף�����������������������ʩѹ�������������徭�������ų����粻���ǽ���Һ�����̣����������̲��Ͻ��У�ֱ��������ȫ�ų�����ʵ��������̣�����Һ�������̣��������̷dz�Ѹ�٣����ԣ���Ȼ�Գ����̼�������ų����Ӱ�죬��Щ�����д���һ���о���

ͼ7 30 ��sʱ�����������������̵�ģ����
Fig.7 Simulation results of filling process of micro-casting mould at 30 ��s: (a) Distribution of density; (b) Distribution of velocity vector
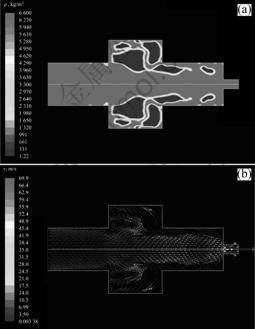
ͼ8 80 ��sʱ�����������������̵�ģ����
Fig.8 Simulation results of filling process of micro-casting mould at 80 ��s: (a) Distribution of density; (b) Distribution of velocity vector
4 ����
1) ͨ���������巴ѹ����ëϸ����������ʱ���뿼�ǵĸ����������������������N-S���̽��������������ʺ��߶���Һ̬����������N-S�����Լ���������ѧģ�ͣ�������Fluent����ʵ���߶����������̵ļ������ֵģ�⡣
2) ����Һ��������״̬����������ij����ᣬײ����ǻ�ں�������ѹͷ��Ȼ�����������Χ�ĸ��ݲ�λ���䣬�γɻ�������
3) ��ǻ�����屻�����˶��Ľ���Һ���衢�и�γ��������ݣ�Ȼ�������������������� �ų���
REFERENCES
[1] RUPRECHT R, BENZLER T, HANEMANN T, M?LLER K, KONYS J, PIOTTER V, SCHANZ G, SCHMIDT L, THIES A, WOLLMER H, HAUBELT J. Various replication techniques for manufacturing three-dimensional metal microstructures[J]. Microsystem Technology, 1997, 4: 28-31.
[2] BAUMEISTER G, MUELLER K, RUPRECHT R, HAUSSELT J. Production of metallic high aspect ratio microstructures by microcasting[J]. Microsystem Technology, 2002, 8: 105-108.
[3] BAUMEISTER G, RUPRECHT R, HAUSSELT J. Microcasting of parts made of metal alloys[J]. Microsystem Technology, 2004, 10: 261-264.
[4] BAUMEISTER G, RUPRECHT R, HAUSSELT J. Replication of LIGA structures using microcasting[J]. Microsystem Technology, 2004, 10: 484-488.
[5] BAUMEISTER G, HAUSSELT J, ROTH S, RUPRECHT R. Microcasting[C]//Advanced micro and nanosystems: Micro-engineering in metals and ceramics. Weinheim: Wiley-VCH, 2005: 357-393.
[6] CHUNG S, PARK S, LEE L, JEONG H. Replication techniques for a metal microcomponent having real 3D shape[J]. Microsystem Technology, 2005, 11: 424-428.
[7] NOGUCHI H, ABE S. Study on microcasting[J]. International Journal of the Japan Society for Precision Engineering, 2003, 69: 125-129.
[8] HIROYUKI N, MASAO M. Three-dimensional microcasting[C]//Proc of the 10th ICPE. New York, 2001: 349-353.
[9] ������, ���ʢ, �� ��, ����־. ����ѹ�۷��ⶨ����Ӳ�ȼ�����ģ��[J]. �й���ɫ����ѧ��, 2008, 18(1): 231-236.
REN Ming-xing, LI Bang-sheng, YANG Chuang, FU Heng-zhi. Hardness and elastic modulus of microcastings by nanoindentation[J]. The Chinese Journal of Nonferrous Metals, 2008, 18(1): 231-236.
[10] LI Bang-sheng, REN Ming-xing, YANG Chuang, FU Heng-zhi. Microstructure of Zn-Al4 alloy microcastings by micro precision casting based on metal mold[J]. Transactions of Nonferrous Metals Society of China, 2008, 18(2): 327-332.
[11] ������, ���ʢ, �� ��, ����־. ����ѹ�۷��ⶨ�������������������ָ��[J]. ����ѧ��, 2008, 44(3): 272-276.
REN Ming-xing, LI Bang-sheng, YANG Chuang, FU Heng-zhi. Measurement of creep rate sensitivity of microcastings at room temperature by using nanoindentation[J]. Acta Metallurgica Sinica, 2008, 44(3): 272-276.
[12] �ܱ˵�, Ѧ ��, ������, ��С��, �Ŵ���, �� ��. ������ά�����������ֵģ��[J]. �й���ɫ����ѧ��, 2000, 10(2): 230-233.
ZHOU Bi-de, XUE Xiang, MI Zhong-lan, SUN Xiao- bo,ZHANG Chun-hui, MA Jian. 3D coupling numerical simulation of mold filling[J]. The Chinese Journal of Nonferrous Metals, 2000, 10(2): 230-233.
[13] WU Shi-ping, LI Chang-yun,GUO Jing-jie, SU Yan-qing, LEI Xiu-qiao, FU Heng-zhi. Numerical simulation and experimental investigation of two filling methods in vertical centrifugal casting[J]. Transactions of Nonferrous Metals Society of China, 2006, 16(5): 1035-1040.
[14] ������, ��־��, �� ��, ʯ����. ��Ž��跨�Ʊ����̬���Ϲ��̵�ų����������¶ȳ�����ֵģ��[J]. �й���ɫ����ѧ��, 2010, 20(5): 937-945.
CHEN Xing-run, ZHANG Zhi-feng, XU Jun, SHI Li-kai. Numerical simulation of electromagnetic field, flow field and temperature field in semi-solid slurry preparation by electromagnetic stirring[J]. The Chinese Journal of Nonferrous Metals, 2010, 20(5): 937-945.
[15] ������, ���ʢ, �� ��, ����־. �߶���ǻ��Һ̬������������ģ���о�[J]. ����ѧ��, 2008, 57(8): 5063-5071.
REN Ming-xing, LI Bang-sheng, YANG Chuang, FU Heng-zhi. Simulation research on the law of flow of liquid metal in micro-channels[J]. Acta Physica Sinica, 2008, 57(8): 5063-5071.
(�༭ ����Ƽ)
������Ŀ��������Ȼ��ѧ����������Ŀ(50475028)��������ʡ��Ȼ��ѧ����������Ŀ(ZJG04-01)��ϵͳ���ṹ����������ص�ʵ���ҿ��Ż���������Ŀ(HIT.KLOF.2009012)
�ո����ڣ�2010-07-08�������ڣ�2010-10-28
ͨ�����ߣ������ǣ���ʦ����ʿ���绰��0451-86403268��E-mail��hitrmx@163.com
