
���±�ţ�1004-0609(2009)06-1080-07
Fe-Cu�����Ͻ��䲭�㺸��ͷ�Ŀ��������������
�����ǣ��� �ˣ�����棬��ѧ��
(����������ѧ ���Ͽ�ѧ�빤��ѧԺ������ 710048)
ժ Ҫ��
ժ Ҫ��Ӧ���͵��ݴ��ܺ����Ժ��Լ35~45 ��m��Fe-60%Cu(��������)�Ͻ��䲭���е㺸���ӣ��۲��ͷ����֯��ò��������ͷ����ȴ���ʺ��¶��ݶȼ������ۺ���֯����ͷ���ܵ�����ԡ����������Ӧ�õ��ݴ��ܺ�˲��ŵ��������ĸ���������ʵ�ּ���Ͻ����ӣ����ֱ��34 mm����30 mm����״�Ϲ���ı���״�ۺˣ���ͷ��ȴ���ʴ�106 K/s���ۺ���֯�������ԵĿ��������������ۺ��ڿ������̹����в���Һ����룬��Fe���СҺ�����¶��ݶ�������Marangoni�������������ۺ������ƶ����������������������γ�һ�ֵڶ���������ƫ�۵���֯�ṹ�������¶��ݶȵ�����Fe��Һ�ε��˶��ٶȳ��������㺸��ͷ�ļ���ǿ�Ƚϸߣ���241 MPa��
�ؼ��ʣ�
�Ͻ������ܺ����㺸��ͷ����������������� ��
��ͼ����ţ�TG 111.4; TG 113.12 ���ױ�ʶ�룺 A
Rapid solidification and phase separation of micro spot weld joint of rapidly solidified Fe-Cu peritectic alloy foils
ZHAI Qiu-ya, ZHANG Xing, XU Jin-feng, GUO Xue-feng
(School of Materials Science and Engineering, Xi��an University of Technology, Xi��an 710048, China)
Abstract: The spot welding of rapidly solidified Fe-Cu alloy foils with 35?45 ��m in thickness was conducted using a mini-type capacitor discharge welder. The microstructure of nugget was observed. The cooling rate and the temperature gradient of nugget were analyzed theoretically and the relationship between the microstructure and property of the joint was investigated. The results indicate that the capacitor discharge welding can realize the spot weld of rapidly solidified Fe-Cu alloy foils, and a regular oblate spheroid nugget with 34 mm in diameter and 30 mm in thickness forms. The cooling rate of nugget is up to106 K/s, and the microstructure of nugget is characterized by rapid solidification. The liquid separation takes place in micro nugget during rapid solidification. The Fe-rich droplets move toward the center of the nugget resulting from Marangoni migration driven by temperature gradient, leading to the formation of microstructure of second phase segregating in the nugget center. With increasing temperature gradient, the growth velocity of the droplets increases linearly. The shearing strength of the joint is up to 241 MPa.
Key words: alloy foil; capacitor discharge welding; spot weld joint; phase separation; rapid solidification
Fe-Cu�����Ͻ�������Խ�ĵ���(��)���ܼ����õ���ѧ���ܶ��������ܵ����ǵĹ�ע[1?3]��Ȼ������ƽ�����̹����У�����Ͻ�ͨ���ᷢ��Һ���������[4?5]���Ͻ�ɷֺ�������֯�������صIJ������ԣ��Ӷ�Ӱ���˺Ͻ����������ѧ���ܣ������˺Ͻ��Ӧ�á��������̿���������ϸ��������֯������Ͻ���Ĺ��ܶȣ���þ�������������ѧ���ܺ���ѧ���ܵ��� ���ϣ��������չ��Fe-Cu�����Ͻ�Ĺ���Ӧ�ÿռ�[6?7]���²��ϵĿ���Ҳ��Ӧ�ش������²��ϵ����� ���⡣��������������õ�Fe-Cu�Ͻ�ͨ��Ϊ��ά���ϡ������г��õĸ������ӷ��������������ܸ�ʱ�䳤��������ʵ�ֿ������̵�ά���ϵ����ӣ���ʹʵ���˴�����ϵ����ӣ�Ҳ���Ա�֤��ͷ��֯������һ���ԡ���ˣ�Ҫʵ�ֿ������̵�άFe-Cu�����Ͻ�����ӣ�������þ��и���������ʱ���������������Ŀ������̺��ӷ�������ɡ����ݴ��ܺ���һ�ֿ������̺��ӷ���[8?9]���dz��ʺϿ������̵�ά�Ͻ�ĺ��ӡ���������Ӧ���͵��ݴ��ܺ�����Fe-Cu�����Ͻ��䲭���е㺸���ӣ����۷����ۺ��¶ȳ����о��ͽ�ͷ����֯��̬���������������ʾ��ȴ���ʺͽ�ͷ��֯�γɵ���ع��ɡ�
1 ʵ��
ʵ����Fe-60%Cu(��������)�����Ͻ��Dz��øߴ�Fe(99.99%)��Cu(99.99%)�ڳ�����յ绡¯��������ɡ����õ�����ʵ�ֿ������̣��ƵõĺϽ��Ϊ35~45 ��m����Լ5 mm��
���Ͻ�װ��ɴ�ӽ�ͷ�����ʹ��ܺ����Ͻ��е㺸���ӡ����ӷ����������[10]�����Ӳ���Ϊ����������W=16.8~25.83 J������ѹU=30~50 V������C=3300 ?F���缫ѹ��F=7~12 N��
��ͷ��������֬��Ƕ�����ѡ��5 g FeCl3+15 mL HCl+100 mL C2H5OH��Һ���н�ʴ������XJG?05��ѧ������FEI SIRON 200��ɨ��羵�۲�ͷ�����ͷ����֯��̬��������������(EDS)��D/MAX?2500V��X���������Ƿ�������ѧ�ɷֺ���ṹ������SH?500����ʽ�������Ʋ��Խ�ͷ�ļ���ǿ�ȡ�
2 ���������
ʵ���úϽ�ɷ�����ͼ�е�λ����ͼ1�м�ͷ��ʾ����ƽ�����������£���Fe-60%Cu�����Ͻ������¶Ƚ���1 702 Kʱ�㿪ʼ�Ц�-Fe֦�������������¶ȵĽ��ͣ������Ħ�-Fe֦��Խ��Խ�࣬���¶��½���1 369 Kʱ��������-Fe+L��(Cu)����ת�䣬ֱ�����̹��̽�����Ȼ�������е��о�������������������¶�����ϴ��Fe-Cu�����Ͻ𣬵���ɷֵ�λ����ͼ�в�λ��ʱ���ڷ�ƽ�����̹�����ͨ���ᷢ��Һ���������[5?7]��ͼ������ΪҺ������ٽ��¶�T ��L��T ��L����
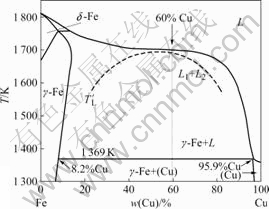
ͼ1 Fe-Cu�Ͻ���ͼ
Fig.1 Phase diagram of Fe-Cu binary alloy
��Ħ�������ijɷֵ�Ϊ�Գƣ������ʽΪ[11]

���ڷ���Һ�����Ĺ���Ⱥ�С����12 �棬�ڿ������������£�Һ̬Fe-60%Cu�����Ͻ��������ɸ�Fe��L1���Cu��L2�ࡣ
2.1 �㺸��ͷ����֯��ò
ͼ2��ʾΪFe-60%Cu�������̺Ͻ㺸��ͷ����֯��̬��ͼ2(a)��ʾΪ�㺸��ͷ��������ò��2(b)��ʾΪ�ۺ�����֯����ͼ2���������ع۲쵽�����˵������������Բ״����ֱ��Լ34 ��m���߶�Լ30 ��m��������֯��ĸ�IJ����Ҫ��ϸС���ܵĵ��ᾧ��ɡ�EDS��XRD����������ͼ2��dzɫ����Ϊ��Cu�࣬��ɫ����Ϊ��-Fe�ࡣ��-Fe���Ǿޱ��״�ۼ����ۺ˵����ġ����ۺ�����������ĸ����Ȼ������ԭʼ���ĵ���֯����������ֱ��Լ1~2 mm�������ԵĴֻ�����ͷ����δ����δ���ϵ�ȱ�ݣ����������ϸߡ�
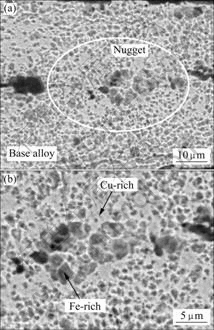
ͼ2 Fe-60%Cu�Ͻ㺸��ͷ��֯����
Fig.2 Microstructures of joint of Fe-60%Cu alloy foils: (a) Microstructure of joint; (b) Enlarged microstructure of nugget
2.2 �ۺ��¶ȳ����۷���
Ϊ�˽�ʾ��ͷ��֯���γɹ��ɣ���������ά����һά����ģ�ͣ������ø�ģ�Ͷ��ۺ��¶ȳ�����ȴ���ʽ������۷������ۺ���״ͨ��Ϊ�����Ρ�Ϊ���㷽�㣬�����Ϊ���Ρ���Ȼ�����ۺ˵����̹���������Ϊ�ռ�Գƣ��ɰ�һά���Ƚ��м��㣬����������ͼ3��������ʾ��ͼ3��r��R�ֱ�Ϊʵ���õ���

ͼ3 �͵㺸��ͷ�ļ�������
Fig.3 Calculated zone in micro spot weld joint
�˵Ȼ�Բ�뾶�ͼ�������뾶���ȴ������ط���Ϊ

���ñ������ݷ�����ᾧDZ�ȶԴ��ȹ��̵�Ӱ��[12]��
���ۼ������������Բ���[13]���1���С��Լ��������ذ뾶����ȷ֣�����ʽ��ַ�������ɢ���������������оݻ��ʱ�䲽�����ۺ˵ij�ʼ�¶�Ϊ1 800 K�����ĸ�ĵ��¶�Ϊ300 K�������¶Ⱥ㶨Ϊ300 K��
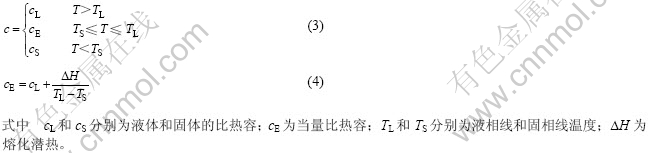
��1 ���ۼ������������Բ���
Table 1 Thermal physical parameters used in calculation
�ۺ�������ֵ��������ͼ4��ʾ��ͼ4(a)��ʾΪ�ۺ��¶ȳ���4(b)��ʾΪ�ۺ��IJ�����ȴ���ߡ���ͼ4(b)�п��Կ�������ʹ��Һ�����¶����ϣ����ڹ���״̬���ۺ˾��Ѿ����нϴ����ȴ���ʣ������õ��ۺ����ĵ�ƽ����ȴ���ʸߴ�1.65��106 K/s��
����������ɢʧ���ۺ��¶Ƚ�һ�����͡����ۺ��¶ȴﵽҺ�����¶�ʱ������t=60 ��sʱ������Һ̬�ۺ˵����ı㿪ʼ�й��������������ŽᾧDZ�ȵ��ͷţ���ȴ�����ϳ�����һ���¶Ƚ��ͽ�Ϊ���������䣬��ʱ���ۺ���������ƽ����ȴ����Ϊ1.04��106 K/s��
��t=0.38 msʱ���ۺ��¶ȵ��ںϽ�Ĺ������¶ȣ���־���ۺ����̹��̵��սᡣ���ڹ��ഫ�����ʴ�����̬�ۺ˵���ȴ���ʶ�Ȼ���ߣ���ʱ����ͷƽ�����ٴ�1.16��106 K/s������t��0.8 ms�Ժ��ۺ˵���ȴ����������ƽ�����ɴ˿ɼ������ۺ˵IJ���������ȫ������������ʱ����Ҫ�����ڵ��ݷŵ���̵�ǰ0.38 ms������t=1.6 msʱ���ۺ����������¡�
�����ۺ˵��¶ȳ�������������¶��ݶȷֲ��������ͼ4(c)��ʾ����ͼ4(c)���Կ������ۺ��ڸ������¶��ݶ��ں��ӿ�ʼ˲ʱ���Ѵﵽ�����ֵ����������ʱ������ƣ������¶��ݶȽ���С���ۺ˱�Ե���¶��ݶ����Ǵ����ۺ����ĵ��¶��ݶȡ��ڿ�ʼ���ӵ�˲�䣬�ۺ����������¶��ݶȽ���Ϊ�㣬�����Ե�����¶��ݶȴ�121 K/��m������Ҫ���ۺ���Χ�����¶ȵͣ���Ե����ɢ�ȿ��йء�
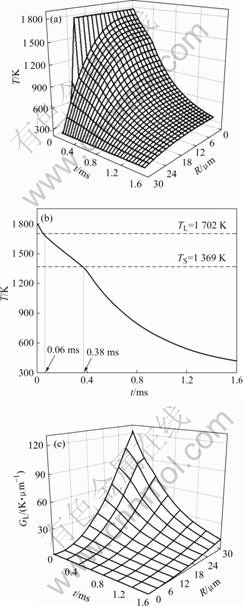
ͼ4 ���ۺ˵�����ʷ����
Fig.4 Temperature field (a), cooling curve (b) and temperature gradient (c) of nugget
2.3 ����Һ����˶�����
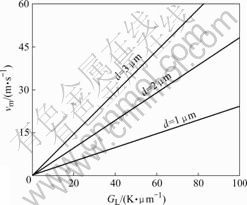
��ͼ2��ʾ���ۺ���֯���Կ������ڿ������������£������ۺ˲�����Һ����룬�γɸ�Fe��L1Һ�κ�Cu��L2Һ�ࡣL1Һ�����¶��ݶ�������Marangoni�˶����������ۺ��в�Ǩ�ƣ���Ǩ���ٶ�vm�ɱ�ʾΪ[14]

![]() Ϊ���������ݶȣ�d��/dTΪ���������¶�ϵ����GLΪ�¶��ݶȡ�ͼ5��ʾΪҺ��Ǩ���ٶ�vm���¶��ݶ�GL�ı仯����ͼ5��֪�����ۺ����̵ij�ʼʱ�̣��ۺ˱�Ե���˶��ٶ�vm��24 m/s��Һ����������Ǩ�ƵĹ����У��¶��ݶ������½������˶��ٶȳ����Խ��͡���Һ��ֱ����ͬ������£������¶��ݶȵ�������Ǩ���ٶȳ��������������¶��ݶ���ͬ�������£�Һ��ֱ��Խ����Ǩ���ٶ�ҲԽ���ۺ˱�ԵҺ�ε�Ǩ���ٶ�ԶԶ�����ۺ����ĵ�Ǩ���ٶȡ�ͬʱ����������Һ�μ�����ײ�������ͳ�����Marangoni�˶������£�L1Һ�����ۺ��IJ���Ǩ�Ƶ����ۺ����ĸ�Fe�������γɡ�
Ϊ���������ݶȣ�d��/dTΪ���������¶�ϵ����GLΪ�¶��ݶȡ�ͼ5��ʾΪҺ��Ǩ���ٶ�vm���¶��ݶ�GL�ı仯����ͼ5��֪�����ۺ����̵ij�ʼʱ�̣��ۺ˱�Ե���˶��ٶ�vm��24 m/s��Һ����������Ǩ�ƵĹ����У��¶��ݶ������½������˶��ٶȳ����Խ��͡���Һ��ֱ����ͬ������£������¶��ݶȵ�������Ǩ���ٶȳ��������������¶��ݶ���ͬ�������£�Һ��ֱ��Խ����Ǩ���ٶ�ҲԽ���ۺ˱�ԵҺ�ε�Ǩ���ٶ�ԶԶ�����ۺ����ĵ�Ǩ���ٶȡ�ͬʱ����������Һ�μ�����ײ�������ͳ�����Marangoni�˶������£�L1Һ�����ۺ��IJ���Ǩ�Ƶ����ۺ����ĸ�Fe�������γɡ�
ͼ5 Ǩ���ٶ����¶��ݶȵı仯
Fig.5 Variation of migration velocity with temperature gradient
2.4 �ۺ���֯���γɻ���
���ۺ��¶Ƚ���Һ������¶�TL������ʱ���������彫��������̬������Һ�����������Ϊ��Fe��L1СҺ�κ�Cu��L2Һ�ࡣ���ۺ����̳��ڣ�Һ�����ʼ����ɢ��Һ�ε��κ��볤��Fe��L1СҺ�ξ��ȵ���ɢ�ڸ�Cu��L2Һ���У���ߴ�ԼΪ1 ��m����ͼ6��t0ʱ����ʾ��L1СҺ�����¶��ݶ������»����ۺ����ķ���MarangoniǨ�ƣ�Һ����Ǩ�ƹ����У����ڲ����˶��������Һ�μ����ײ�����������ۺϡ������ͳ���Һ�ΰ뾶��������ͼ6��t1ʱ����ʾ���ߴ������Һ�ε�MarangoniǨ���ٶ�Ҳ��Ӧ���� ����ƫ�����ۺ˵����ģ��γɳߴ�ϴ��Һ�Σ���ߴ�ﵽ3 ��m����ͼ6�� t2ʱ����ʾ����Fe��L1Һ�ξ������γ��IJ�����״�Ħ�-Fe�࣬L2Һ����ת��Ϊ(Cu)�࣬��ͼ2ʾ��

ͼ6 Һ�������볤��ʾ��ͼ
Fig.6 Schematic diagram of collision and growth of droplets
��ָ�����ǣ�������MarangoniǨ�����������ſ�״��-Fe��ƫ�����ۺ����ĵ���֯������㺸���������ڵ�����͵缫����ͬ�����������������߷ֲ�������ƫ�۴��������Ե�����
2.5 ��ͷ���ܱ���
�㺸��ͷ��ѧ����ͨ���ý�ͷ����ǿ������������ͷ�ļ���ǿ����Ҫȡ���ں����������缫ѹ�������ӵ�ѹ������ʱ��ȹ��ղ������ں��������ͺ���ʱ��һ��������£��缫ѹ���ͺ��ӵ�ѹ�Խ�ͷ����ǿ������������Ӱ�졣
2.5.1 �缫ѹ��
�ں��ӵ�ѹ�͵��ݸ����������£���ͷ����ǿ����缫ѹ���ı仯��ͼ7(a)��ʾ����ͼ7(a)�п��Կ��������ŵ缫ѹ��������ͷ����ǿ��Ѹ�����ߣ��ﵽ���ֵ������С���������ڵ��缫ѹ����Сʱ����������֮��Ӵ����С���Ӵ�����Ӵ���������ɾֲ���������������������������ɽ���������缫ѹ����С������ijһ�ٽ�ֵ���������������������ۺ������׳��ּ���������ȱ�ݣ�����������ͷ�մ����㺸��ͷ��ѧ���ܶ����ŵ缫ѹ��������λ�����缫֮��ĺϽĽ���Ӵ���֣��γɵ��ۺ˳ߴ������ȶ�����̬�ȽϹ���ͷǿ�����ߡ����ǣ�����һ������缫ѹ��ʱ�������ǿ�ȷ����½���������Ϊ�缫ѹ���ļ��������ʹ�Ͻ�������ĽӴ����轵�ͣ������������������ʵ�ֺ��ӣ���ʹʵ�ֺ��ӣ�Ҳ�����γ��������Ӷ�ʹ��ͷ�������Խ��͡����缫ѹ��Ϊ8 Nʱ�����ӽ�ͷ�ļ�������ߣ��ﵽ241 MPa��

ͼ7 ��ͷ����ǿ����缫ѹ���͵�ѹ�ı仯
Fig.7 Variations of shearing strength with electrode force (a) and welding voltage (b)
2.5.2���ӵ�ѹ
�ڵ缫ѹ���͵��ݸ����������£���ͷ����ǿ���溸�ӵ�ѹ�ı仯��ͼ7(b)��ʾ����ͼ7(b)�п��Կ��������ź��ӵ�ѹ�����ӣ���ͷ����ǿ��������С���ﵽ��ߵ������С��������Ϊ�ں��ӵ�ѹ��Сʱ�������������㣬��������δ�ܴﵽ��ȫ���ڣ���ý�ͷ�ļ���ǿ�Ƚϵ͡����ź��ӵ�ѹ���ߣ��������������ۺ˳ߴ�������������ͷ����ǿ�Ȳ�����ߡ�����U��45 Vʱ�����������ͷ�ĺ������ܹ����Ľ�����϶��������������������ŵ����ȼ�绡���ۻ������������ɽ����أ����������½�����ͷǿ�Ƚ��͡������ӵ�ѹΪ45 V ʱ����ǿ�����, �ﵽ241 MPa��
����������ѡ�ú��ʵĺ��ӹ��ղ������ܵ㺸Fe-60%Cu�Ͻ��䲭����õĺ��ӽ�ͷ���нϸߵ���ѧ���ܣ���ĸ�ĺϽ���ѧ������ƥ�䡣����Ҫ���ͷ����ȴ���ʴ�������֯ϸ���йء��ڿ����������ӵĹ����У���ͷ����ȴ���ʿ��Դﵽ106 K/s���ܸ���ȴ���ʵ�Ӱ�죬�ۺ���֯��ϸС�ĵ��ᾧΪ����ϸ��ǿ����������ͷ��ѧ���ܷ������˺ܴ�����ã���ˣ���ͷ����ѧ���ܽϺá�
2.5.3 ��ͷ�Ͽ���ò
�ں��ӽ�ͷ������������У���ͷ���ѷ�ʽ��Ҫ���������֣����ۺ��벭�ĵĽ���洦�Ķ��ѺʹӺ��˵������洦�Ķ��ѡ�
�غ��˵������洦����ʱ�������ϵ�2�����������϶��ܿ�������Ƚ�ƽ���ĺ��ˡ���ʱ���˳ߴ��С����20 ��m���ң���ͷ����ǿ�Ƚϵͣ����ֵΪ207 MPa��
���غ����벭�ĵĽ���洦����ʱ, �������� �ϳ��������֣����ԵĶϿ���ò�������ԣ�����һ���ĶϿڱ����гʡ�Ŧ��״���IJ�����Բ��̨���� ͼ8��ʾ������һ���Ͽ�����ֳ���̨���Ӧ�ġ�Բ�ס���ò�������ֶϿ����Ӧ�ĺ��˳ߴ�Ƚ��ȶ���������30 ��m���ң���ͷ����ǿ�Ƚϸߣ���ֵ��241 MPa��
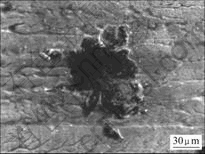
ͼ8 ��ͷ�ĶϿ���ò
Fig.8 Fracture microstructure of joint
���ź��ӵ�ѹ�����ߣ���ͷ���ѷ�ʽ�ɴӺ��˵������洦���������ۺ��벭�ĵĽ���洦����ת�������ӵ�ѹ��Сʱ������ֱ����С����ͷǿ�Ȳ��ߣ���ͷ�Ӻ��˵������洦���ѣ����ź��ӵ�ѹ��������ֱ����������ֱ������һ��ֵ���غ����벭�ĵĽ���洦�������ѡ�
3 �� ��
1) Ӧ���͵��ݴ��ܺ�������ʵ��Fe-Cu�����Ͻ��䲭�Ŀ������̺��ӣ����ֱ��34 mm���߶�30 mm�Ĺ���������ۺˡ���ͷ��ȴ���ʸߴ�1.65��106 K/s���ۺ˼��ܱ�ĸ����֯ϸС���ȣ��������ԵĿ�������������
2) �ڿ����������������£�����Һ�����¶��ݶ�������Marangoni�˶����������ۺ�����Ǩ�������ͳ��������γ�һ�ֵڶ���������ƫ�۵���֯�ṹ��
3) �ں�������������ʱ��һ���������£��缫ѹ���ͺ��ӵ�ѹ�Խ�ͷ����ǿ��Ӱ����������U=45 V��F=8 Nʱ����ͷ����ǿ����ߣ���241 MPa�������������ӽ�ͷ���нϸߵ���ѧ���ܡ�
[1] �� ��, �Ծ���. ��������Cu-Fe�ѻ��ܺϽ������֯[J]. ����ѧ��, 2005, 41(7): 407?119.
HE Jie, ZHAO Jiu-zhou. Microstructures of rapidly solidified Cu-Fe immiscible alloys[J]. Acta Metallurgica Sinica, 2005, 41(7), 407?119.
[2] ��Զʿ, ţ ��, ������, ��ά�|. Fe-Cu����Ϳ����700 ���800 ������е�����[J]. ����ѧ��, 2000, 36(8): 847?850.
LI Yuan-shi, NIU Yan, FU Guang-yan, WU Wei-tao. Air oxidation of two Fe-Cu nanocrystalline coatings at 700 �� and 800 ��[J]. Acta Metallurgica Sinica, 2000, 36(8): 847?850.
[3] KAKISAWA H, MINAGAWA K, KIMURA T, HALADA K. Effect of consolidating temperature on strengthening mechanism in Fe-Cu alloy from rapidly solidified powder[J]. Mater Sci Technol, 19(6): 473?479.
[4] CHEN Q, JIN Z P. The Fe-Cu system: A thermodynamic evaluation[J]. Mater Trans, 1995, A26: 417?424.
[5] MATHON H, BARBU A, DUNSTETTER F, MAURY F, LORENZELLI N, de NOVION C H. Experimental study and modeling of copper precipitation under electron irradiation in dilute FeCu binary alloys[J]. J Nuclear Mater, 1997, 24(5): 224?237.
[6] XU J F, DAI F P, WEI B B. Heat and mass transfer characteristics during rapid solidification of Fe-Cu peritectic alloys[J]. Science in China (Series G), 2007, 51(5): 459?469.
[7] CHUANG Y Y, SCHMID R, CHANG Y A. Thermodynamic analysis of the iron-copper system (��): The stable and metastable phase equilibria[J]. Metall Trans A, 1984, 15: 1921?1927.
[8] XU J F, ZHAI Q Y, YUAN S. Energy-storage welding connection characteristics of AZ91D magnesium alloy rapid solidification ribbons[J]. J Mater Sci Technol, 2004, 20(4): 431?434.
[9] MATSUGI K, KONISHI M, YANAGISAWA O, KIRITANI M. Joining of spheroidal graphite cast iron to stainless steel by impact-electric current discharge joining[J]. Mater Process Technol, 2004, 150: 300?318.
[10] ������, �����. Cu-Sn�Ͻ��䲭���ܺ���ͷ����ò�������γɻ���[J]. ����ѧ��, 2005, 41(7): 755?758.
ZHAI Qiu-ya, XU Jin-feng. Morphological characteristic and formation mechanism of joint of melt-spun Cu-Sn alloy foils by capacitor discharge welding[J]. Acta Metallurgica Sinica, 2005, 41(7): 755?758.
[11] NAKAGAWA Y. Liquid immiscibility in copper-iron and copper-cobalt systems in the supercooled state[J]. Acta Metall, 1958, 6: 704?711.
[12] CARVER M B, SALCUDEAN M. Two-fluid modeling of phase redistribution by abstractions[J]. Mathematics and Computers in Simulation, 1987, 29: 399?412.
[13] BRANDS E A. Smithells metals references book[M]. London: Boston Butterworths, 1983: 146.
[14] ����ƽ, ������, ������, ����Ȫ, �¼�־, ������. ����Marangoni�����Ʊ�����ƫ���Ͻ�[J]. ����ѧ��, 1996, 32(2): 113?119.
XIAN Ai-ping, ZHANG Xiu-mu, LI Zhong-yu, LIU Qing-quan, CHEN Ji-zhi, LI Yi-yi. Preparation of homogeneity immiscible alloy by Marangpni convection[J]. Acta Metallurgica Sinica, 1996, 32(2): 113?119.
������Ŀ������ʡ��Ȼ��ѧ����������Ŀ(2006E134, 2006E120)������ʡ��������ѧ�о��ƻ���������(06JK220)
�ո����ڣ�2008-08-13�������ڣ�2009-02-13
ͨѶ���ߣ������ǣ������ڣ���ʿ���绰��029-82312069�����棺029-82310856��E-mail: xu-zhai@xaut.edu.cn
