
���±�ţ�1004-0609(2007)06-0878-07
����ʽ������ι����������Լ��˶������Ż�
����̫1, �κ���1 , �� ��2, �� ��3
(1. �Ͼ����պ����ѧ ����ѧԺ���Ͼ� 210016��
2. �Ϻ���ͨ��ѧ ���������ϲ��Ϲ����ص�ʵ���ң��Ϻ� 200030��
3. �żҸۻ�ͨ�����������˾���żҸ� 215625)
ժ Ҫ��
���ܻ�������ʽ��������Ʊ���ں�����Ĺ���ԭ�����о���������켣���Լ�����ѧģ�ͣ���Գ����켣�������ԣ����������˶�����(��, v)�Ե���������Ե�Ӱ�졣��������ת���ڳ����������ӵĵ���������ģ�ͣ����ø�ģ���ڲ�ͬ�����켣�ݾ��£��Գ�����Ƚ��м�����棬��ñ�֤���ȳ�������˶������Ż��������ڴ˻����ϣ�������������ȵļ����㷽������ͨ��ʵ���������֤�����������Ԥ��ֵһ���ԽϺá����о��������ʵ��������ι��������У��Ʊ��õ�������ò���á������ȶ��Ĺ�����
�ؼ��ʣ�
����������ʽ��������������Ż��������켣������������
��ͼ����ţ�TG 146���� ���ױ�ʶ�룺A
Deposition behavior and movement parameters optimization for reciprocating spray forming tubular
MA Wan-tai1, SONG Hong-yuan1, ZHANG Hao2, ZHANG Jie3
(1. College of Mechanical and Electrical Engineering, Nanjing University of Astronautics and Aeronautics,
Nanjing 210016, China��
2. State Key Laboratory of Metal Matrix Composites, Shanghai Jiao Tong University, Shanghai 200030, China��
3. Zhangjiagang Huatong Spray Forming Co. Ltd., Zhangjiagang 215625, China)
Abstract: Process principle of reciprocating spray forming large thickness-wall tubular was analyzed. Behavior of the deposit track and corresponding model of single layer were studied. Aiming at the helix characteristic of the deposit track, the influences of mandrel movement parameters (��, v) on the deposit behavior were analyzed. A model used to simulating the deposit thickness overlapped by the deposit profiles of multiple circumrotate cycles was established. This model was applied to simulate the deposit thickness with different pitch of the deposit track, and the optimum condition of movement parameters was obtained under which homogeneous deposit surface can be prepared. Based on the above optimum condition, a simple method was presented to calculate the deposit thickness and was verified through spray experiments. It is indicated that the simulated values are in agreement with the measurements. The results were applied in spray forming tubular, and a serial of tubular with good profile and stable performance were prepared.
Key words: tubular; reciprocating spray forming; parameters optimization; deposit track; deposit thickness
������ι�����һ���漰���ȡ����ʡ�ұ�����嶯��ѧ���ڶ�ղ����ĸ��ӹ��̣�Ϊ������ʵ�����ں����������ù��̣�һ����ü������ֵģ����ʵ�����ϵķ���[1]�����У������������(����ò���漰���ղ���Ӱ��)��һ����Ҫ�о����ݡ�ĿǰΪֹ�����������������������ģ�͵��о���Ҫ��Զ����������Ͱ���[2?6]������[7?8]��������ι�����ò������ģ�ͽ����˽�Ϊϵͳ���о�����������Ҫ�˶�����(�����ת�١������ƶ��ٶȵ�)�Թ����������Ե�Ӱ�죬�����о���������Դ�ͳ������ι���(���������ƶ�)���ù����ʺ��Ʊ����ڹ����������Ʊ���ں�������ù��մ���һ�������ԡ��������������Ʊ���ں���������빤��[9?13]����������ʽ���������ι���[12?13]�����豸�ṹ���˶����Ƽ������Զ���Һʵ�ַ���ȹ������Ƹ��ʺϹ�ҵ���������������������ι��յij������Լ�����ò���������봫ͳ������ι�����һ�����������������Ϊ��̬�仯���̡������ܶ�[9]��Ӱ��������ܵ���Ҫ�ۺϲ����������������ı仯���³����ܶȵı仯��Ӱ���˲�������֯�ͳ������̵��ȶ��;����ԡ������������Ե��о���������ʵ�ֶ������ܶȵĿ����Լ�����������߶�ʵʱ�����С�
����������Ի�������ʽ������ι��գ��������豸�ṹ���乤��ԭ���������˳����켣���Լ����˶�������Ӱ�죬�����˳�����ȼ���ģ�ͣ�Ϊ��þ��ȳ����棬���˶������������Ż�������˵��������ȵļ����㷽�����������˷��漰ʵ��Աȷ������ڴ˻����ϣ������˹��ղ����Թ���������������Ӱ�졣�о������Ӧ��������ʽ����������Ͻ�����Ʊ����������У���ģ�͵�Ԥ������������֤����������һϵ�д�ߴ����������
1 ������������豸�ṹ������ԭ��
��������ʽ������ι����豸�ṹ��ͼ1��ʾ���乤��ԭ��Ϊ��ͨ�����м��1��2����Ӧ�Ĵ�������3��4��7���ɵ���Һװ�ý����������������ȶ���ע�뵽©��6�У��ڴ˹����У�����PID�����㷨����©��Һ���ȶ���©���еĽ�������ͨ��©���������죬����ѹ����(N2)������״Һ������Һ������ˮƽ����̶�����ֱ�����ܿ������Կ�����������߶ȣ��ռ�����8��������ת�˶��������˶�������Һ��ɨ��������ռ������ϣ���������Һ���Ķ������ɨ�����, ���ճ��ι����������ұ�����ѹ������ʹ�����е����������ڳ�����֮�⣬ͨ�������������еĵ�ص���12�Ŀ�����ʹ��������ѹ�����趨״̬��
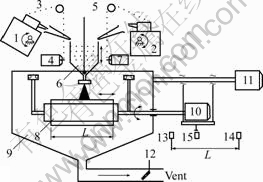
ͼ1 ����ʽ������ι����Ʊ�ԭ�����ṹ
Fig.1 Process principle of reciprocating spray forming take: 1, 2��Left and right ladles; 3��Transmission chain; 4, 7��Transduce motor; 5��Stop rod; 6��Tundish; 8��Mandrel; 9��Deposit chamber; 10��Rotating transduce motor; 11��Reciprocating transduce motor; 12��Dishing valve; 13, 14��Left and right approximate switch; 15��Trigger approximate switch
2 ��������켣���Լ��˶������Ż�
2.1 ��������켣
�������Ϊ����Բ��������ͼ1���������������˶���ϵ��֪��һ��������������У���������ת�ٶȺ������˶��ٶȺ㶨ʱ�������ڻ����ϵij����켣Ϊ������������ͼ2��ʾ��
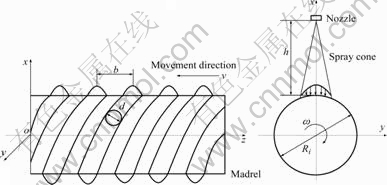
ͼ2 ��������Ĺ켣����
Fig.2 Track profile of single layer deposit
��������켣�����������ʷֲ���Ҫ�������������㡣
1) �����켣Ϊ��������
���������ɻ��������˶������Լ���ת����ȷ������ͼ2��ʾ������ϵ�У������켣����Ϊ
�������������ԣ����������켣ȡ���ڻ����˶������غͦͣ��ò����������������ݾ�b���������¹�ϵ��

�����켣ֱ��Ӱ��������������������ݾ�b̫���������ij����棬�����ں�����������ò���ƣ��ݾ�b̫С�������ɳ�����Ķѻ���
2) �������������Ӱ������
�˶������غͦ�Ӱ������켣�ݾ࣬����߶ȡ�����Һ���������ʡ�����ṹ��Ӱ��������������ʷֲ�״̬��
��������ʽ������ι��տɻ�����������ò�����Ĺ��������������˶���ʽ��֤��1) ��Ȼ����������ι켣Ϊ���������������ڻ���Ϊ���������������˶�������ת���䣬�������������������켣���������෴��ͬʱ��ÿ�������г����켣��ʼ��������ģ���������������ϣ���������ڸ�������켣���������2) ������ת�ٶȺ������˶��ٶ������������к㶨����Ȼ��������������д��ڶ��ݵı��ٽΣ�������ͨ�����̱�Ƶ���ļӼ���ʱ�����ã�ʹ�ñ��ٽδ�����Ӱ����Բ��ơ��������ʵ������������˲��������Ե�ֱ����������
2.2 ���ȵ���������˶������Ż�
��������켣����������״�Գ��������нϴ�Ӱ�죬������ι����У�������ṹ������߶ȡ���Һ��ֱ����©��Һ��߶ȵ�Ӱ�����ʷֲ��Ĺ��ղ������ֲ����ǰ���£�������ת�ٶȺ������˶��ٶ���Ӱ������켣�����Ĺؼ����Ż��˶�����(�أ���)��Ŀ����Ϊ�˻�þ��е�����ȳ������ȵij����棬ʹ�������ȳ����ڻ����ϡ�
Ϊʹ�����治���ֶ������켣�ݾ�b��������������d(����߶�h��������ֱ��)���������»���������
![]()
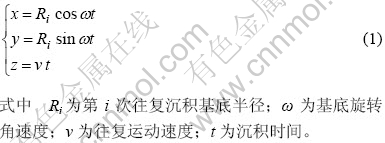
���������������ʵķֲ����ԣ�ʽ(3)��ʾ�Ļ������������ܱ�֤�������ڻ����ϵľ��ȷֲ�����ˣ�Ӧ���ú��ʵ��˶�����ʹ���ײ�ͬ��ת���ڵĹ켣�����ص����ҹ켣����Ϊƽ�������档ͼ3��ʾΪ�������ܹ켣�ص�״̬����һ�ܳ����켣3��ǰһ�ܳ����켣1�����ص����ص������������ֲ������ʷֲ����ߵ͡��м�ߵ����⣬�Ӷ������˵���켣���ʷֲ����ַ塢�Ƚ���״̬����Ч�ظ����������ڻ����Ϸֲ������ԡ�
ͼ3 �������ܳ����켣�ص�״̬
Fig.3 Overlap of two deposit tracks of conterminous circumrotate cycles
�������ʷ�ӳ�������еĽ���Һ�ε������ֲ�����ͬ�ṹ����������������ͬ�������ʷֲ��������� ��������״�Գ��Ժõ����������������ڵ��������ʻ������ϸ�˹�ֲ�[14?15]������߶�h������������M�ɱ�ʾΪ
���ݻ�������ʽ������ι����˶��ص㣬���׳����켣���ӹ��̿ɷֽ�Ϊ�����������֣�1) ��������תһ��ʱ���ʳ�������(����Ϊ�������ȵķֲ�)��2) ���ܳ�������������ƽ���ݾ�b��Ķ��ܳ��������ĵ��ӡ�
1) ���ܳ�����ȼ���
��ͼ2��ʾ��xoz�����ڣ���i�λ�������������������r���ij�����ȿɱ�ʾΪ

ʽ(5)�ļ��������������ܳ���������xoz������ͬ�������˹�ֲ���
2) ����ƽ�Ƴ��������ĵ���
����ʽ(5)�ɼ����j�ܳ������Tij���Ե�1��(j=1)��������Ϊ�ο��㣬��ο���r��P��ĵ��ӳ������Ϊ�����ܳ�������ڸô��ĵ��ӣ�

���ڸ��ܼ����������ƽ�����ݾ�b�ľ��룬��ˣ��ڼ���Tijʱ��P����Ե�j���������ĵľ������rjΪ
![]()
��������ģ�ͣ��ڲ�ͬ�����켣�ݾ�b�£��Գ������Ƚ����˼�������Ի��������ȳ����������˶���������������õ����乤������Ϊ��Laver��϶ʽ������������ѹ��7.0 MPa ,��Һ��ֱ��Ϊd 4.5 mm������Ϊ7075���Ͻ������¶�Ϊ710 �棬����߶�hΪ380 mm����ʵ��������,ʽ(4)�е�Mmax=0.031 g/(mm2?s)��a=0.000 9 mm?2��������Ϊ15?��ճ��ϵ����Ϊ0.75����i���������װ뾶RiΪ200 mm��ͼ4��ʾ��bΪ5��13��15��30 mm/rʱ�ij������ȷ�������ͼ�з�ӳ�˳�����������ǰ��ij�����ȱ仯������Լ��ڲ�ͬ�ݾ��³������ȱ仯״̬��
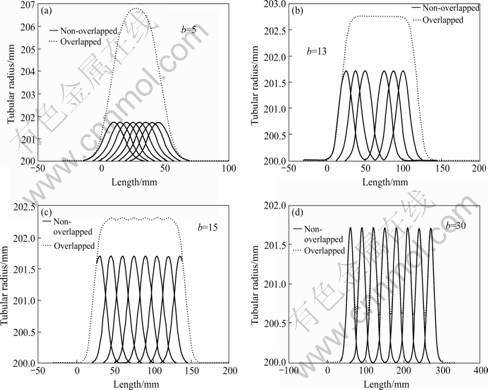
ͼ4 ��ͬ�ݾ��¹켣����ǰ��������ȷ���
Fig.4 Simulation of overlapped deposit thickness with different pitch
������������
1) ���Ӻ�ij�����Ƚϵ��ܳ�����ȴ�ͬ�˶������£����������ĵ�����ɲ�ͬ�ij���������״���ݾ�ԽС��������������֮����������ԽС��ͬʱ��������������棬���ݾ�b���ڳ�������dʱ�����������ӡ�
2) �����й��ղ��������£���b��12~13 mm/rʱ(ͼ4(b))���ɻ�ñ���ƽ�������ȳ����棬�ò�����Ϊ�Ż�����������
3) ������ȳ�������˶������Ż������������ǡ�����߶ȡ��������ʡ����װ뾶�ȹ��ղ����йء�
3 ����������ȵļ����㷽��
3.1 ƽ�̼��㷨
����ģ�ͼȿ������Ż��˶�������Ҳ�ɶԸ��ֹ����˶������µij������Ƚ��м���ͷ��棬���÷���������̸��ӡ�����������������ʵʱ����ϵͳӦ�ó���(��PLC���ɱ��������)���ԶԹ��ղ���(������߶�)���п��ơ�
ͨ���˶������Ż��ɻ��ƽ���ij������������DZ�֤����ʽ���������ճ��������Ĺؼ����ڴ˻����ϣ����������������������ȵļ����㷽����ƽ�̼��㷨���÷����������Ϊ������Բ���棬�ҵ�����������ʾ��ȷֲ��ڻ�����Բ�����ϣ����i���������������� ��ͨ������һ�εij�������������Լ���Բ��������ƻ�ã�
��ͨ������һ�εij�������������Լ���Բ��������ƻ�ã�
��ʽ(2)���Կ�������������ȳ������˶�����ǰ���£���������������ת�ٶȦ��أ�ֻ���ܵĽ���������M�������ٶ�v����ǰ�������װ뾶Ri�йء�
3.2 ���������ȼ�����漰����֤
����ƽ�̼��㷨�Ե��������Ƚ��м���ͷ��棬��ͨ��ʵ�ʲ���������жԱ�(���������Ȳ��������������Ľ���)��������漰ʵ����õĹ��ղ���Ϊ���ܵĽ�������M=133 g/s����ת�ٶ�n=80 r/min����ת���ٶȦ�=8.4 rad/s�������ٶ�v=16.67 mm/s����ʼ���װ뾶R0=200 mm���������£�b=12.5 mm/r���˶������غ�v�����Ż�������
���������ȵķ���Ͳ��������ͼ5��ʾ��
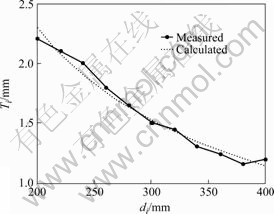
ͼ5 ���������ȷ������������Ա�
Fig.5 Comparison between data of simulated and measured deposit thickness
�ӷ����ʵ��ԱȽ�����Կ�����
1) ƽ�̼��㷨��ͼ4(b)�ij�����ȷ�����������ͬ��˵��ƽ�̼��㷨�Ŀ����ԣ�Ҳ֤�������Ż������¿ɻ�þ��ȳ����档
2) ����ֵΪһϵ����ɢ�㣬��������������������Ƿ������ģ�ÿһ���ʾijһ����ֱ��Ri(��i������)�µij�������Ti��
3) ���������������װ뾶���������С��
4) ������ѡȡ������10���������������Ȳ���ֵ����������������һ���ԽϺá�
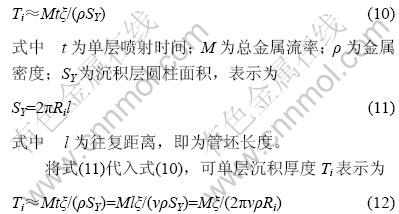
3.3 �����ں����
���ݳ������ȼ���������ص㣬�ɵõ����������ں�T��

4 ����ʵ��
�����о������Ӧ����������������У��Ʊ����˱���⻬���������졢���в�ͬ�ھ������Ⱥͱں�Ĺ��������ھ�Ϊ200 mm������Ϊ1 000 mm�Ĺ�������Ϊ��������Ͷ��500 kg 7075���Ͻ�����ղ������˶����������еķ��������ͬ���Ʊ��Ĺ�����Ƭ��ͼ6��ʾ����ͼ�пɿ���������ʽ��������Ʊ��Ĺ�����״��Ϊ3�����֣���˹��������м�ƽ�����������Ҷ˹��������м䲿�ֹ���Ϊ����Բ����������ֱ���ߴ�һ�£�����⻬��δ��������������
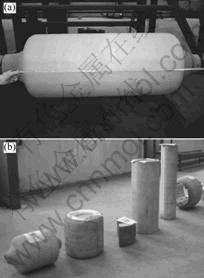
ͼ6 �Ʊ��Ĺ���ʵ��
Fig.6 Photo of prepared tubular
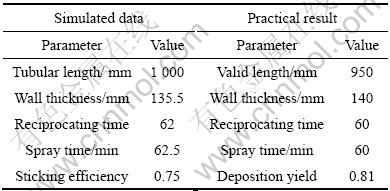
���������ʵ��������������ع������ݶԱ����1��ʾ��
��1 �������ݵļ��������ʵ�ʽ���Ա�
Table 1 Comparison between simulated data and practical results
5 ����
1) ��������������ι����У���������켣Ϊ�����������˶�������������״�нϴ�Ӱ�죬�����켣�ݾ�b̫���̫С������ɲ�������������
2) �������������˶����Ծ����˲����γɸ�������켣��ϣ����Ի�������ϱ�����ò���õĹ�����
3) �ڱ������乤�ղ����£�����˶�����(�أ�v)����b=12~13 mm/r�����Ի�õ�����ȳ����档�ڲ�ͬ���ղ����£���������ͬ��
4) ��������ȳ��������£���������������ת�ٶȦ��أ�ֻ���ܵĽ�������M�������ٶ�v�ͳ������װ뾶Ri�йء������������������������������ֱ�����������С��
[1] Lawley A, Leatham A G. Spray forming commercial products: principles and practice[J]. Material Science Forum, 1999, (6)299/300: 407?415.
[2] Hattel J H, Pryds N H. A unified spray forming model for the prediction of billet shape geometry[J]. Acta Materialia, 2004, 52(18): 5275?5288.
[3] Pryds N H, Hattel J H, Pedersen T B, Thorborg J. An integrated numerical model of the spray forming process[J]. Acta Materialia, 2002, 50(16): 4075?4091.
[4] Hattel J H, Pryds N H, Pedersen T B. An integrated numerical model for the prediction of Gaussian and billet shapes[J]. Mater Sci Eng A, 2004, 383(1): 184?189.
[5] Singha A K, Sivaramakrishnana C S, Panigrahib S C. Effect of processing parameters on physical properties of spray formed and stir cast Al-2Mg-TiO2 composites[J]. Mater Sci Eng A, 2005, 393(10): 196?203.
[6] �ܸ���, ����, ���鲨, ���촺. ������ι��̹��ղ������ù��ɵ�����Ԥ��[J].�й���ɫ����ѧ��, 1999, 9(2): 213?219.
CAO Fu-yang, CUI Cheng-song, FAN Hong-bo, LI Qing-chun. Theoretical analysis on effect of spray forming processing parameters[J]. The Chinese Journal of Nonferrous Metals, 1999, 9(2): 213?219.
[7] CUI Cheng-song, Fritsching U, Alwin S, Li QING-chun. Mathematical modeling of spray forming process of tubular performs��Part 1: Shape evolution[J]. Acta Materialia, 2005, 53(4): 2765?2774.
[8] CUI Cheng-song, Fritsching U, Alwin S, Li QING-chun. Mathematical modeling of spray forming process of tubular performs��Part 2: Heat transfer[J]. Acta Materialia, 2005, 53(4): 2775?2784.
[9] ����, �Ϻ��, �� ��, �Ÿ�ȫ, ����ѫ, ������. ������������װ�ú�ԭ��[J]. ���ϴ�ѧѧ��(��Ȼ��ѧ��), 2001, 28(5): 20?28.
CHEN Zhen-hua, YAN Hong-ge, CHEN Gang, ZHANG Fu-quan, HU Zhong-xun, FU Jie- xin. Principle and setups of multi-layer spray deposition technology[J]. Journal of Hunan University (Natural Sciences Edition), 2001, 28(5): 20?28.
[10] Ԭ�仪. �����������Ʊ���ߴ��������Ͻ�������о�[D]. ��ɳ�����Ϲ�ҵ��ѧ, 2001.
YUAN Wu-hua. Study on multi - layer spray deposited large heat-resistant Al alloy pipe blank[D]. Changsha: Central South University of Technology, 2001.
[11] ����, �� ��, ������, �Ϻ��, �Ÿ�ȫ, Ԭ�仪, ������. �����ƶ�ʽ���乲������ȡ�������ϲ��ϵļ���[J]. ���ϴ�ѧѧ��(��Ȼ��ѧ��), 2002, 29(6): 23?30.
CHEN Zhen-hua, CHEN Ding, KANG Zhi-tao, YAN Hong-ge, ZHANG Fu-quan, YUAN Wu-hua, WANG Hui-min. Preparation technology of Aluminum alloy matrix composites by spray co-deposition with moving crucible[J]. Journal of Hunan University (Natural Sciences Edition), 2002, 29(6): 23?30.
[12] �� ��. ���������������װ��[P]. �й�ר�� 03230878.7, 2004.
ZHANG Hao. Setup of controlled reciprocating spray forming[P]. CN, 03230878.7, 2004.
[13] �� ��, �� ݶ, �� ��, �� ��. ��������������ι���[P]. �й�ר�� 03117066.8, 2004.
ZHANG Hao, ZHANG Di, ZHANG Jie, SONG Li. Process of controlled reciprocating spray forming[P]. CN, 03117066.8, 2004.
[14] �� ��, �˵¹�, л ��, ֣��ǰ, ʷ����. ������ΰ����г�������ͻ����ٶȵ�ѡ��[J]. ��ĩұ����, 2005, 23(2): 125?128.
HUO Guang, DENG De-guo, XIE Ming, ZHENG Fu-qian, SHI Qing-nan. The selection of deposition distance and withdrawal velocity in spray forming[J]. Powder Metallurgy Technology, 2005, 23(2): 125?128.
[15] �ܰ���, �챦��, ������, ��. �������Al-Fe-V-Siϵ�������Ͻ���Ʊ����պ�����[J]. �й���ɫ����ѧ��, 2002, 12(2): 250?254.
XIONG Bai-qing, ZHU Bao-hong, ZHANG Yong, et al. Technique and property of heat resisting Al-Fe-V-Si alloys prepared by spray forming process[J]. The Chinese Journal of Nonferrous Metals, 2002, 12(2): 250?254.
�ո����ڣ�2006-10-23�������ڣ�2007-02-26
ͨѶ���ߣ�����̫�������ڣ��绰��025-84892509��E-mail: mawantai@263.net
ժ Ҫ�����ܻ�������ʽ��������Ʊ���ں�����Ĺ���ԭ�����о���������켣���Լ�����ѧģ�ͣ���Գ����켣�������ԣ����������˶�����(��, v)�Ե���������Ե�Ӱ�졣��������ת���ڳ����������ӵĵ���������ģ�ͣ����ø�ģ���ڲ�ͬ�����켣�ݾ��£��Գ�����Ƚ��м�����棬��ñ�֤���ȳ�������˶������Ż��������ڴ˻����ϣ�������������ȵļ����㷽������ͨ��ʵ���������֤�����������Ԥ��ֵһ���ԽϺá����о��������ʵ��������ι��������У��Ʊ��õ�������ò���á������ȶ��Ĺ�����
