
���±�ţ�1004-0609(2012)06-1577-09
þ/��п�����ֺϽ�˫����������ǥ������
̴����1��÷����1������Ⱥ1��������2���� ΰ1
(1. ��������ҵ��ѧ ���Ͽ�ѧ�빤��ѧԺ �Ƚ����������ӹ����ص�ʵ���ң������� 150001��
2. ��������ҵ��ѧ �������̼��Զ���ѧԺ �Զ��������̿���ϵͳ�о����������� 150001)
ժ Ҫ��
��þ��˿Ϊ�����ϣ���þ/��п�����ֺϽ���е���˫����������ǥ�������о���������ͬ���ղ����Ժ�����ε�Ӱ����ɣ���ò�ͬ��Դ���÷�ʽ�µĽ�����̬���ɼ���Խ���ǿ�ȵ�Ӱ�졣������������õ���˫����������˿��ǥ�����ɻ�ý��������۳��Σ����������״���δǥ�������ӹ��̲����ȶ�����˫�������и��õ��¶ȷֲ������������ʪ��չ����������ǿ�Ȳ��Խ������������˫�������Ľ�ͷЧ�ʷֱ�ﵽ30.9%��42.4%����ֺ�����ƵĴ����ǵ��½�ͷʧЧ����Ҫԭ��
�ؼ��ʣ�
��ͼ����ţ�TG456.7 ���� ���ױ�־�룺A
Single and dual beam laser welding-brazing characteristics of magnesium/zinc-coated steel dissimilar alloys
TAN Cai-wang1, MEI Chang-xing1, LI Li-qun1, DAI Jing-min2, GUO Wei1
(1. State Key Laboratory of Advanced Welding and Joining, School of Materials Science and Engineering,
Harbin Institute of Technology, Harbin 150001, China;
2. Institute of Automatic Detecting and Process Control System, School of Electrical Engineering and Automation,
Harbin Institute of Technology, Harbin 150001, China)
Abstract: The single and dual laser welding-brazing of AZ31 Mg alloy to DP980 galvanized steel was conducted with Mg filler wire. The effect of different parameters on the weld appearance was analyzed. Moreover, the interfacial pattern under different heat sources and its influence on the interfacial strength were obtained. The results indicate that good weld appearance can be achieved using both single and dual laser beam welding-brazing as filler wire. It tends to produce the lack of fusion defect by single-beam welding and the welding process is unstable. The dual-beam welding has much more uniform temperature distribution, so, the spreading-wetting ability is better than the former. The shear test results show that the highest joint efficiency of single-beam and dual-beam welding are 30.9% and 42.4%, respectively. The crack produced at the toe of weld after laser welding-brazing is the main reason for joint failure.
Key words: magnesium alloy; zinc-coated steel; welding-brazing; dual beam
Ŀǰ����������������������չ����Ҫ�����������ֶΣ�1) �ڷdz��ؽṹ���������ʺϽ������Ͻ�þ�Ͻ����ԭ�иֲĽṹ��2) �ڳ��ؽṹ�����ø�����������������ǿ�ĸ�ǿ�֣����пDP980�֣�����ǿ����980 MPa���ϣ���֤��ȫ�Ե�ͬʱ�����ᳵ��������þ/������/�֡�þ/�ֵ����ֽ���ƴ����������ҵ�е�Ӧ����δ����һ�ֱ�Ȼ����[1]��
��þ/��[2-5]����/��[6-8]������ȣ�þ/�ֵ������ѶȽϴ����۵������֮���ܽ��С֮�⣬�����ֽ���֮�����������ұ��Ӧ�������ͳ���ۺ���������ʵ����ɿ����ӣ������ڿ��ټ��Ⱥ���ȴ�����£�ʵ��þ/��������䲻����ұ��Ӧ�����ֽ������Ӹ������ѡ�QI��[9]��LIU��[10-12]���ü���-GTA������Դ���Ӽ�����þ/304�ֽ��к��ӡ����ܻ������ĺ�����Σ�����������������������̶Ƚϴ�ͷ���ܲ������룬���������������ͭ���ɼв�ķ������ӣ�þ�ͼв��γ��˽����仯������в����֮��û���γ���Ч���ӡ�MIAO��[13-14]���ü�������ǥ��þ/Q235�֣������������ȱ�ݵĽ�ͷ��ǿ�Ƚ�ǰ���о����˽ϴ������ߣ�����������Ϊþ��֮�䷢����ɢ��Ӧ���ڽ��洦������ԭ�ӵ�ƫ�ۣ��γ���Mg/Fe���ɲ㡣���÷����Լ���ƫ��λ��Ҫ��ϸߣ����ղ����ȶ��ҷ�Χխ�����������һ��Ӧ�á�
���ڶ�п�ֶ��ԣ�п��Ĵ���ʹ��þ��֮��Ľ��淴Ӧ��ø��Ӹ����벻�ȶ���CHEN��[15]��JANA��[16]��LIU��[17]�ڹ�������ʱ(����Ħ����������㺸)���֣���п�ֱ����п�����������ۻ�����Ч�����þ�ڸֱ������ʪ��չ���ܣ����Һ̬п����ѹ�����ֻ࣬������п�����ڸֱ����þ��Ӧ���ɽ����仯�����Խ�ͷ������Ӱ�첻�������ڿ��ټ��Ⱥ���ȴ������������ʱп��ķ�Ӧ��������þ/�����ӵ�Ӱ����δ��������
������ǥ�����������ܶ����ڿ��ơ������빤������ʱ��̡����ӱ��κͲ���Ӧ��С����������λ�þ�ȷ�ɿص��ص㣬�����ֲ�����ǥ��������ʵĺ��ӷ���[18-19]���ڼ�����ǥ���У��Լ���Ϊ��Դ����亸˿�Զ����뺸������þ�Ͻ�����ǥ���ۻ����γ��ۺ���ͷ����п���۵�ϸߣ��ں��ӹ�����п�㷢���ۻ����ֲ��ۻ���п�������ǥ�Ϸ�Ӧ����γ�ǥ����ͷ���������Ա���п��Ĵ����ӷ��������ĺ���ȱ�ݣ�ʵ����п����Ϊ�м�������֮�䲻������Ӧ��þ�֡�
����������CO2����Ϊ��Դ����AZ31þ�Ͻ�˿Ϊ���ǥ�ϣ��Ա��о�����˫����������Դ��ʽ��þ�Ͻ�/��п�ּ�����ǥ����ӽ�ͷ�ij��Σ���������֯����ѧ���ܣ�Ϊ����þп���淴Ӧ��������ʵ��þ/��п�ֵ�ұ���ϵ춨������
1 ʵ��
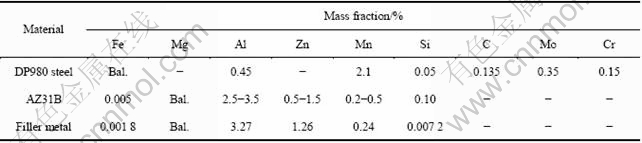
ʵ��ĸ��Ϊ1.5 mm���DP980��п�ֺ�AZ31þ�Ͻ��ġ���п��Ϊ˫��֣�����п��ĺ��Ϊ15~20 ��m��þ�Ͻ�ΪH24̬�����ƺ���ȫ�˻�������Ϊ��ĸ��ͬ�ʵ�þ�Ͻ�˿��ֱ��2 mm��ĸ�ĺ���亸˿�ijɷ����1���С���ĸ���г�100 mm��30 mm�����Լ����ñ�ͪȥ����п���ϵ����۵����ʣ���ɰ����ĥȥ��þ�Ͻ����ķ�����������ñ�ͪ��ϴ��
��������������Ϊ3 kW����ɢ��ȴ��Ƶ����CO2���������к���ʵ�顣ͼ1��ʾΪ����˫����������ǥ������ʾ��ͼ����ʵ������У����ⴹֱ���䣬�������õ�ƫ�����¿�1 mm����˿�Ӽ�������ǰ�����룬��ְ�ļн�ԼΪ30�㣬�뽹��Ϊ+10 mm��������۽��ڸְ��Ϸ�10 mm��������������ʱ������Ч���ֱ��ԼΪ1 mm��˫��������ʱ�����û��־�������ֳɲ���ģʽ�������⣬�������Ϊ0.6 mm������Ч���ֱ��ԼΪ3 mm����Ҫ����Ϊ�����P�������ٶ�vw����˿�ٶ�vf��
������ý�������(OM)��ɨ��羵(SEM)��������(EDS)���ֶζԽ�ͷ����֯��ò��������֯���й۲�ͷ���������ʵ����INSTRON-5569�������ܲ���������Ͻ��У���������Ϊ0.5 mm/min�����ݵ�Ϊÿ��10���㣬�¶�18 �档ͨ��������Ӻ��쳤�ȺͿ�����ȷ����ʪ��չ�����������ֺ���Ƕ���ȷ����ʪ�Ǵ�С��
��1 ĸ�ĺ���亸˿�Ļ�ѧ�ɷ�
Table 1 Chemical compositions of base metals and filler metal
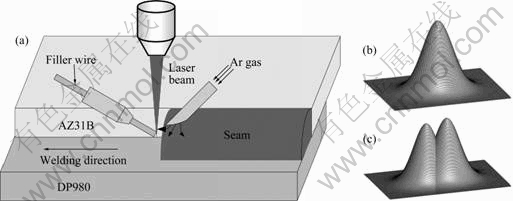
ͼ1 ����˫����������ǥ������ʾ��ͼ
Fig. 1 Schematic diagrams of laser welding-brazing process in single and dual beam mode: (a) Schematic diagram of laser welding-brazing process; (b) Single beam mode; (c) Dual beam mode
2 ��������
2.1 �������
þ/��п�����ֺϽ����Ӵ��ڵ���Ҫ������þ�����֮��Ĺ��ܶȼ��ͣ���������ѧ��Ӧ��Ŀǰ�������Զ�п�ֵ�п��䵱�м�㣬�����þ���ַ�����ѧ��Ӧ��ʵ������[16]������֮�����������ǣ��ۻ�ǥ����п������Ӧ�����ɵĽ����仯������ֻ����������ܲ�������װ��룬��ɽ�����ǿ�ȵĽ��͡����⣬���ӹ�����þ�Ͻ�˿������þ�������Ͻ�Ԫ�����������������ס����յ�ȱ�ݣ���ɱ�����β���[20]����ˣ��б�Ҫͨ�����ú��ʵ���Դģʽ�Ϳɿص�����������ýϺõĺ�����Σ�����֤�����ֽ�ϡ�
ͼ2��ʾΪ������ͺ��Ӳ����µ�/˫����������ǥ����ͷ����ͽ�����ò������������ʱ���ڽϵ͵�������ʱ(P=1 200 W)�Ϳ��Ի�ñ�����ι⻬��������ȱ�ݵĺ��죬���Ӻ�������Ͽ��� �ֲ����ۻ�ǥ��֮�������δǥ�����⣬��Ҫ�����ڼ��������Ƚϼ��У���������ں�˿�ϣ����ۻ���˿��ͬʱδ�ܶ�ĸ�Ľ���Ԥ�ȣ���������ǥ����ĸ���ϵ���ʪ��չ���ѡ�ͨ�����������룬���ĸ���¶ȣ������ۻ�ǥ���ڸֱ������ʪ��չ�������δǥ�����⣬�����˺�����ȣ���Ҳ��һ���̶��ϼӾ���þ�Ͻ�˿�������п�����������ɺ��ӹ��̲��ȶ������������α���ˣ������������ȶ��Խϲ���մ���խ��������˫��������ʱ�����������˼�����յķ�Χ���ܹ���ĸ�Ľ��кܺõļ��ȣ����������˵���������ʱ���ֵ�δǥ�����⣬�����˽������������С����ʪ�ǣ��Һ�����ɸ���Բ�������⣬���ź��Ӳ����ı仯��˫����ʼ�ձ��ֺ��ӹ��̵��ȶ��ԣ��乤����Ӧ�Ժ��մ���Ҫ���ڵ�������
ͼ3��ʾΪ����˫��������ʪ��չ�����ͼ���ʵĹ�ϵ���ߡ���ͼ3��֪��˫��������չ���Ҫ���ڵ������ģ���ʪ��С�ڵ������ġ����ż���ʵ����ӣ�����˫��������չ�������������������Լ�С�����ƣ���ʪ������ȼ�С�����ȶ����� �ơ����������ò������֪�����ż���ʵ����ӣ�ĸ���¶���֮��ߣ�ǥ����ʪ��չ����Ҳ�����ӣ������������һ���̶�ʱ��þ�Ͻ��������أ�����������ǥ�ϵ���ʪ��չ������ڵ��������ԣ�˫���������˼��ȷ�Χ��ʹ��ǥ�����ȸ��Ӿ��ȣ������ʪ�ǽ�С��
2.2 ���������֯
��������仯�������̬���ֲ�����ֱ��Ӱ�쵽��ͷ����ѧ���ܣ���ˣ����ȶԽ�ͷ��ͬλ�õĽ���ṹ���з�����������ǥ����ͷ��֯��ò��ͼ4��ʾ����ͼ4��֪������Դ������Ϊ���ģ�������֯��һ���ĶԳƣ�����������ҪѡȡA��B��C 3��������������������ò��������Ҫ�ɷ�Ϊ3����������ֺ��λ�ĸ�п��A������ֱ��������C�Լ����ڸ�п���ͼ���ֱ��������֮��ľ��ȷ�Ӧ��B��
ͼ5��ʾΪ��ͬ�����������µ���˫�����Ľ�������֯����ͼ5�п�֪���ں�ֺ����A������һ��Ϻ�Ľ����仯������ȴ�Լ��200 ��m��C��Ϊ������ֱ������������㻯����ĺ��Լ��2~10 ��m֮�䣻����A����C�����ǽϾ��ȵķ�Ӧ��B�������ĺ��ԼΪ20 ��m��ͨ���Ա�3������Ľ�������֯��������ȽϷ��֣������ǵ�������˫��������������������ӣ������������ȱ仯�����ԡ�
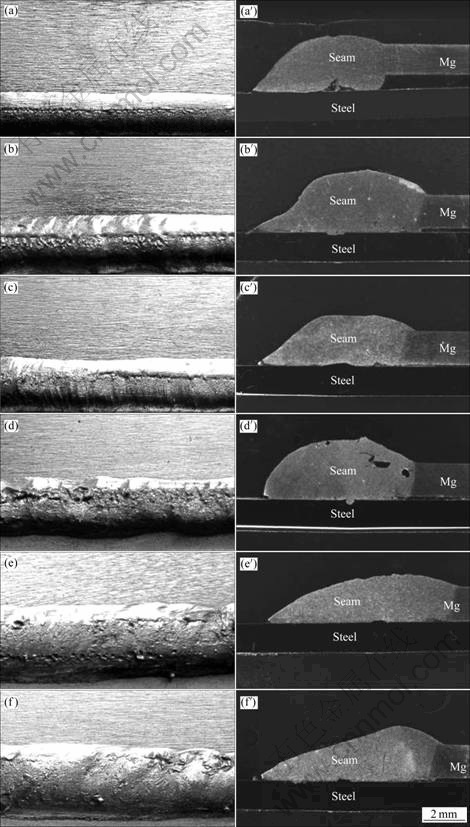
ͼ2 ��/˫����������ǥ����ͷ����ͽ�����ò
Fig. 2 Weld appearances((a), (b), (c), (d), (e), (f)) and cross sections((a��), (b��), (c��), (d��), (e��), (f��)) of joints at different welding parameters: (a), (a��) 1 200 W, single beam; (b), (b��) 1 600 W, single beam; (c), (c��) 1 800 W, single beam; (d), (d��) 1 000 W, dual beam; (e), (e��) 1 600 W, dual beam; (f), (f��) 2 200 W, dual beam
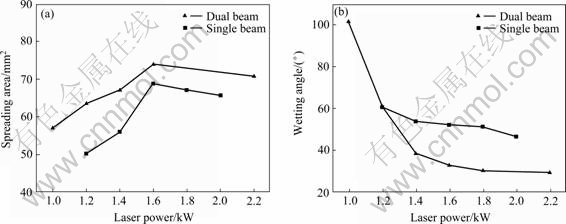
ͼ3 ��ʪ��չ�����뼤��ʵĹ�ϵ
Fig. 3 Relationship between wetting-spreading ability and laser power: (a) Curves of spreading area vs laser power; (b) Curves of wetting angle vs laser power
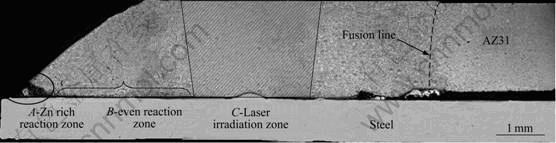
ͼ4 ������ǥ����ͷ����ĺ������ò
Fig. 4 Cross section morphology of laser welding-brazing joint
������Ϊ������3����Ȳ���������Ҫ�������ڼ��������������£����۵�Ķ�п���ۻ���������Ϊ��ͬ��C���ܵ������ֱ�ӷ��գ��������п�ֵ�п���ۻ���ֱ����뵽�����У����ۻ�ǥ�Ϸ�����Ӧ����������ֻ��������ںܱ���һ�㷴Ӧ�࣬�ְ�Ҳ���ڼ���ķ��շ����ۣ������������ڸְ������Ҫ�γ��°���˫��������ʱ�ۻ��������м��������γ�������B������û���ܵ������ֱ�ӷ������ã�п���ۻ���������ǥ�Ϸ�Ӧ����̬�ֲ����ȶ��������ԭʼп�������������ǥ���ڸֻ����ϵ���ʪ��չ��п�����ۻ�ǥ�ϼ�˸������̣��γɸ�п����A�������Ͷ�п�ֵ�����ʱҲ���ִ�����[21]����ͬ��ȵĽ��淴Ӧ�㣬�Խ�ͷ����ѧ����Ӱ��̶�Ҳ������ͬ�������Ƿ�Ӧ��Ϻ��A�������׳�Ϊ������Դ��������ͷ����ѧ���ܡ�
�ڼ�����ټ��Ⱥ���ȴ�ķ�Ӧ�����£���������ɷ�Ӧ�¶Ⱥ�ĸ�ĵĺ�����������Zn���۵�Ƚϵ�(420 ��)��ǥ���ۻ�(660 ��)ʱ��п���ڼ�����ۻ�ǥ�������Ĺ�ͬ�����£��ܹ���ȫ�ۻ����뷴Ӧ����ˣ������ĺ�Ȳ�����Ԫ�ص���ɢ�ͷ�Ӧ�����������ģ�����ȡ���ڶ�п����п��ĺ�ȣ�����п���Ƚ�Ϊ15~20 um����ȫ�ܹ��ڶ�ʱ���ڲ��뷴Ӧ����Ҳ�뷴Ӧ��B���ĺ��(20 um����)���Ǻϣ����Լ���ʴ�С�Խ����ĺ��Ӱ�첻��
2.3 ��ͷ����ѧ����
ͨ���Դ�ӽ�ͷ����ǿ�ȵļ��㣬����˫�������ļ���ǿ�ȷֱ�Ϊ29.1 MPa��43.4 MPa��Ϊ�˸��õ�������ӽ�ͷ����ѧ���ܣ������ͷЧ��[16]�ĸ����ͷЧ����ָ��ͷ���������ͽϵ�ǿ�ȵ�ĸ�Ķ�������Ҫ�����ı�ֵ��������ͬ�����£����ϴ�ӽ�ͷ����Ҫ���������Ͻϵ�ĸ��(þ�Ͻ�)����Ҫ����֮�ȵļ��㹫ʽΪ
![]() (1)
(1)
ʽ�У�FmΪ��ӽ�ͷ����������AwΪþ�Ͻ�ĸ�ĵĽ������TsΪþ�Ͻ�Ŀ���ǿ�ȡ�
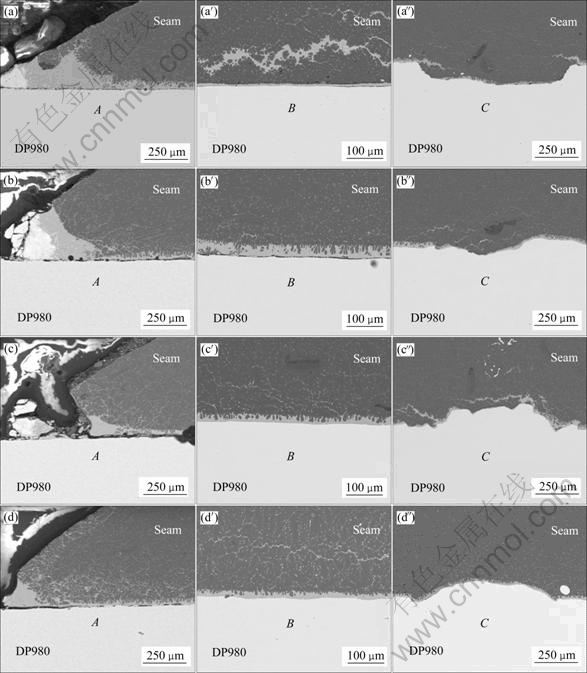
ͼ5 ��ͬ������ģʽ�µĽ�������֯
Fig. 5 Microstructures of interface in various heat inputs: (a), (a��), (a��) 1 600 W, single beam; (b), (b��), (b��) 1 800 W, single beam; (c), (c��), (c��) 1 600 W, dual beam; (d), (d��), (d��) 2 200 W, dual beam
ͼ6��ʾΪ����˫������������Ľ�ͷЧ�ʡ���ͼ6��֪������˫����������ͷЧ��Ϊ30.9%��42.4%������������ʱ����ͷЧ�����ż���ʵ����ӳ�����������ƣ�����˫��������ʱ����ͷЧ�ʶԼ���ʲ����С�˫�������ӵĽ�ͷЧ�ʸ��ڵ��������ӵĽ�ͷЧ�ʡ�������Ϊ������������ʱ�����ڴ���δǥ������ͷ����Ч��������С��ͬʱ������һ��ȱ��ЧӦ�����½�ͷЧ�ʴ�͡�����������������ȱ��ʱ���������������ͷЧ����֮����˫��������ʱ�����������ֲ���Ծ��ȣ�����Դ��Զ��ĸ�ĵ��¶Ƚϸߣ�Һ̬ǥ�ϵ���ʪ��չ����ȵ���������ʱ�ĺã��Ӷ������˽���Ľ���������ͷЧ���ձ���ڵ��������ӵġ�˫��������ʱ仯ʱ����ͼ2��֪���������չ����仯�����ҽ��滯�������̬����ȼ������䣬���½���Ľ��ǿ�ȶ������벻���С�
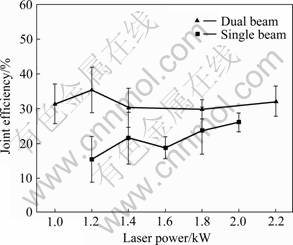
ͼ6 ����˫������ͷ�������ܱȽ�
Fig. 6 Comparison of shear properties of single and dual beam
ͼ7��ʾΪ����˫������ͷ�ֲ�Ͽ���ò���Խ�ͷ�Ķ���·�����з������������߽�ͷ�������ڷ�Ӧ����ֵĽ��洦���Ըֲ�Ͽ���ò���й۲죬����B���ϿڱȽ�ƽ����������зŴ�����������1 ��m���ҵ���״ë����֯����������¶������״��֯�ĸֻ��塣������ʾ����״��֯ΪFe-Al�ࡣ��˵��������Ҫ�ӷ�Ӧ��Ͷ�п��Fe-Al��֮�������չ��������Ϊþп�������淴Ӧʱ��ԭ�ȶ�п����Fe-Al����ǿ�Ȳ��ߣ��ڶ��ѹ�����ֻ���ٲ��ַ�Ӧ���Fe-Al����ܽ�ϣ�����ѡ���Fe-Al��ֻ���֮����չ�����Ѻ������¶���ֻ��壬��ͼ5(c)��ʾ����֮ͬ�����ڼ���ֱ�����õ�C����������C���ı���û��ճ��þ�Ͻ𣬶Ͽڹ⻬����˫����C��������˺�ѣ����˫������ͷ��������չ��һ���ĵ������ã�����������ǿ�ȡ�
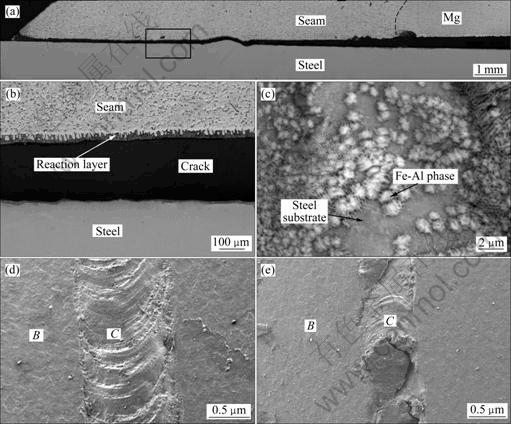
ͼ7 ��/˫������ͷ�ֲ�Ͽ���ò
Fig. 7 Fracture location and morphologies of steel side in single/dual beam welded joint: (a) Fracture location; (b) High magnification of rectangular block in (a); (c) High magnification in steel side; (d) Fracture morphology of single beam joint; (e) Fracture morphology of dual beam joint
�ӽ�ͷ������֯��֪������ÿ����ͷ�ĺ�ֺ����������һ���ϴִ�����ƣ�����һֱ��չ�������B�������ƵĴ������ض��˽�ͷ����ѧ���ܣ���Ҳ�Ǹý�ͷЧ�ʲ��ߵ���Ҫԭ���⣬�Ӹֲ�Ͽ���ò��֪����п���ǥ�Ϸ�Ӧ�����ɵ�������ֻ���֮�仹�����Ƚ�մʱ���ɵ�Fe-Al�࣬�����˷�Ӧ��ֻ���Ľ��ǿ�ȡ���һ����ͨ�����ӺϽ�Ԫ�صİ취ʵ�ֽ���ұ���ϣ������Ƿ�Ӧ���Fe-Al��֮��Ľ��ܽ�ϣ�ͬʱ���ƺ�ֺ�������仯����Ĺ������ɣ���ֹ���ƵIJ�����
3 ����
1) ���õ�������˫����������ǥ����þ/��п�־��ܻ�����õij��Ρ�������������Լ��У����ײ���δǥ���������ȶ��Բ˫����������ǥ�ϵ���ʪ��չ���ܣ�����˸������չ���������˺��Ӳ�������Ӧ�Ժͺ��ӹ��̵��ȶ��ԡ�
2) ���淴Ӧ���Ϊ3����ͬ����ֺ���ĸ�п�������ȷ�Ӧ���ͼ�������������п�����ԼΪ200 ��m�����ȷ�Ӧ�����ԼΪ20 ��m���������������Ϊ2~10 ��m����Ӧ������Ҫȡ���ڶ�п�ֵ�п���ȣ��ı���Դģʽ��ʴ�С�������ĺ�Ⱥ���̬�������䡣
3) ˫������ͷ�Ľ�ͷЧ���ձ���ڵ����������õ���������ʱ����ͷ�ļ��������Ź��ʵ����Ӷ��������ʶ�˫�������ӵĽ�ͷ����ǿ��Ӱ�첻��
REFERENCES
[1] �� ��, �˽���. �������������ϵ�Ӧ��[J]. ���������, 2010, 18: 24-27.
MENG Yan, PAN Jian-liang. Comparison of lightweight material & its application research[J]. Automobile & Parts Technology, 2010, 18: 24-27.
[2] LIU P, LI Y J, GENG H R, WANG J. Microstructure characteristics in TIG welded joint of Mg/Al dissimilar materials[J]. Materials Letters, 2007, 61: 1288-1291.
[3] LIU L M, LIU X J, HUA S. Microstructure of laser-TIG hybrid welds of dissimilar Mg alloy and Al alloy with Ce as interlayer[J]. Scripta Materialia, 2006, 55: 383-386.
[4] LIU L M, WANG H Y, ZHANG Z D. The analysis of laser weld bonding of Al alloy to Mg alloy[J]. Scripta Materialia, 2007, 56: 473-476.
[5] WANG J, LI Y J, LIU P, GENG H R. Microstructure and XRD analysis in the interface zone of Mg/Al diffusion bonding[J]. Journal of Materials Processing Technology, 2008, 205: 146-150.
[6] SONG J L, LIN S B, YANG C L, MA G C, LIU H. Spreading behavior and microstructure characteristics of dissimilar metals TIG welding�Cbrazing of aluminum alloy to stainless steel[J]. Materials Science and Engineering A, 2009, 509: 31-40.
[7] LEE W B, SCHMUECKER M, MERCARDO U A, MERCARDO U A, BIALLAS G, JUNG S B. Interfacial reaction in steel-aluminum joints made by friction stir welding[J]. Scripta Materialia, 2006, 55: 355-358.
[8] TORKAMANY M J, TAHAMTAN S, SABBAGHZADEH J. Dissimilar welding of carbon steel to 5754 aluminum alloy by Nd:YAG pulsed laser[J]. Materials and Design, 2010, 31: 458v465.
[9] QI X D, SONG G. Interfacial structure of the joints between magnesium alloy and mild steel with nickel as interlayer by hybrid laser-TIG welding[J]. Materials and Design, 2010, 31: 605-609.
[10] LIU L M, ZHAO X. Study on the weld joint of Mg alloy and steel by laser-GTA hybrid welding[J]. Materials Characterization, 2008, 59: 1279-1284.
[11] LIU L M, QI X D. Effect of copper addition on microstructure and strength of the hybrid laser-TIG welded joints between magnesium alloy and mild steel[J]. Journal of Materials and Science, 2009, 44: 5725-5731.
[12] LIU L M, QI X D. Strengthening effect of nickel and copper interlayers on hybrid laser-TIG welded joints between magnesium alloy and mild steel[J]. Materials and Design, 2010, 31: 3960-3963.
[13] MIAO Y G, HAN D F, YAO J Z, LI F. Microstructure and interface characteristics of laser penetration brazed magnesium alloy and steel[J]. Science and Technology of Welding and Joining, 2010, 15(2): 97-103.
[14] MIAO Y G, HAN D F, YAO J Z, LI F. Effect of laser offsets on joint performance of laser penetration brazing for magnesium alloy and steel[J]. Materials and Design, 2010, 31: 3121-3126.
[15] CHEN Y C, NAKATA K. Effect of surface states of steel on microstructure and mechanical properties of lap joints of magnesium alloy and steel by friction stir welding[J]. Science and Technology of Welding and Joining, 2010, 15(4): 293-298.
[16] JANA S, HOVANSKI Y, GRANT G J. Friction stir lap welding of magnesium alloy to steel: A preliminary investigation[J]. Metallurgical and Materials Transactions A, 2010, 41: 3173-3182.
[17] LIU L, XIAO L, FENG J C, TIAN Y H, ZHOU S Q, ZHOU Y. The mechanisms of resistance spot welding of magnesium to steel[J]. Metallurgical and Materials Transactions A, 2010, 41: 2651-2661.
[18] ������, ����Ⱥ, �����. ��/�����ֺϽ���ǥ����������[J]. �й���ɫ����ѧ��, 2008, 18(6): 991-996.
CHEN Shu-hai, LI Li-qun, CHEN Yan-bin. Interface characteristics and property of Ti/Al dissimilar alloys joint with laser welding-brazing[J]. The Chinese Journal of Nonferrous Metals, 2008, 18(6): 991-996.
[19] ������, ����Ⱥ, �� ��, �����, ����ս. ����������/�����ֺϽ���ǥ��������[J]. �й���ɫ����ѧ��, 2009, 19(11): 1942-1947.
CHEN Shu-hai, LI Li-qun, TAO Wang, CHEN Yan-bin, DIAO Wang-zhan. Laser welding-brazing characteristics of Ti/Al dissimilar alloy with assistant current[J]. The Chinese Journal of Nonferrous Metals, 2009, 19(11): 1942-1947.
[20] �뼪��, ������, ���ҵ�. þ�ϽӼ������о���״��Ӧ��[J]. �й���ɫ����ѧ��, 2005, 15(2): 165-178.
FENG Ji-cai, WANG Ya-rong, ZHANG Zhong-dian. Status and expectation of research on welding of magnesium alloy [J]. The Chinese Journal of Nonferrous Metals, 2005, 15(2): 165-178.
[21] ZHANG H T, FENG J C, HE P, HACKL H. Interfacial microstructure and mechanical properties of aluminium- zinc-coated steel joints made by a modified metal inert gas welding-brazing process[J]. Materials Characterization, 2007, 58: 588-592.
(�༭ ������)
������Ŀ���������пƼ������˲��о�ר���ʽ�������Ŀ(2012RFLXG028)
�ո����ڣ�2011-07-10�������ڣ�2011-10-30
ͨ�����ߣ�����Ⱥ�����ڣ���ʿ���绰��0451-86415506��E-mail: liliqun@hit.edu.cn
ժ Ҫ����þ��˿Ϊ�����ϣ���þ/��п�����ֺϽ���е���˫����������ǥ�������о���������ͬ���ղ����Ժ�����ε�Ӱ����ɣ���ò�ͬ��Դ���÷�ʽ�µĽ�����̬���ɼ���Խ���ǿ�ȵ�Ӱ�졣������������õ���˫����������˿��ǥ�����ɻ�ý��������۳��Σ����������״���δǥ�������ӹ��̲����ȶ�����˫�������и��õ��¶ȷֲ������������ʪ��չ����������ǿ�Ȳ��Խ������������˫�������Ľ�ͷЧ�ʷֱ�ﵽ30.9%��42.4%����ֺ�����ƵĴ����ǵ��½�ͷʧЧ����Ҫԭ��
