
DOI: 10.11817/j.issn.1672-7207.2018.03.009
�������λع�ϵ������������ͷ����խ���̼�������
����1, 2���η�1����±�2
(1. �����Ƽ���ѧ �������Լ���Эͬ�������ģ�������100083��
2. �����Ƽ���ѧ ��е����ѧԺ��������100083)
ժ Ҫ��
�������������ݷ�����Ҫ���ù��ղ����Ͳ�Ʒ������ƽ��ֵ�����Դ��ֳ��ȷ����ϵı�����Ϣ�����һ���µ���ά�����������ݵļ�ؿ�ܡ����Ƚ������������龫��������ÿ����ֵĹ��ձ�������ȼ��ƫ��С����ģ�ͣ�����������εĻع�ϵ������ɶ�ά���ݾ������ûع�ϵ�����������ɷַ���ģ�ͽ��м�غ���ϡ��о�����������÷���������Ч��ȡ���̱�����������Ӱ���ϵ��ʵ�ֹ��̼�أ�����Ч���������쳣��ԭ��
�ؼ��ʣ�
�������ݷ�����ƫ��С���˻ع����ع�ϵ�������̼�������������
��ͼ����ţ�TG335.5 ���ױ�־�룺A ���±�ţ�1672-7207(2018)03-0574-09
Process monitoring and diagnosis of head width narrowing of hot rolled strip based on regression coefficients of different batches
SUN Yong1, 2, HE Fei1, YANG Debin2
(1. Collaborative Innovation Center of Steel Technology, University of Science and Technology Beijing, Beijing 100083, China;
2. School of Mechanical Engineering, University of Science and Technology Beijing, Beijing 100083, China)
Abstract: Considering that the current data analysis methods usually use the mean value of process and quality parameters in hot rolled strip production without including the variation information in the longitudinal direction of the strip, a novel framework was introduced for process monitoring using three-way dataset. Firstly, the partial least squares model between process variables and width of each strip after finishing hot rolling was built. And then, a two-way matrix was obtained, which consisted of regression coefficients of all batches. Finally, regression coefficients matrix was used to process monitoring and diagnosis based on principal component analysis. The results show that the new method can not only effectively obtain the relationship between the process and quality parameter, but also finish process monitoring and explain why there appears abnormal quality.
Key words: batch data analysis; partial least squares regression; regression coefficients; process monitoring; quality diagnosis
������������������������Ϊԭ�ϣ����ֲļӹ��ɺ��Ϊ2~6 mm�İ����Ʒ�����õĴ���������������һ���������¯�������������־���֮����м�������ɼ����������������������������ȴװ�á���ȡ����[1]�����Ⱦ�����������Ʒ��Ҫ����������[2]��ͷ����խ��ָ����ͷ����ʵ�ʿ���С��Ŀ����ȣ���ɲ�Ʒ�������ϸ���ҵ�����ش���ʧ���������������������У�ÿ�����ֻ�����ʵʱ�Ĺ��ղ������Ʒ��������ʵ�ʵĶ������������õ��������̵���ά��������(���Ρ�ʱ������ձ���)����γ��������ά�������ݶ��������̽��м�ؼ������������쳣ʱ������������ݷ����������������������̵���ϵȣ����д���������⡣��ͳ�����ɷַ���(principal component analysis��PCA)��ƫ��С����(partial least-squares, PLS)�ȶ�Ԫͳ�Ʒ���������Զ�ά���ݾ�����з�������ֱ��Ӧ������ά�������ݣ���ˣ�һЩ�о�������˻��ھ���չ�����������ݴ�����ܣ�������Ӧ���������������̵ļ�ء��䷽���ǽ���ά�������ݻ������λ����ڱ���չ��������Ϊ��ά���ݺ����ø��ִ�ͳ�Ķ�Ԫͳ�Ʒ����Զ�ά���ݽ��н�ģ����غ���ϣ��Ӷ�����һϵ�д����������ݵ��·������������PCA[3-4]������PLS[5]�Լ���������ɷַ���[6]�ȡ�����������������б�������ڵķ����Թ�ϵ�������Է��������������������̣�������PCA[7]������˶����ɷַ���[8]�Լ��ֲ�ĺ�PLS[9]�����ھ���չ�����������ݴ������ԭ��������ʵ�֣����Ǵ������Ե�ȱ�㣬�磺��������չ���ķ�����Ҫ�Ը����γ��Ȳ��ȵ��������ݽ��г��ȶ��룬�����ȶ����ı����ݵı�����Ϣ��չ��������ݾ����б���������Զ�����������������ڻع齨ģ�������ڱ���չ���ķ����Ƕ�������������������ͳһ���б����������˱����켣�еķ����ԺͶ�̬����[10]���ҷ����쳣����������Խ��͡���2��չ�������Ĺ�ͬȱ���ǣ�����ά����չ���ɶ�ά����ʱ���ƻ����ݽṹ����ʧ��һЩ��Ҫ������Ϣ��һЩ�о���������������Ե��������ݴ����������ڲ�������ģ�ͺ�Tuckerģ�͵ķ���[11-12]���䷽����ֱ�ӽ���ά���������ֽ��3�������ϵ����Գɷֵ�����ͣ�3������ĸ���������ȡ�˹��̱����ڶ�Ӧ�����ϴ��ڵ����Թ�ϵ���÷�������Ҫ���о���չ�������������ݽṹ���ƻ����ȴ�ͳ�Ļ��ھ���չ�����������ݴ�����ܸ����ȶ������������Ե�ȱ������Ӧ�Բ���㸴���Լ������ٶ������������Զ��غ������Ͳв����ͳ�Ƽ��顣�������������������У�������ʹ��������ά���δ���������Ŀǰ���÷����Ǽ���ÿ������������������ÿ�������ľ�ֵ����ö�ά����(���Ρ����ձ���)�������ڶ�ά����Ļ����Ͻ��м����������ۻ��Ԫͳ�ƹ��̼�ء���ȱ���Ǻ����˴��ֳ��ȷ����ϵı�����Ϣ��Ϊ�ˣ��������һ���µ��������ݴ�����ܣ��ڼ������ι��չ������ݺ�������������֮���ƫ��С���˻ع�ϵ��(���Ρ����ձ���)���ڻع�ϵ���Ļ����Ͻ������ɷַ���ģ�ͽ��й��̼�غ�������ϣ�����Ҫ���и����μ�ij��ȶ��룬�����˶����ݽṹ���ƻ������˼��㣬�ȿ����˹����������������ݵ�����ԣ��ֿ����˴��ֳ��ȷ����ϵı�����Ϣ��
1 ƫ��С���˻ع�
ƫ��С���˻ع��������ȡ�Թ��ձ����ɷ�ʱ�����˹��ձ���������������Э�������������ԭ�й��ձ������������Ե�ͬʱ������ַ�ӳ�˹��ձ������������������ع�ϵ��������㲽�����¡�
1) �Թ��ձ������ݾ��� �������������ݾ���
�������������ݾ��� ���б�����������������Ӱ��(���У�nΪ��������mΪ���ձ�������)��
���б�����������������Ӱ��(���У�nΪ��������mΪ���ձ�������)��
2) Ӧ�� NIPALS �㷨[13]����X�ĵ÷�����t���غ�����p����X����t��Ȩ������r���ֱ��X��Y�м�ȥDZ�������õ��˻���X��Y��
 (1)
(1)
 (2)
(2)
3) �ظ����� 2)����ȡ��m���ɷ� ���ý�����֤[13]ȷ�������ijɷָ���h��������Y����r�����Իع鷽�̣�
���ý�����֤[13]ȷ�������ijɷָ���h��������Y����r�����Իع鷽�̣�
 (3)
(3)
���У�FΪ�в����
4) ���� ��X��������ϣ�����ͨ��������任�õ�PLS�ع�ϵ��
��X��������ϣ�����ͨ��������任�õ�PLS�ع�ϵ�� ��
��
5) ������ع�ĸ��ⶨϵ����
 (4)
(4)
���� ��
�� ��
�� ΪY�ľ�ֵ��
ΪY�ľ�ֵ�� ΪY�ڵ�i�������㴦��Ԥ��ֵ��һ����Ϊ��
ΪY�ڵ�i�������㴦��Ԥ��ֵ��һ����Ϊ�� ʱ���ع�ϵ���Ϻõط�ӳ�˹��ձ���������������Ӱ���ϵ��
ʱ���ع�ϵ���Ϻõط�ӳ�˹��ձ���������������Ӱ���ϵ��
2 ���ɷּ�������
���������̹��ձ����ڶ࣬���ұ�����������Ӱ���ϵ���ɲ���PCAģ�ͽ����������̵ļ�أ������쳣��ʱ���ù���ͼ��ʵʩ��ϡ��㷨�������¡�
1) �ɼ��������������µĹ��ձ������� (���У�nΪ��������mΪ��������)�����ݾ���������������PCAģ�ͣ�
 (5)
(5)
ʽ�У� ��
�� ���ֱ�Ϊ��Ԫ�÷־�����غɾ���k(k��m)Ϊ���ɷָ�����E(
���ֱ�Ϊ��Ԫ�÷־�����غɾ���k(k��m)Ϊ���ɷָ�����E( )ΪԤ��в����T��P����ͨ���Ա������ݾ���X��Э�������
)ΪԤ��в����T��P����ͨ���Ա������ݾ���X��Э������� ��������ֵ�ֽ�õ���
��������ֵ�ֽ�õ���
 (6)
(6)
 (7)
(7)
ʽ�У��Խ��� �е�Ԫ��
�е�Ԫ�� ΪЭ�������
ΪЭ������� ������ֵ��
������ֵ��
2) ����Hotelling T2��ƽ��Ԥ�����(squared prediction error, ESP)�Թ�������ʵʩ��ء�ͨ�����T2��ESP���ޣ�ȷ�������Ƿ�������������
3) ���ֳ������ص�������鿴���������T2��ESP�Ĺ���ͼ���ҳ�����ͻ���Ĺ��ձ�����ȷ��Ϊ���ϱ�����
Hotelling T2ͳ������T2���������Լ�����T2�Ĺ���ͼ�ļ��㷽��[14]Ϊ��
 (8)
(8)
 (9)
(9)

 (10)
(10)
����:  ����ʾX�е�1������������
����ʾX�е�1������������ ��
�� ��
�� ��ʾT2������ˮƽΪ
��ʾT2������ˮƽΪ �������ޣ�
�������ޣ� ��ʾ�������ĵ�i��������ͳ����T2�Ĺ���ֵ��
��ʾ�������ĵ�i��������ͳ����T2�Ĺ���ֵ�� Ϊ��λ����ĵ�i�У�
Ϊ��λ����ĵ�i�У� Ϊ����k��
Ϊ����k�� �����ɶȡ�����ˮƽΪ��F�ֲ��ٽ�ֵ����ESPͳ������ESP���������Լ�����ESP�Ĺ���ͼ�ļ��㷽��[14]Ϊ
�����ɶȡ�����ˮƽΪ��F�ֲ��ٽ�ֵ����ESPͳ������ESP���������Լ�����ESP�Ĺ���ͼ�ļ��㷽��[14]Ϊ
 (11)
(11)
 (12)
(12)
 (13)
(13)
���� ��
�� �������
��Ϊ��λ���� ΪESP����ˮƽΪ�������ޣ�
ΪESP����ˮƽΪ�������ޣ� ��
�� ��
�� Ϊ����̬�ֲ�������ˮƽ�µ��ٽ�ֵ��
Ϊ����̬�ֲ�������ˮƽ�µ��ٽ�ֵ�� Ϊ�������ĵ�
Ϊ�������ĵ� ��������ͳ����ESP�Ĺ���ֵ��
��������ͳ����ESP�Ĺ���ֵ��
3 ���λع�ϵ������
�����ά�������ݣ��������һ�ֻ������λع�ϵ���Ķ����ͳ�ƹ��̼�ؿ�ܡ����ȣ����ö�Ԫ���Իع顢PLS�������ع�ȷ����������ձ���������������Ļع�ģ�ͣ���Σ��ڻع�ϵ���Ļ����Ͻ��������ͳ�ƹ��̼��ģ�ͣ���T2��ESP�Թ���ʵʩ��أ������쳣�����ù���ͼ��Ѱ�ҹ��ϱ��������У�PLS�ȿ����˹��ձ��������������ı����ԣ��ֿ����˹��ձ���������������Ӱ���ϵ���������������������У��������ݰ�����������ұ������������ԣ���ˣ���������PLS�ع��ù��ձ����������������Ӱ���ϵ�����⣬���ձ����ڶ࣬���һع�ϵ������ڻ���Ӱ�죬ʹ�õ�����Ч�ʵ���������ȡ����������Ӱ�죬��ˣ��ö����ͳ�ƹ��̼�ط����ȹ�����ʹ�õ�����ͳ�ƹ��̼�ط������Ӻ�����
��������ƫ��С���˻ع�ϵ�������ɷַ�������(principal component analysis based on partial least squares regression coefficient, PLSRC-PCA)�������ݷ���������ѡ��PLS�����ÿ����ֵĹ��ձ��������������Ļع�ϵ����Ȼ������PCA�������м�أ����ù���ͼʵʩ��ϣ���������ͼ��ͼ1�����岽�����¡�
1) ����Ԥ�������ɼ����������еĹ������� ����������
���������� (����l��m��
(���У�l��m�� �ֱ�Ϊ��ά���ݵ������������ձ���������������)�����������ڸ��������Ȳ�ͬ���������ȶ�ÿ�������ڲ�������������������л����ٶȡ�ǰ�����ص�ͬ��������[15]����ʹ���й��ձ���������������ÿһ�������㶼��Ӧ�ڸְ��ͬһλ�á����ͬ������Ĺ�������
�ֱ�Ϊ��ά���ݵ������������ձ���������������)�����������ڸ��������Ȳ�ͬ���������ȶ�ÿ�������ڲ�������������������л����ٶȡ�ǰ�����ص�ͬ��������[15]����ʹ���й��ձ���������������ÿһ�������㶼��Ӧ�ڸְ��ͬһλ�á����ͬ������Ĺ������� ����������
���������� ��
��
2) PLS�ع顣�Ƚ�����1������ ��
�� ��PLSģ�ͣ����ý�����֤����óɷָ������õ��ع�ϵ��
��PLSģ�ͣ����ý�����֤����óɷָ������õ��ع�ϵ�� ���ⶨϵ��R2���������ƣ�����l��PLS�ع飬�õ��ع�ϵ������
���ⶨϵ��R2���������ƣ�����l��PLS�ع飬�õ��ع�ϵ������ ��
��
3) PCA��ء�ȥ���ع������R2��0.8�����λع�ϵ�����õ��ع�ϵ������ (���У�
(���У� ��l1ΪR2��0.8�����θ�����l2ΪR2��0.8�����θ���)���ڻع�ϵ������B�Ļ����Ͻ���PCAģ�ͣ����Ƚ��б�������������ȥ��ֵ���Ա�����������ٵ�Ӱ�죬Ȼ����PCA���ģ�ͣ�����ʽ(9)��(12)����ѵ�����Ŀ����ޣ�����ʽ(8)��(11)������������T2��ESP��ͨ�����T2��ESP�Ƿ���������ȷ���������Ƿ�������������
��l1ΪR2��0.8�����θ�����l2ΪR2��0.8�����θ���)���ڻع�ϵ������B�Ļ����Ͻ���PCAģ�ͣ����Ƚ��б�������������ȥ��ֵ���Ա�����������ٵ�Ӱ�죬Ȼ����PCA���ģ�ͣ�����ʽ(9)��(12)����ѵ�����Ŀ����ޣ�����ʽ(8)��(11)������������T2��ESP��ͨ�����T2��ESP�Ƿ���������ȷ���������Ƿ�������������
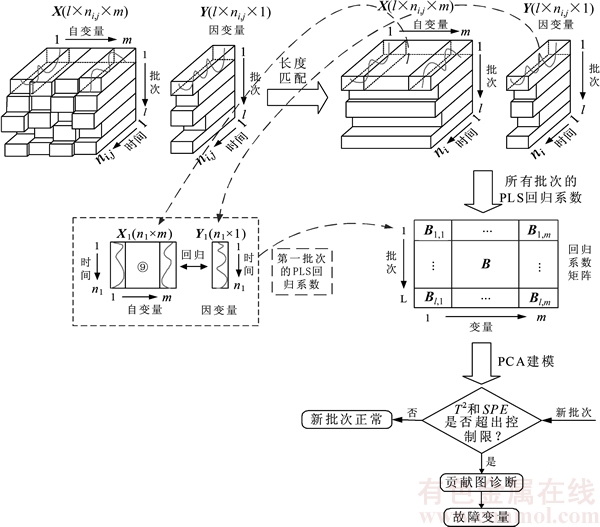
ͼ1 PLSRC-PCA������ͼ
Fig. 1 Flowchart of PLSRC-PCA
4) ������ϡ����������쳣��������ʽ(10)��(13)��������ձ����Ĺ���ֵ���Ӷ���ϳ������������쳣�Ĺ��ϱ�����
4 ʵ����������
�������÷���������֤PLSRC-PCA��������Ч�ԣ����ø÷�������������ͷ����խ���ݽ������ģ�ͣ�ʵ�ֹ��̼�غ�������ϣ�������ڶ�Ԫ���Իع�ϵ�������ɷַ������ģ��(principal component analysis based on multivariate linear regression coefficient, MLRC-PCA)�����ھ�ֵ�����ɷַ������ģ��(principal component analysis based on mean value, mean-PCA)�����ھ�ֵ��ƫ��С���˼��ģ��(partial least squares based on mean value, mean-PLS)���жԱȡ�
4.1 ����ʵ��
���永�������õĹ��ձ�������X(300��101��3)�а���3������x1��x2��x3��������������Y(300��101��1)�а���1������y��������300�����Σ�ÿ������101��ʱ��㡣��������������������£�
 ��
��
 ��
��
 ��
��
 ��
��
��x3�������쳣��������쳣��������������£�
��
��


���У�i=1, 2, ��, 300��Ϊ������ţ�j=1, 2, ��, 101��Ϊ��������ţ� ��
�� (��v1���Ӿ�ֵΪ7������Ϊ1����̬�ֲ�����ͬ)��
(��v1���Ӿ�ֵΪ7������Ϊ1����̬�ֲ�����ͬ)�� ��
�� ��
�� ����Ϊ������ϵ����
����Ϊ������ϵ���� ��
�� ����Ϊ������̬�ֲ���������������ǰ20�����ε�ԭʼ�켣��ͼ2��
����Ϊ������̬�ֲ���������������ǰ20�����ε�ԭʼ�켣��ͼ2��
�����ڷ��永��������Ҫ�Ա�PLSRC-PCA����������3�ַ����ļ������
1) MLRC-PCAģ�͡���X��Y������μ����Ԫ���Իع�ϵ�������岽��������PLSRC-PCA�����ļ��㲽�裬�õ���Ԫ���Իع�ϵ�� ��ȷ��ѵ�����Ͳ��Լ�������MLRC-PCAģ�ͣ�����T2��ESP���۲������Ƿ��ޡ�
��ȷ��ѵ�����Ͳ��Լ�������MLRC-PCAģ�ͣ�����T2��ESP���۲������Ƿ��ޡ�
2) mean-PCAģ�͡��Թ��ձ�������X������μ����ֵ���õ���ά�ľ�ֵ���ݾ��� ��ȷ��ѵ�����Ͳ��Լ�������mean-PCAģ�ͣ�����T2��ESP���۲������Ƿ��ޡ�
��ȷ��ѵ�����Ͳ��Լ�������mean-PCAģ�ͣ�����T2��ESP���۲������Ƿ��ޡ�
3) mean-PLSģ�͡��ֱ��X��Y������μ����ֵ���õ���ά�ľ�ֵ���ݾ��� ��
�� ��ȷ��ѵ�����Ͳ��Լ�������mean-PLSģ�ͣ�����T2��ESP���۲����Ƿ��ޡ�
��ȷ��ѵ�����Ͳ��Լ�������mean-PLSģ�ͣ�����T2��ESP���۲����Ƿ��ޡ�
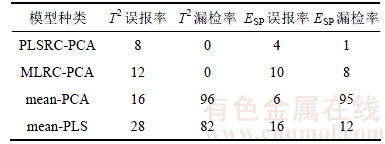
4�ּ��ģ�͵ļ�������1��ʾ��ͨ���Ա���4�ּ��ģ�͵����ʺ�©���ʷ��֣�MLRC-PCA������PLSRC-PCA���������ʺ�©�������Ա�mean-PCA������mean-PLS�����ĵͣ�˵���������λع�ϵ����PCA���ģ�ͷ����ڼ����ά������������ʱ�������ơ�PLSRC-PCA�������ͼ��ͼ3��ʾ���ù���ͼ�Գ������ν��й�����ϣ����ϱ���ָ�����3����Ԥ�����һ�£���֤��PLSRC-PCA�����ڼ����ά�����������ݵ���Ч�ԡ�
4.2 ��������ͷ����խ���ݵ�PLSRC-PCA��������
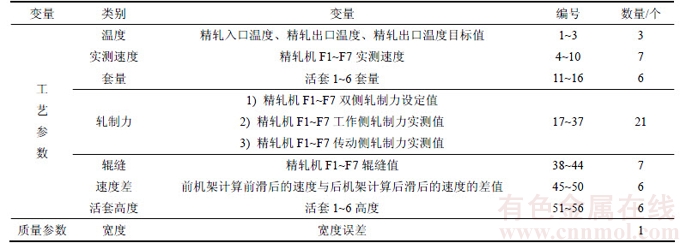
ͷ����խ���ݰ���3�������ά��(���Ρ�ʱ������ձ���)���ڱ���������1������������56�����ձ�����������Ϣ���2��ʾ��
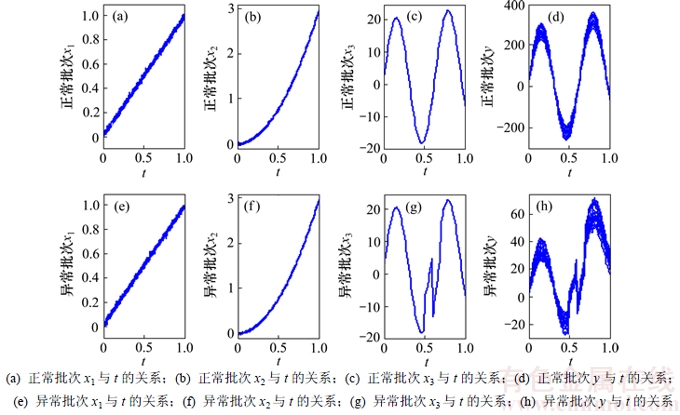
ͼ2 �������ݵ�ǰ20�����ε�ԭʼ�켣ͼ
Fig. 2 Original trajectories of the first 20 batches from simulation dataset
��1 4�ּ��ģ�͵ļ����
Table 1 Detect results of four monitoring models %
�����η�����1����Ϊ1�����Σ����ɼ�182���������κ�115���쳣���Σ���297�����Ρ������IJ������Ϊ1 ms��ÿ�����βɼ�����������ͬ��
4.2.1 ����Ԥ����
���ڸ������ɼ���ֲ������������ߵIJ�ͬλ�ã����������������У��ְ����ν������������ɸ�������ʼ�����ͽ���������ʱ�䲻ͬ��ͬһʱ�̸������ɼ�����������Ӧ�ĸְ�λ�ò�ͬ�����Ҹְ��ɺ�䱡���ڲ�ͬ����ͣ����ʱ�䳤��Ҳ��ͬ��ʹ������ͳ�Ʒ������й��̼�������ʱҪ�����ձ����䡢���ձ���������������Ҫ��Ӧ�ְ��ͬһλ�ã���ÿһ�������㶼���ɸְ���ͬλ�õĹ��ղ���������������ɡ����������ְ��и����ٶ��Լ�������ǰ�����ӵ����أ�ʵ��ÿ�������ڸ�������������һһ��Ӧ��
����ͷ����խ��Ҫ�����ڴ��ֽ��뾫������һ�Ρ�����̬���Σ��ȵ����ƹ��̽��롰��̬���κ���խ����㲻�ٷ�������ˣ�����ֻ��Է���ͷ����խ�ġ�����̬���ν��з��������˴��֡���̬�������ݡ���������(���������)����ͼ4����ͼ4���Է��ָ����εĿ��������1.5 sǰ������Χ�ܴ����ֵ�ﵽ25 mm����Сֵ�ﵽ-25 mm������1.5 s����������ȶ�״̬��������С���ʽ�ȡǰ1.5 s������������Ϊ������̬���ν��н�һ������������ֱ�ӽضϵķ������õ��˽ض���������
 ��
�� ��������������182�����쳣����115����
��������������182�����쳣����115����
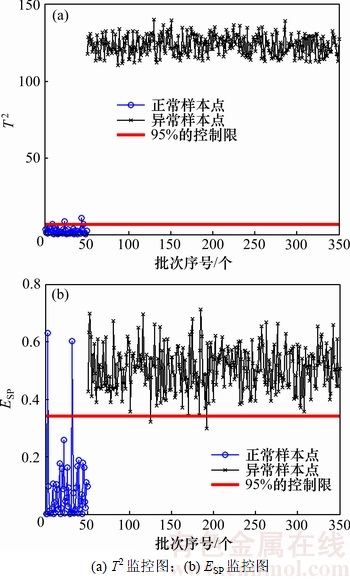
ͼ3 �������ݵ�PLS-RCPCAģ�͵ļ��ͼ
Fig. 3 Control charts of PLSRC-PCA model for simulation dataset
��2 ��������ͷ����խ���ݷ�������
Table 2 Variables table of head width narrow of hot rolled strip
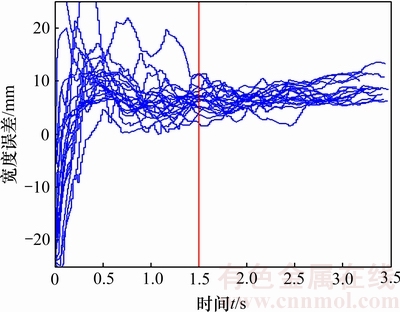
ͼ4 ǰ20�����εĿ�����������
Fig. 4 Width of the first 20 batches
4.2.2 PLS�ع�
������������PLS�ع�ϵ���Լ����ⶨϵ����ȥ�����лع�Ч�������뼴���ⶨϵ��С��0.8�����λع�ϵ������182���������εĸ��ⶨϵ��������0.8��115���쳣�����н���1�����εĻع鸴�ⶨϵ��С��0.8���ʵõ��������εĻع�ϵ������ ���쳣���εĻع�ϵ������
���쳣���εĻع�ϵ������ ��
��
4.2.3 ���̼��
��B1�е�132�����λع�ϵ��ȷ��Ϊѵ��������B1������50�����λع�ϵ����B2��114�����λع�ϵ����Ϊ���Լ�����������PLS�ع�ϵ����PCAģ�ͣ�����ѵ����T2��ESP�Ŀ������Լ����Լ�T2��ESP��ʵ�ֶ������������̵ļ�ء����Լ��ļ����ͼ5��ʾ������ͷ����խ���ݵ�mean-PCAģ�͡�mean-PLSģ�ͺ�MLRC-PCAģ�ͣ����岽���4.1�ڣ�4�ּ��ģ�͵ļ�������3��ʾ��
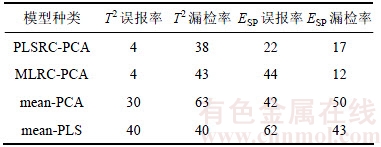
ͨ���Ա�4�ּ��ģ�͵����ʺ�©���ʷ��֣�MLRC-PCA������PLSRC-PCA���������ʺ�©�������Ա�mean-PCA�����ĵͣ�˵���������λع�ϵ����PCA���ģ�ͷ����ڼ��ͷ����խ����ʱ�������ơ�����4��ģ���У�mean-PCA������T2©���ʺ�ESP©���ʶ��ܸߣ���ʹ��ϳ����ϱ������ɿ���Ҳ��ǿ����MLRC-PCA������ȣ�PLSRC-PCA�������и��͵�ESP���ʺ�T2©���ʣ�ռ�н�ǿ�����ơ�
4.2.4 �������
�Լ������س��ļ������ν��й�����ϣ��۲����ǵĹ���ͼ��ȷ�����ϴ�ı�����Ѱ�����������쳣��ԭ����ͼ6��֪��T2�����س��������е�85��104��132��157���Σ�ESP�����س��������е�85��104��124��132���Ρ�
��ͼ6��ʾΪ��85���ε�T2�Ĺ���ͼ����ͼ6����ϳ����ϱ��������ǻ���5����(����15)�ͻ���5�߶�(����55)��PLSRC-PCA�е��������س������ε���Ͻ�����4��ʾ��
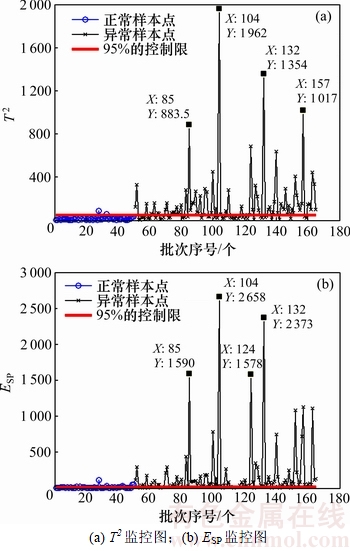
ͼ5 ͷ����խ���ݵ�PLS-RCPCAģ�͵ļ��ͼ
Fig. 5 Control charts of PLSRC-PCA model for head width narrowing dataset
��3 4�ּ��ģ�͵ļ����
Table 3 Detect results of four monitoring model %
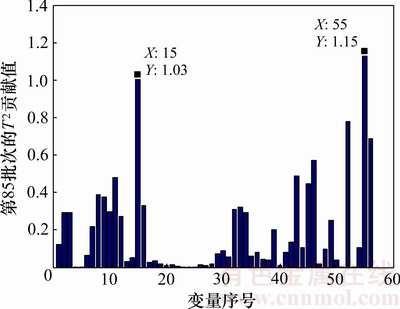
ͼ6 PLS-RCPCAģ�͵�85���ε�T2����ͼ
Fig. 6 T2 control chart of the 85th batch in the PLSRC-PCA model
��4 PLSRC-PCA���ģ���������س������ε���Ͻ��
Table 4 Diagnosis results of all seriously out-control batches based on PLSRC-PCA model
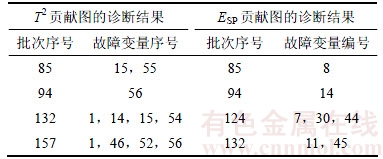
�ۺ����������ε���Ͻ�������ݳ���Ƶ�ο��Գ���ȷ��������������ͷ����խ����Ҫ���ϱ���Ϊ��������¶�(����1)������4������(����14)������5������(����15)������6�ĸ߶�(����56)�������ǹ����Ų���ص㻷�ڡ�
��ʵ�������жԽ��������֤����������¶ȵĿ����쳣�������ӹ�������Ӱ�죬��������ǰ3������������м�����������4������û�м�����������ǰ3�����ܺͺ�4�����ܵĵ���������Բ�ͬ����3�����������ͻ��߶ȿ��Ʋ�Э���ȡ�
5 ����
1) ��PLSRC-PCA���ģ�����ý��������mean-PCA��mean-PLS��MLRC-PCA��3�ּ��ģ�����ý����������������ͷ����խ���ݷ����У���mean-PLS���ģ����ȣ�PLSRC-PCA���ģ�͵�T2���ʴ�40%�½���4%��T2©���ʴ�40%�½���38%����ESP���ʴ�62%�½���22%��ESP©���ʴ�43%�½���17%��
2) ���ͷ����խ���ݣ�PLSRC-PCA������ϳ��Ĺ��ϱ���Ϊ��������¶ȡ�����4��5������������6�ĸ߶ȡ������������У�Ӧ���ӹ��̱����ļ�أ���ʱ�����쳣���ա����⣬�ع�ϵ���ļ�������ƹ㵽�����Իع飬���ҿ���Ӧ����ұ�������������̻�����������
�ο����ף�
[1] �η�, �����, ���ι�, ��. ���ں��سɷַ�����������������Ӧ�������[J]. ���ϴ�ѧѧ��(��Ȼ��ѧ��), 2012, 43(5): 1732-1738.
HE Fei, XU Jinwu, LIANG Zhiguo, et al. Hot rolled strip state clustering based on kernel entropy component analysis[J]. Journal of Central South University(Science and Technology), 2012, 43(5): 1732-1738.
[2] ������, ����־, �ν���. �ֹ��������ƹ��̹��չ�����ۼ�ʵ���о�[J]. ���ϴ�ѧѧ��(��Ȼ��ѧ��), 2011, 42(9): 2076-2080.
DONG Yonggang, ZHANG Wenzhi, SONG Jianfeng. Theoretical and experimental research on spread of base of rail in universal rolling[J]. Journal of Central South University (Science and Technology), 2011, 42(9): 2076-2080.
[3] ������, ����. �����Զ�߶ȶ�����Ԫ��������[J]. ���ϴ�ѧѧ��(��Ȼ��ѧ��), 2003, 34(Z1): 82-84.
GUO Jinyu, WANG Gang. Nonlinear multiscale multiway principal component analysis[J]. Journal of Central South University(Science and Technology), 2003, 34(Z1): 82-84.
[4] PENG Jianxin, LIU Haiou, HU Yuhui, et al. ASCS online fault detection and isolation based on an improved MPCA[J]. Chinese Journal of Mechanical Engineering, 2014, 27(5):1047-1056.
[5] CALIMAG-WILLIAMS K, KNOBEL G, GOICOECHEA H C, et al. Achieving second order advantage with multi-way partial least squares and residual bi-linearization with total synchronous fluorescence data of monohydroxy-polycyclic aromatic hydrocarbons in urine samples[J]. Analytica Chimica Acta, 2014, 811: 60-69.
[6] YU Jie, CHEN Jingyan, RASHID M M. Multiway independent component analysis mixture model and mutual information based fault detection and diagnosis approach of multiphase batch processes[J]. AICHE Journal, 2013, 59(8): 2761-2779.
[7] WANG Yanjun, JIA Mingxing, MAO Zhizhong. Weak fault monitoring method for batch process based on multi-model SDKPCA[J]. Chemometrics and Intelligent Laboratory Systems, 2012, 118(4): 1-12.
[8] RASHID M M, YU Jie. Nonlinear and non-Gaussian dynamic batch process monitoring using a new multiway kernel independent component analysis and multidimensional mutual information based dissimilarity approach[J]. Industrial & Engineering Chemistry Research, 2012, 51(33): 10910-10920.
[9] ZHANG Yingwei, HU Zhizhong. On-line batch process monitoring using hierarchical kernel partial least squares[J]. Chemical Engineering Research and Design, 2011, 89(10): 2078-2084.
[10] WESTERHUIS J A, KOURTI T, MACGREGOR J F. Comparing alternative approaches for multivariate statistical analysis of batch process data[J]. Journal of Chemometrics, 1999, 13(3/4): 397-413.
[11] LOUWERSE D J, SMILDE A K. Multivariate statistical process control of batch processes based on three-way models[J]. Chemical Engineering Science, 2000, 55(7): 1225-1235.
[12] YU Huarong, QU Fangshu, LIANG Heng, et al. Understanding ultrafiltration membrane fouling by extracellular organic matter of microcystis aeruginosa using fluorescence excitation- emission matrix coupled with parallel factor analysis[J]. Desalination, 2014, 337: 67-75.
[13] ������, ���ر�, �Ͻ�. ƫ��С���˻ع������������Է���[M]. ����: ������ҵ������, 2006: 97-104.
WANG Huiwen, WU Zaibing, MENG Jie. Partial least squares regression-linear and nonlinear methods[M]. Beijing: National Defend Industry Press, 2006: 97-104.
[14] �ܶ���, ���, ��Ԫ. ���������Ĺ�ҵ���̹�����ϼ���:������Ԫ������ƫ��С���˵ķ���[M]. ����: ��ѧ������, 2011: 25-29.
ZHOU Donghua, LI Gang, LI Yuan. Data-driven industrial process fault diagnosis technology: based on principal component analysis and partial least squares method[M]. Beijing: Science Press, 2011: 25-29.
[15] �����Ƽ���ѧ. һ�����������չ��̲ɼ�����ͬ��������: �й�, CN102323794B[P]. 2012-01-18.
University of Science & Technology Beijing. Method for synchronizing data acquired in hot continuous rolling process: China. CN102323794B[P]. 2012-01-18.
(�༭ �²ӻ�)
�ո����ڣ�2017-03-07�������ڣ�2017-05-13
������Ŀ(Foundation item)��������Ȼ��ѧ����������Ŀ(51204018)�����ҡ�ʮ���塱�Ƽ�֧�żƻ���Ŀ(2015BAF30B01)�������ߵ�ѧУ����Ӣ�żƻ���Ŀ(YETP0422)�������У��������ҵ���������Ŀ(FRF-BR-16-025A) (Project(51204018) supported by the National Natural Science Foundation of China; Project(2015BAF30B01) supported by the National Key Technology R&D Program of the 12th Five-year Plan of China; Project(YETP0422) supported by the Beijing Youth Talents Program of University; Project(FRF-BR-16-025A) supported by the Fundamental Research Funds for Central Universities)
ͨ�����ߣ��ηɣ���ʿ�����о�Ա��������������������ģ�������������о���E-mail: hefei@ustb.edu.com
ժҪ�����Ŀǰ�������������������ݷ�����Ҫ���ù��ղ����Ͳ�Ʒ������ƽ��ֵ�����Դ��ֳ��ȷ����ϵı�����Ϣ�����һ���µ���ά�����������ݵļ�ؿ�ܡ����Ƚ������������龫��������ÿ����ֵĹ��ձ�������ȼ��ƫ��С����ģ�ͣ�����������εĻع�ϵ������ɶ�ά���ݾ������ûع�ϵ�����������ɷַ���ģ�ͽ��м�غ���ϡ��о�����������÷���������Ч��ȡ���̱�����������Ӱ���ϵ��ʵ�ֹ��̼�أ�����Ч���������쳣��ԭ��
