
���±�ţ�1004-0609(2013)S1-s0024-05
�����ȶԼ���ֱ�ӳ���Ti6Al4V�Ͻ�����֯���¶���ʷ��Ӱ��
��Զ��1, 2�����λ�2��÷����2��T. JARVIS2��J. SHURVINTON2����ά��1
(1. �Ϻ���ͨ��ѧ ���������ϲ��Ϲ����ص�ʵ���ң��Ϻ� 200040��
2. ARC Centre of Excellence for Design in Light Metals, Monash University, Melbourne, 3168, Australia)
ժ Ҫ��
�ڽ���ֱ�Ӽ�����ٳ��ι����У���ȴ�����Ǿ�����Ӧ�������ں�����֯״̬�Ĺؼ�֮һ��ͨ���������ƻ����ȿɸı����ʱ�����ȴʱ�䣬�Ӷ�Ӱ����ȴ�����Ըı����̺������֯���ֱ�������岨�������������о��˻����ȶԳ��������¶ȳ�������֯��Ӱ����ɡ�������֣����Ż����ȵ����ӣ�Ti-6Al-4V�Ͻ𱡱��������IJ�λ��״����̱�ϸ��������������ͣ�������֯�ɴ������ᾧ����ɣ��뼤�����岨����������ȣ����ü����������ɻ�ü���100%ϸС�ĵ��ᾧ�����Һ�����ڳ�����ʼ�οɻ�ý�С���¶ȷ�ֵ�����ɻ�ýϴ����ȴ���ʣ��Ӷ��ı�Ͻ������֯״̬��
�ؼ��ʣ�
ֱ�Ӽ���������Ti6Al4V�����ᾧ������״�����ȷ���������֯��
��ͼ����ţ�TG 146.2���� ���ױ�־�룺A
Effect of substrate thickness on microstructure and temperature history of direct laser fabricated Ti-6Al-4V alloy
HAN Yuan-fei1, 2, WU Xin-hua2, MEI Jun-fa2, T. JARVIS2, J. SHURVINTON2, L�� Wei-jie1
(1. State Key Laboratory of Metal Matrix Composites, Shanghai Jiaotong University, Shanghai 200040, China;
2. ARC Centre of Excellence for Design in Light Metals, Monash University, Melbourne, 3168, Australia)
Abstract: Cooling rate is one of the most important factors in determining the resultant microstructure of the material during the direct laser fabrication process (DLF). A gradual heating or prolonged cooling effects are obtained and it is possible to dictate the cooling rates and affect the solidification microstructure through reasonable controlling the thickness of substrate. Pulse wave and continuous wave laser were used to study the effect of various thickness of substrate on the microstructure of the specimens, respectively. It is found that a few volume fractions of columnar grains located in the center of the samples turn to coarser and shorter, and the sample is composed of a large number of equiaxed grains with the increasing of the substrate thickness. Compared with the pulse laser, nearly 100% fine equiaxed grain could be obtained through using continuous wave laser. Thick substrate can get a smaller peak temperature but higher cooling rate to change the microstructure in the initial stage.
Key words: direct laser fabrication; Ti-6Al-4V; equiaxed grain; columnar grain; thermal analysis; microstructure
ֱ�Ӽ�����ٳ������켼��(Direct laser fabrication)�Ǽ���������̺Ϳ���ԭ�����켼�����ϵ�һ���Ƚ��IJ��ϼӹ����μ���[1-10]��ͨ�����������ļ��������۽��ڼӹ�ƽ�����γ��ȶ��Ľ����۳����ڻ����ĺ���������ķ�ĩ��Ȼ�����ۻ��õ�������ά����������ü����ں��ա�����������Ӧ��ǰ���dz�����[3-5]��Ȼ�����ڽ���������ٳ��ι������漰�ı����ڶ࣬�������������ĸ��¶��ݶȵ��¶ȳ����ڻ����϶ѻ����̳��εķ�ʽ�������³������������֯״̬(������̬���ߴ��)������ı仯[4]�������꣬�ܶ��о��߶�����չ�˼���ӹ����նԳ���������֯��Ӱ��[1-5]��WU��[2]������Ti-25V-15Cr-2Al-0.2C��ȼ�ѺϽ��Ti-6Al-4V�ѺϽ���ٳ��ι�������������о���ָ������������ղ���(����ʣ�ɨ���ٶȺ��ͷ��ʵ�����)�Խ������������״�����������������ŷdz���Ҫ��Ӱ�졣Ȼ������Գ��������л����������Ƿ�Գ���������֯��Ӱ�컹���������о��ߵĹ�ע��
��ˣ����������Կ��ٳ���Ti-6Al-4V�Ͻ𱡱ڼ�Ϊ�о����ֱ�������岨�������������о��˻����ȶ�Ti-6Al-4V�Ͻ������������֯���¶���ʷ��Ӱ����ɡ�
1 ʵ��
ֱ�Ӽ�����ٳ���ʵ������Ī��ʲ��ѧ������о������Ʊ���Trumpf����ϵͳ�Ͻ��С�ɨ������� ���ͽ�ϵͳͨ���뼤������45��ǵ����������콫�Ͻ��ĩ���뼤���۳��ۻ������������ѻ����γߴ�Ϊ40 mm��4 mm��20 mm�ı����������ֱ���������������岨���ڲ�ͬ��ȵĻ����ϳ���Ti-6AL-4V�Ͻ𱡱������������ȷֱ�Ϊ5��10��60 mm�����ܼ��������幦�����ֵΪ923 W��ƽ������Ϊ600 W��ɨ������Ϊ800 mm/min����������ʱ��Ϊ1.3 ms�����������ڻ����ϵĹ��ֱ��Ϊ4 mm��Ƶ��Ϊ500 Hz��������뼤��۽������Ϊ16 mm��������Z�᷽����ÿ��0.27 mm�ľ����ƶ������������ѭ�������Ķѻ����ڶѻ�����74��ʱ��������ֹͣ�������������̶��ڶ������廷������ɣ�����������2��10-5��������ʹ�õ�Ti-6AL-4V�Ͻ��ĩ�ߴ�Ϊ100~200 ��m��
�ڱ��о��У����弤�������Ϊ60%�Ա�֤����������ͬ����״(ͼ1(a))���ֱ�������巽�������������ڲ�ͬ��ȵĻ����ϳ��������Թ۲�����֯�ı仯(ͼ1(b)��ͼ1(c))���ڳ�������֮ǰ����3��K���ȵ�ż(TC1��TC2��TC3)�����ڻ���IJ�ͬλ������ʵʱ��¼���������¶ȱ仯���������λ���ɱ�д��ϵͳ�еĻ�������ȷ���Ա�֤λ�õ�ȷ��(��ͼ2)���������ֹ����������ֵĽϴ���
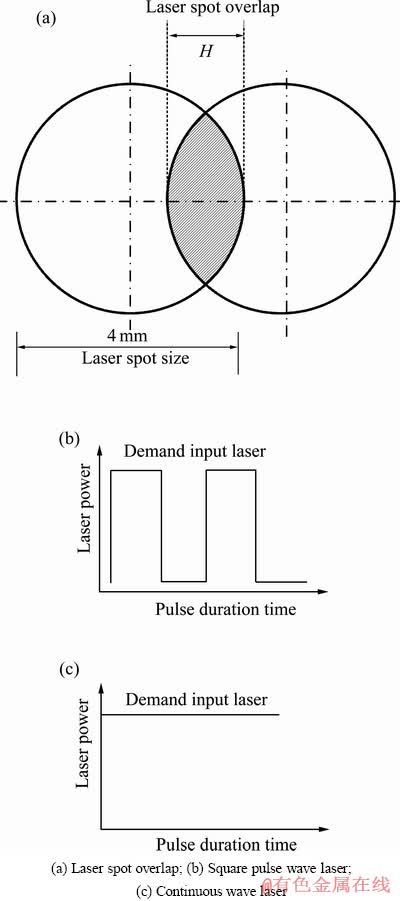
ͼ1 ������ص����Լ���ͬ���εļ�����
Fig. 1 Laser spot overlap and pulse shape using in laser deposition
2 ���������
2.1 �����ȶԼ������Ti-6Al-4V�Ͻ𱡱ڼ������֯��Ӱ��
��������ƽ������600 W�����ü�����ٳ���ϵͳֱ����5 mm��10 mm��60 mm���Ti-6Al-4V�Ͻ�����Ϸֱ������40 mm����20 mm����4 mm�ĺϽ𱡱��������涨���ڳ�����������ƽ���ڼ����ۻ�������ķ���ΪˮƽX����ƽ���ڼ�������ֱ�ƶ��ķ���ΪZ��ͼ3��ʾΪ�������岨�������������������ֱ��ɨ�跽���������֯����������֯���������ع۲쵽����������ò����������Ҫ�ɴ����ĵ��ᾧ���;����״����֯��ɡ�ͼ3(a)��ʾΪ��10 mm������ϳ����������ĺ����֯����Ҫ�ɺ���ԼΪ80%��ϸС�ĵ��ᾧ���ͺ���ԼΪ20%�Ĵ���״������ɡ�ͼ3(b)��ʾΪ��60 mm������ϳ����������ĺ����֯�����Է��֣��������IJ�λ��״�����ߴ����Լ�С���������ͣ���Ҫ��90%���ϵ�ϸС���ᾧ����10%���µ���״����ɡ���Ƚ϶��ԣ���60 mm�����ϳ������������IJ�λ�����״����ϸС����ƽ������ԼΪ5 mm������������ڻ����ȵ����ӣ��ȴ����Ͽ죬�۳ؽ�dz�������¶��ݶȽϴ�ͬʱ�����ٶȽϿ죬�Ӷ�������״������ϸ����
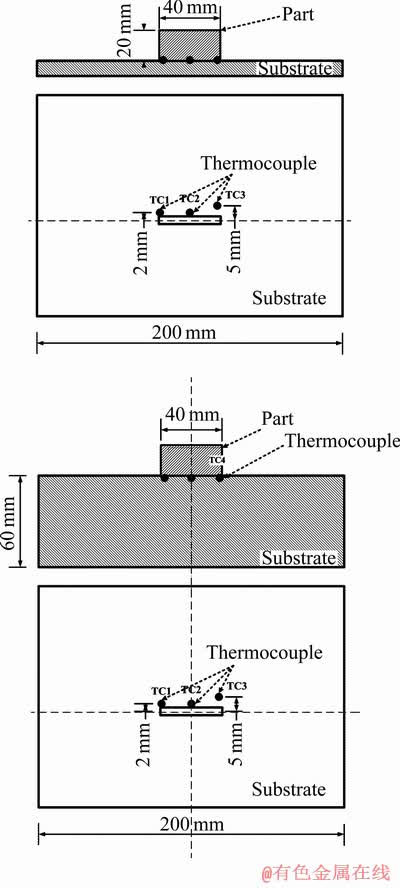
ͼ2 �������ȵ�ż����λ�úͱ�������ʾ��ͼ
Fig. 2 Schematic illustration showing locations of thermocouples on substrate and thin wall specimens
���ּ���ƽ�������Լ������������ղ������䣬�ı伤��������ʽ��ͼ4��ʾΪ����������������ٳ�������Ti-6Al-4V�Ͻ������ĺ����֯���������Կ�������ͬ��Ȼ����ϳ����������ĺ����֯�����ִ���ϸС�ĵ��ᾧ������״��������ʧ�����ڱ�������������м���������ij����Ƚ�С����״������˵���������������ں���弤�������������������֯�����ȶ������Ӿ��ȡ�

ͼ3 �������岨���ڲ�ͬ��Ȼ������Ti-6Al-4V�Ͻ�ĺ����֯
Fig. 3 Macrostructures of pulsed laser-deposited Ti-6Al-4V alloy by using different thickness substrate

ͼ4 �������������ڲ�ͬ��Ȼ������Ti-6Al-4V�Ͻ�����֯
Fig. 4 Macrostructures of continuous wave laser-deposited Ti-6Al-4V alloy by using different thickness substrate
2.2 �����ȶԼ������Ti-6Al-4V�Ͻ𱡱ڼ��¶���ʷ��Ӱ��
ͼ5��ʾΪ�������岨���������ڲ�ͬ��Ȼ����ϼ������Ti-6Al-4V�Ͻ��¶���ʷ��������Կ��������岨�����������λ����¶���ʷ���ֳ����Ƶ����ơ��ڳ�����ʼ�Σ������¶ȼ������ߣ��۳���ȴ��Ҫ�����������ȴ������۳ص���ȴ����ȡ���������ڻ����еĴ������ʡ�����ʱ������ӣ������¶ȼ������ߣ������е��ȴ������������۳���ȴ���ʵ���ҪӰ�����أ�����Ӱ��̶�������������ļ�������С�ڻ����ɢʧ����ʱ��������¶ȳ��ֿ����½������ƣ���ʱ������ѳ��������Χ����֮��Ļ��ȹ��̳�ΪӰ���۳���ȴ���ʵ���Ҫ���أ�����Ĵ��ȶ��۳���ȴ���ʵ�Ӱ��������
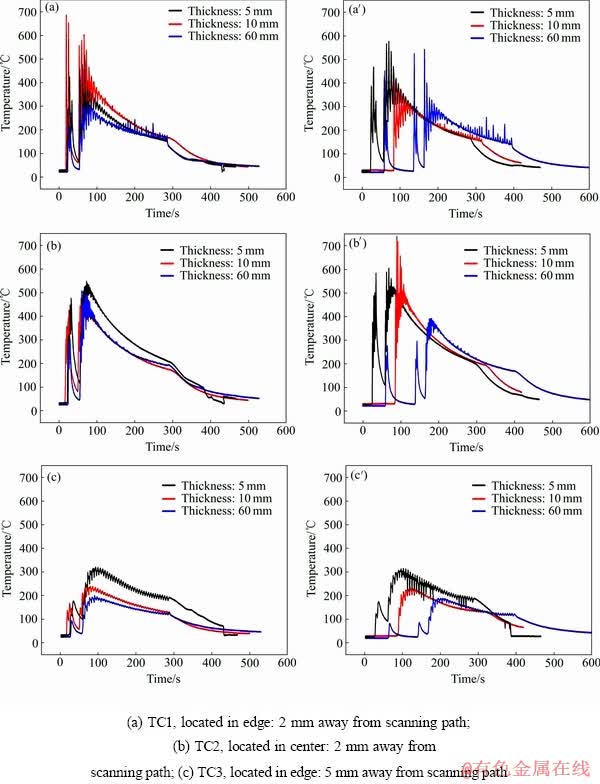
ͼ5 �������岨���������ڲ�ͬ��Ȼ����ϼ�������¶ȱ仯���
Fig. 5 Comparison of measured temperatures of different thickness substrate by using pulse laser ((a), (b), (c)) and continuous wave laser ((a��), (b��), (c��))
�����ȵ�żʵʱ�������岻ͬ��λ���¶���ʷ���֣��ڳ�������Ե����ɨ��·��2 mm����������¶�Ϊ600 �棬���ڳ�������Ե����ɨ��·��5 mm����������¶Ƚ�Ϊ300 �档˵�����������л����¶���ʷ�Ի��岻ͬ��λ���ȵ�ż�dz����У���ʹ�Ǽ����ľ��룬������¶ȶ��ᷢ�����ҵı仯����ˣ������Ʋ�����ȵı仯Ҳ������ȵ�Ӱ��������̵��¶���ʷ���Ӷ��ı��۳ص���ȴ���ʡ�
��ͼ5(a)��5(b)��5(c)�ֱ���Կ��������Ż����ȵ����ӣ������(60 mm)ͬһλ�õ��¶����Ե��ڱ�����(5 mm)���¶ȡ�����ͼ5(c)�У�������ͬһλ�õ�����¶�Ϊ370 �棬����������Ϊ200 �档��˵�������ȵı仯��ֱ��Ӱ��������̵��¶���ʷ�����¶���ʷ���dz������յ���ҪӰ������[3, 11]����������൱�������˻����е��ȴ������ʣ���ǿ�˻�����۳���ȴ���ʵ�Ӱ�졣��ˣ������ȵĸı䣬���ڼ��������ʼ�ξ��кܴ��Ӱ�졣���ڳ�ʼ���dz������յĹؼ������Կ��ƻ������ڳ��������о���ʮ����Ҫ�����á��о������ʾ���ڻ�����ͬ��λ��������ʼ�κ�������ȴ�������ԼΪ110 ��/s��
3 ����
1) ���Ż����ȵ����ӣ�Ti-6Al-4V�Ͻ𱡱��������IJ�λ��״����̱�ϸ������������ͣ�������֯��Ҫ�ɴ������ᾧ����ɣ���ˣ�ʹ�ú����ɻ�ô������ᾧ������֯�����ȡ�
2) �뼤�����岨����Ti-6Al-4V�Ͻ𱡱�������ȣ����ü����������ɻ�ø��õ�����֯��ò����������֯���Ӿ��ȣ�Ϊ����100%��ϸС���ᾧ����
3) �����ȵı仯���̶ȵ�Ӱ��������̵��¶���ʷ��������ڳ�����ʼ�οɻ�ý�С���¶ȷ�ֵ����ȴ���Ի�ýϴ����ȴ���ʣ��Ӷ��ı�����������֯��
REFERENCES
[1] QIAN L, MEI J, LIANG J, WU X. Influence of position and laser power on thermal history and microstructure of direct laser fabricated Ti-6Al-4V samples[J]. Materials Science and Technology, 2005, 21: 1-9.
[2] WU X, SHARMAN R, MEI J, VOICE W. Microstructure and properties of a laser fabricated burn-resistant Ti alloy[J]. Materials and Design, 2004, 25: 103-109.
[3] ʯ����, ��ʿ��, ϯ���ܣ��ͺ�־, ������, �ű���. ����ֱ�ڼ�����ֱ�ӳ������̵�����Ԫģ�⡪�����������¶ȳ���ģ��[J]. ����ѧ��, 2006, 42(5): 449-453.
SHI Li-kai, GAO Shi-you, XI Ming-zhe, JI Hong-zhi, ZHANG Yong-zhong, DU Bao-liang. Finite element simulation for laser direct depositing process of metallic vertical thin wall parts��The simulation for temperature field during depositing process[J]. Acta Metallurcica Sinica, 2006, 42(5): 449-453.
[4] ��˪��, �� ��, �� ��, �ŷ�Ӣ, ������. ���ղ����Լ�����ٳ���TC4�ѺϽ���֯������������Ӱ��[J]. ϡ�н��������빤��, 2007, 36(10): 1839-1843.
ZHANG Shuang-yin, LIN Xin, CHEN Jing, ZHANG Feng-ying, HUANG Wei-dong. Influence of processing parameters on microstructure and forming characterizations of Ti-6Al-4V titanium alloy after laser rapid forming processing[J]. Rare Metal Materials and Engineering, 2007, 36(10): 1839-1843.
[5] �����, ������. �����ۻ�����Ti-6Al-2Zr-Mo-V�ѺϽ���֯�����о�[J]. ���ղ���ѧ��, 2009, 29(6): 18-25.
HE Rui-jun, WANG Hua-ming. Microstructure features of laser deposited Ti-6Al-2Zr-Mo-V alloy[J]. Journal of Aeronautical Materials, 2009, 29(6): 18-25.
[6] �պ���, ξ����, �� ΰ, ����ޱ, ������, �� ��, �� ��, �� ��, ����־. ������ٳ��μ����½�չ�����ڸ����ܲ��ϼӹ��е�Ӧ��[J]. �й���ɫ����ѧ��, 2013, 23(6): 1567-1574.
SU Hai jun, WEI Kai chen, GUO Wei, MA Ling wei, YU Rui long, ZHANG Bing, ZHANG Jun, LIU Lin, FU Heng zhi. New development of laser rapid forming and its application in high performance materials processing[J]. The Chinese Journal of Nonferrous Metals, 2013, 23(6): 1567-1574.
[7] ����ǿ, �Ŵ��. �����۸�-��������Ϸ���ȡTiNi TiN�ݶȲ���[J]. �й���ɫ����ѧ��, 2006, 16(2): 213-218.
YANG Yong qiang, ZHANG Cui hong. Synthesis of TiNi TiN gradient coating by hybrid method of laser cladding and laser nitriding[J]. The Chinese Journal of Nonferrous Metals, 2006, 16(2): 213-218.
[8] TAN Hua, CHEN Jing, ZHANG Feng ying, LIN Xin, HUANG Wei dong. Process analysis for laser solid forming ofthin wall structure[J]. International Journal of Machine Tools & Manufacture, 2010, 50: 1-8.
[9] MAZUMDER J, DUTTA D, KIKUCHI N, GHOSH A. Closed loop direct metal deposition: Art to part[J]. Optics and Lasers in Engineering, 2000, 34: 397-414.
[10] �Ŷ���, ������, �Խ���, ������. ����ֱ���������������������½�չ[J]. �й�����, 2010, 37: 18-25.
ZHANG Dong yun, WANG Rui ze, ZHAO Jian zhe, ZUO Tie chuan. Latest advance of laser direct manufacturing of metallic parts[J]. Chinese Journal of Laser, 2010, 37: 18-25.
[11] ϯ����, ������, ʯ����, ��ʿ��. ������ٳ��ν��������������ά˲̬�¶ȳ���ֵģ��[J]. �й���ɫ����ѧ��, 2003, 13(4): 887-892.
XI Ming-zhe, ZHANG Yong-zhong, SHI Li-kai, GAO Shi-you. Numerical simulation of 3D transient temperature field in thin-wall metal parts fabricated by laser direct deposition[J]. The Chinese Journal of Nonferrous Metals, 2003, 13(4): 887-892.
(�༭ �� ��)
������Ŀ�������ص�����о���չ�ƻ�������Ŀ(2012CB619600)
�ո����ڣ�2013-07-28�������ڣ�2013-10-10
ͨ�����ߣ���Զ�ɣ���ʿ���绰��15026663706��E-mail: hyuf1.npu@gmail.com
ժ Ҫ���ڽ���ֱ�Ӽ�����ٳ��ι����У���ȴ�����Ǿ�����Ӧ�������ں�����֯״̬�Ĺؼ�֮һ��ͨ���������ƻ����ȿɸı����ʱ�����ȴʱ�䣬�Ӷ�Ӱ����ȴ�����Ըı����̺������֯���ֱ�������岨�������������о��˻����ȶԳ��������¶ȳ�������֯��Ӱ����ɡ�������֣����Ż����ȵ����ӣ�Ti-6Al-4V�Ͻ𱡱��������IJ�λ��״����̱�ϸ��������������ͣ�������֯�ɴ������ᾧ����ɣ��뼤�����岨����������ȣ����ü����������ɻ�ü���100%ϸС�ĵ��ᾧ�����Һ�����ڳ�����ʼ�οɻ�ý�С���¶ȷ�ֵ�����ɻ�ýϴ����ȴ���ʣ��Ӷ��ı�Ͻ������֯״̬��
