
Trans. Nonferrous Met. Soc. China 25(2015) 873-878
Microstructure and formation process of Ni-pool defect in WC-8Ni cemented carbides
Kai-hua SHI1, Ke-chao ZHOU1, Zhi-you LI1, Dou ZHANG1, Xiu-qi ZAN2
1. State Key Laboratory of Powder Metallurgy, Central South University, Changsha 410083, China;
2. Zigong Cemented Carbide Corporation Limited, Zigong 643011, China
Received 8 January 2014; accepted 5 March 2014
Abstract:
The morphologies and formation process of Ni-pool defects in WC-8Ni cemented carbides were studied. The SEM images show that Ni-pool generally has two kinds of morphologies: ��island�� in isolation and ��ring�� around a new phase. In the obtained samples with ��ring-like Ni-pool��, WC, Ni and Ni2W4C (�� phase) phases were detected in XRD patterns. Combined with SEM, EDX and XRD results, it is found that the phase in the center of the ��ring-like Ni-pool�� is Ni2W4C (�� phase) and the main chemical components of Ni-pool are Ni, W and C. In addition, the relationships among large size Ni (agglomerated) particles, volatile impurities, pores and carbon content vs forming process of the Ni-pool defects for WC-8Ni cemented carbides are also presented and discussed.
Key words:
cemented carbide; WC-Ni alloy; microstructure; formation; defect;
1 Introduction
Cemented carbides are used in many industrial applications including cutting tools, drilling hard rock and wear parts due to their unique and exceptional properties, for instance, high hardness, high elastic modulus, high strength and good wear resistance [1,2]. Cemented carbide wear machine parts such as sealing rings are typically applied to the petroleum exploitation and water treatment field, which are very demanding applications as wear parts may be subjected to high stresses and temperatures, normally in corrosive environments. Therefore, apart from an adequate combination of hardness and strength, the cemented carbides used under these conditions also require good oxidation and corrosion resistance [3]. Among all the new bonding phases investigated for cemented carbides, WC-Ni alloy becomes an exciting and promising candidate because Ni is considered a constructive intermediate material with excellent plasticity and satisfactory corrosion resistance at high temperatures [4]. Compared with traditional WC-Co alloys, WC-Ni alloys showed better oxidation and corrosion resistance [5,6]. LIN et al [7] reported that in the immersion corrosion and electrochemical tests, the corrosion resistance of the WC-Ni-Cr cemented carbide under acidic conditions (HNO3, H2SO4, HCl) was significantly superior to that of the traditional WC-Co grades. SHI et al [8] reported in the preliminary work that WC-9Ni cemented carbides with different methods of adding Cr exhibited different immersion corrosion resistances in neutral tap water.
However, it is acknowledged that the hardness and strength of cemented carbide with Ni binder are lower than those with Co binder [9,10]. Therefore, most of the researches were focused on the performance improvement of WC-Ni-based cemented carbides [11-13]. SHATOV et al [14] analyzed the effects of flatter shape of WC crystals on the hardness of WC-Ni cemented carbides by modeling method, revealing that the change of WC crystal shape to a flatter triangular prism increased the hardness of WC-Ni cemented carbides by 8%-15%. CORREA et al [15] studied the influence of the Ni binder metal and silicon as an additional alloying element on the mechanical properties of WC-based cemented carbides. It was found that the cemented carbide WC-10%(Ni-Si) (mass fraction) presented bulk hardness similar to the conventional WC-Co cemented carbides and superior flexure strength and fracture toughness. On the contrary, little attention has been paid to the defects, especially the Ni-pool defect in WC-Ni-based cemented carbides.
In this work, WC-8Ni cemented carbides were taken as the research object. The microstructure and composition of the Ni-pool defect in WC-Ni cemented carbides were presented. The formation process of Ni-pool defect with different morphologies was also discussed.
2 Experimental
WC and nickel powders were weighed to form initial powder mixture of investigated specimens. The compositions and SEM micrographs of WC and Ni powders are shown in Table 1 and Figs. 1(a) and (b), respectively. The chemical compositions of investigated specimens are given in Table 2. The carbon content and milling time were designed carefully to obtain cemented carbides with and without Ni-pool defect in this work. After ball milling, the slurry was dried in an oven at 60 ��C for 60 min. With adding 2.0% (mass fraction) paraffin as the pressing aid, the mixed powders were granulated through a 0.25 mm screen and pressed into green parts of 15 mm in diameter under a pressure of 200 MPa. All the specimens were placed on a graphite tray and sintered spontaneously in an industrial scale HIP furnace (VKPgr50/50/180, ALD) at the highest sintering temperature of 1450 ��C for a dwell time of 90 min. During the last 15 min at 1450 ��C, an isostatic pressure of 5 MPa was applied to the samples using argon as the pressing fluid.
Table 1 Characteristics of raw powders
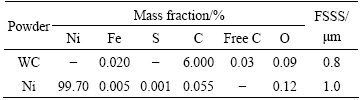
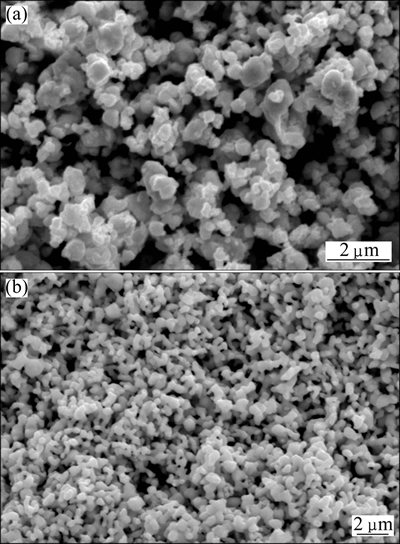
Fig. 1 SEM images of WC (a) and Ni (b) powders
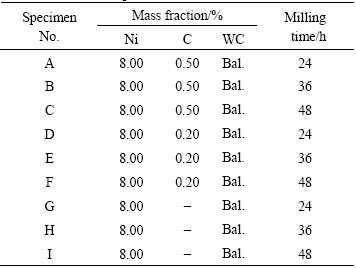
Table 2 Nominal compositions of cemented carbides
Phase identification was carried out by X-ray diffraction (XRD) (with Ni-filtered Cu K�� radiation) using a D/max-ultima IV X-ray diffractometer. Microstructural studies as well as the compositional analysis of some certain phases were conducted on polished specimens using a Hitachi-S-3000N scanning electron microscope equipped with an EDAX-320 X-ray energy dispersive spectroscopy (EDX) system.
3 Results and discussion
3.1 Morphology and compositions of Ni-pool
Figure 2 shows the typical SEM micrographs of the polished surfaces of WC-8Ni cemented carbides obtained in the present work. As shown in Fig. 2(a) (Specimens C, E and F are similar to Specimen B), the WC grains and Ni binder phase were evenly-distributed, and no Ni-pool defect was observed. In Fig. 2(b) (Specimen D is similar to Specimen A), Figs. 2(c) and (d) (Specimen I is similar to Specimen H), Ni-pool defects with different morphologies were identified. The shape of the Ni-pool in Fig. 2(b) was like a small island, while those in Figs. 2(c) and (d) existed as ��ring-like rivers��, encompassing a region with a new phase which was different from WC and Ni. Meanwhile, ��island�� shape Ni-pools were also found in Fig. 2(d). In addition, the sizes of the Ni-pools in Figs. 2(b)-(d) were quite different from each other. In Fig. 2(b), the Ni-pool was approximately 6.47 ��m in length, while in Figs. 2(c) and (d), the lengths of the Ni-pools were about 38.98 and 128.50 ��m, respectively.
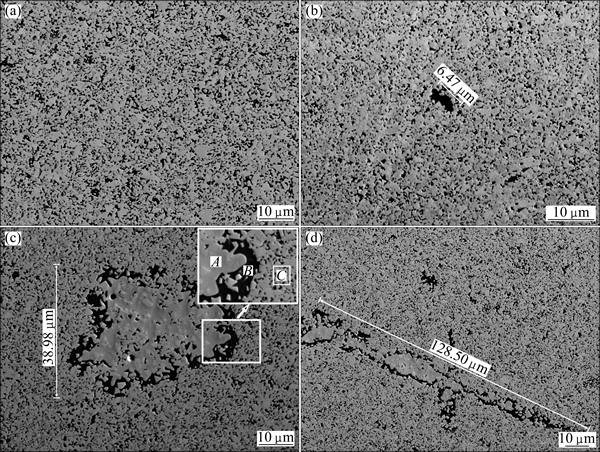
Fig. 2 SEM images of Specimens A (a), B (b), E (c) and F (d)
3.2 Compositions of Ni-pool
The phase compositions of the sintered specimens were derived by XRD. Figure 3 presents the XRD patterns of the as-prepared WC-8Ni cemented carbide specimens A (Specimens B and C are similar to Specimen A), D (Specimens E and F are similar to Specimen D) and G (Specimens H and I are similar to Specimen G). It reveals that the main phases of the cemented carbides are WC and Ni. Furthermore, the XRD results also indicate that the �� phase, which could be Ni2W4C (M6C), formed in cemented carbides G, H and I other than in alloys A-F. This carbide, denoted by ��region A�� in Fig. 2(c), has a large lattice parameter and an extended homogeneity range due to a variable mole ratio of Ni to W [16].
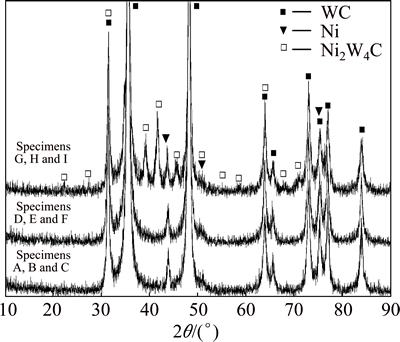
Fig. 3 XRD patterns of as-prepared WC-8Ni cemented carbides
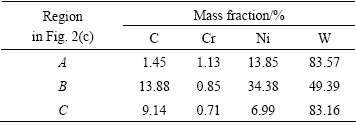
The EDX analysis results of the three regions A, B and C in Fig. 2(c) are shown in Fig. 4 and Table 3. The results of region A indicate that the mole ratio of Ni to W to C is close to 2: 4: 1, which means that the composition of the �� phase is most likely Ni2W4C (M6C), with little chromium content as impurity. This is consistent with the XRD results of Specimen C in Fig. 3. Furthermore, according to the results of region B, the composition of Ni-pool mainly includes Ni, W and C, and the contents (mass fraction) of Ni and C are 34.38% and 13.88%, respectively, which are much higher than those in regions A and C.
3.3 Discussion
Ni-pool, as a kind of common defect in the microstructure, has a significant influence on the application properties of WC-Ni-based cemented carbides. However, the underlying reasons for its formation are hard to be found in current literatures. Figures 2(b)-(d) show two kinds of morphologies of Ni-pool in WC-8Ni cemented carbides after sintering at 1450 ��C for 90 min. The morphology of Ni-pool in Fig. 2(b) is common, and there are many reasons may contribute to its formation, such as relatively large Ni granular and impurity elements exist in the matrix, big pores generated during the press process. The formation process schematic diagram of this kind of Ni-pool in Fig. 2(b) is shown in Fig. 5.
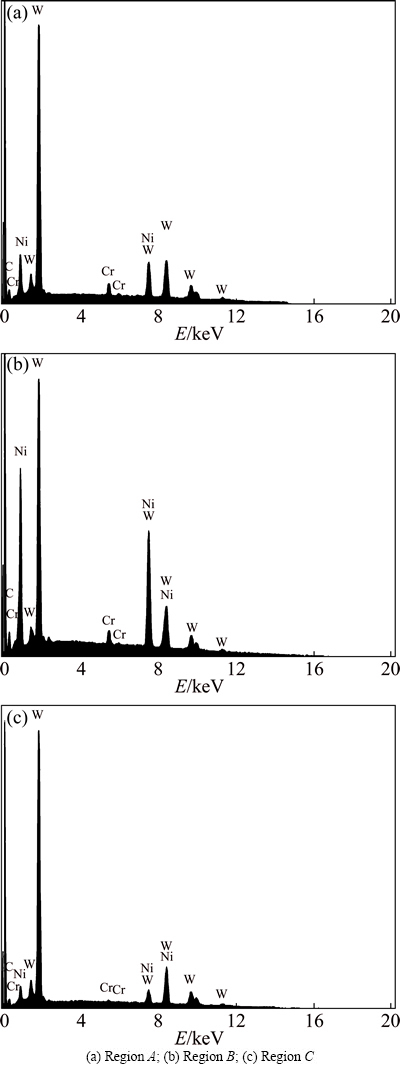
Fig. 4 EDX results of microstructures corresponding to Fig. 2(c)
Table 3 EDX results of microstructures of Specimen C
In the sintering process of cemented carbides, with the increase of the sintering temperature, the sintering stage transfers from solid state sintering (Fig. 5(a)) to liquid state sintering (Fig. 5(b)). Meanwhile, the WC particles grow up gradually and the binder phase (Ni) turns to liquid state when the temperature reaches the eutectic point. Consequently, the large-grained Ni granular or pore becomes a ��pool��, and finally forms the Ni-pool defect due to the gather of too much Ni in this region.
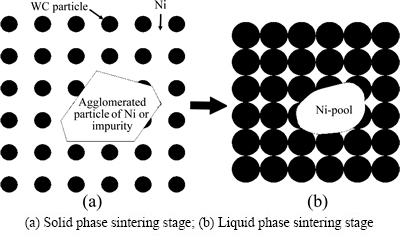
Fig. 5 Formation schematic diagram of ��island�� Ni-pool
The morphologies of Ni-pool in Figs. 2(c) and (d) are infrequent. In the pictures, we can clearly see that the Ni-pools exist along with �� phases and form a ��ring-like river��. According to the SEM, XRD and EDX results presented above, it can be speculated that the formation of these Ni-pools is directly related to the carbon content in the cemented carbides. From the equilibrium phase diagram of W-C-8%Ni shown in Fig. 6 [17], we can know that when the carbon content ranges from 5.30% to 5.57% (right dotted line area), the liquid state temperature firstly remains constant and then decreases as the carbon content increases. The temperature gap is approximately 100 ��C between the minimum (1343 ��C) and the maximum (1429 ��C). That is conductive to the subsequent discussion about why the Ni-pools distribute around the �� phase (Ni2W4C, M6C).
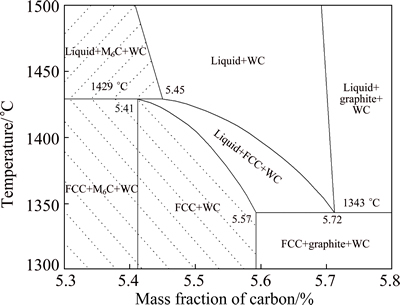
Fig. 6 Vertical section of W-C-Ni system (8% Ni) under atmospheric pressure
Figure 7 shows the schematic diagrams of the formation process of ��ring-like Ni-pool��. It is supposed that the broken circle is a carbon-deficient area and the three temperature sections are solid phase sintering, eutectic temperature and liquid phase sintering stage from Fig. 7(a) to (c). In solid phase sintering stage (Fig. 7(a)), the variation of carbon-deficient area is similar to other parts in cemented carbide. When the temperature rises to the eutectic point (Fig. 7(b)), liquid phase begins to appear in the cemented carbide except in the broken circle (carbon-deficient) area due to the higher eutectic temperature according to the principles discussed above in Fig. 6. Therefore, by the capillary force, the liquid phase which forms in the surrounding regions flows to the broken circle (carbon-deficient) area and results in the enrichment of Ni. Since the temperature continues to rise, the �� phase with much larger size than that of WC particle will form in the broken circle (carbon-deficient) area at certain temperature (Fig. 7(c)), which is much lower than the maximum sintering temperature. The �� phase generally has a high melting point [18], thus it will not convert into liquid phase even at the maximum sintering temperature. Consequently, a Ni-pool with ��ring-like river�� morphology eventually forms around the �� phase as shown in Figs. 2(c) and (d). Furthermore, in the cooling process of Specimens E and F above 1429 ��C on the basis of the top left corner (left dotted line area) of Fig. 6, carbon element migrates and gathers in the Ni-pool around the �� phase as a result of the growth of the �� phase, thus leading to the result that the content of carbon element in Ni-pool is much higher than that in regions A and C in Fig. 2(c) (see EDX results in Table 3).
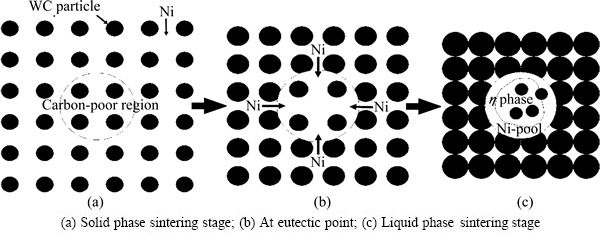
Fig. 7 Formation schematic diagrams of ��ring-like Ni-pool��
4 Conclusions
1) WC-8Ni cemented carbides with different chemical compositions and ball milling time were designed and prepared. The morphologies and composition of Ni-pools in the specimens were observed and investigated. Furthermore, the forming process of various Ni-pools was also discussed.
2) Commonly, the morphology of Ni-pool in WC-8Ni cemented carbides likes a several microns long ��island�� which exists independently. However, a relatively large size (Dozens or even hundreds of microns length) Ni-pool with ��ring-like river�� morphology will form along with the �� phase (Ni2W4C, M6C) in the local carbon-deficient area of WC-8Ni cemented carbides.
3) For the formation of Ni-pool with ��island�� morphology, large size Ni (agglomerated) particles, volatile impurities or pores may be the most likely reasons because of the gather of Ni in the region during liquid sintering state. While for the relatively rare ��ring-like river�� Ni-pool, the reason for its formation is directly related to the carbon content. It is considered that the higher eutectic temperature caused by the local carbon deficiency is the main reason for the formation of ��ring-like river�� Ni-pool in WC-8Ni cemented carbides, and the growth of the �� phase in the cooling process can result in the migration and gather of carbon element in the Ni-pool around the �� phase.
Acknowledgements
Mr. Zhi-cheng XIAO and Ms. Xian-mei LI of Zigong Cemented Carbide Corporation Limited, China, are acknowledged by their support for the specimen preparation and microstructure observation of the WC-8Ni cemented carbides. Thanks to Dr. Li ZHOU at Brunel Centre for Advanced Solidification Technology for his help in fruitful discussion.
References
[1] ORTNER H M, ETTMAYER P, KOLASKA H. The history of the technological progress of hardmetals [J]. International Journal of Refractory Metals and Hard Materials, 2014, 44: 148-159.
[2] RONG Hui-yong, PENG Zhi-jian, REN Xiao-yong, PENG Ying, WANG Cheng-biao, FU Zhi-qiang, QI Long-hao, MIAO He-zhuo. Ultrafine WC-Ni cemented carbides fabricated by spark plasma sintering [J]. Materials Science and Engineering A, 2012, 532: 543-547.
[3] ARISTIZABAL M, RODRIGUEZ N, IBARRETA F, MARTINEZ R, SANCHEZ J M. Liquid phase sintering and oxidation resistance of WC-Ni-Co-Cr cemented carbides [J]. International Journal of Refractory Metals and Hard Materials, 2010, 28: 516-522.
[4] ZHANG Feng-gang, ZHU Xiao-peng, LEI Ming-kai. Microstructural evolution and its correlation with hardening of WC-Ni cemented carbides irradiated by high-intensity pulsed ion beam [J]. Surface & Coatings Technology, 2012, 206: 4146�C4155.
[5] IMASATO S, TOKUMOTO K, KITADA T. Properties of ultra-fine grain binderless cemented carbide ��RCCFN�� [J]. International Journal of Refractory Metals and Hard Materials, 1995, 13: 305-312.
[6] GILLE G, BREDTHAUER J, GRIES B. Advanced and new grades of WC and binder powder: Their properties and application [J]. International Journal of Refractory Metals and Hard Materials, 2000, 18: 87-102.
[7] LIN Chun-fang, DU Yu-guo, SUN Dan, CHEN Bei-jin, LIU Ying-hua. WC-(7-9)Ni-(1-2)Cr cemented carbide anticorrosion performance research [J]. Cemented Carbide, 2010, 27: 224-229. (in Chinese)
[8] SHI Kai-hua, ZHOU Ke-chao, LI Zhi-you, ZAN Xiu-qi, XU Shang-zhi, MIN Zhao-yu. Effect of adding method of Cr on microstructure and properties of WC-9Ni-2Cr cemented carbides [J]. International Journal of Refractory Metals and Hard Materials, 2013, 38: 1-6.
[9] LIN Nan, WU Chong-hu, HE Yue-hui, ZHANG Duan-feng. Effect of Mo and Co additions on the microstructure and properties of WC-TiC-Ni cemented carbides [J]. International Journal of Refractory Metals and Hard Materials, 2012, 30: 107-113.
[10] HUMAN A M, NORTHROP I T, LUYCKX S B, JAMES M N. A comparison between cemented carbides containing cobalt- and nickel-based binders [J]. Journal of Hard Materials, 1991, 2: 245-256.
[11] BONNY K, DEBAETS P, VANWITTENBERGHE J, PEREZDELGADO Y, VLEUGELS J, VANDERBIEST O, LAUWERS B. Influence of electrical discharge machining on sliding friction and wear of WC-Ni cemented carbide [J]. Tribology International, 2010, 43: 2333-2344.
[12] SHATOV A V, PONOMAREV S S, FIRSTOV S A. Fracture of WC-Ni cemented carbides with different shape of WC crystals [J]. International Journal of Refractory Metals and Hard Materials, 2008, 26: 68-76.
[13] MOHAMMADPOUR M, ABACHI P, PARVIN N, POURAZRANG K. Study of cemented carbonitrides with nickel as binder: Experimental investigations and computer calculations [J]. International Journal of Refractory Metals and Hard Materials, 2012, 31: 164-170.
[14] SHATOV A V, PONOMAREV S S, FIRSTOV S A. Modeling the effect of flatter shape of WC crystals on the hardness of WC-Ni cemented carbides [J]. International Journal of Refractory Metals and Hard Materials, 2009, 27: 198-212.
[15] CORREA E O, SANTOS J N, KLEIN A N. Microstructure and mechanical properties of WC-Ni-Si based cemented carbides developed by powder metallurgy [J]. International Journal of Refractory Metals and Hard Materials, 2010, 28: 572-575.
[16] BOCHVAR N, ROKHLIN L. Carbon-nickel-tungsten (Physical Chemistry Volume) [M]. Berlin: Springer Verlag, 2010: 579.
[17] MOHAMMADPOUR M, ABACHI P, POURAZARANG K. Effect of cobalt replacement by nickel on functionally graded cemented carbonitrides [J]. International Journal of Refractory Metals and Hard Materials, 2012, 30: 42-47.
[18] CHEN Chu-xuan. Quality control principle of cemented carbide [M]. Zhuzhou: Cemented Carbide Association in CTIA, 2007: 74. (in Chinese).
WC-8NiӲ�ʺϽ���Ni��ȱ�ݵ����ṹ���γɹ���
ʱ����1���ܿƳ�1����־��1���� ��1��������2
1. ���ϴ�ѧ ��ĩұ������ص�ʵ���ң���ɳ 410083��
2. �Թ�Ӳ�ʺϽ�����˾���Թ� 643011
ժ Ҫ���о�WC-8Ni�Ͻ���Ni��ȱ�ݵ���ò���γɹ��̡�SEM�۲�����ʾ���Ͻ���Ni�ص���ò��Ҫ�����֣����µ�״���͡���װ����XRD������������ڡ���װ��Ni��ȱ���У�����WC��Ni��Ni2W4C (����)3�����ࡣ�ۺ�SEM��EDX��XRD ����������֣�����װ��Ni��ȱ������ΪNi2W4C�࣬��Ni�ص���Ҫ�ɷ�ΪNi��W��C�����⣬��Ni��ȱ�ݵ��γ����ž۴�ߴ�Ni�������ɻӷ������ʡ���϶��̼��֮��Ĺ�ϵ�������ۡ�
�ؼ��ʣ�Ӳ�ʺϽ�WC-Ni�Ͻ����ṹ���γɣ�ȱ��
(Edited by Wei-ping CHEN)
Corresponding author: Ke-chao ZHOU; Tel: +86-731-88836264; E-mail: zhoukc-s@hotmail.com
DOI: 10.1016/S1003-6326(15)63676-7
Abstract: The morphologies and formation process of Ni-pool defects in WC-8Ni cemented carbides were studied. The SEM images show that Ni-pool generally has two kinds of morphologies: ��island�� in isolation and ��ring�� around a new phase. In the obtained samples with ��ring-like Ni-pool��, WC, Ni and Ni2W4C (�� phase) phases were detected in XRD patterns. Combined with SEM, EDX and XRD results, it is found that the phase in the center of the ��ring-like Ni-pool�� is Ni2W4C (�� phase) and the main chemical components of Ni-pool are Ni, W and C. In addition, the relationships among large size Ni (agglomerated) particles, volatile impurities, pores and carbon content vs forming process of the Ni-pool defects for WC-8Ni cemented carbides are also presented and discussed.
