
DOI: 10.11817/j.issn.1672-7207.2015.12.013
D���˴������ķ��뼤��ӹ�����
�������ܽ�Ӣ����С�࣬��������־��̷�����ܽ����ӣ��μ���
(���ϴ�ѧ �����ܸ�����������ص�ʵ���ң����� ��ɳ��410083)
ժ Ҫ��
��ϵͳ�ж�άCCD�۲ⶨλ�������߷����ӹ�D���ˣ��о��뽹���Է��뼤�������ӹ�������Ӱ�졣�о�������������ž۽���߽�ƽ��ӹ��˵Ľ��ᄉ����������ˣ�D���˼ӹ����ع�������������б�Ȼ���Խ��Խ���뼤��ӹ������ܹ���֤�ӹ���һ���ԡ��ӹ���D������Ч����Ϊ200 ��m���Ӱ��㶥�˵��ӹ���ļӹ����Ϊ56.4 ��m��ԭ�������������о�����ӹ�����ֲڶ�Ϊ129 nm�����ӹ��õ�D��������������Ϊ1.36~1.42��Һ�崫�У�����䴫���������������������D���˴������ĵ�λ�����ʵĴ���������Ϊ37 dB�����ĵļӹ����������Ч�ʵ�ͬʱ���ܹ���֤D���˵ļӹ����ȼ����������ȡ�
�ؼ��ʣ�
���뼤����D�����������ӹ����뽹���������ʴ�����
��ͼ����ţ�TN249 ���ױ�־�룺A ���±�ţ�1672-7207(2015)12-4476-05
Femtosecond laser micromachining of D-shape optical fiber sensor
DENG Wang, ZHOU Jianying, SUN Xiaoyan, YIN Kai, LUO Zhi,
TAN Chao, ZHOU Jiangxiazi, DUAN Ji��an
(State Key Laboratory of High Performance Complex Manufacturing,
Central South University, Changsha 410083, China)
Abstract: A D-shape optical fiber sensor fabricated by profile-line method based on two-dimensional CCD observation in femtosecond laser micromachining system was proposed. Experiments were carried out to research the effect of defocus on the profile-line machining results. The results show that with the focus plane going deep into the fiber from the side close to objective, the profile-line slope of the machined surface of D-shape optical fiber gets larger in the direction of laser propagation. This method can guarantee the machining repeatability. The dimensions of the D-shape zone are 56.4 ��m in depth measured from the surface of the cladding, and 200 ��m in effective length. The mean roughness of the surface around the fiber core is 129 nm as determined by AFM. The transmission loss of the D-shape optical fiber sensor immersed in liquid increases linearly with its refractive index in the range of 1.36 to 1.42. The calculated sensitivity of the sensor for unit of refractive index is 37 dB. The profile-line method can not only improve the efficiency, but also guarantee the high machining precision and sensing sensitivity.
Key words: femtosecond laser; D-shape optical fiber; profile-line machining; defocus; refractive index sensing
��������������ʳƷ�ͻ����ȷ���ļ��Դ����������Խ��Խ�ߵ�Ҫ���˴�����������ṹ�����ܵ�Ÿ��š������ȸߡ����ڸ��á���Զ����ң�⡢�����빤�̽ṹ���ص�Խ��Խ�ܵ����ǵĹ�ע�����У�����D��������ļ��νṹ��ʹ������ܹ����ֶ���绷���仯�����У���ӵ�нϺõĻ�еǿ�ȡ�����D���˵Ĵ��������㷺Ӧ�����¶ȴ���[1]����������[2]�������ʴ���[3]�ȡ���ͳ������D���˵ķ�����Ҫ��2�֡�һ���ǹ��˲���βۻ�����ĥ��[4]���˷�Ҫ�����ڲ��������Ͽ����βۣ�Ȼ�����ý��̶��ڴ˻��β��У����ŵ���ѧ��ĥ������ĥ�����̷�������һ���ǹ��˲����ʽ��ĥ��[5]���˷����ǽ���������һ����ת���ϣ������ϼ���ĥ���ɽ����˵IJ����ĥȥһ���֡���ȱ���ǹ��˵Ķ�λ�����ѣ�����ĥ��λװ�ø��ӡ������������ų������弤���ɼӹ������ķ�չ�����÷��뼤���ܹ���������Ӳ�Լ�����IJ����Ͻ��и߾��ȵ���ʴ�������������Լ���Ӱ���������ѱ����ڼӹ�D����[6-7]��Mach-Zehnder������[8]��������-��������[9-10]�ȹ�����������������ѧ�ߵķ��뼤��ϸ�ӹ�����������ֵ��ʴ[6, 8, 11]���ӹ�Ч�ʵ͡����������ڼӹ�ϵͳ�ж�άCCD�۲ⶨλ������ϸ������»��ڷ��뼤��������߷����ӹ�D���ˣ����Զ����ظ�ʵ���о��뽹���������ӹ���Ӱ�졣������Ų����¼ӹ���D���˴���������������Ϊ1.36~1.42��Һ�崫�в��ԡ�
1 ʵ��
1.1 ���뼤���ӹ�ϵͳ
����D���˵ķ��뼤���ӹ�ϵͳ��ͼ1��ʾ�����÷��뼤����Ϊ�ѱ�ʯ����Ŵ���(��������)���䲨��Ϊ800 nm���������Ϊ120 fs���ظ�Ƶ��Ϊ1 kHz���������������Ϊ4 mJ��������ǰ�õ綯���ſ��ƴ���Ʒ�ϵ���������ͨ��Բ�ν��������ܶ��˹�Ƭ���ڼ������������⾭������ɫ���ı䷽�����һ��10���ᄉ(��ֵ��Ϊ0.25)�۽������˵��ʵ�λ�á��ӹ�ʱ���гֹ��˵����˲��̶�����ά�˶�ƽ̨�ϣ��˶�ƽ̨�ľ���Ϊ5 nm���ӹ�ϵͳ����άCCD�۲�ϵͳ������λ���볣�õ�һά�۲�ϵͳ���[6, 11]�����ӹ�ϵͳ���Ӵ�ֱ�ڹ�䷽���CCD�۲⣬����ȷ�궨��Ʒ�ӹ�ʱ���뽹�����Ӷ�����˼ӹ��Ŀɿ��Լ����ظ��ԡ�
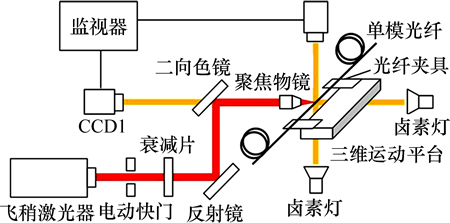
ͼ1 ���뼤��ӹ�ϵͳʾ��ͼ
Fig. 1 Schematic diagram of femtosecond laser micromachining system
1.2 ����ʵ��װ��
����D���˴���ʵ���װ�����¡���D���˵�һ�����ӵ��ȶ������Դ����һ�������ӹ�ʼơ�ʵ��ʱ���趨��Դ�IJ���(��=1 550 nm)��������ʣ����ν�D���˽��벻ͬ����������Һ�У����ֱ��¼��ʼ��ȶ�ʱ�Ĵ�����ġ�ͨ��������ͬ��������Һ��Ӧ�IJ�ͬ������ģ����Եó���D���˵Ĵ������ԡ�
2 ʵ����������
2.1 ���뼤�������߷��ӹ�D����
�ڷ��뼤��ӹ�Ӧ���У����ߴ��������뾶�Ƿdz���Ҫ��һ��������Ϊ�����������������ķֱ��ò�ͬ����������ʯӢƬ������е�������ʵ�飬����ò�ͬ�����µ�������ʴ��ֱ���������뾶r0�ɸ������¹�ʽ�ó�[12]��
 (1)
(1)
 (2)
(2)
ʽ�У� Ϊ�����ƽ�������ܶȣ�
Ϊ�����ƽ�������ܶȣ� Ϊ���ⵥ����������r0Ϊ�۽���ߵ������뾶��DΪ����
Ϊ���ⵥ����������r0Ϊ�۽���ߵ������뾶��DΪ���� Ϊ����ʯӢ�ĵ�������ʴ��ֵ��D2��
Ϊ����ʯӢ�ĵ�������ʴ��ֵ��D2�� �Ĺ�ϵ��ͼ2��ʾ����ͼ2��֪�����ߵ������뾶Ϊ2.51 ��m��ͬʱ�������Եõ�����ʯӢ�ĵ�������ʴ��ֵΪ3.11 J/cm2������ʵ��õ��Ľ��������[6]�еĽ������С����������˵���Ҫ�ɷ�Ҳ������ʯӢ�����Կɽ����˵���ʴ��ֵ���ƿ���3.11 J/cm2�����IJ��õ���������Ϊ100 ��J����������ƽ�������ܶ�Ϊ505.24 J/cm2�ķ��뼤��ӹ����ˣ�����Զ����ֵ�ӹ���
�Ĺ�ϵ��ͼ2��ʾ����ͼ2��֪�����ߵ������뾶Ϊ2.51 ��m��ͬʱ�������Եõ�����ʯӢ�ĵ�������ʴ��ֵΪ3.11 J/cm2������ʵ��õ��Ľ��������[6]�еĽ������С����������˵���Ҫ�ɷ�Ҳ������ʯӢ�����Կɽ����˵���ʴ��ֵ���ƿ���3.11 J/cm2�����IJ��õ���������Ϊ100 ��J����������ƽ�������ܶ�Ϊ505.24 J/cm2�ķ��뼤��ӹ����ˣ�����Զ����ֵ�ӹ���
���뼤�������߷��ӹ�D���˵�ʾ��ͼ��ͼ3��ʾ(�����ڼӹ�ǰ��ȥ��Ϳ����)���������Ŵ�ֱ��ֽ�淽�������ᄉ�۽��������ϣ��۽������Թ�������ͼ�е������ߴ��������ƶ�(ʵ�ʼӹ��������ǹ�߲���������������˶�)�����ӹ����ʱ�����ͣ�������ߵ����Ҷˡ���ʱ�����������ϵIJ��ֻ��Զ����䣬ʣ�µIJ��ּ�Ϊ��Ҫ�õ���D���ˡ����ӹ���D��������Ч����Ϊ200 ��m(������������)��ƽ���ӹ����Ϊ56.4 ��m�����ӹ�����ʣ������Ƚ�Լ2 ��m��
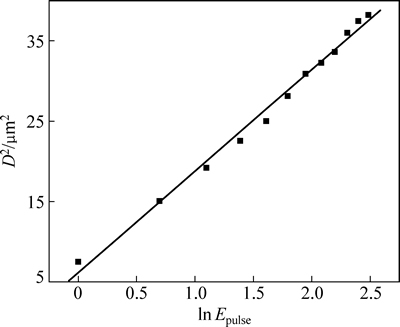
ͼ2 ����ʯӢƬ��D2�� �Ĺ�ϵ
�Ĺ�ϵ
Fig. 2 Relationship between D2 on flat fused silica plate and
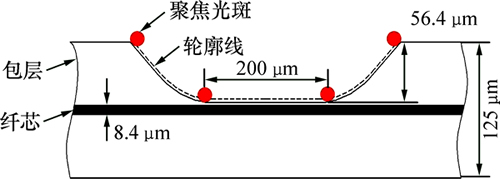
ͼ3 �����߷��ӹ�D���˵�ʾ��ͼ
Fig. 3 Schematic diagram of profile-line method for fabrication of D-shape optical fibers
���뼤��ӹ�ʱ���ӹ������ò�뼤���ڸô��������ֲ��������[13]�������߷��ӹ�D���ˣ�����Ʒ�ӹ������õ��Ǿ۽���ߵIJ��棬���۽���߲�������������뽹���IJ�ͬ���ںܴ�IJ���[14]�������뽹���������߷��ӹ�D������һ���dz���Ҫ�IJ�����Ϊ�˱��������뽹����ӹ�����ò�Ĺ�ϵ��ʵ���н����ⵥ����������Ϊ100 ��J��ɨ���ٶ��趨Ϊ0.05 mm/s�����������߷��ӹ�D����ʱ����۽�������ȽӴ����ǹ���Բ����Ķ��ˣ��������а��뽹�������λ��(��ƽ��f=0)��Ϊ����λ�ڴ�������Բ���������������ֱ�����ϡ��뽹��ʾ��ͼ��ͼ4��ʾ������ƽ��λ���뽹��������ʱ����Ϊ���뽹������ƽ��λ���뽹������ұ�ʱ����Ϊ���뽹��ʵ���У��ֱ�ȡ�뽹��Ϊ-60��-40��-20��0��20��40��60 ��m��
���뽹��Ϊ-60 ��m��60 ��mʱ�����˲���1��ɨ��ӹ���δ�ܼӹ���D���ˣ������뽹���£����ܼӹ�D���ˡ��ڹ��۽������£��ֱ��ò�ͬ�뽹��ʱD���˼ӹ������ع�����������(��������)����ͼ5��ʾ����ͼ5���Կ����������뽹����-40 ��m���䵽40 ��m���ӹ�����ľ���������б�ȱ��Խ��ԽС��Ϊ�˶��������ӹ����澶��������б�����뽹���ı仯��ϵ��������2��������������������б�ȣ���������������Ҷ˵ĸ߶Ȳ�(���˸߶Ȳ�)��������ߵ�����͵�ĸ߶Ȳ�(��ȸ߶Ȳ�)������ͬ��ʵ�������£�һ��������3���ظ�ʵ�顣
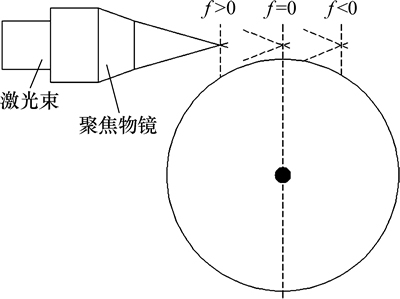
ͼ4 �뽹��ʾ��ͼ
Fig. 4 Schematic diagram of defocus
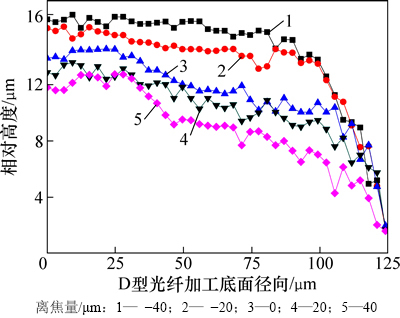
ͼ5 D���˼ӹ��澶���������뽹���ı仯ͼ
Fig. 5 Radical profile of machined surface of D-shape optical fibers fabricated at different defocus
�����������˸߶Ȳ��ȸ߶Ȳ����뽹���Ĺ�ϵ��ͼ6��ʾ����ͼ6���Կ����������뽹����-40 ��m���䵽40 ��m�������������˸߶Ȳ��Լ���ȸ߶Ȳ�����Խ��ԽС����3���ظ�ʵ��仯����һ�¡��ɴ�Ҳ���Եó������ĵļӹ�ʵ����нϸߵĿ��ظ��ԡ�
���ϵı仯����������[15]�м���������ʱ�������뽹���ı仯�������ơ��ӱ����Ͻ������ĵ������ӹ����Կ����������Ĺ��̣�ֻ�Ǵ��������һ���ص��Ⱥܸߵ������ס����ԣ�ͼ5��չʾ�ļӹ��澶������ʵ�ʾ��Ƕ������Ŀױ��������������ұ�(�ӹ�ʱ���ᄉ����һ��)��Ϊ���Ͽױڣ����������Ϊ�¿ױڡ��뽹����40 ��m���䵽-40 ��m�Ĺ����У��������ᄉԽ��Խ�������˵��Ͽױ������ܵ��ļ���������������ҷֲ��������Ͽ���Ѹ���������ݸ�˹�����۽���������ֲ����ص㣬��ʱ�Ͽױڸ�������Ҳ����Լ����ɢ��ͻ���ǿ�����������¿ױڴ��ļ���������Ӧ��С����������ȱ��Ͽױڴ�С����ˣ����Ź������ᄉԽ��Խ�����Ͽ�����ij̶�Ҫ�����¿�����ij̶ȣ����Լӹ���ľ���������б��Ҳ���Խ��Խ���뽹��Ϊ-60 ��mʱ������û�д��������ڹ���ĸ��뽹ʹ�Ͽױڸ��������˽ϴ���ȣ�ʹ�ÿ������ڹ��ߵ�ɢ�����С����˳����˴������Σ��뽹��Ϊ60 ��mʱ������û�д�������Ϊ�����ڿ�����ɢʧ��̫��������������ڲ��ܹ����ˡ�
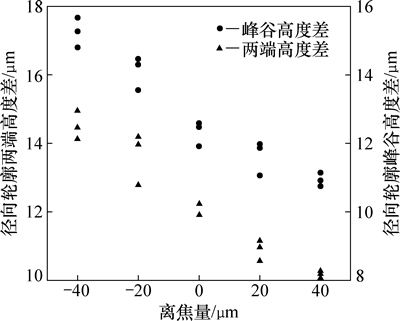
ͼ6 �����������˸߶Ȳ���߶Ȳ����뽹���Ĺ�ϵ
Fig. 6 Altitude intercepts of two ends and peak-to-valley of radical profile of surface fabricated at different defocus
�����ڹ��˴����У���Ҫ�Ĺ�ͨ����������о�������䣬��ͼ5��֪���뽹��Ϊ-40 ��mʱ��о�����ӹ�Ч����á�ͼ7��ʾΪ�����߷����ӹ���D���˵���ά��ѧ��òͼ��ͼ8��ʾΪ��ԭ���������²�õ�D������о����������ò�����������ƽ������ֲڶ�Ϊ129 nm��������[6��11]������ֵ��ʴ��ȣ��ӹ�������ͬһ���������ұ��ĵļӹ�����ֻ��ɨ��1�Σ��������˼ӹ�Ч�ʡ�
����Ӱ����뼤�������߷����ӹ����ȵ������������缤��������ɨ���ٶȵȣ��д���һ���о������Ż���Щ�����÷����ļӹ�����������һ����ߡ�
2.2 D���˵Ĵ��в���
���ӹ���D�������������ʴ��в��ԡ���ͬ��������Һ�ɲ�ͬŨ�ȵ�������Һʵ��[16]������ǰ���Ȱ���ʵ�鲿�ֽ����װ�������D�������Ӻá����Թ����У���D�������ν��뵽��ͬŨ�ȵ�������Һ�У��ֱ��¼�¹�ʼ��ȶ�ʱ��ֵ����ÿ�μ�¼���ݺ������ˮ��D������ϴ�ɾ�����ͬ��������Һ����Ӧ������ĵĶ�Ӧ��ϵ��ͼ9��ʾ����ͼ9��֪��D���˴�������������ʵ�������ߵ����ϵ��R=0.993 6��������б�ʿɵ�D���˴������ĵ�λ�����ʵĴ���������Ϊ37 dB����������[17]�Ĺ��˴������������൱�����ڹ��˼ӹ������һ�������������ʹ���Ϊ����������干�������������ȿ��ڸ�խ�������ʷ�Χ�ڵõ��ܴ�����[18]��
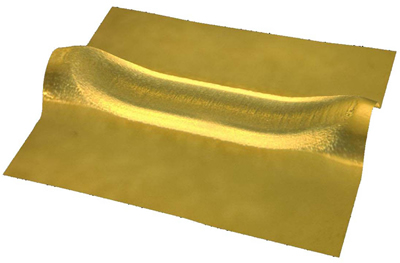
ͼ7 D������ά��ѧ��òͼ
Fig. 7 Three-dimensional optical topography of D-shape optical fiber
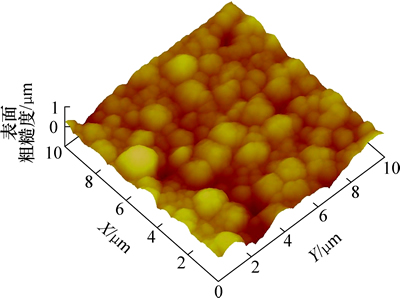
ͼ8 D��������о���������AFMͼ�� (ɨ�跶Χ10 ��m��10 ��m)
Fig. 8 AFM image of surface near core of D-shape zone (scanning area 10 ��m��10 ��m)
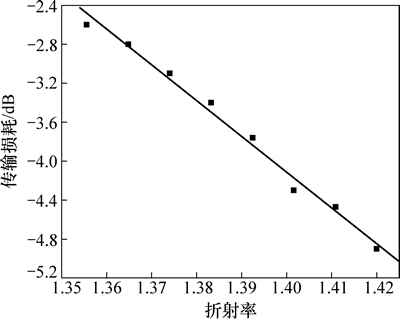
ͼ9 ��������������ʵĹ�ϵ
Fig. 9 Relationship between transmission loss and refractive index
3 ����
1) ��֤��Զ����ֵ�����»��ڷ��뼤��������߷����ӹ�D���˵Ŀ����ԡ�
2) ���Ž�ƽ��ӹ��˵Ľ��ᄉ�������뵽�����ڲ���D���˼ӹ���ľ���������б��Խ��Խ����3���ظ�ʵ��Ĺ���һ�¡��ɴ˿�֪�����ĵļӹ������нϸߵ��ظ��ԡ�
3) ���ڱ��ķ����ӹ���D���ˣ�����о��������ֲڶ�Ϊ129 nm���ڱ�֤�ӹ����ȵ�ͬʱ�������˼ӹ�Ч�ʡ�
4) �����ĵ�D��������������Ϊ1.36~1.42��Һ�崫�в��ԣ���λ�����ʵĴ���������Ϊ37 dB��Ϊ�������ȹ��˴������������ṩ��һ�ּ���Ч�ķ�����
�ο����ף�
[1] Chandani S M, Jaeger N A. Fiber-optic temperature sensor using evanescent fields in D fibers[J]. IEEE Photonics Technology Letters, 2005, 17(12): 2706-2708.
[2] Allsop T, Gillooly A, Mezentsev V, et al. Bending and orientational characteristics of long period gratings written in D-shaped optical fiber[J]. IEEE Transactions on Instrumentation and Measurement, 2004, 53(1): 130-135.
[3] Chiu M H, Wang S F, Chang R S. D-type fiber biosensor based on surface-plasmon resonance technology and heterodyne interferometry[J]. Optics Letters, 2005, 30(3): 233-235.
[4] ������, ���ӱ�, ����, ��. ˫ƫ��ṹ��ƫ����ƫ����������[J]. ��ѧѧ��, 2001, 21(6): 741-743.
HU Yongming, LIAO Yanbiao, CHEN Zhe, et al. Manufacture of a double polarization structure of polarization maintaining fiber polarizer[J]. Acta Optica Sinica, 2001, 21(6): 741-743.
[5] ���淲, ����, ��Ӧ��, ��. �����ĥ���˵Ĺ�������о�[J]. �뵼����, 2006, 27(5): 578-581.
JIANG Peifan, CHEN Zhe, ZENG Yingxin, et al. Investigations on optical transmitting characters of side-polished fibers[J]. Semiconductor Optoelectronic, 2006, 27(5): 578-581.
[6] Chen C H, Chao T C, Li W Y, et al. Novel D-type fiber optic localized plasmon resonance sensor realized by femtosecond laser engraving[J]. Journal of Laser Micro/Nanoengineering, 2010, 5(1): 1-5.
[7] ����. ���ڷ��뼤���Ʊ��Ĺ��˴��������о�[D]. ������: ��������ҵ��ѧ����ѧϵ, 2011: 1-51.
NING Chao. Investigation on optical fiber sensor fabricated by femtosecond laser[D]. Harbin: Harbin Institute of Technology. Department of Optoelectronics Science, 2011: 26-27.
[8] ZHAO Longjiang, JIANG Lan, WANG Sumei, et al. A high-quality Mach-Zehnder interferometer fiber sensor by femtosecond laser one-step processing[J]. Sensors, 2010, 11(1): 54-61.
[9] ����ԯ, �Ľ���, �ӷ���, ��. ���뼤���Ʊ���ȫ��ģ���˷�����-��������´�����[J]. �й�����, 2012, 39(10): 85-89.
WANG Wenyuan, WEN Jianxiang, PANG Fufei, et al. All single-mode fiber Fabry-Perot interferometric high temperature sensor fabricated with femtosecond laser[J]. Chinese Journal of Lasers, 2012, 39(10): 85-89.
[10] TAO Wei, HAN Yukun, LI Yanjun, et al. Temperature- insensitive miniaturized fiber inline Fabry-Perot interferometer for highly sensitive refractive index measurement[J]. Optics Express, 2008, 16(8): 5764-5769.
[11] Chen C H, Tsao T C, Li W Y, et al. Novel U-shape gold nanoparticles-modified optical fiber for localized plasmon resonance chemical sensing[J]. Microsyst Technol, 2010, 16(7): 1207-1214.
[12] Ben-Yakar A, Byer R L. Femtosecond laser ablation properties of borosilicate glass[J]. Journal of Applied Physics, 2004, 96(3): 5316-5323.
[13] Farson D F, Choi H W, Zimmerman B, et al. Femtosecond laser micromachining of dielectric materials for biomedical applications[J]. Journal of Micromechanics and Microengineering, 2008, 18(3): 1-9.
[14] ���ٴ�. �����ѧ[M]. ����: �ߵȽ���������, 2003: 98-102.
L Baida. Laser optics[M]. Beijing: Higher Education Press, 2003: 98-102.
Baida. Laser optics[M]. Beijing: Higher Education Press, 2003: 98-102.
[15] ̷�շ�, ���, ������. ���������뽹����С�׳ߴ��ϵ��ʵ���о�[J]. Ӧ�ü���, 2011, 31(3): 244-247.
TAN Xianfeng, YANG Junhua, GENG Yanqing. Experimental research on the relationship of the defocus and size of holes in laser drilling[J]. Applied Laser, 2011, 31(3): 244-247.
[16] ������, ������, ���. ����Һ�������������Ũ�ȹ�ϵ�ľ��鹫ʽ[J]. �Ӱ���ѧѧ��(��Ȼ��ѧ��), 2004, 23(1): 33-34, 36.
BAI Zesheng, LIU Zhuqin, XU Hong. The experienced formula about the connection of refraction index and consistence of several liquid[J]. Journal of Yanan University (Natural Science Edition), 2004, 23(1): 33-34, 36.
[17] ��Ԫ, ����, ���ƽ�, ��. ���˷�����-�����Ͻṹ�����ʴ������������ȷ���[J]. ����ѧ��, 2011, 60(6): 064202.
GONG Yuan, GUO Yu, RAO Yunjiang, et al. Sensitivity analysis of hybrid fiber Fabry-P��rot refractive-index sensor[J]. Acta Physica Sinica, 2011, 60(6): 064202.
[18]  J. Miniaturization of fiber optic surface plasmon resonance sensor[J]. Sensors and Actuators B: Chemical, 1998, 51(1/2/3): 311-315.
J. Miniaturization of fiber optic surface plasmon resonance sensor[J]. Sensors and Actuators B: Chemical, 1998, 51(1/2/3): 311-315.
(�༭ �Կ�)
�ո����ڣ�2014-12-09�������ڣ�2015-03-14
������Ŀ(Foundation item)��������Ȼ��ѧ����������Ŀ(91123035��51005250)�������ص�����о���չ�ƻ�(973�ƻ�)��Ŀ(2011CB013000)(Projects (91123035, 51005250) supported by the National Natural Science Foundation of China; Project (2011CB013000) supported by the National Basic Research Development Program (973 Program) of China)
ͨ�����ߣ��ܽ�Ӣ����ʿ�����¼���ӹ����ͨ�š����������о���E-mail��zhoujy@csu.edu.cn
ժҪ�����ڷ��뼤��ӹ�ϵͳ�ж�άCCD�۲ⶨλ�������߷����ӹ�D���ˣ��о��뽹���Է��뼤�������ӹ�������Ӱ�졣�о�������������ž۽���߽�ƽ��ӹ��˵Ľ��ᄉ����������ˣ�D���˼ӹ����ع�������������б�Ȼ���Խ��Խ���뼤��ӹ������ܹ���֤�ӹ���һ���ԡ��ӹ���D������Ч����Ϊ200 ��m���Ӱ��㶥�˵��ӹ���ļӹ����Ϊ56.4 ��m��ԭ�������������о�����ӹ�����ֲڶ�Ϊ129 nm�����ӹ��õ�D��������������Ϊ1.36~1.42��Һ�崫�У�����䴫���������������������D���˴������ĵ�λ�����ʵĴ���������Ϊ37 dB�����ĵļӹ����������Ч�ʵ�ͬʱ���ܹ���֤D���˵ļӹ����ȼ����������ȡ�
[4] ������, ���ӱ�, ����, ��. ˫ƫ��ṹ��ƫ����ƫ����������[J]. ��ѧѧ��, 2001, 21(6): 741-743.
[5] ���淲, ����, ��Ӧ��, ��. �����ĥ���˵Ĺ�������о�[J]. �뵼����, 2006, 27(5): 578-581.
[7] ����. ���ڷ��뼤���Ʊ��Ĺ��˴��������о�[D]. ������: ��������ҵ��ѧ����ѧϵ, 2011: 1-51.
[14] ���ٴ�. �����ѧ[M]. ����: �ߵȽ���������, 2003: 98-102.
[15] ̷�շ�, ���, ������. ���������뽹����С�׳ߴ��ϵ��ʵ���о�[J]. Ӧ�ü���, 2011, 31(3): 244-247.
