
DOI: 10.11817/j.ysxb.1004.0609.2020-37572
TiB2������TiB2/Al-3.8Zn-1.85Mg-1.32Cu���ϲ�������֯����ѧ���ܵ�Ӱ��
���1, 2�����1, 2��������1, 2���� ��1, 2���� ��1, 2��������1, 2���� ��1, 2���� ��1, 2
(1. �Ϻ���ͨ��ѧ ���Ͽ�ѧ�빤��ѧԺ�����̿�ѧ�뼼���о������Ϻ� 200240��
2. �Ϻ����Ƚ����²��ϼ��侫�ܳ����ص�ʵ���ң��Ϻ� 200240)
ժ Ҫ��
���ø�����ĥ��Ϸŵ���������ս���ȼ�ѹ���գ��Ʊ���TiB2/Al-3.8Zn-1.85Mg-1.32Cu���ϲ��ϡ�ͨ��X�������䡢ɨ��羵����羵�����Լ�������ѧ���ܲ��ԣ��о�TiB2�����������Ը��ϲ�������֯����ѧ���ܵ�Ӱ�졣���������������ĥ�յ�TiB2�մɿ�����ò�Ӷ����ת��Ϊ�����Σ�����TiB2������2%���ӵ�10%(�������)�������徧����ϸ���������ຬ�����٣����ϲ��Ͽ���ǿ�ȡ�����ǿ�Ⱥ͵���ģ���ֱ���381 MPa��231 MPa��78 GPa���ӵ�679 MPa��645 MPa��96 GPa���쳤�ʴ�5.2%�½���1.0%��ϸ��ǿ������ɢ����ǿ��Ϊ���ϲ��ϵ���Ҫǿ�����ơ�
�ؼ��ʣ�
�������ϲ�����TiB2��ǿ������ĩұ��������֯����ѧ������
���±�ţ�1004-0609(2020)-06-1221-09���� ��ͼ����ţ�TB331���� ���ױ�־�룺A
�����������ź��ա����졢��������ͨ���ִ������ߡ������⡱����ķ��ٷ�չ���Բ��ϵ��ۺ����������Խ��Խ�ߵ�Ҫ��[1-3]����߲��ϵı�ǿ�Ⱥͱ�ģ������ʵ�ֺ��պ���ṹ��������ƾ�����Ҫ���壬����ͳ���Ͻ���Ϻ���������һ����[4]���������ϲ��ϵij���Ϊ�����һ��ս�ṩ���µ�˼·��7ϵ���Ͻ���Ŀǰ�ѳɹ�ʵ����ҵ��Ӧ�õĸ��ֱ������Ͻ���ǿ����ߵ�һ�࣬�����ܶȵ͡���ʴ���ܺͿ������������á��ӹ����ŵ㣬�ǽ�Ϊ����Ļ������[5-7]��TiB2�մɿ�������ǿ�ȸߡ�����ģ���ߡ���ĥ�Ժá�������ϵ��С��������ۺ����ܣ�����Ϊ�������ǿ�����[8-9]��Ŀǰ���о�����Ҫͨ��ԭλ����TiB2�����������������ϲ�������֯����ѧ���ܡ�CHEN��[10]ͨ������η��Ʊ���TiB2/7055�����ϲ��ϡ�����������������ȣ�10% TiB2/7055(��������)���ϲ��ϵĵ���ģ������16%������ǿ������8%������ǿ������6%���Ž�ƽ��[11]ͬ�����û���η��Ʊ�����TiB2/7055�������ϲ��ϣ�����������֯����ѧ���ܽ����о����֣�TiB2����Ϊ12%��7055���ϲ��ϣ�����ǿ�ȴﵽ718 MPa������ǿ�ȴﵽ679 MPa������ģ���ﵽ86 GPa��������η�Ŀǰ�ĺϳ��¶Ƚϸߣ�����Ӧ���Կ��ơ���ĩұ�������ھ��н��淴Ӧ������[12-14]������ɷ�ƫ������ǿ��ֲ����ȵ��ŵ㣬�������ǹ㷺��ע����������[15]���ø�����ĥ���Ʊ��˲�ͬ���������̼����(CNT)��Al�۵Ļ�Ϸ�ĩ���÷�ĩұ�����Ʊ���CNT/A1���ϲ��ϣ�����ʵ�������CNT�������Ϊ1.5%ʱ����ѧ���ܴﵽ�����ֵ������ǿ������ڴ�A1���������53.6%��SADEGHIAN��[16]�Դ��������Ѻʹ���Ϊԭ�ϣ����÷�Ӧ��е�Ͻķ����Ʊ���Al-20% TiB2�����ϲ��ϣ��о����������ϲ�������ǿ��Ϊ480 MPa������ǿ��Ϊ540 MPa��ԶԶ�������������Ʊ���ͬ�ิ�ϲ��ϡ�
���о�ѡ�ø�ǿ��7ϵAl-Zn-Mg-Cu�Ͻ�Ϊ������ϣ��Ըߵ���ģ��������TiB2�մɿ���Ϊ��ǿ�࣬���÷�ĩұ�����Ʊ������нϸ���ѧ���ܵ��������ϲ�����Ʒ���о�TiB2���������Ը��ϲ�������֯����ѧ����Ӱ�졣
1 ʵ��
1.1 ʵ�����
���о��������Ͻ����ԭ��Ϊ������Al-Zn-Mg-Cu��ĩ�������ϵ������巢�������(ICP)���������ʾ���仯ѧ�ɷ�ΪAl-3.8Zn-1.85Mg-1.32Cu(����������%)�����1���С����⣬��ĩ�л�������Fe��Mn��Ti��Cr����Ԫ�ش��ڡ�ɨ��羵�����������Al-3.8Zn-1.85Mg-1.32Cu��ĩ�����Σ�������3~8 ��m֮�䣬��ͼ1(a)��ʾ��ͼ1(b)��ʾΪAl-3.8Zn-1.85Mg- 1.32Cu��ĩ��XRD�ף���ʾ�����������ṹ��Al�������֡�ͼ1(c)��ʾΪTiB2����ɨ��羵��ò���Կ�����TiB2�����ʶ���Σ�������400~800 nm֮�䡣XRD���������ʾ��TiB2Ϊ���������ṹ�����ҷ�ĩ��û��������������֣���ͼ1(d)��ʾ��
1.2 �����Ʊ�
���ϵ��Ʊ����̰�����������ĥ���ŵ�������ս�(SPS)���ȼ�ѹ�����ȷֱ�����TiB2��������Ϊ2%��5%��10%(�������)�Ļ�Ϸ�ĩ��Ȼ��Ϻõķ�ĩ������ʽ��ĥ������ĥ����ĥ��ת��Ϊ500 r/min����ĥʱ��Ϊ12 h������ĥ�õĸ��Ϸ�ĩ��500 ��/50 MPa�IJ�������SPS�սᣬ���SPS�ս���Ʒ�����ȼ�ѹ����ѹ�¶�Ϊ500 �棬��ѹ��Ϊ9:1[17]�������Ʊ�������ͼ2��ʾ��
��1 Al-Zn-Mg-Cu���Ͻ�ѧ�ɷ�
Table 1 Chemical composition of Al-Zn-Mg-Cu alloy (mass fraction, %)

1.3 ��Ʒ����
���о�����D8 DaVinci�Ͷ��X���������ǶԷ�ĩ���Ͻ������������ɨ���ٶ�Ϊ5 (��)/min��10��~90���������ɨ�裬��������Ϊ0.02�㣻����NOVA Nano-SEM 230�͵����ɨ�����������JSM-7600F�ͳ�����ɨ���������������ò�۲��EDS������������JEM-2100F�ͳ�������������������۽ṹ�۲죻����Z100 ���ܲ�������������������ܲ��ԣ�����������Ʒͨ�����и��г�Ƭ״�������͡�������ÿ����Ʒ����3��������Ȼ��ȡƽ��ֵ������������ϸ�ߴ���ͼ3��ʾ��
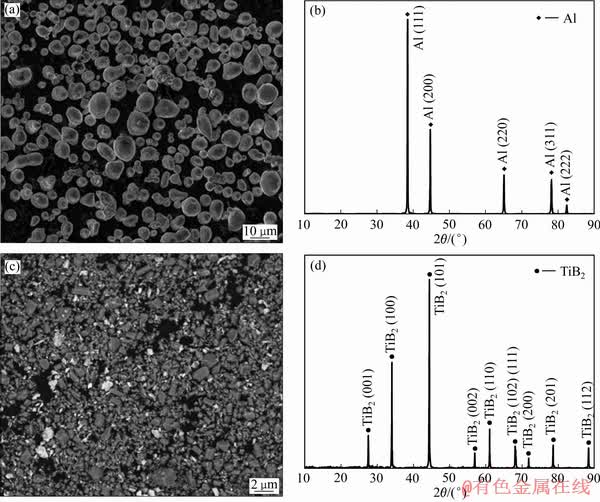
ͼ1 Al-Zn-Mg-Cu�Ͻ��TiB2��ĩ��ò��XRD��
Fig. 1 Morphologies and corresponding XRD patterns of Al-Zn-Mg-Cu alloy((a), (b)) and TiB2 powder((c), (d))
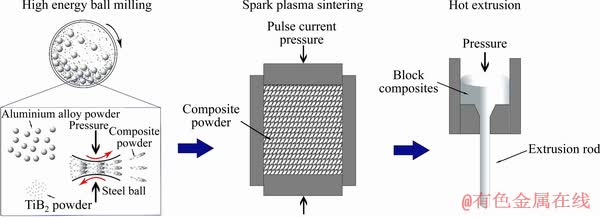
ͼ2 �����Ʊ�����ʾ��ͼ
Fig. 2 Flow chart of experiment
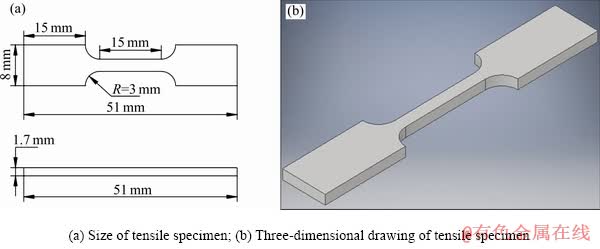
ͼ3 ��������ʾ��ͼ
Fig. 3 Schematic diagrams of tensile samples
2 ���������
ͼ4��ʾΪTiB2/Al-3.8Zn-1.85Mg-1.32Cu���ϲ��ϵ�XRD�ס�����PDF��Ƭ�������֣���2��Ϊ38.5�㡢44.8�㡢65.3�㡢78.5���82.7���λ������������Al���������֣���2��Ϊ27.7�㡢34.2�㡢57.2�㡢61.33�㡢68.5���88.7���λ������������TiB2���������֡���һ���۲췢�֣�����TiB2�������ӣ�TiB2��������ǿ�����ӣ�����Al�������ֿ������������Ͻ���徧������ϸ�������⣬��δ����MgZn2�������������֡�
ͼ5��ʾΪTiB2/Al-3.8Zn-1.85Mg-1.32Cu���ϲ��ϼ�ѹ�������SEM��ò�����Ӧ��TiB2�����ߴ�ֲ�����ͼ5(a)~(c)��ʾ�������ӵ�TiB2�������Ϊ2%ʱ������������һ���̶ȵ�ƫ�ۡ�����TiB2���������ӣ������ֲ��ľ��������ӡ�����Nano Measurer������������Ʒ��TiB2�����ߴ�ͳ�ƽ��������TiB2�����ߴ�ֲ�ͼ����ͼ5(a��)~(c��)��ʾ�����Կ���TiB2�����ߴ���Ҫ�ֲ���0.2~1.4 ��m֮�䣬��ƽ���ߴ�ֱ�Ϊ537 nm��569 nm��599 nm������ԭʼTiB2�����ߴ���һ��(��ͼ1(c)��ʾ)������TiB2�����ڷŵ���������ս���ȼ�ѹ�����в�δ�������Գ���
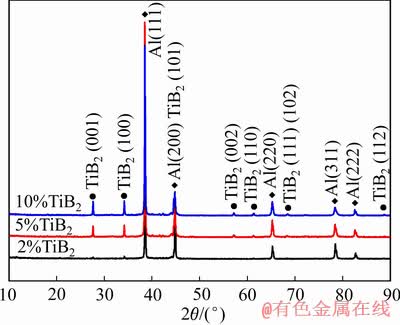
ͼ4 TiB2/Al-3.8Zn-1.85Mg-1.32Cu���ϲ��ϼ�ѹ��XRD��
Fig. 4 X-ray diffraction pattern of extruded TiB2/Al-3.8Zn-1.85Mg-1.32Cu composite rods

ͼ5 TiB2/Al-3.8Zn-1.85Mg-1.32Cu���ϲ��ϼ�ѹ������SEM�����Ӧ��TiB2�����ߴ�ֲ�
Fig. 5 Cross-section SEM images((a), (b), (c)) of extruded TiB2/Al-3.8Zn-1.85Mg-1.32Cu composite rods and corresponding size distribution((a��), (b��), (c) ��) of TiB2 particles
ͼ6��ʾΪTiB2/Al-3.8Zn-1.85Mg-1.32Cu���ϲ��Ϻ����߱�SEM�����Ӧ��Al��TiԪ��EDS��ɨͼ����ͼ6(a)~(c)��ʾ�����Կ����������TiB2���������ʧ�������������ƽ�����ʽ����Ρ�����������ڸ�����ĥ�����нϸߵ���������TiB2��������ܽ����¡�ͼ6(a��)~(c��)ΪTiԪ��EDS��ɨͼ����ʾTiB2��������������������Ԫ�طֲ����ٴ�֤ʵ�˸�����ĥ�����в���TiB2���������ܽ⣬���뵽�������С�
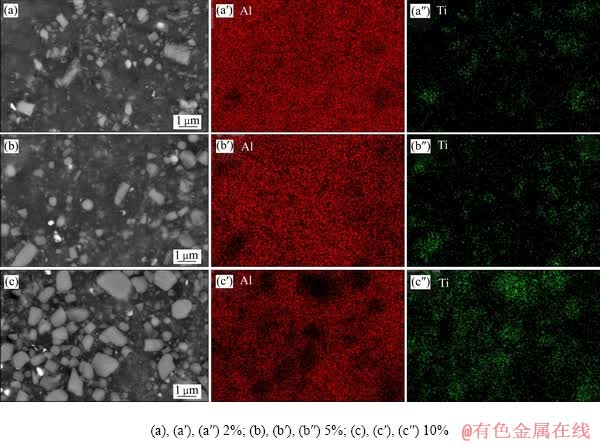
ͼ6 TiB2/Al-3.8Zn-1.85Mg-1.32Cu���ϲ��Ϻ����߱�SEM�����Ӧ��Al��TiԪ��EDS��ɨͼ��
Fig.6 High magnification SEM images((a), (b), (c)) of cross-section of TiB2/Al-3.8Zn-1.85Mg-1.32Cu composites and corresponding EDS mapping of Al((a��), (b��), (c��)) and Ti((a��), (b��), (c��)) elements
ͼ7��ʾΪ��ͬTiB2���������ĸ��ϲ���TEM�������Կ���TiB2������Ҫ�ֲ������Ͻ���徧�總��������TiB2�����������ӣ����徧���ߴ���С����ͼ7(a)~(c)��ʾ��ͬʱ���Ա�ͼ7(a��)~(c��)���Կ���������TiB2�����������ӣ������������������Լ��٣�����TiB2���������Ӷ�MgZn2��������γɾ���һ�����������á����������������TiB2�����������ӣ����ϲ��Ͼ����Լ�Al/TiB2�����ܶ����ӣ�ϵͳ���������ߣ������Ȼ�е�̽������Mg��Zn����ԭ������ͽ���ƫ�ۣ���������ԭ��Ũ���½����������������κ˺������Ļ�ѧ���������Ӷ����������ܶ��½���ͬʱ�����Է��֣������Ͻ���徧���ڲ���λ�����֣�������������ȼ�ѹ���¾����������Ա��εĽ����λ���ij��ֿ���Ϊ�������ṩ�κ��ʵ㣬�ٽ������������κ˺�������
ͼ8��ʾΪTiB2/Al-3.8Zn-1.85Mg-1.32Cu���ϲ��ϼ�ѹ����Ʒ���칤��Ӧ��-Ӧ�����ߣ���ϸ���������������2���С����Կ���������TiB2��������(�������)��2%���ӵ�5%�����ϲ�������ǿ�ȴ�231 MPa���ӵ�516 MPa������ǿ�ȴ�381 MPa���ӵ�585 MPa���쳤�ʴ�5.4%�½���1.4%����һ������TiB2����������10%����������ǿ�ȺͿ���ǿ�ȷֱ����ӵ�645 MPa��679 MPa���쳤�ʽ�һ���½���1.0%��ͬʱ������TiB2��������������ӣ����ϲ��ϵ���ģ���нϴ���������78 GPa������96 GPa�����Ͻ������������TiB2�����Բ���ǿ�Ⱥ͵���ģ���������Ե��������á�
���о��и��ϲ���ǿ��������Ҫ���������Ͻ���徧��ϸ�����µľ���ǿ�����Լ�TiB2�������ӵ��µĵڶ������ǿ��������ǿ�������ɻ������湫ʽ[18-19]��ʾ��
 (1)
(1)
ʽ�У� �������ϵ��������ޣ�k�dz�����d�Ǿ���ƽ��ֱ�����ɻ������湫ʽ��֪������ǿ���뾧���ߴ�ɷ��ȹ�ϵ��
�������ϵ��������ޣ�k�dz�����d�Ǿ���ƽ��ֱ�����ɻ������湫ʽ��֪������ǿ���뾧���ߴ�ɷ��ȹ�ϵ��
�ڶ������ǿ���ɰ�����ʽ[20-22]��ʾ��
 (2)
(2)
ʽ�У� �ǰ�����ǿ�����������ǿ�ȣ�m��̩�����ӣ�G�Ǽ���ģ����b�Dz���ʸ����
�ǰ�����ǿ�����������ǿ�ȣ�m��̩�����ӣ�G�Ǽ���ģ����b�Dz���ʸ���� �ǿ���ƽ���ߴ磻
�ǿ���ƽ���ߴ磻 �ǿ�����࣬����ʽΪ
�ǿ�����࣬����ʽΪ ��
�� �ǿ�������������ɰ�����ʽ��֪������ǿ����ڶ���������������ȡ����о�������TiB2�������������ӣ����Ͻ���徧����ϸ��������ǿ�����ƶԲ���ǿ�ȹ������ӣ���������������һ�¡�
�ǿ�������������ɰ�����ʽ��֪������ǿ����ڶ���������������ȡ����о�������TiB2�������������ӣ����Ͻ���徧����ϸ��������ǿ�����ƶԲ���ǿ�ȹ������ӣ���������������һ�¡�
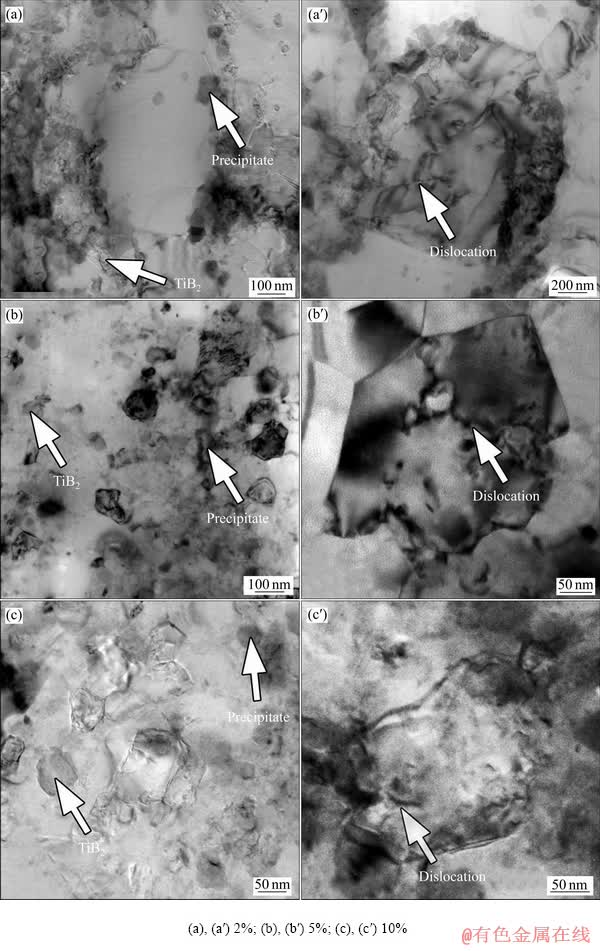
ͼ7 TiB2/Al-3.8Zn-1.85Mg-1.32Cu���ϲ�����ƷTEM������
Fig. 7 TEM bright field images of TiB2/Al-3.8Zn-1.85Mg-1.32Cu composites
���ݻ�Ϸ��ƿ�֪�����ϲ������۵���ģ����ͨ
�����¹�ʽ����[23-24]��
 (3)
(3)
ʽ�У�ECL�Ǹ��ϲ��ϵ�ģ����Ef��Em�ǻ������ǿ�൯��ģ���� �ǻ���������������������2���У�ͨ����ʽ�����ģ���Ͳ���ֵ�����Ǻϣ��������ϲ��Ϲ̽������ϸߣ�TiB2���������Ͻ����֮������ϽϺã����Ա��ι��������Ͻ������Խ��غ���Ч���ݸ�TiB2�������Ӷ�ʹTiB2��������ģ���õ���ַ��ӡ�ͬʱ���֣�����TiB2����������������ӣ�ģ���IJ���ֵ�ͼ���ֵ֮���ƫ��Խ��Խ�����������������TiB2�������������ӣ������ڻ����еķ�ɢ�Ա�����һ�����ž�����������ǿ���������֮���ģ�����ݡ�
�ǻ���������������������2���У�ͨ����ʽ�����ģ���Ͳ���ֵ�����Ǻϣ��������ϲ��Ϲ̽������ϸߣ�TiB2���������Ͻ����֮������ϽϺã����Ա��ι��������Ͻ������Խ��غ���Ч���ݸ�TiB2�������Ӷ�ʹTiB2��������ģ���õ���ַ��ӡ�ͬʱ���֣�����TiB2����������������ӣ�ģ���IJ���ֵ�ͼ���ֵ֮���ƫ��Խ��Խ�����������������TiB2�������������ӣ������ڻ����еķ�ɢ�Ա�����һ�����ž�����������ǿ���������֮���ģ�����ݡ�
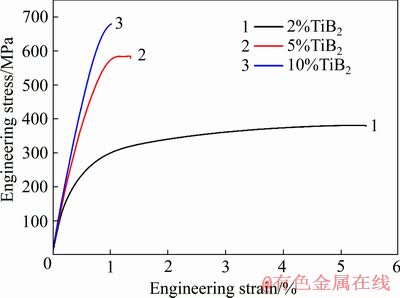
ͼ8 TiB2/Al-3.8Zn-1.85Mg-1.32Cu���ϲ�����Ʒ���칤��Ӧ��-Ӧ������
Fig. 8 Tensile engineering stress-strain curve of TiB2/ Al-3.8 Zn-1.85 Mg-1.32 Cu composite samples
ͼ9��ʾΪTiB2/Al-3.8Zn-1.85Mg-1.32Cu���ϲ���������Ʒ���ѱ����SEM���Կ�������TiB2����������Ϊ2%ʱ���Ͽ��н϶����Ѵ��ڣ����ѳߴ���1~3 ��m֮�䣬��ʾ���ϲ���Ϊ���Զ��ѡ�����TiB2�����������ӵ�5%��10%ʱ�����ѳߴ�û�����Ա仯��������������٣����ϲ��ϱ��ֳ����Զ���������TiB2����Ϊ�մ��࣬���нϸߵ�ǿ�Ⱥ�Ӳ�ȣ�����TiB2�����ھ����ϵ�ƫ���Լ������ۼ�������γɵ��¸��ϲ���ȱ�����������ӡ���ˣ��������г��ֽ϶���մɿ���ʱ��������ȱ�ݴ������������κ˺���չ���Ӷ����¶��ѣ�ʹ�ò������Խ��͡�
��2 TiB2/Al-3.8Zn-1.85Mg-1.32Cu���ϲ�����Ʒ������ѧ����
Table 2 Tensile mechanical properties of TiB2/Al-3.8 Zn-1.85 Mg-1.32 Cu composite samples

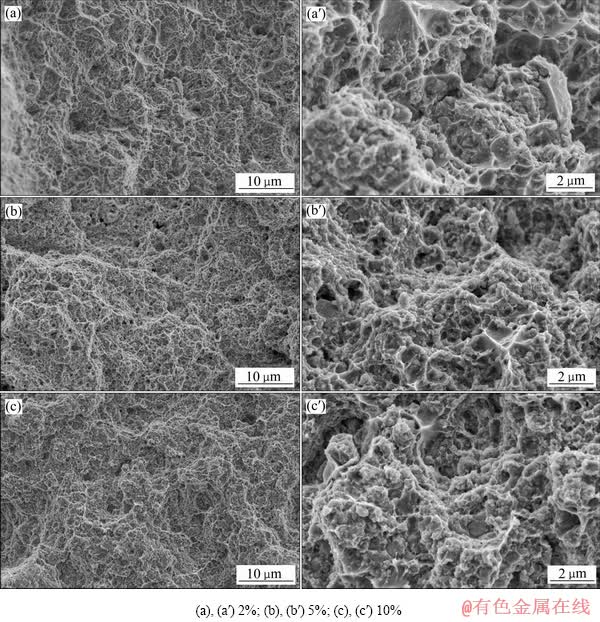
ͼ9 TiB2/Al-3.8Zn-1.85Mg-1.32Cu���ϲ�����Ʒ����Ͽ���ò
Fig. 9 Tensile fracture surface morphologies of TiB2/Al-3.8 Zn-1.85 Mg-1.32 Cu composite samples
3 ����
1) ������ĥ�յ�TiB2��������ܽ⣬��ʹTiB2������ò�Ӷ����ת��Ϊ�����Ρ�
2) ����TiB2������2%���ӵ�10%(�������)�����ϲ��Ͽ���ǿ�ȡ�����ǿ�Ⱥ͵���ģ���ֱ��381 MPa��231 MPa��78 GPa���ӵ�679 MPa��645 MPa��96 GPa���쳤�ʴ�5.2%�½���1.0%�����ѷ�ʽ�����Զ���ת��Ϊ���Զ��ѡ�
3) ����TiB2�����������¾����Al/TiB2���������ܶ����ߣ������ܶ��½�����������γɿ�����λ���յ��ķǾ����κ��йء�
4) ���ϲ��Ͻϸߵĵ���ģ�����������Ϲ̽������ϸߣ�TiB2���������Ͻ����֮������ϽϺã����ι��������Ͻ������Խ��غ���Ч���ݸ�TiB2��������ʹTiB2��������ģ���õ���ַ��ӡ�
REFERENCES
[1] WANG Zhi-guo, LI Chuan-peng, WANG Hui-yuan, ZHU Xian, WU Min, LI Jie-hua, JIANG Qi-chuan. Aging behavior of nano-SiC/2014Al composite fabricated by powder metallurgy and hot extrusion techniques[J]. Journal of Materials Science & Technology, 2016, 32(10): 1008-1012.
[2] �� ݶ, �Ź���, ��־ǿ. ���������ϲ��ϵ���״�뷢չ����[J]. �й����Ͻ�չ, 2010, 29(4): 1-7.
ZHANG Di, ZHANG Guo-ding, LI Zhi-qiang. The current state and trend of metal matrix composites[J]. Materials China, 2010, 29(4): 1-7.
[3] SURAPPA M K. Aluminium matrix composites: Challenges and opportunities[J]. Sadhana, 2003, 28(1/2): 319-334.
[4] ������, ʯ����. ������ǿ�������ϲ����о���Ӧ�÷� չ[J]. ����Ϲ���, 2012, 42(1): 1-7.
FAN Jian-zhong, SHI Li-kai. Development and application of particulate reinforced aluminum matrix composites[J]. Aerospace Materials & Technology, 2012, 42(1): 1-7.
[5] CHEN C, CUI C, ZHAO L, LIU S, LIU S, CHEN C. The formation mechanism and interface structure characterization of in situ AlN/Al composites[J]. Journal of Composite Materials, 2016, 50(4): 495-506.
[6] ������, �ܰ���, ������, ����ΰ, �� �. ��Zn����Al-Zn-Mg-Cuϵ���Ͻ������̬����֯[J]. �й���ɫ����ѧ��, 2015, 25(4): 852-865.
TENG Hai-tao, XIONG Bai-qing, ZHANG Yong-an, LIU Hong-wei, HE Xin. Solidification microstructure of high zinc-containing Al-Zn-Mg-Cu alloys[J]. The Chinese Journal of Nonferrous Metals, 2015, 25(4): 852-865.
[7] PRAMANIK A. Effects of reinforcement on wear resistance of aluminum matrix composites[J]. Transactions of Nonferrous Metals Society of China, 2016, 26(2): 348-358.
[8] �ʹ���, �� ��, �ų���, ������. TiB2������7075���Ͻ������������֯��Ӱ��[J]. ���ϴ�ѧѧ��(��Ȼ��ѧ��), 2014, 45(12): 4168-4174.
GAN Gui-sheng, YANG Bin, DU Chuang-hua, GAN Shu-de. EffectofTiB2particleon microstructureof7075Al alloy in rheological forming[J]. Journal of Central South University (Science andTechnology), 2014, 45(12): 4168-4174.
[9] �ʹ���, �� ��. TiB2/7075�������ϲ������伷ѹ���ι���[J]. �й���ɫ����ѧ��, 2014, 24(5): 1133-1140.
GAN Gui-sheng, YANG Bin. Rheo-casting forming process of TiB2/7075 aluminium matrix composites[J]. The Chinese Journal of Nonferrous Metals, 2014, 24(5): 1133-1140.
[10] CHEN Dong, LE Yong-kang, BAI Liang, MA Nai-heng, LI Xian-feng, WANG Hao-wei. Mechanical properties and microstructure of in situ TiB2-7055 composites[J]. Chinese Journal of Aeronautic, 2006, 19(S1): 66-70.
[11] �Ž�ƽ, ������, ë��ΰ. ԭλ����TiB2/7055���ϲ��ϵ���֯����ѧ����[J]. �������켰��ɫ�Ͻ�, 2009, 29(3): 249-251.
ZHANG Jian-ping, LE Yong-kang, MAO Jian-wei. Microstructure and mechanical properties of in-situ sub-micron TiB2/7055 matrix composites[J]. Special Casting & Nonferrous Alloys, 2009, 29(3): 249-251.
[12] THAM L M, GUPTA M, CHENG L. Predicting the failure strains of Al/SiC composites with reacted matrix�C reinforcement interfaces[J]. Materials Science & Engineering A, 2003, 354(1): 369-376.
[13] WU Z, KANG P C, WU G H, GUO Q, CHEN G Q, JIANG L T. The effect of interface modification on fracture behavior of tungsten fiber reinforced copper matrix composites[J]. Materials Science and Engineering A, 2012, 536: 45-48.
[14] MAJUMDAR B S, MATIKAS T E, MIRACLE D B. Experiments and analysis of fiber fragmentation in single and multiple-fiber SiC/Ti-6Al-4V metal matrix composites[J]. Composites B (Engineering), 1998, 29(2): 131-145.
[15] ������, Ф����, ������, ���Ĺ�, ������. ������ĥ���Ʊ���̼������ǿ�������ϲ��ϵ�����֯����ѧ����[J]. ����ѧ��, 2012, 48(7): 882-888.
XU Shi-jiao, XIAO Bo-l��, LIU Zhen-yu, WANG Wen-guang, MA Zong-yi. Microstructures and mechanical properties of CNT/Al composites fabricated by high energy ball-milling method[J]. Acta Metallurgica Sinica, 2012, 48(7): 882-888.
[16] SADEGHIAN Z, LOTFI B, ENAYATI M H, BEISS P. Microstructural and mechanical evaluation of Al-TiB2 nanostructured composite fabricated by mechanical alloying[J]. Journal of Alloys and Compounds, 2011, 509(29): 7758-7763.
[17] ALIZADEH A, ABDOLLAHI A, RADFAR M J. Processing, characterization, room temperature mechanical properties and fracture behavior of hot extruded multi-scale B4C reinforced 5083 aluminum alloy based composites[J]. Transactions of Nonferrous Metals Society of China, 2017, 27(6): 1233-1247.
[18] SPRIANO S, DOGLIONE R, BARICCO M. Texture, hardening and mechanical anisotropy in AA 8090-T851 plate[J]. Materials Science and Engineering A, 1998, 257: 134-138.
[19] TUZEMEN C, YAVAS B, AKIN I,YUCEL O, SAHIN F, GOLLER G. Production and characterization of TZM based TiC or ZrC reinforced composites prepared by spark plasma sintering (SPS)[J]. Journal of Alloys and Compounds, 2019, 781: 433-439.
[20] GUTIERREZ-URRUTIA I, MUNOZ-MORRIS M A, PUERTAS I, LUIS C, MORRIS D G. Influence of processing temperature and die angle on the grain microstructure produced by severe deformation of an Al-7% Si alloy[J]. Materials Science and Engineering A, 2008, 475(1/2): 268-278.
[21] WANG Fu-lin, BHATTACHARYYA J J, AGNEW S R. Effect of precipitate shape and orientation on Orowan strengthening of non-basal slip modes in hexagonal crystals, application to magnesium alloys[J]. Materials Science and Engineering A, 2016, 666: 114-122.
[22] BARNETT M R, WANG Huan, GUO Ting-ting. An Orowan precipitate strengthening equation for mechanical twinning in Mg[J]. International Journal of Plasticity, 2019, 112: 108-122.
[23] SENDECKYJ G P. Mechanics of composite materials: Composite materials[M]. New York: Academic Press, 1974.
[24] FLYNN J, AMIRI A, ULVEN C. Hybridized carbon and flax fiber composites for tailored performance[J]. Materials & Design, 2016, 102: 21-29.
Influences of TiB2 particles content on microstructure and mechanical properties of TiB2/Al-3.8Zn-1.85Mg-1.32Cu composites
LI Jing-jing1, 2, LI Chen-guang1, 2, LIANG Jia-miao1, 2, JU Jiang1, 2, ZHANG Zhen1, 2, WANG Meng-meng1, 2, ZHOU Yang1, 2, WANG Jun1, 2
(1. Institute of Solidification Science and Technology, School of Materials Science and Engineering, Shanghai Jiao Tong University, Shanghai 200240, China;
2. Shanghai Key Laboratory of Advanced High-temperature Materials and Precision Forming, Shanghai 200240, China)
Abstract: TiB2/Al-3.8Zn-1.85Mg-1.32Cu composites were prepared by high energy ball milling in combination with spark plasma sintering and hot extrusion. The materials were analyzed by X-ray diffraction, scanning electron microscope, transmission electron microscope and tensile testing machine to investigate the effects of TiB2content on microstructure and mechanical properties. The results show that the morphology of TiB2 particles changes from polygon to nearly spherical as a result of high energy ball milling. With increasing TiB2 content from 2% to 10% (volume fraction), the grain size of aluminum matrix gradually is refined and the precipitates density decreases; the tensile strength, yield strength and elastic modulus of the composites increase from 381 MPa, 231 MPa and 78 GPa to 679 MPa, 645 MPa and 96 GPa, respectively, and the elongation to fracture decreases from 5.2% to 1.0%. Fine grain strengthening and dispersion strengthening are the main strengthening mechanisms.
Key words: Al-based composites; TiB2 particles; powder metallurgy; microstructure; mechanical property
Foundation item: Project(51971143) supported by the General Project of National Natural Science Foundation of China; Project(2017-VI-0013-0085) supported by the National Science and Technology Special Grant, China
Received date: 2019-07-09; Accepted date: 2019-10-08
Corresponding author: LIANG Jia-miao; Tel: +86-18117100519; E-mail: jmliang@sjtu.edu.cn
(�༭ �� ��)
������Ŀ��������Ȼ��ѧ����������Ŀ(51971143)�����ҿƼ��ش�ר��(2017-VI-0013-0085)
�ո����ڣ�2019-07-09�������ڣ�2019-10-08
ͨ�����ߣ�������������ʦ����ʿ���绰��18117100519��E-mail��jmliang@sjtu.edu.cn
ժ Ҫ�����ø�����ĥ��Ϸŵ���������ս���ȼ�ѹ���գ��Ʊ���TiB2/Al-3.8Zn-1.85Mg-1.32Cu���ϲ��ϡ�ͨ��X�������䡢ɨ��羵����羵�����Լ�������ѧ���ܲ��ԣ��о�TiB2�����������Ը��ϲ�������֯����ѧ���ܵ�Ӱ�졣���������������ĥ�յ�TiB2�մɿ�����ò�Ӷ����ת��Ϊ�����Σ�����TiB2������2%���ӵ�10%(�������)�������徧����ϸ���������ຬ�����٣����ϲ��Ͽ���ǿ�ȡ�����ǿ�Ⱥ͵���ģ���ֱ���381 MPa��231 MPa��78 GPa���ӵ�679 MPa��645 MPa��96 GPa���쳤�ʴ�5.2%�½���1.0%��ϸ��ǿ������ɢ����ǿ��Ϊ���ϲ��ϵ���Ҫǿ�����ơ�
