
���±�ţ�1004-0609(2010)02-0318-05
1100-H14���Ͻ�����ͳ��ι��̵�����Ԫģ��
����ʤ1,2����ȫ��2���ŵ�Ԫ2
(1. ��������ѧԺ ��еѧԺ������ 315016��
2. �Ϸʹ�ҵ��ѧ ���Ͽ�ѧ�빤��ѧԺ���Ϸ� 230009)
ժҪ������������ͳ����ǽ�������չ�����ĸ��ϳ����¼��������ص��ǰ�ij��ʱ������������״�ij��Σ������оֲ��ṹ��������Σ��������Ρ���Դ�������ɢ�Ȱ������ͨ����1100-H14���Ͻ������ͳ�������Ԫģ�⣬̽�����Ϻ�ȡ�������״��Ħ��������ģ�߽ṹ�������ε�Ӱ����ɡ��������������Խ��Խ�����������Σ�Ħ������Խ��Խ�����������Σ�Բ��������״�����б�ѹ��ģ�߽ṹ�����������Ρ�ģ������ʵ�����Ǻϡ�
�ؼ��ʣ�
��ͼ����ţ�TG376��TG386���� ���ױ�ʶ�룺A
FEM simulation for forming process of cold press forging of
1100-H14 aluminum alloy sheets
WANG Ke-sheng1, 2, LIU Quan-kun2, ZHANG De-yuan2
(1. School of Mechanics, Ningbo University of Technology, Ningbo 315016, China;
2. School of Materials Science and Engineering, Hefei University of Technology, Heifei 230009, China)
Abstract: Cold press forging forming of sheet metals is a new technology for complex forming, developed in recent years. During press forging the sheet, it has the features that not only the geometries of the part can be shaped, but also local structures like embossment can be formed simultaneously. In order to shape a heat sink base with embossment, the forming process of cold press forging of 1100-H14 aluminum alloy sheet was simulated based on the finite element method, and the blank thickness, blank shape, friction coefficient and die structure on the embossment forming were studied. The results show that the thicker the blank is, the better the embossment can be formed, and also the greater the friction coefficient is, the better the embossment can be done. Meanwhile, the cylindrical blank and tooling structure with counter pressure can be helpful to the form of embossment as well. The simulation results are in good agreement with the experimental data.
Key words: embossment; press forging forming; finite element; die design
���ͳ��μ�����һ���µ����Ͻ���ι��գ��ù��յ���Ҫ�ص��ǽ���������ѹ����ģ��ϣ��Ա�������ģ�ڽ��г�ѹ��������Σ� ʹ��Ʒ�����κͺ�Ȳ����ܴ�ı仯������ȡ��ԭ����Ҫ���졢�սᡢ���ӻ���ӹ��Ĺ���[1?7]�����ڸù��ռ��ܳ�����״�ϸ���������־��в�Ʒ��ѧ���ܺͱ����������á���Ʒ�ʸߡ������ٶȿ���ŵ㣬��˿�����3C���Ʒ��������ɢ�Ȱ������3C��Ʒ����ڲ�ͻ�����������ȳ���Ҫ��1999����Sony��˾������������˾��������������ͬ������һ���µ�þ�Ͻ���켼����Press Forging����ҵ���ܵ��˼���Ĺ�ע[8?9]��CHEN��[10?11]�о���þ�Ͻ��ͳ��εĽ����������ɡ���ģ��״�������ε�Ӱ�켰���ײ�����ԭ��KWAN��[12?13]��������Ԫ������þ�Ͻ��ͳ��ι��ս���ģ�⣬�о���þ�Ͻ�ij������ܼ�Ӱ����ε����ء���ʿ���[14?15]�ڹ��ڽ��翪չ��þ�Ͻ��ȳ�ͳ��ε��о���ͨ��ʵ�������Ԫģ���о�þ�Ͻ��ȳ�ͳ��ι��գ����ҳɹ�������������ȹ���ȱ�ݵ�þ�Ͻм��������о���Ҫ������þ�Ͻ��ȳ�ͳ��η��棬���ڴ����������Ͻ������ͳ����о����١���������3C���Ӳ�Ʒ������������������̺����۵�������Ͻ���Ϊ���и�ǿ�ȡ��߸��ԡ����洦����ʽ�����������õ��ȴ����ԣ��ʱ��ܽ���þ�Ͻ���ʺ�����3C��Ʒ�Ŀ��壬ͬʱ�����Ͻ�Ҳ����Ӧ����ɢ�Ȱ��С���þ�Ͻ�ֻ���ȳ�ͳ�����ȣ����Ͻ��ܹ����ͳ��Σ����и���ľ����ԡ�����������1100-H14����Ϊԭ���ϣ�ͨ������Ԫģ��̽�����Ϻ�ȡ�������״��Ħ��״��������ѹ��ģ�߽ṹ�ȶ������ε�Ӱ����ɣ��ڴ˻����ϣ����ʵ�鷽���о���������ɢ�Ȱ�����������ա�
1 ����Ԫģ�͵Ľ���
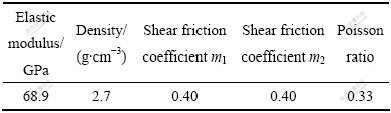
���Ͻ�����������������Σ����Ա��κ�С���ɺ��ԣ����Կɲ��ø�����ģ�ͽ�������Ԫ���㡣Ħ�����Ͳ��ü���Ħ�����ͣ�ģ(Punch)����ϼ�ļ���Ħ������Ϊm1����ģ(Die)����ϼ�ļ���Ħ������Ϊm2������Բ��ѹ��ʵ���֪��ģ������ϼ��MoS2������Ħ������Ϊ0.12��������������Ħ������Ϊ0.40�����ϱ�����ɰ�Ҳ�����������Ħ������Ϊ0.70����������ģ�߾����ø��塣���ϲ��ú��Ϊ2 mm��1100-H14���壬���ر�ѹΪ2 kN������ģ��ղ�������1�����ǵ����ij����ѶȽϴ�������������Ӧ���ȴ������ο�ʼ�о�������Ԫ����ģ����ͼ1��ʾ��
��1 ģ��ղ���
Table 1 Processing parameters for simulation
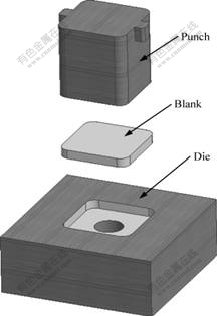
ͼ1 ����Ԫ����ģ��
Fig.1 Model of FE simulation
�о�ģ����ʱ��Ϊ�˷������ۣ�����Ҫ����һЩ���������ι����еIJ�������ͼ2��ʾ��HΪģ������������εĸ߶ȣ���H����Ϊ������ող�������ʱ�ĸ߶ȣ�T1Ϊģ�������ԭ���Ϻ��T������ĺ�ȣ����ϵ�ѹ����T2=T?T1��
ͼ2 �����ι����еijߴ�ʾ��ͼ
Fig.2 Schematic diagram of geometric dimension of embossment at various forming stages
2 ���������
2.1 ������ض������ε�Ӱ��
2.1.1 ���Ϻ�ȵ�Ӱ��
ͼ1��ʾ������Ԫ����ģ�͵������������䣬�ֱ�ȡ���Ϻ��Ϊ1��2��3 mm����ģ���������ͼ3��ʾ�����ϵĺ�ȶ����ij�������Ӱ��ܴ��Ϻ��Խ����ֱͬ����������Խ�ߣ���Ҫ����Ϊ���㹻�IJ��Ͻ��밼ģ���γ�����������֪�����߶ȼ�ֱ����Ӧ�ú�����ѡ�����Ϻ�ȡ�����̫�����ԭ���Ϻ��غɵ��˷ѣ���Ϊ��Ʒ���һ�������Ϻ��TԽ�����ϵ�ѹ����T2��Խ���������Ĺ���Խ�࣬���Գ����غɾ�Խ�����⣬������̫���������κ�����������������ֱ�ķ������������¡������������������ǿ�ȼ����������ѡ�������̫�������������������ף����Ķ�����������ȱ�ݣ�����Ӱ��3C��Ʒ�������ۼ�ɢ�Ȱ����������Ƭ������������������Ӱ���Ʒװ�䣬���Բ����д�����ȱ�ݡ�

ͼ3 ���Ϻ�ȶ������ε�Ӱ��
Fig.3 Influence of blank thickness on embossment forming
2.1.2 ������״��Ӱ��
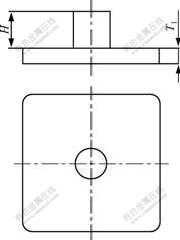
ͼ1����ʾ������Ԫ����ģ�͵������������䣬���ϵ���״�ֱ�Ϊֱ��22.5 mmԲ�塢�߳�Ϊ22.5 mm�������弰�ߴ�Ϊ22.5 mm��40 mm�ij����壬ͼ4��ʾΪģ��������ͼ4�п��Կ�����������״Ϊ�����μ�Բ�α����ϵ���״Ϊ�����������������Σ���Ҫ����ΪԲ��Ϊ���ĶԳƣ���������Ϊ��Գƣ����ĶԳƱ���ԳƸ������ڲ��������������Ρ������ζ�����Գƣ�����ģ����������״Ϊ�����α����ϵ���״Ϊ�����εIJ���Ҫ��43.75%����ͼ4�ɼ���Բ������ͬ��������������ֱ��ԼΪ5.3 mmʱ�����߸߶���ȣ�����ֱ��С��5.3 mmʱ����ֱ��ԽС��Բ�����ϱȳ���������Խ�����������Σ���ֱ������5.3 mmʱ����ֱ��Խ���������ϱ�Բ������Խ�����������Ρ�����Ҫԭ��Ϊ����ֱ���ϴ����ʱ����Խ�ߺķѵIJ������Խ�࣬�����������ϵIJ��ϱ�Բ�����ϵĶ���55.8%����ˣ�����ֱ���ϴ������������Ҫ�������������ԣ�����Ҫ���㹻��IJ��ϼ�ʱ����������ײ������������Ϸ�����֪��Բ�ε�������״�������ڲ��Ͼ����������������������Σ����һ��ܽ�Լ�϶��ԭ�ϡ�
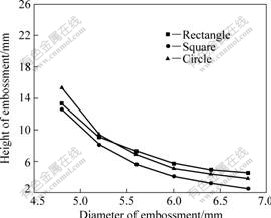
ͼ4 ������״�������ε�Ӱ��
Fig.4 Influence of blank shape on embossment forming
2.1.3 Ħ��������Ӱ��
ͼ1��ʾ������Ԫ����ģ�͵������������䣬�ֱ�ȡģ����ϼ��Ħ������m1�Ͱ�ģ����ϼ��Ħ������m2Ϊ��m1=0.12��m2=0.12��m1=0.4��m2=0.4��m1=0.7��m2=0.12���Գ��ι��̽���ģ���������ģ������ͼ5��ʾ����ͼ5�ɼ���Ħ������m1��m2���ʱ��Ħ������Խ��Խ�����������Σ�ģ����ϼ��Ħ������m1ƫ��ģ����ϼ��Ħ������m2ƫС����������������Ρ���Ħ������Խ��Ħ������Խ�Ӷ�������غ�ƫ��ģ��ĥ�����ء�
1) 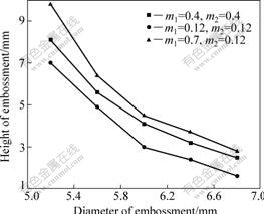
ͼ5 Ħ�������������ε�Ӱ��
Fig.5 Influence of friction coefficient on embossment forming
2.1.4 ģ�߽ṹ��Ӱ��
ͼ1��ʾ������Ԫ����ģ�͵������������䣬��ģ�γɵ��������ֱ�ӱ�ѹ(Counterpressure)�����ӱ�ѹ��������Ԫģ�⣬ģ������ͼ6��ʾ����ͼ6�п��Կ��������ӱ�ѹʱ�����ij��θ߶�H���Ը��ڲ��ӱ�ѹ��������Ϊ��ѹ��������������෴�ķ���ʩ���ʵ���С�����Կ��������ͬ��λ��������������ʹ������ȫ������ģ��ǻ�γ���������ѹѡ��ʱ������ᵼ�½ϴ�ij����غɡ�
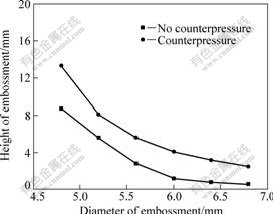
ͼ6 ģ�߽ṹ�������ε�Ӱ��
Fig.6 Influence of die structure on embossment forming
2.2 ɢ�Ȱ����ģ�⼰ʵ����
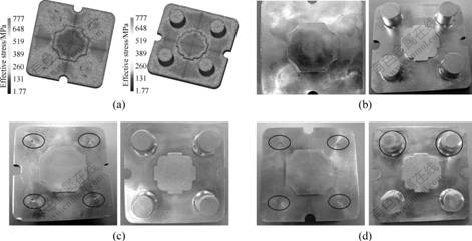
�ۺ����ϵķ����������ɢ�Ȱ������������Ԫģ�⡣ģ����ϼ��Ħ������m1Ϊ0.7����ģ����ϼ��Ħ������m2Ϊ0.12������ģ��ղ�������1�������������ԭ���������������ϵĺ����4.6 mm���ϣ�Ϊ��ѡ����ʵĺ�������Σ��ֱ�����Ϻ��Ϊ4.8��5.0��5.2 mm��������Ԫģ�⣬�����ʾ���Ϊ5.0 mm��1100-H14�����ܹ����θ�ɢ�Ȱ������ģ������ͼ7(a)��ʾ������ɢ�Ȱ�����Ԫģ��IJ����������һ��ʵ��ģ�ߣ�ʵ���ڰ�ģ�����ϼ䵥���MoS2����ģ�Ӵ������ϵ�����ɰ(m1=0.7��m2=0.12)��ʵ������ͼ7(b)��ʾ��ʵ��ʱΪ���˽�Ħ����������ѹ�ṹ������Ӱ�죬�ֱ��������ɰ��ԭ�����Ҳ���(m1=0.4��m2=0.4)���ޱ�ѹ��ģ�߽ṹ�����˶Ա�ʵ�飬ʵ������ͼ7(c)��7(d)��
ͼ7 ģ����ʵ����
Fig.7 Results of simulation and experiments: (a) Results of simulation for heat sink base; (b) Results of experiment for blank with shot blast in one side; (c) Results of experiment for original blank; (d) Results of experiment for die without counter pressure
��ͼ7(a)��(b)�п��Կ�����4����������ɢ�Ȱ�������������ȹ���ȱ�ݣ�ʵ������ģ�����dz��Ǻϡ�ͼ7(c)�������ı����ѷ��ֽ�С������(ͼ��ԲȦ��)��ͼ7(d)�в��������ı��淢�ֽ�С����(ͼ��ԲȦ��)�����һ������˽�Ϊ���ص�������������ȱ��(ͼ7��ԲȦ��)���Ա�ʵ����֤��ͼ5��6�ı仯���Ƶ���ȷ�ԡ�
�ۺ�ģ�⼰ʵ�������������������Ĺ���ȱ�ݲ�������Ҫԭ��Ϊ���ϲ��㡢���������ٶȹ��졣��ˣ�Ԥ�������ι����е��������������ȹ���ȱ�ݵĴ�ʩΪ���������Ϻ�ȣ�������״������ѡ��Բ����״����ѹ��ģ�߽ṹ�Լ�ģͬ���ı��治������ģͬ���γɵ�����
3 ����
1) ���Ϻ�ȶ������ε�Ӱ��dz����ԡ����Ϻ��Խ��Խ�����������Σ���̫��������˷�ԭ���ϼ������غɡ�
2) Ħ�������������нϴ�Ӱ�졣��ģ��������İ��ϼ��Ħ�������ϴ�ģ�����γ���İ��ϼ��Ħ��������Сʱ���������������Σ�������Ħ���������ʱ��Ħ������Խ��Խ�����������Ρ�
3) ���ϵ���״����������һ����Ӱ�졣�����Ρ������μ�Բ��������Ƚϣ�Բ�������������������Ρ�
4) ģ�߽ṹ���������нϴ��Ӱ�졣���б�ѹ��ģ�߽ṹ�����������ײ��������һ���������������ȱ�ݣ�����ѹ̫�����غɻ����ӽϴ�
[1] WANG Xin-yun, XIA Ju-chen, WU You-sheng, HU Guo-an. FE simulation and process analysis on forming of aluminum alloy multi-layer cylinder parts with flow control forming[J]. Trans Nonferrous Met Soc China, 2005, 15(2): 452?456��
[2] ��ʿ��, ������, ������, ������. þ�Ͻ����Ʊ���������Գ��μ���[J].�й���ɫ����ѧ��, 2004, 14(S3): 1?4.
ZHANG Shi-hong, XU Yong-chao, WANG Zhong-tang, ZHANG Qing-lai. Fabrication of Mg alloy sheets and Plastic forming of Mg sheet workpieces[J]. The Chinese Journal of Nonferrous Metals, 2004, 14(S3): 1?4.
[3] ��ʢ��, �ⴺ��. �߾��������ij���ռ����Ŀ���[J]. ���Թ���ѧ��, 2002, 9(4): 43?46.
CAI Sheng-qi, WU Chun-fu. Research on press forging of sheets for high precision parts[J]. Journal of Plasticity Engineering, 2002, 9(4): 43?46.
[4] л ̸, �ֵ�ΰ, �� ��, ξ ��. �������Գ��μ������й���Ӧ�����չ[J]. ��е����ѧ��, 2001, 37(7): 100?104.
XIE Tan, JIA De-wei, JIANG Peng, WEI Zhe. The application and development of fine plastic deforming in China[J]. Chinese Journal of Mechanical Engineering, 2001, 37(7): 100?104.
[5] LIU Hua-min, HUANG Liang-ju, YANG Shen-hua, ZHANG Shi-hong. Filling rules of bevel gears in the closed-die cold forging[J]. Journal of Materials Science & Technology, 2005, 21(6): 925?928.
[6] THIPPRAKMAS S, JIN M, MURAKAWA M. Study on flanged shapes in fine blanked-hole flanging process (FB-hole flanging process) using finite element method (FEM) [J]. Materials Processing Technology, 2007(192/193): 128?133.
[7] KIM H S. A study on cold forging process sequence design of terminal pins for high-voltage capacitors[J]. Materials Processing Technology, 2007(187/188): 604?608.
[8] ������. þ�Ͻ�ѹ��������Ӧ��[J]. �����, 2007(2): 35?39.
LIU Xiang-yang. Magnesium alloy die-casting technology and its application[J]. Light Metals, 2007(2): 35?39.
[9] �� ��, �ź���, ����ƽ. þ�Ͻ���3C��Ʒ��Ӧ����״��ǰ��չ��[J]. �����豸�о�, 2005(6): 46?49.
YANG Cheng, DU Hong-xing, LIU Xiao-ping. Application and developing tendency of magnesium alloys in 3C products[J]. Research and Studies on Foundry Equipment, 2005(6): 46?49.
[10] CHEN F K, HUANG T B, CHEN S G. Embossment formation in press forging of AZ31 magnesium-alloy sheets[J]. International Journal of Advanced Manufacturing Technology, 2007(32): 272?279.
[11] CHEN F K, HUANG T B, WANG S J. A study of flow-through phenomenon in the press forging of magnesium-alloy sheets[J]. International Journal of Advanced Manufacturing Technology, 2007(187/188): 770?774.
[12] HWANG J K, SOHN K Y, KIM K H, KANG D M. CAE application to press forging of magnesium alloys[J]. Materials Science Forum, 2003(419/422): 371?376.
[13] HWANG J K, SOHN K Y, KANG D M, SHIN Y S. Finite element analysis of press forging process of AZ31 sheet[J]. Materials Science Forum, 2005, 488/489: 457?460.
[14] ��ʿ��, ������, ������. �������ֲ�������μ����о�[J]. ���Թ���ѧ��, 2008, 15(2): 31?36.
ZHANG Shi-hong, ZHOU Li-xin, WANG Zhong-tang. Research on local bulk forming of sheet metal parts[J]. Journal of Plasticity Engineering, 2008, 15(2): 31?36.
[15] ZHANG Shi-hong, ZHANG Gang, XU Yong-chao, REN Li-mei, WANG Zhong-tang, ZHOU Li-xin. Press forging of magnesium alloy AZ31 sheets[J]. Materials Science Forum, 2007, 539/543: 1753?1758.
������Ŀ��������Ȼ��ѧ����������Ŀ(50575097)������ʡ��������Ȼ��ѧ�о�����������Ŀ(KJ2007A062)
�ո����ڣ�2009-02-03�������ڣ�2009-04-18
ͨ�����ߣ�����ʤ����ʿ���绰��15958281379�� E-mail��xclwks@126.com
