
DOI��10.19476/j.ysxb.1004.0609.2017.12.11
�����ȴ�����Al-Zn-Mg�Ͻӽ�ͷ��֯�����ܵ�Ӱ��
�Ŵ�ƽ1�����༪2, 3
(1. ���ֺ��칤ҵѧԺ ʵ����ѧ�������� 541004��
2. ���ϴ�ѧ ��ĩұ���о�Ժ����ɳ 410083��
3. �ɶ����������Ƽ�����˾���ɶ� 611731)
ժ Ҫ��
���ý��ࡢӲ�ȡ��絼�ʡ����丯ʴ���绯ѧ��ʴ�Լ���羵(TEM)�۲�ȷ������Է����о������ȴ�����Al-Zn-Mg�Ͻ���֯�����ܵ�Ӱ�졣���������Al-Zn-Mg�Ͻӽ�ͷ��������Ӳ�Ⱥ���ʴ�����溸���ȴ���ʱЧʱ����ӳ����¶ȵ���߶���������ȻʱЧ4 d+(130 ��, 24 h)����ȻʱЧ150 d+(150 ��, 2 h)���ֺ����ȴ������սϼѣ�����ȻʱЧ4 d+(130 ��, 24 h)�����Ͻ���������Ӳ����82.5HV�����123HV�����絼����34%IACS�����35.8%IACS����ʴ�ȼ�������EA������ȻʱЧ150 d+(150 ��, 2 h)�����Ͻ���������Ӳ�������110HV�����絼����34.7%IACS����ʴ�ȼ�������N���Ͻӽ�ͷ������Ӳ������ʴ������������Ҫԭ���Ǻ���ʱЧ�ȴ����ٽ����ӹ���������������ֻ�����ɢ�ֲ����Ҿ���������ʲ������ֲ�״��
�ؼ��ʣ�
Al-Zn-Mg�Ͻ��������ȴ�����ʱЧ��Ӳ������ʴ������
���±�ţ�1004-0609(2017)-12-2483-10���� ��ͼ����ţ�TG 146.2 ���� ���ױ�־�룺A
Al-Zn-Mg�Ͻ������и�ǿ�ɺ����Ͻ𣬾�������ı�ǿ�ȡ��ȼӹ��Լ��ɺ��ԣ��Ǻ��պ��졢�����������������������Ҫ�ṹ����[1-3]��Ȼ�����ں�����ѭ�������£����ڽϴ��������Ӱ�죬����Ͻ��ں��ӹ������׳��ֺ��ӽ�ͷ��������ʴ�Խϲ�����⣬��Ӧ�ô�����లȫ�������������������Ѿ����˴������о���������ʶ�����Al-Zn-Mg�Ͻ�ĺ��ӽ�ͷ���ܡ�
��С���[4]�о���7020���Ͻ�MIG�����ӽ�ͷ����֯�����ܣ��о�����������ں����ȴ��������ã��Ͻӽ�ͷ��֯�����ܸ��죬����ɻ���Ϊ������(Weld zone, WZ)���ۺ���(Fusion zone, FZ)����Ӱ����(Heat affected zone, HAZ)�ͻ�����(Base material, BM)�����ӽ�ͷ�ĺ�����Ϊ��֦״������֯���ۺ�����������һ��Ϊ��״����������Ӱ����һ��ΪϸС�ĵ��ᾧ��֯����Ӱ����Ϊ�����˲����ٽᾧ����ά��֯������Ϊ���Ե���ά��֯�����⣬�о����������Ӱ����������ǿ����ǡ�(MgZn2)��ֻ�������Ӱ����ǿ�ȳ���������FU��[5]��Al-Zn-Mg�Ͻ�GMA���ӵĺ�����Ӱ�����������о����о�ָ����Ӱ������Ҫ��Ϊ������(Solid solution zone, SSZ)��ʱЧ��(Overaging zone, OZ)�����������¶ȴ�380��ʱ���γ�һ�����棬380�������γɹ�������230~380 ���γɹ�ʱЧ�����������������������״�����ֲ�����ʴ�Խϲ��ʱЧ������ǿ��������ֻ������ǿ�Ƚ��ͣ���Ҳ����������
Ϊ���ƺ��ӽ�ͷ�����ܣ���������������ѧ�߽����˴������о�����չ�˳�������������ȴ������ȷ�ʽ���ƺ��ӽ�ͷ���ܡ�ROY��[6]��HUO��[7]�о���������Ժ��ӽ�ͷ���ܵ�Ӱ�죬�����������������Խ��ͺ�ֺ����Ӧ�����С���С���Ӽ�����Ӧ������ͷ��ƣ��ǿ��Ҳ�õ������ߡ�WU��[8]�о�7005���Ͻ�ʱЧ�ȴ����Ժ��ӽ�ͷ��ѧ���ܺͿ�Ӧ����ʴ���ܵ�Ӱ�죬�о����־�T73��RRAʱЧ������ĺ��켰��Ӱ����ǿ�ȺͿ�Ӧ����ʴ���ܾ��õ�������KLUKEN��[9]�о�7030��7108���Ͻ�ѹ����MIG���ӽ�ͷ���ʣ�ָ���������˹�ʱЧ���ǿ�ȱ���ȻʱЧ�ĸߡ�����LORIMER��[10]���о������֪��7000ϵ���Ͻ��Ⱦ�����ʱЧ(����ȻʱЧ)���پ��˹�ʱЧ����������GP�����ȶ�������ǡ�ͦ���ת�䡣��ˣ����������о��Ⱦ����ݺͳ�ʱ��ȻʱЧ���پ���ͬ�˹�ʱЧ̽�����Al-Zn-Mg�Ͻӽ�ͷ��֯�����ܵ���Ѻ������ա�
1 ʵ��
���ƺϽ�������������ɷ�ΪAl-6.03Zn-0.92Mg- 0.02Cu-0.13Zr-0.19Mn-0.08Cr-0.03Ti-0.05Si-0.09Fe(����������%)��ʵ������ԭ��Ϊ�ߴ���(99.9%)���ߴ�þ(99.9%)���ߴ���(99.9%)�ߴ�п(99%)���������м�Ͻ�(Al-5.1Zr��Al-49.8Cu��Al-4.05Cr��Al-14.55Mn��Al-5.1Ti)�������¶ȱ�����750~800 �棬��C2Cl6��������������������720~760 �潽����d 100 mm��Բ����������
�����������������Ȼ��ƶȣ�������420 ����¶��±���4 h��Ȼ�����µ�465 �汣��24 h�����䡣�������500 tѹ���Ͻ����ȼ�ѹ�������Ϊ��ѹʱ������ģ��Ԥ�ȵ�450~460 �桢��ѹͲֱ��Ϊ90 mm����ѹ��Ϊ11���ʵ����Ƽ�ѹ�����Ա�֤��֯���εľ����ԡ�
��ѹ��ĺϽ������¯���¹��ܴ����ƶȽ��й��ܡ������������¾�1 h����������450 �棬����0.7 ��/min����������470 �汣��1 h��������������ˮ�У����ת���ٶȲ�����5 s�����ܴ��������Ʒ�ٽ���˫��ʱЧ((105 ��, 5 h)+(155 ��, 6 h))��
���������ټ�벻���(TIG)���к��ӣ����ӵ���Ϊ300 A������ǰ�ȶ��������л�е�������������������ʡ��Ժ�����������ʱЧ�ȴ���������ʱЧ�ƶ����1���С�
�Ͻ���ĥ����ĥ������ḯʴ�Լ�(�˸��ḯʴ����3 g Cr2O3+1 mL HF+16 mL HNO3+83 mL H2O�Ƴ�)��ʴ���Ƶý�����������ʴ��������ڵ¹�����DM4000M�����������¹۲�Ͻ�Ľ�����֯��
��1 Al-Zn-Mg�Ͻӽ�ͷ�����ȴ�������
Table 1 Heat treatment process of Al-Zn-Mg alloy welded joint
�Ͻ���ĥ����ĥ����ͳ�����ϴ��ֱ���7501A ���������Ǻ�HV-50��ά��Ӳ�ȼ��Ϸֱ���������ĵ絼�ʺ�Ӳ�ȡ����Ե絼��֮ǰ��Ե����ǽ���У��̽���DZ�������Ͻ����ƽ�нӴ���
���丯ʴʵ�鰴��HB 5455-90[11]���������½��С����丯ʴ��ҺΪ234 g/L NaCl+50 g/L KNO3+6.5 mL/L HNO3����֤��ʴ��Һ������ʴ�����֮��Ϊ30 mL/cm2����ʴʱ��Ϊ48 h������HB 5455-90���Ը�ʴ��������������
�绯ѧ��ʴʵ������Ϻ�����CHI 660C�绯ѧ����վ���У��Ͻ�ĵ绯ѧ���Բ�ȡ���缫��ϵ�����ʹ��缫(SCE)��Ϊ�αȵ缫�����缫��Ϊ�����缫���Ͻ�����Ϊ�о��缫��������ѡȡS-L�棬��ʴ���Ϊ1 cm2����ʴ��ҺΪ3.5%NaCl(��������)��Һ��ʵ���ڳ����½��С�
�Ͻ����˫���ⷨ(���ҺΪ�����1:3�����ᡢ�״������Һ����ѹ20 V���¶�ԼΪ-25 ��)�Ʊ���羵��������TECNAIG2 20��羵�۲�Ͻӽ�ͷ������������֯��������ֲ���̬��
2 ��������
2.1 Al-Zn-Mg�Ͻӽ�ͷ������֯
ͼ1��ʾΪAl-Zn-Mg�Ͻӽ�ͷ������֯����ͼ1��֪���������������ٽᾧ�⣬�ڲ�����ϸС���ؼ�ѹ�������ά״�ӹ���֯(��ͼ1(c))��������ε����ɷֺ��֣���������ٽᾧ��ԭ����Zr����ƫ�ͣ������ڼ�ѹ���������ƶ�̬�ظ�����ɵ��ٽᾧ�����������ʱ��о��е����ݺ�Ŀ��������ٽᾧ������ԡ��ۺ���(��ͼ1(a))�Ǻ�˿���������γɵ�һ�ֽ���Ͻ𣬼�����������һ��Ϊ����ɢ�����������ᾧ��ʽ[12-13]�γɵ���״������������������һ��ΪϸС�ĵ��ᾧ��֯�����ݺ��ӹ������۳��¶ȳ��ķֲ�������֪���۳ر��ص��¶��Ը��ڻ��ĵ��۵㣬���Ҵ���һ���˶��ٶȽϵ͵ĸ���㣬�ڸø�����У�������Al3(Zr,Ti)�ʵ��׳�Ϊ��(Al)�ķǾ����κ˺��ģ��ٽ�ϸС���ᾧ���γɣ���������[14-15]���ѵõ�֤ʵ������Ӱ������(��ͼ1(b))�������ۺ����IJ��־����ܺ����ȵ�Ӱ��Ҳ���ֲ��ֳ�������������Ȼ�ؼ�ѹ��������ά��״��
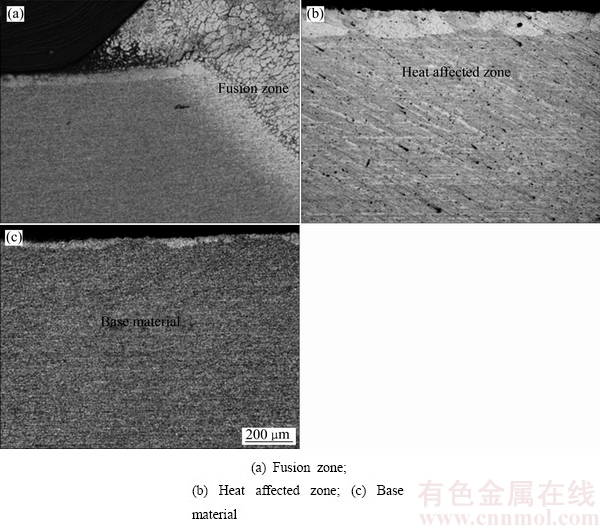
ͼ1 Al-Zn-Mg�Ͻӽ�ͷ������֯
Fig. 1 Microstructures of Al-Zn-Mg alloy welded joint
2.2 �����ȴ�����Al-Zn-Mg�Ͻӽ�ͷӲ�ȵ�Ӱ��
ͼ2��ʾΪAl-Zn-Mg�Ͻӽ�ͷ��ͬ�ȴ������Ӳ�ȷֲ����ߡ���ͼ2��֪���ۺ����Ͻ�Ӳ�������뺸�����ľ�������Ӷ������Ͻ��ڹ�������Ӳ�Ȼ�����ʱЧʱ����ӳ������½����Ͻ��ڹ�ʱЧ����Ӳ�����Ե����ڻ������ģ��������Ӳ��ֵ������������ľ���Խ���������ӣ����ӽ���������Ӳ��ֵ���Һ��ڵ�ʱЧ���նԸ������Ӳ�ȱ仯Ӱ�첻��������Ӳ��ֵ�����ޱ仯����ͼ�Ͻ���һ��ƽ�ȵ�ֱ�ߡ�ͼ2(a)��ʾΪ��ͬ��ȻʱЧ�ĺϽӽ�ͷ��Ӳ�ȷֲ����ߡ��ڹ������Ͻ��Ӳ������������ȻʱЧʱ����ӳ������ӣ�Ӳ���ﵽ��������Ӳ��ֵ����ˣ���ͼ2(a)��֪���Ͻ�ĺ��ӽ�ͷ��ѧ���ܿ�ͨ��ʱЧ���ս�һ�����ơ����⣬�Ͻ�����ȻʱЧ4 dʱ��Ӳ������������죬4 d���Ӳ���������ʽϻ�������ͼ2(b)��֪���Ⱦ���ȻʱЧ4 d�پ�130 ���˹�ʱЧ��ͬʱ�䴦���ԺϽӽ�ͷ��Ӳ��Ӱ��ܴϽӽ�ͷ(�ر����ۺ���������)��Ӳ������ʱ����ӳ������ӣ���ȻʱЧ4 d+(130 ��, 24 h)ʱЧ�������նԺϽӽ�ͷ��Ӳ�����������Ӱ���������Ӳ�ȴﵽ123HV�����ڻ���Ӳ��(113HV)�����һ��ĵ�Ӳ��Ҳ����ߡ�����ȻʱЧ4 d+(130 ��, 24 h)Ϊ��ȻʱЧ4 d+130 ���˹�ʱЧ��ͬʱ��������յ���ѹ����ƶȡ�ͼ2(c)��ʾΪ��ȻʱЧ4 d+��ͬ�¶�ʱЧ2 h�����ĺϽӽ�ͷ��Ӳ�ȷֲ����ߡ��Ͻӽ�ͷ��Ӳ������ʱЧ�¶ȵ����߶����ߣ���ȻʱЧ4 d+(165 ��, 2 h)�˹�ʱЧ�������յ�Ӳ��ֵ������죬Ӳ��ֵ���ﵽ112HV�������Ӳ���൱��������Ӳ�������Ա仯��ͼ2(d)��ʾΪ��ȻʱЧ150 d+��ͬ�¶Ȼ�ͬʱ���˹�ʱЧ�����Ͻӽ�ͷ��Ӳ������ͼ����ȻʱЧ150 d+(150 ��, 2 h)�����ĺϽ���Ӱ����Ӳ������ȻʱЧ150 d�������൱������������Ӳ��ֵ����������ȻʱЧ150 d�����ĺϽ�Ӳ��ֵ������ʱЧ�������ն����������ͺϽ���Ӱ������Ӳ�ȡ���Ȼ����ͼ2��֪����ȻʱЧ4 d+(130 ��, 24 h)�˹�ʱЧ��Al-Zn-Mg�Ͻӽ�ͷ��Ӳ���������
2.3 �����ȴ�����Al-Zn-Mg�Ͻӽ�ͷ�絼�ʵ�Ӱ��
ͼ3��ʾΪAl-Zn-Mg�Ͻӽ�ͷ��ͬ�ȴ����ĵ絼�ʷֲ����ߡ���ͼ3(a)��֪����ͷ�������ĵ絼������ȻʱЧ���ӳ������ͣ�����WATERLOO��[16] ���о������һ�µġ���ʱЧ���ͻ������ĵ絼�ʱ仯����ͼ3(b)��ʾΪ��ȻʱЧ4 d+130 ��ʱЧ��ͬʱ�䴦���ĺϽӽ�ͷ�ĵ絼�ʷֲ����ߡ����ۺ�������Ӱ�������Ͻ�ĵ絼�����˹�ʱЧʱ����ӳ������ӡ����У���ȻʱЧ4 d+(130 ��, 24 h)�ĵ絼������������죬�絼�����ֵΪ36.7%IACS���������ȶ����ĵ絼�ʼ����ޱ仯����ͼ3(c)��֪���˹�ʱЧ������������ۺ�������Ӱ�����ĵ絼�ʣ�����ߵķ�����ʱЧ�¶�Ӱ�첻�絼�����ֵΪ36.5%IACS�������ȶ����ĵ絼����Ȼ�����˹�ʱЧ���仯��ͼ3(d)��ʾΪ��ȻʱЧ150 d+�˹�ʱЧ�����ĺϽӽ�ͷ�ĵ絼�ʷֲ����ߡ���ȻʱЧ150 d+(120 ��, 2 h)����ȻʱЧ150 d+(180 ��, 0.5 h)��ʱЧ�������նԺϽ���Ӱ�����ĵ絼����������������ȻʱЧ150 d+(150 ��, 2 h)�ԺϽ�������ĵ絼�������ϴ����ֵΪ35.5%IACS����ˣ���ͼ3��֪����ȻʱЧ4 d+(130 ��, 24 h)�˹�ʱЧ�����ԺϽӽ�ͷ�ĵ絼������������죬�絼��ֵ���
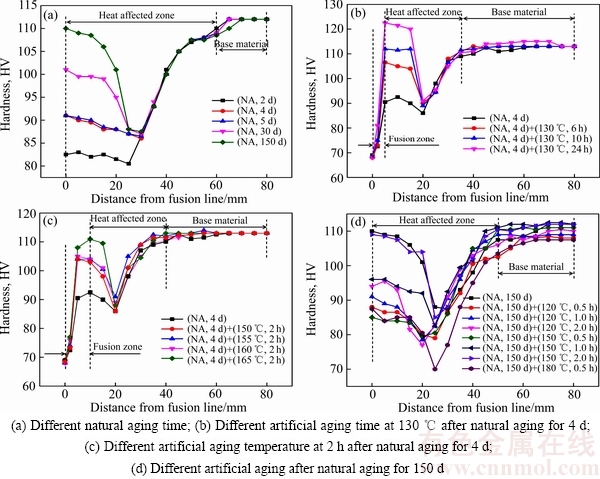
ͼ2 Al-Zn-Mg�Ͻӽ�ͷ����ͬ�ȴ������Ӳ�ȷֲ�
Fig. 2 Hardness distribution of welded joint of Al-Zn-Mg alloy after various post-welded heat treatment (NA: Natural aging)
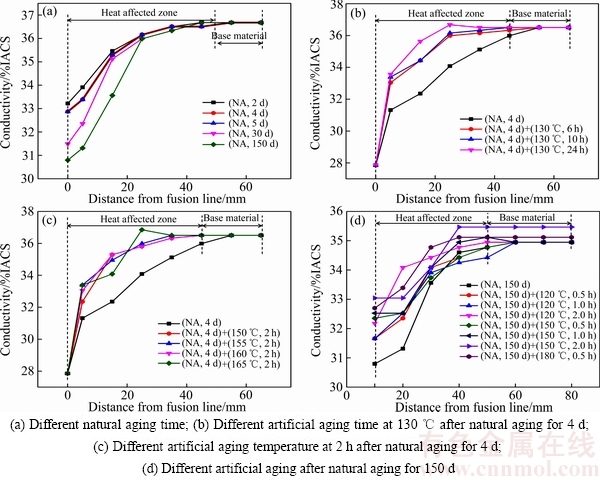
ͼ3 Al-Zn-Mg�Ͻӽ�ͷ����ͬ�ȴ�����ĵ絼�ʷֲ�
Fig. 3 Conductivity distribution of welded joint of Al-Zn-Mg alloy after different post-welded heat treatments (NA: Natural aging)
2.4 �����ȴ�����Al-Zn-Mg�Ͻӽ�ͷ���丯ʴ���ܵ�Ӱ��
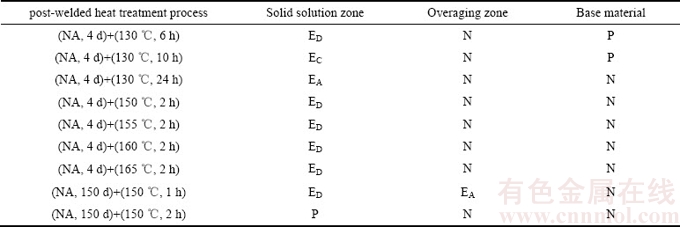
ͼ4��ʾΪAl-Zn-Mg�Ͻӽ�ͷ����ͬ�ȴ��������48 h�İ��丯ʴ������òͼ����ͼ4(a)~(c) ��֪���Ͻ�Ŀ����丯ʴ�������ʱ��ȻʱЧ4 d+ 130 ���˹�ʱЧ����ʱ����ӳ�����ߡ���ȻʱЧ4 d+(130 ��, 6 h)����ȻʱЧ4 d+(130 ��, 10 h)��ĺϽ���������������صİ�������ʴ������չ�������ڲ�����ʱЧ����Ȼ�������������������ֲ��ֵ�ʴ������ȻʱЧ4 d+(130 ��, 24 h)������ĺϽ��������������������ݿ��ѣ������İ��㣬��ʱЧ����Ȼ���������Ľ���������������ֻ���ֱ�ɫ����δ���ֵ�ʴ������ͼ4(d)~(g)��֪��������ȻʱЧ4 d+��ͬ�¶�ʱЧ����2 h��ĺϽ�����������ֽ����صİ�������ʴ��չ������Ľ����ڲ�����ʱЧ����Ȼ���ֹ����Ľ�����������δ���ֵ�ʴ�������ڳ�ʱ��ȻʱЧ��ֻ��150 �����ȴ������ƶ�ʹ�úϽ��ͷӲ�ȵ��Ա��֣��ʰ��丯ʴʵ��ֻѡȡ��ʱ��ȻʱЧ150 d+150 ��ʱЧ��ͬʱ��Ĵ��������ƶȡ���Ȼ����ȻʱЧ150 d+(150 ��, 2 h)�����ĺϽӽ�ͷ����ֻ���ֱ�ɫ���ֲ��ط��������ĵ�ʴ�ӣ��Ͻ�Ŀ����丯ʴ����������ߡ��ֽ���ͬ�����ȴ���Al-Zn-Mg�Ͻӽ�ͷ�İ�ʴ�ȼ����ڱ�2�С����У���ʴ�������ţ�NΪ��������������ɫ��ʴ����û�е�ʴ�Ͱ�ʴ�ļ���PΪ��ʴ���������ĸ�ʴ�㣬�ڵ�ı�Ե������������EAΪ�������������ѿ��������İ��㣻EBΪ���Եķֲ㲢��չ�������ڲ���ECΪ��ʴ��չ������Ľ����ڲ���EDΪ��ʴ��չ����EC����Ľ����ڲ��������д����Ľ�������䡣��ͼ4�ͱ�2��֪����ȻʱЧ150 d+(150 ��, 2 h)�����ĺϽӽ�ͷ�����丯ʴ������ã����Ϊ��ȻʱЧ4 d+(130 ��, 24 h)������ĺϽ�
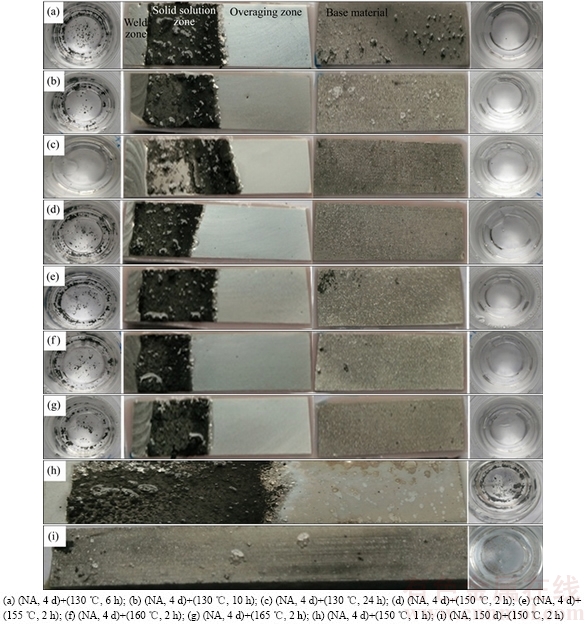
ͼ4 Al-Zn-Mg�Ͻӽ�ͷ����ͬ�ȴ��������ĸ�ʴ������ò
Fig. 4 Exfoliation corrosion entity morphologies of welded joint of Al-Zn-Mg alloy after various post-welded heat treatment
2.5 �����ȴ�����Al-Zn-Mg�Ͻӽ�ͷ�绯ѧ��ʴ��Ӱ��
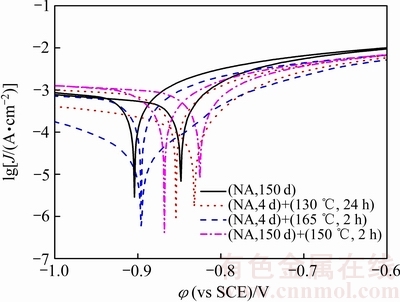
���������丯ʴʵ���֪���Ͻӽ�ͷ��ʴ�Խϲ������Ϊ���������ʵ绯ѧ��ʴʵ��ѡȡ��ͬ�����ȴ����Ͻ�Ĺ��������в��ԡ�ͼ5��ʾΪ��ͬ�����ȴ����ĺϽ��������3.5%NaCl(��������)��Һ�е�ѭ���������ߡ�ʵ���������ɨ����������ɨ����ֹ��λ�������ɨ���������ͺ��·�������ú��Ӻ�ĺϽ�������Ծֲ���ʴ������[17]��ͨ��CHI660C�绯ѧ����������ѭ���������߽�����������ɻ�����3�е�ʵ���������ͼ5(a)�ͱ�3��֪����ʱ��ȻʱЧ4 d+130 ��ʱЧ��ͬʱ�䴦�������ƶȺ�ĺϽ��Ը�ʴ�����ܶ�(Jcorr)���Ŵ���ʱ����ӳ�����С����λ����ϵ����Լ�������(Rcorr)���Ŵ���ʱ����ӳ�������������ʱ��Խ���Ͻ����ʴ����Խ�á���Σ��Ը�ʴ��λ�ͱ�����λ֮��(��corr-��rep)�����۾ֲ���ʴ��չ�̶ȵ���Ҫ�оݣ��ھֲ���ʴ��չ���ڣ���ֵԽ�ֲ���ʴ��չ�̶�Խ��[18]����Ȼ������ȻʱЧ4 d+130 �洦����ͬʱ��Ĺ����ƶ��У��Ͻ�Ĺ������ֲ���ʴ��չ�̶��洦��ʱ����ӳ�����С����ͼ5(b)�ͱ�3��֪������ȻʱЧ4 d+��ͬ�¶�ʱЧ2 h�Ĵ��������ƶ��У��Ը�ʴ�����ܶ�(Jcorr)���Ŵ����¶ȵ����߶���С�����Լ�������(Rcorr)���Ŵ����¶ȵ����߶���������ͬʱ���´����¶�Խ����ʴ��Խ�á���ȻʱЧ4 d+(165 ��, 2 h)���մ�����ĺϽ�������ֲ���ʴ��չ�̶���С��
��2 ��ͬ���ȴ������ӽ�ͷ�İ��丯ʴ����
Table 2 Exfoliation corrosion resistance of welded joint at quenching zone after various post-welded heat treatment
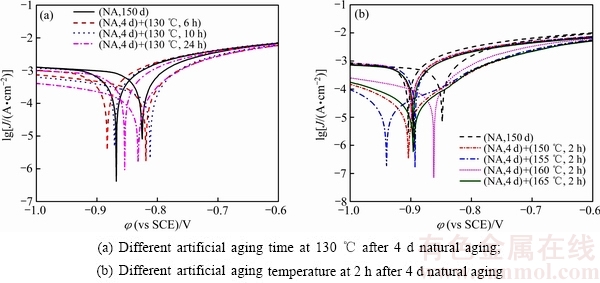
ͼ5 ��ͬ�����ȴ����ĺϽ��������ѭ����������
Fig. 5 Cyclic polarization curves of welded joint at solid solution zone in 3.5%NaCl solution after different post-welded heat treatments (NA: Natural aging)
��3 ��ͬ�����ȴ���Al-Zn-Mg��ͷ��3.5% NaCl��Һ�е�ѭ���������߲���
Table 3 Parameters of cyclic polarization curves of quenching zone in 3.5%NaCl solution after different post-welded heat treatments
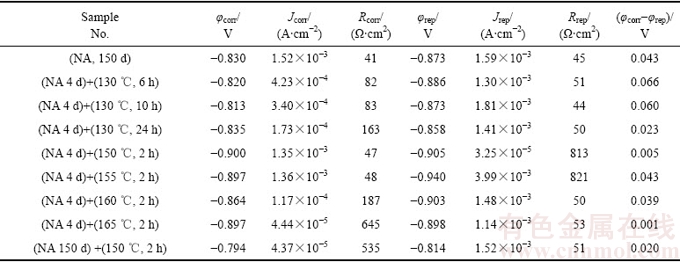
ͼ6��ʾΪ���ֽ��ź����ȴ����ƶȵĺϽ�������绯ѧѭ���������ߡ���ͼ6�ͱ�3��֪����ȻʱЧ150 d+(150 ��, 2 h)���մ�����ĺϽ��Ը�ʴ�����ܶ�(Jcorr)��С���Ͻ����ʴ����á���ͬ�����ȴ����ƶȶԺϽ��������ʴ�Դ�С˳������Ϊ��ȻʱЧ150 d+(150 ��, 2 h)����ȻʱЧ4 d+(165 ��, 2 h)����ȻʱЧ4 d+(130 ��, 24 h)����ȻʱЧ150 d��
3 ����
�Ͻӽ�ͷ�������������¶Ȳ�ͬ���¸����������Ҳ������ͬ����ǰ���ʵ������֪��Ӱ����(��������ʱЧ��)��֯�����ܲ�����ʽ��Դ�������֯�����ܽ��з��������ۡ�
ͼ6 �����ȴ�����ͷ��������ѭ����������
Fig. 6 Cyclic polarization curves of welded joint at solid solution zone in 3.5%NaCl solution after different preferable post-welded heat treatments (NA: Natural aging)
���������¶Ƚϸߣ�ԭ��������������ܵ��������У����ºϽ�ڶ���ǿ�����ü�����ʹ�úϽ�Ӳ����ǿ�Ƚ��͡������뺸������ľ��������ӣ��Ͻ�����Ӱ���������С���ʺϽ�Ĺ�ʱЧ��Ӳ�ȳ����������ƣ�ֱ�����ĵ�Ӳ��ֵ��Ϊ�˸��ƺ��ӽ�ͷ���ܣ��������߲�����ȻʱЧ+�˹�ʱЧ�ȴ������մ������Դٽ��Ͻ���ԭ�Ӵ��ŵ����ܺ͵ڶ��������������ʱЧʱ���ӳ����Ͻ��ڲ�����ת�䣺��(����������)��GP����������ǡ�(MgZn2)��ƽ�����(MgZn2)��ʹ����Ե��ӵ�ɢ�����ü������絼����Ȼ���ӡ��Ͻ��ڹ�ʱЧ״̬�����ں;��������Ħ��������ֻ��������ϵĦ���ʲ���������״��PFZҲ���Ա�����������������������״�����ֲ����׳�Ϊ���������ܽ�ĸ�ʴͨ������ˣ����Ӻ���Ӱ�����еĹ�ʱЧ���Ͻ����ʴ�Ը��ã�����������ʴ���ܽϲ
ͼ7��ʾΪ��ͬ�����ȴ�����ͷ��������<112>�����TEM����ͼ7(a)��֪���Ͻ��ͷ����ȻʱЧ150 d������������GP��ǿ��Ϊ���������������������״�ֲ����ʺϽ��ڸ�ʴ�����У��������������������׳�Ϊ������ʴͨ������ʴ�����Խϸߡ�ͼ7(b)��ʾΪ������ȻʱЧ4 d+(130 ��, 24 h)�����ĺϽ�TEM�Ͻ�������ǿ�����Ԧǡ�(MgZn2)��Ϊ��������ϸС�ҷֲ���ɢ����ɢǿ��Ч���Ϻã��ʽ�ͷӲ�Ƚϸߣ�����������ֲ������ҳʶ����ֲ���PFZ�ֲ��Ͽ����ʽ�ͷ��ʴ������ߡ�ͼ7(c)��ʾΪ��ͷ������ȻʱЧ150 d+(150 ��, 2 h)������TEM�Ͻ��������������ɢ�ֲ����Ҳ����Ѵֻ����ʺϽ��ͷ������Ӳ��Ӱ�첻������ʱЧʱ����ӳ���������ֻ�������ԣ��Ͻ��ͷӲ�Ȼ��������ͣ�����������ϸС�ҳʶ����ֲ����ʺϽ���ʴ���ܽϺá����뾭��ͬ�����ȴ�����ͷ��Ӳ�ȷֲ����絼�ʷֲ������丯ʴʵ�鼰�绯ѧ��ʴʵ��Ľ����һ�µġ�
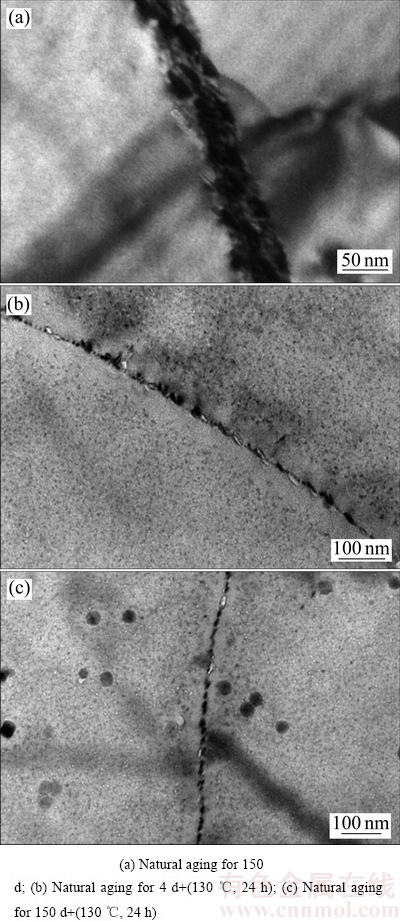
ͼ7 �����ȴ����ĺϽӽ�ͷ��������TEM��
Fig. 7 TEM images of alloys welded joint at solid solution zone after post-welded heat treatment
4 ����
1) Al-Zn-Mg�Ͻӽ�ͷ������ȻʱЧ4 d���˹�ʱЧ�������Ͻ�ĺ��ӽ�ͷ������Ӳ�Ⱥ���ʴ������ʱЧʱ����ӳ����¶ȵ���߶����������У���ȻʱЧ4 d+(130 ��, 24 h)�����ƶȶԺϽӽ�ͷ����������������Ϊ���������������Ӳ�Ⱥ͵絼�ʷֱ�ɴ�123HV��36.7%IACS������ʴ����Ҳ��ѡ�
2) Al-Zn-Mg�Ͻӽ�ͷ������ȻʱЧ150 d��ͷ��������Ӳ���ѻָ�������ˮƽ�����˹�ʱЧ�����ή��������Ӳ�ȣ�����������Ӳ��ֵ������ߡ������˹�ʱЧ��������ߺϽ����������ʴ���ܡ���ȻʱЧ150 d+(150 ��, 2 h)�����ƶȶԺϽ��������Ӳ��Ӱ�첻���ԣ�����������ߺϽ����ʴ���ܡ�
3) �ȽϷֱ���ȻʱЧ4 d+(130 ��, 24 h)����ȻʱЧ150 d+(150 ��, 2 h)�����ȴ����ƶȴ�����ĺϽӽ�ͷ���ܿ�֪����ȻʱЧ4 d+(130 ��, 24 h)�����ƶȶԺϽӽ�ͷӲ������������������ȻʱЧ150 d+(150 ��, 2 h)�����ƶȶԺϽӽ�ͷ����ʴ����������Ϊ���������ǵ��Ͻ�ҵ������Ӧ���������⣬��ȻʱЧ4 d+(130 ��, 24 h)�����ƶ�Ϊ��ҵӦ�ú����ȴ�������ƶȡ�
REFERENCES
[1] STALEY J T, LIU J, HUNT Jr W H. Aluminum alloys for aerostructures[J]. Advanced Materials and Processes, 1997, 152(4): 17-20.
[2] DAVID A L, RAY H M. Strong aluminum alloy shaves airframe weight[J]. Advanced Materials and Processes, 1991, 140(4): 46-49.
[3] LUDTKA G M, LAUGHLIN D E. The influence of microstructure and strength on the fracture mode and toughness of 7xxx series aluminum alloys[J]. Metallurgical Transactions A, 1982, 13(3): 411-425.
[4] ��С��, ������, ����¶, �¾ٷ�, �����, ��־��. 7020���Ͻ�MIG�����ӽ�ͷ����֯������[J]. �й���ɫ����ѧ��, 2014, 24(4): 912-918.
PENG Xiao-yan, CAO Xiao-wu, DUAN Yu-lu, CHEN Ju-fei, XU Guo-fu, YIN Zhi-min. Microstructures and properties of MIG welded joint of 7020 aluminum alloy[J]. The Chinese Journal of Nonferrous Metals, 2014, 24(4): 912-918.
[5] FU G, TIAN F, WANG H. Studies on softening of heat-affected zone of pulsed-current GMA welded Al-Zn-Mg alloy[J]. Journal of Materials Processing Technology, 2006, 180(1): 216-220.
[6] ROY S, FISHER J W, YEN B T. Fatigue resistance of welded details enhanced by ultrasonic impact treatment(UIT)[J]. International Journal of Fatigue, 2003, 25(9): 1239-1247.
[7] HUO Li-xing, WANG Dong-po, ZHANG Yu-feng. Investigation of the fatigue behaviour of the welded joints treated by TIG dressing and ultrasonic peening under variable amplitude load[J]. International Journal of Fatigue, 2005, 27(1): 95-101.
[8] WU Y E, WANG Y T. Enhanced SCC resistance of AA7005 welds with appropriate filler metal and post-welding heat treatment[J]. Theoretical and Applied Fracture Mechanics, 2010, 54(1): 19-26.
[9] KLUKEN A O, BJOERNEKLETT B, KLUKEN A O. A study of mechanical properties for aluminum GMA weldments[J]. Welding Journal, 1997, 76(76): 39-44.
[10] LORIMER G W, NICHOLSON R B. Further results on the nucleation of precipitates in the Al-Zn-Mg system[J]. Acta Metallurgica, 1966, 14(8): 1009-1013.
[11] HB 5455��90. ���Ͻ���㸯ʴ���鷽��[S].
HB 5455��90. Standard test method for exfoliation corrosion susceptibity in aluminum alloys[S].
[12] ARES A E, GUEIJMAN S F, CARAM R, SCHVEZOV C E. Analysis of solidification parameters during solidification of lead and aluminum base alloys[J]. Journal of Crystal Growth, 2005, 275(1): 319-327.
[13] YELAGIN V I, ZAKHADOV V V, ROSTOVA T D. Aluminum alloys alloying with scandium[J]. Metal Science Heat Treat, 1983, 25(1): 546-550.
[14] �����, ���Ʒ�, ������, �� ��. ��˿�ɷֶ�2519���Ͻ���֯�����ܵ�Ӱ��[J]. ����ѧ��, 2008, 29(4): 77-82.
LI Hui-zhong, GUO Fei-fei, LIANG Xiao-peng, LI Zhou. The effects of welding wire composition on microstructure and properties of 2519 aluminum alloy[J]. Transactions of the China Welding Institution, 2008, 29(4): 77-82.
[15] ������, ��־��, �� ��, ������. ��Ԫ�ضԸ�ǿ���Ͻ���֯����ѧ���ܵ�Ӱ��[J]. �й���ɫ����ѧ��, 2008, 18(6): 959-966.
XU Liang-hong, TIAN Zhi-ling, PENG Yun, ZHANG Xiao-mu. Effects of trace elements on microstructure and mechanical properties of high strength aluminum alloy welds[J]. The Chinese Journal of Nonferrous Metals, 2008, 18(6): 959-966.
[16] WATERLOO G, HANSEN V,  J, SKJERVOLD S R. Effect of predeformation and preaging at room temperature in Al-Zn-Mg-(Cu, Zr) alloys[J]. Materials Science and Engineering: A, 2001, 303(1): 226-233.
J, SKJERVOLD S R. Effect of predeformation and preaging at room temperature in Al-Zn-Mg-(Cu, Zr) alloys[J]. Materials Science and Engineering: A, 2001, 303(1): 226-233.
[17] ������, �¿���, ����Ԫ. �ȴ����ƶȶԺ�Yb�������Ͻ�绯ѧ��ʴ��Ϊ��Ӱ��[J]. �й���ɫ����ѧ��, 2016, 26(3): 479-485.
SUN Qing-qing, CHEN Kang-hua, CHEN Qi-yuan. Influence of heat treatments on electrochemical corrosion behaviours of aircraft Al alloy with Yb micro-alloy[J]. The Chinese Journal of Nonferrous Metals, 2016, 26(3): 479-485.
[18] TRDAN U, GRUM J. Evaluation of corrosion resistance of AA6082-T651 aluminium alloy after laser shock peening by means of cyclic polarisation and EIS methods[J]. Corrosion Science, 2012, 59(1): 324-333.
Effect of post-welding heat treatment on microstructure and properties of Al-Zn-Mg alloy welded joint
DU Chun-ping1, WANG Pei-ji2, 3
(1. Practical Teaching Department, Guilin University of Aerospace Technology, Guilin 541004, China;
2. Institute of Powder Metallurgy, Central South University, Changsha 410083, China;
3. Chengdu Beijing Oriental Electronics Optoelectronics Technology Co., Ltd., Chengdu 611731, China)
Abstract: The effects of post-welding heat treatment on microstructure and properties of Al-Zn-Mg alloy welded joint were studied by optical microstructure, hardness, conductivity, exfoliation corrosion testing, electrochemical corrosion testing and transmission electron microscopy (TEM) testing. The results show that the hardness and corrosion resistance of welded joint at solid solution zone of Al-Zn-Mg alloy increase with post-welding aging time and temperature increasing. Two kinds of optimum post-welding heat treatment to Al-Zn-Mg alloy are natural aging for 4 d+artificial aging at (130 ��, 24 h) and natural aging for 150 d+artificial aging at (150 ��, 2 h). The maximum hardness of welded joint at solid solution zone of Al-Zn-Mg alloy increases from 82.5HV to 123HV, the maximum conductivity increases from 34%IACS to 35.8%IACS and the denudation level reaches to EA after natural aging 4 d+artificial aging at (130 ��, 24 h) treatment. The maximum hardness of welded joint at solid solution zone of Al-Zn-Mg alloy increases from 82.5HV to 110HV, the maximum conductivity increase from 34%IACS to 34.7%IACS and the denudation level reaches up to N after natural aging for 150 d+artificial aging at (150 ��, 2 h) treatment. The reason why aging treatment can improve the hardness and corrosion resistance of welded joint at solid solution zone of Al-Zn-Mg alloy is that the intragranular precipitate phase are coarsening and dispersion distribution, also the grain boundary precipitate phase distribution are discontinuous.
Key words: Al-Zn-Mg alloy; post-welding heat treatment; aging; hardness; corrosion property
Foundation item: Project(KY2015ZD141) supported by the Scientific Research Project of Guangxi Education Department, China
Received date: 2016-08-01 ; Accepted date: 2017-03-16
Corresponding author: DU Chun-ping; Tel: +86-13152592725; E-mail: ilxdu@126.com
(�༭ ����)
������Ŀ������������������Ŀ(KY2015ZD141)
�ո����ڣ�2016-08-01�������ڣ�2017-03-16
ͨ�����ߣ��Ŵ�ƽ����ʵ��ʦ���绰��13152592725��E-mail: ilxdu@126.com
ժ Ҫ�����ý��ࡢӲ�ȡ��絼�ʡ����丯ʴ���绯ѧ��ʴ�Լ���羵(TEM)�۲�ȷ������Է����о������ȴ�����Al-Zn-Mg�Ͻ���֯�����ܵ�Ӱ�졣���������Al-Zn-Mg�Ͻӽ�ͷ��������Ӳ�Ⱥ���ʴ�����溸���ȴ���ʱЧʱ����ӳ����¶ȵ���߶���������ȻʱЧ4 d+(130 ��, 24 h)����ȻʱЧ150 d+(150 ��, 2 h)���ֺ����ȴ������սϼѣ�����ȻʱЧ4 d+(130 ��, 24 h)�����Ͻ���������Ӳ����82.5HV�����123HV�����絼����34%IACS�����35.8%IACS����ʴ�ȼ�������EA������ȻʱЧ150 d+(150 ��, 2 h)�����Ͻ���������Ӳ�������110HV�����絼����34.7%IACS����ʴ�ȼ�������N���Ͻӽ�ͷ������Ӳ������ʴ������������Ҫԭ���Ǻ���ʱЧ�ȴ����ٽ����ӹ���������������ֻ�����ɢ�ֲ����Ҿ���������ʲ������ֲ�״��
