
Al-Si�Ͻ��ĩ�ĸ�����ĥ�������
�����������
(���ϴ�ѧ ���Ͽ�ѧ�빤��ѧԺ������ ��ɳ��410083)
ժ Ҫ��
ժ Ҫ��Ϊ�Ʊ�������ʹ��Ҫ��ĸ߹����Ͻ���ӷ�װ���ϣ����ø�����ĥ��Al-Si�Ͻ��ĩ��������Ԥ�� ������ϰ����ȼ�ѹ�Ʊ�Al2O3��SiO2��ǿ����ɢǿ�������踴�ϲ��ϣ������÷�ĩ���ȷ����ǡ��������ǡ�����������ɨ��羵����ĥ��ĩ����������ĩ���ȼ�������֯���з������о����������Al-Si�Ͻ��ĩ��24 h��ĥ��ĩ�������Լ�С������������3~5 ��m��С��0.1~0.2 ��m����ĥ���ĩ��״��ԭ���ij���״ת��ΪϸС����״����ĩ������������ĥʱ���ӳ�������,������ĥʱ��ӽ��ڳ����Թ�ϵ����ĩ��������ĥ�����Ʊ����Ͼ�������ϸС���ر��ǹ�����������ϸ����������֯�����ȡ������ܣ����ŷ�ĩ��ĥʱ���ӳ��������ȵ������ӣ���ĥ32 h�����ȵ��ʸߴ�145.5 W?m-1?K-1��
�ؼ��ʣ�
�߹����Ͻ������踴�ϲ��������ӷ�װ����ĥ��
��ͼ����ţ�TF112��TG337 ���ױ�ʶ�룺A ���±�ţ�1672-7207(2008)01-0029-06
High-energy ball milling and characterization of Al-Si alloy powders
YANG Fu-liang, YI Dan-qing
(School of Materials Science and Engineering, Central South University, Changsha 410083, China)
Abstract: In order to fabricate high-silicon aluminum alloys electronic packaging materials, the high-energy ball milling process was applied to the Al-Si alloy powder, combined with vacuum canning hot-extrusion process to fabricate SiO2 and Al2O3 dispersion strengthening composites. Powder particle size analyzer, oxygen content analyzer, optical microscope and scanning electron microscope were used to study the oxygen content and particle size of milled powders and fabricated material microstructure. The results show that when Al-Si alloy powder was milled after 24 h, the particle size decreases obviously and some from 3-5 ��m to 0.1-0.2 ��m. Particle shape varies from long strip to fine globosity after milling. Oxygen content increases and is linear with milling time. The crystal grain of material fabricated by milling powder is finer, especially Si particles minish obviously, and the microstructure is more uniform and compact. Thermal conductivity increases with the prolonging milling time, and after being milled for 32 h, it is 145.5 W?m-1?K-1.
Key words: high-silicon aluminum alloy; Al-Si composites; electronic packaging; ball milling
�߹����Ͻ���Ϊ���ӷ�װ���ϣ����ܶȽ�Ϊ��ͳ������W-Cu���ӷ�װ���ϵ�1/6���Ҹ߹����Ͻ���кܺõĵ������ܣ�������ϵ���ɿ�[1]�������·��㷺ʹ�õİ뵼�������ƥ�䣬��ˣ���Ϊ��Ƭ�ĵס����Ǽ��ǰ�Ȳ��ϣ��ɱ�֤����������ʹ�ù����в������Ȼ��Ѷ�����ʧЧ���߹����Ͻ���ӷ�װ���ϴ������������ʵ��ӷ�װ���ϵķ�չ���߹����Ͻ��Ʊ�������������[2-4]����ĩұ���սᷨ�����������[5-9]�������������Ʊ��������Լ��ȼ�ѹ�����̬��ѹ���ȶ���ȼӹ����μ���[10]��Ȼ����������Щ�������Ʊ��IJ��ϣ����ȵ��ʡ�������ϵ��������ǿ������ͬʱ������ӷ�װ���ϵ�ʹ��Ҫ����ˣ�����Ѱ���µ�;�����Ʊ�������ȫ����ʹ��Ҫ��IJ��ϡ�
��ɢǿ�����������ϲ������������谭���������λ���˶�����屻ǿ�������Ͳ���ΪSAP��������ǿ�����Ϊ�������Ҳ��ODS�Ͻ�����Glidden Metals��˾�о���Al2O3���ӷ�ɢǿ��Cu�Ͻ�ļ��������Ʊ������ǣ���Cu-Al�Ͻ������������������ɷ�ĩ��Ȼ��Է�ĩ������������ʹ���ڲ�Al������Al2O3���ӣ��ټ�ѹ����Ʒ����õ�������������Al2O3��ɢǿ��ͭ�Ͻ���ϡ�Ϊ�ˣ�ʵ����ø�����ĥ��Al-Si�Ͻ��ĩ��������Ԥ������Ȼ��ϰ���ѹ���Ʊ���Al2O3��SiO2��ǿ����ɢǿ�������踴�ϲ��ϡ��������߶�Al-Si�Ͻ��ĩ��ĥ�������ƽ���̽�֣�������ĥʱ��ԺϽ��ĩ���ȡ���ò���������������Ʊ�������֯��Ӱ������о���
1 ʵ ��
�����Ʊ�����������ͼ1��ʾ��

ͼ1 �����Ʊ���������
Fig.1 Process of material fabrication
1.1 ��ĩ�Ʊ�
ʵ�����÷�ĩ����ɷ�ΪAl-30Si����ĩ���õ�������ˮ���Ƶã�Si��O��Al�����������ֱ�Ϊ24.46%��0.25%��75.00%������Ϊ���ʡ���ĩ��λ�������ƽ���������ƽ�����ֱ�Ϊ17.01��10.46��27.20 ��m��������ĥ�豸��������ר����ĥ����ѡ��ֱ��Ϊ10 mm��5 mm 2�ֲ��������д��䣬���ǵ��������Ϊ1?1������������Ϊ10?1���ֱ����8��16��24��32 h 4����ĥʱ�������ĥ(����ʵ������˸��¿��������Է�ĩ����Ԥ�����������¶�Ϊ300 �棬Ϊ���ڱȽϣ��趨����ʱ������ĥʱ����ͬ)��
1.2 ��ĩ����
���ð���װ����[11-12]������ĥ��ĺϽ��ĩװ�����ƵĴ��������ڣ���ʵ�����ܶȿɴ������ܶȵ�70%����պ��ϰ���(���ǰ�������һС�ף��Ա㼷ѹʱ�����������ų�)����ѹǰ����Ʒ����520 ����ȱ��£�����ʱ��Ϊ1 h����ѹ��Ϊ21.3(��ѹͲֱ��Ϊ60 mm����ѹ����Ʒֱ��Ϊ13 mm)��
1.3 ��ĩ�������Է�����������֯�۲�
��ĩ���ȷֲ�������Microplus�����������ȷ������Ͻ��У��������ΧΪ0.05~550 ��m��������������TC-436��/���������Ͻ��У�����Ϊ5 kW������ʱ��Ϊ30 s��������Ϊ300 mL/min����ĩ��ò������JSM-5600LVɨ��羵�н��У���Neophoto���ͽ��������¹۲������֯��
2 �������������
2.1��ĩ��ò
ͼ2��ʾΪ��ĥǰ��ͬ�Ŵ�����ĩ��ò��ɨ��羵(SEM)��Ƭ��ͼ2(a)��2(b)��ʾ������������������ĩ��ԭ���ij���״��ת��ΪϸС����״�����ǵ���ĩ�ĺ����ӹ������ԣ�Ϊ������ĥ���̶Է�ĩ����������Ⱦ������ĥ������û�м����ɢ������ˣ�������ĥ�Ľ��У���ĩ���������ӣ���ĩ�������žۣ�����ĥЧ���Էdz����ԡ�
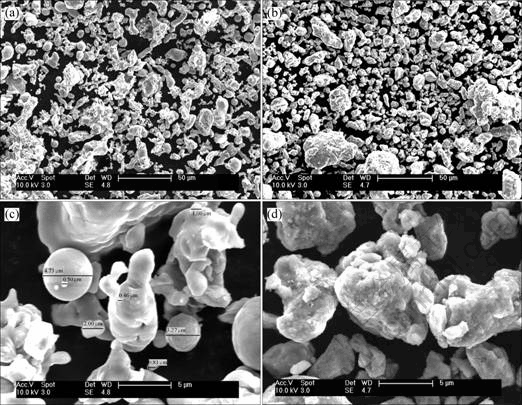
(a) Al-30Siԭʼ��ĩ��(b) Al-30Si��ĥ24 h��ĩ��(c) Al-30Siԭʼ��ĩ��(d) Al-30Si��ĥ24 h��ĩ
ͼ2 ��ĥǰ���ĩɨ��羵��Ƭ
Fig.2 SEM images of original and milled powders
2.2 ��ĩ����
��ĩ����ͬʱ����ĥ������������ͼ3��ʾ�����Կ�������ĩ��λ�������ƽ����������ĥʱ���ӳ����½�(ϸ��)�������ƽ��������ĥʱ���ӳ�����ǰ16 h���½����ƣ���ĥ16 h���������ӡ�����������ڷ�ĩ����ĥ��������ò�����˱仯���γ���һ����Ƭ״���������⣬�����ڷ�ĩ��ĥ������û�м����ɢ������ĩ���������Ե��ž��������ԣ�ͼ3ֻ�ܷ�ӳ��ĩ��ĥ�����ı仯���ơ����ͼ2��ʾ��ĩ��ò��֪����ĩ����24 h��ĥ��ʵ�ʵķ�ĩ�� ��ҪС�ö࣬���ַ�ĩ������3~5 ��m��С��0.1~0.2 ��m��
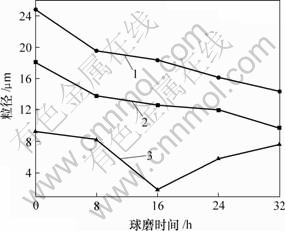
1�����ƽ������2����λ����3�����ƽ����
ͼ3 ��ĩ����ͬʱ����ĥ�������
Fig.3 Granularity of powder by different milling time
��ͼ3�����Է��֣�������ĥʱ���ӳ�����ĩϸ�����ò��ϼ�����������Ϊ����ĩϸ����һ���̶Ⱥ���������С����λ����ı������������ӣ�����һ��ϸ���������������ҲԽ����ˣ�ϸС�����ȴִ�������ѽ�һ��ϸ����
2.3 ��ĩ������
����Al-Si�Ͻ��ĩ��������ĥ�Ӻ���ϲ�û�иı�Ͻ�ɷֺͻ���������ѹ����������������̵�����ѧӰ�첻����������ĩ��������Ҫ�������У���������ԭ����Ӧ����ǰ����ɢ����η�Ӧ�Ž��С������ƽ��ٶ�����ԭ���ںϽ�����ɢ�ٶȿ��ƣ�����ѧ����������ɢ�����ͷ�Ӧ����2���֣���(Al)����Ϊ���ԽϺõĽ�����Si��Ϊ���Կ�����������ĥ��ij����ײ�·������顢���ϣ�ʹ�Ͻ��ĩ��������ϸ��������ԭ�ӽӴ����������ɢ���벻�ϼ�С��ʹ��ɢ�ٶ����ӡ��������������ϸ������ɢ�ٶȵ�Ӱ��[13]��
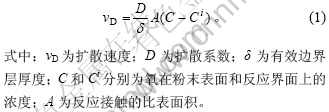
��ʽ(1)��֪����ɢ�ٶ���ȱ���������ȣ��ٶ�������Ϊ���Σ��������������ʽ��֪��A��r2�����У�rΪ����������
��ͼ2(c)��2(d)��֪����ĥǰ�����ĩ��ƽ��������ԼΪ26����ĥ��ȱ����Ϊԭ����676��������ٶ������������䣬ʵ����ɢʱ�Ӵ������Ϊ����ֵ��1/20�������ʽ(1)��ʵ����ɢ�ٶ�Ϊԭ����34����ʵ�ʷ�ĩ����ĥ���������д����˴�����������ʹijЩ���¶�����ʹԭ�ӻ������ӣ�������������ɢ����������Ӧ������ɢ���ƣ���ɴ������������̣���ˣ�������ĥ�Է�ĩ��������ѧ��Ӱ��Ҫ���Եöࡣ
����ͬ��ĥʱ����ĥ�������ĩ��������ͼ4��ʾ(Ϊ���ڱȽϣ�ͼ���г�����ͬʱ���ڸ��¿���������ĩ��������)����ͼ4���Կ����������ϱ���ͬʱ��������ĥʱ���ӳ�����ĩ���������ӣ�������ĥʱ��ӽ��ڳ����Թ�ϵ������¿���������ĩ��ȣ�����ͬ������ʱ���ڣ�������ĥ���նԷ�ĩ������Ч���õö࣬��ĩ�����������ߡ���ԭ���ǣ���ĥʵ�����Ƿ�ĩ�����ڸ���֮���ܵ�ǿ��ײ������ѹ������ͱ˴�����(�亸)�Ĺ��̡�����ĩ�ܵ������ײ����ѹʱ��һ���棬����������ϵķ�ĩ����ǿ�ҵ����Ա��Σ�ʹ��ĩ����������ұ�������Ĥ����¶���ྻ�ġ�ԭ�ӻ����������棬��Щ��ĩ�����ʱ�����ѹ����������亸��һ���γ��˲����һ��������ĸ��Ͽ�����Ҳ�������ַ������飬ʹ��ĩ����¶�������������ʱ������������Ӧ����һ���棬���ڸ���ķ�����ײ��ѹ��ʹ��ĩ���Ͼ������Ա��ζ������ӹ�Ӳ�������ӹ�Ӳ����һ���̶Ⱥ��ֽ����·�ĩ���ѡ����ַ������亸��������̣�ʹ���Ͽ����ڲ��ṹ���Ͼ�ϸ����ͬʱ�������෴Ӧ��ɢ�ͷ�ĩ��������ˣ�������ĥʱ���ӳ�����ĩ����Խ��ԽС���ȱ�������ӣ����������ӣ�����������Ӵ��Ľ������࣬��ĩ����������Ӧ�ļ�������
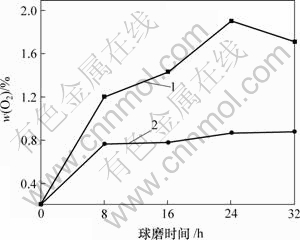
1����ĥ��ĩ��2������������ĩ
ͼ4 ����ͬ��ĥʱ����ĥ���ĩ������
Fig.4 Oxygen content of powder by different milling time
���⣬������ĥʱ���ӳ������ڹ��ڲ��ϲ���������ʹ��ĩ�¶����ߣ��ٽ��˷�ĩ������Ӧ���ӿ��˷�ĩ�������̣�������ĥʱ���ӳ�����ĩ�����ڲ�ȱ�����࣬���������ڷ�ĩ����ɢ��
2.4 ������֯
ͼ5��ʾΪ��ĩ����ĥ����¿�������������ѹ���ϵĽ�����Ƭ�����Կ���������¿���������ȣ���ĩ��������ĥ�����Ʊ����ϵľ�������ϸС���ر��ǹ�����������ϸ����������֯�����ȡ������ܣ���϶�ȼ��٣�������ͨ���ã��ⶼ��������߲��������ԡ��������ܺͼӹ��������ܡ�
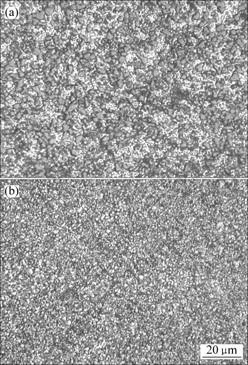
(a) Al-30Si��������24 h��(b) Al-30Si��ĥ24 h
ͼ5 ��ĩ����ĥ����¿���������ѹ���ϵĽ�����Ƭ
Fig.5 Metallographs of material fabricated by ball milling process and high-temperature oxidation method
2.5 �����ȵ���
��Ϊ���ӷ�װ�����øǰ�����壬�ȵ�����������Ҫ������ָ��֮һ����ĩ����ĥ����¿����������������Ʊ������ȵ������1��ʾ�����Կ���������Si������ͬ�IJ��ϣ���ĩ����ĥԤ���������Ʊ������ȵ������Ը��ھ���ͬʱ�䴦���ĸ��¿�������Ԥ������ĩ�IJ����ȵ��ʣ�����ͬ����ʱ���ڣ���ĥ���ĩ�ȿ���������ĩ���ȵ���ƽ����10%���ر��Ƿ�ĩ����ʱ��Ϊ16 hʱ����ĥ���������������ȣ������ȵ��ʸ�20%�����⣬���ŷ�ĩ��ĥʱ���ӳ��������ȵ������ӣ���ĥʱ����8~24 h�ڱ仯ʱ�������ȵ��������ٶȽϴ���ĥ24 h�����ȵ���Ϊ142 W?m-1?K-1���������ӳ���ĥʱ�䣬�����ȵ��������ٶȽ��ͣ���ĥ32 h�����ȵ���Ϊ145.5 W?m-1?K-1����ԭ���ǣ�һ���棬������ĥʹ�Ͻ������̶����ӣ������ﱾ�����ȵ��ʺ�С����ĩ��ĥ�������ȼ�ѹ���൱����ǿ�����ֲ��ڸ��ϲ����У������ϲ����ȵ��ʣ�����һ���棬������ĥʹAl-Si�Ͻ��ĩϸ����ͬʱʹ�Ͻ��ĩ�ڲ����ش����������ٽ�Al��������Si�����Ź��̣�ʹAl-Si��ĩ�������õ�ճ�ϣ����ٲ����ڲ��������ڵ����ס�ȱ�ݵ���ɵĿ�϶������Щ��϶���ȵ��ʺܵͣ������ӵ�ɢ�����أ��Ӷ��Բ��ϵ������ܲ�������Ӱ�졣��ˣ����Ͳ��Ͽ�϶�ʱ�Ȼ����߲��ϵ������ܡ�����Ƿ�ĩ��ϸ��������ʹ�������ܶ���ߣ����һ�ʹSi�����ϸС���ҷֲ����ȣ������ϼ�ǿ��ͼ6��ʾΪAl-30Si��ĩ��ĥ24 h��ѹ���ϵ���羵��Ƭ�����Կ�������ѹ�����й������������ʵ�ֲ��Ͼ��ȡ���ͼ6(b)�ɿ��������������ã���ˣ����������͡��ɼ���������ĥʱ���ӳ��������ȵ������ӡ�
��1 ������ĩ���ȼ�ѹ����ȵ���
Table 1 Thermal conductivity of materials fabricated by oxidation powders �ȵ���/( W?m-1?K-1)

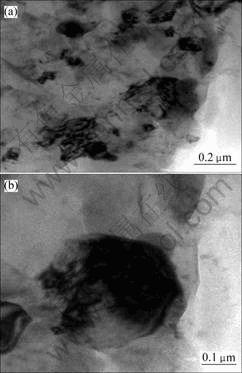
(a) �������������ʵ�ķֲ���(b) ��ǿ�������Ľ���״��
ͼ6 Al-30Si��ĩ��ĥ24 h��ѹ���ϵ���羵��Ƭ
Fig.6 TEM images of material fabricated by milled powders after 24 h milling
�ܵ���˵�����ںϽ��ĩ�������ﺬ�����ޣ��ڸ�����ĥ�����У����ٲ����ڲ��Ĺ�̬��ɢ�ͷ�Ӧ�����������Ľ��״̬��ʹ���ϸ��Ӿ������ܣ�ͬʱ����ϸ�������е�2��(Si)������ʹ����֮�������ͨ����������߲����ȵ��ʡ�
ȡ���ϱ�Ϊ10?1����ĩ����ĥ24 h��������ĥʱ���ӳ�����ĩ�������亸�����齫�ﵽƽ�⣬��Ӧ�ķ�ĩ������С��һ���̶Ⱥ��ٽ��ͣ���һ���ӳ���ĥʱ����ȼ�ѹ����ϵ���֯Ӱ�����С������ĥ���̵Ļ�е���Բ��ϵش��ݵ���ĩ�����У��ٽ�ԭ����ɢ�����ƽ�����״�������ͽ���Դ������ӻ���ӵ��谭���ã��Ӷ���߲����ȵ��ʣ�������߷������Լ�С��
3 �� ��
a. ���ϱ�Ϊ10?1ʱ��Al-Si�Ͻ��ĩ��24 h��ĥ��ĩ�������Լ�С�����ַ�ĩ������3~5 ��m��С��0.1~0.2 ��m����ĩ��״��ԭ���ij���״ת��ΪϸС����״��
b. �����ϱ���ͬʱ����ĩ������������ĥʱ���ӳ������ӣ�������ĥʱ��ӽ��ڳ����Թ�ϵ��
c. ��ĩ����ĥ�����Ʊ����Ͼ�������ϸС���ر��ǹ�����������ϸ����������֯���Ӿ��ȡ����ܡ�
d. ��ĩ����ĥԤ���������Ʊ����ϵ��ȵ������Ը��ھ���ͬʱ�䴦���ĸ��¿�������Ԥ������ĩ���ȵ��ʣ������ŷ�ĩ��ĥʱ���ӳ��������ȵ������ӣ���ĥ32 h�����ȵ���Ϊ145.5 W?M-1?K-1��
�ο����ף�
[1] Adolfi S, Jacobson D M, Ogilvy A. Aerospace and space materials technology testhouse[C]//Contract Number ERBFMGECT980141. AMTT User No. ��-03.
[2] �κ��, �����. ����Al-Si�Ͻ���Sr��B�Ľ�������[J]. �й���ɫ����ѧ��, 2003, 13(2): 353-359.
LIAO Hong-cheng, SUN Guo-xiong. Interaction between Sr and B in Al-Si casting alloys[J]. The Chinese Journal of Nonferrous Metals, 2003, 13(2): 353-359.
[3] �Ž�ɽ, ������, ������. ���ϱ��ʶԹ������߹����Ͻ���֯�����ܵ�Ӱ��[J]. �й���ɫ����ѧ��, 2002, 12(S1): 107-110.
ZHANG Jin-shan, XU Chun-xiang, HAN Fu-yin. Effect of composite modifier on structures and properties of hypereutectic Al-Si alloy[J]. The Chinese Journal of Nonferrous Metals, 2002, 12(S1): 107-110.
[4] κ����, ����־. �������Al-12%Si�Ͻ����֯ϸ��[J]. �й���ɫ����ѧ��, 1996, 6(1): 98-102.
WEI Peng-yi, FU Heng-zhi. Microstructure refinement of Al-12%Si by melts stirring[J], The Chinese Journal of Nonferrous Metals, 1996, 6(1): 98-102.
[5] ������, ��ʤ��, ����. ����������������Al-Si-Cu-Mg�Ͻ������֯����ѧ����[J]. ���Ϲ�ҵ��ѧѧ��: ��Ȼ��ѧ��, 2000, 31(5): 445-447.
FU Din-fa, REN Sheng-gang, CHEN Zhen-hua. Microstructures and mechanical properties of a hypereutectic Al-Si-Cu-Mg alloy by multi-layer spray deposition[J]. Journal of Central South University of Technology: Natural Science, 2000, 31(5): 445-447.
[6] Srivastava V C, Mandal R K, Ojha S N. Microstructure and mechanical properties of Al-Si alloys produced by spray forming process[J]. Materials Science and Engineering, 2001, A304-306: 555-558.
[7] Kim W J, Yeon J H, Lee J C. Superplastic deformation behavior of spray-deposited hyper-eutectic Al-25Si alloy[J]. Journal of Alloys and Compounds, 2000, 308: 237-243.
[8] ����ʤ, ����, ë����, ��. ��������߹����Ͻ�����֯���γɻ���[J]. �й���ɫ����ѧ��, 2000, 10(6): 815-817.
ZHEN Zi-sheng, ZHAO Ai-min, MAO Wei-min, et al. Microstructure and formation mechanism of spray deposited hypereutectic Al-Si alloys[J]. The Chinese Journal of Nonferrous Metals, 2000, 10(6): 815-817.
[9] ������, ������, ����. �����������Ʊ��߹����Ͻ����о�[J]. ���Ϲ�ҵ��ѧѧ��: ��Ȼ��ѧ��, 1997, 28(3): 257-259.
SUN Zhang-ming, DING Dao-yun, CHEN Zhen-hua. Studies on preparing technology of high-silicon aluminum alloy by multi-layer spray deposition[J]. Journal of Central South University of Technology: Natural Science, 1997, 28(3): 257-259.
[10] ����, ����ʤ, ë����, ��. ��������߹����Ͻ�İ��̬�������[J]. �й���ɫ����ѧ��, 2000, 10(S1): 126-131.
ZHAO Ai-min, ZHEN Zi-sheng, MAO Wei-min, et al. Semi-solid thixoforming of spray formed high silicon hypereutectic Al-Si alloy[J]. The Chinese Journal of Nonferrous Metals, 2000, 10(S1): 126-131.
[11] SHEN Jun, ZHUANG De-xie, YU Lai-gao. Microstructure characteristics of a hypereutectic Al-Si alloy manufactured by rapid solidification/powder metallurgy process[J]. Journal of Materials Science Letters, 2001, 20: 1513-1515.
[12] LI Yuan-yuan, ZHANG Da-tong, ZHANG Wei-wen. Rapidly solidified hypereutectic Al-Si alloy prepared by powder hot extrusion[J]. Trans Nonferrous Met Soc China, 2002, 12(5): 878-881.
[13] Liang Y J. Physical chemistry[M]. Beijing: Metallurgical Industry Press, 1983: 236-258.
�ո����ڣ�2007-04-21�������ڣ�2007-06-08
������Ŀ��������ѧ������ҵίԱ��������Ŀ(2003-151)
����飺�����(1962-)��Ů��������ɽ�ˣ������ڣ��������Ͻ���Ϣ���ܲ����о�
ͨ�����ߣ��������Ů�������ڣ��绰��0731-8877713(O)��E-mail��yangflcsu@163.com
[2] �κ��, �����. ����Al-Si�Ͻ���Sr��B�Ľ�������[J]. �й���ɫ����ѧ��, 2003, 13(2): 353-359.
[4] κ����, ����־. �������Al-12%Si�Ͻ����֯ϸ��[J]. �й���ɫ����ѧ��, 1996, 6(1): 98-102.
[8] ����ʤ, ����, ë����, ��. ��������߹����Ͻ�����֯���γɻ���[J]. �й���ɫ����ѧ��, 2000, 10(6): 815-817.
[10] ����, ����ʤ, ë����, ��. ��������߹����Ͻ�İ��̬�������[J]. �й���ɫ����ѧ��, 2000, 10(S1): 126-131.
[13] Liang Y J. Physical chemistry[M]. Beijing: Metallurgical Industry Press, 1983: 236-258.
