
ij�����������������о�
����죬���������˽���Σѩ÷
(���ϴ�ѧ ��Դ�ӹ������﹤��ѧԺ������ ��ɳ��410083)
ժҪ���Ժ���ij�ظ�������Ϊԭ�ϣ����û�ԭ����-��ѡ-����������ս����������������о����Ի�ԭ����-��ѡ�־����������������ղ����Ż����Խ���ʱ�䡢Һ�̱ȡ����������ͽ����ٶȵ����ض���������Ч����Ӱ������о����о������������ԭ��ƷλΪ47.28% Fe(��������)������Ϊ1.59%�ĸ�������ʯ������ԭ����-��ѡ�õ��Ĵ־����ڽ���ʱ��Ϊ2 h��Һ�̱�Ϊ2.5����������Ϊ50 kg/t�ͽ����ٶ�Ϊ500 r/min�������½������Խ����������ף����յõ�������Ʒλ��62.35% Fe������Ϊ0.20%�����ܻ�����Ϊ90.54%��������Ϊ87.42%��
�ؼ��ʣ�
������������ԭ��������ѡ�����Խ�����
��ͼ����ţ�TD92 ���ױ�־�룺A ���±�ţ�1672-7207(2011)03-0568-06
Upgrading iron and removing phosphorus from high-phosphorus iron ore
ZHU De-qing, CHUN Tie-jun, PAN Jian, WEI Xue-mei
(School of Minerals Processing and Bioengineering, Central South University, Changsha 410083, China)
Abstract: The reduction roasting-magnetic separation- sulfuric acid leaching of high-phosphorus iron ores was studied. The process parameters of acid leaching were optimized with rougher iron ore concentrate obtained by reduction roasting-magnetic separation of ROM (run of mine) ores. The effects of various factors on upgrading iron and dephosphorization were discussed in acid leaching. The result shows that the iron ore concentrate, assaying 62.35% iron and 0.20% phosphorus content are achieved at the overall iron recovery of 90.54% and dephosphorization of 87.42% under the conditions of leaching for 2 h, at 2.5 liquid-to-solid mass ratio, 50 kg/t sulfuric acid and 500 r/min agitating speed after the ROM ore with 47.28% iron and 1.59% phosphorus content is pretreated by reduction roasting-magnetic separation.
Key words: high-phosphorus iron ore; reduction roasting; magnetic separation; acid leaching
��ʮ���������й�������ҵ��չѸ�١���֮���Ӧ��������������ʯ�Ľ�����Ҳ��1993���0.33��t������2008���4.44��t���Խ�������ʯ���������Ѵ�49.5%[1-2]��Ȼ�����ҹ������ĸ�������ʯ��δ�õ����á����������е�����Ҫ����ʯ��̼����ʯ��̬���������ﹲ������Ⱦ��������Ŀ�����Ե��Ƕ����ʯӢ��̼���ο����У����������������ᄃ���У�����ʯ��Ƕ�����Ƚ�С���е�������2 ��m���£���������ѡ�����ѷ��룬������ѡ��ʯ[3]�����ǣ��ҹ������������ԭ����Ʒλ�ϸ�(��������Ϊ45%���ң�Զ�����ҹ�����ʯ��ƽ����Ʒλ32.6%[4-6])��������(ռ�ܴ�����14.86%��Լ74.5��t[4])���ص㣬��ˣ��������������������⣬�Խ���ҹ�������Դ��Ӧ������ҵ�ķ�չ�зdz���Ҫ�����塣��Ը�����������ã�����������������˽϶���о�����Ҫ�����з�ɢ��ѡ���Ծ��š�����ѡ����ѡ�����ݶȴ�ѡ����ѧ���������������[7-11]����ѡ����ѡ�ʹ�ѡ�����ʵͣ�����ʧ�ɱ��ߣ���������������ڳ������������Ѷȴ�ҵ���������ѡ�ԭ��ֱ����������ж�ԭ������û���ϸ��Ҫ������Ч�ʸߡ�����ʧ�١�������ʿ����ظ����õ��ŵ�[12-13]�����ǣ�������Ч����߾�����Ʒλ����ԭ����-��ѡ��һ����Ч���������ӹ��գ��ܹ���Ч�ظ�����������������Ч�ʵ͵Ȳ��㡣Jin��[14]���о�������ԭ��������������Ч����ѡ���ˣ��������߽���ԭ����-��ѡ������������ս�ϣ��Ժ���ij�ظ���������л�ԭ����-��ѡ-����������������¹��������о��������������Ĺ��ղ��������Ż���
1 ʵ��
1.1 ԭ������
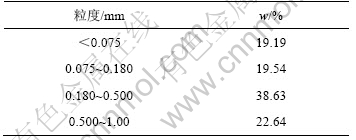
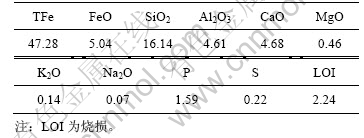
��������ԭ�ϰ�������ij�ص�Ʒλ��������ԭ��ԭ�������ᡣԭ������ȷֲ�(��������)�ͻ�ѧ�ɷ�(������������ͬ)����������1��2��ʾ���ɼ�������ʯƷλ�������ֱ�Ϊ47.28% Fe��1.59%�����ڵ�Ʒλ�����������������������ʯ�е�����Ҫ����ʯ����ʽ���ڣ�������ʯ���dzʻ�״��������γɼ�㣬���Ϊ3~10 ��m����ˣ��ֵ�����ͨ������ѡ��ķ��������ѳ���
�����û�ԭúΪ�½���̨ú���乤ҵ�������(��������)�ͻ�ѧ�ɷַ�������ֱ����3��4��ʾ����
��1 ����ʯ���ȷֲ�
Table 1 Size distribution of ROM iron ore
��2 ����ʯԭ��ѧ�ɷ�
Table 2 Chemical compositions of ROM iron ore %
��3 ��ԭú��ҵ�������
Table 3 Industrial analysis result of reductant coal %
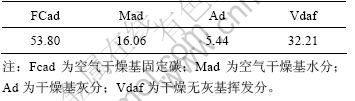
��4 ��ԭú��ѧ�ɷ�
Table 4 Chemical analysis of reductant coal %

ԭú�ӷ���Ϊ32.21%������(��������)Ϊ0.43%�����ڷ�Ӧ�ԽϺõķǽόú�������㻹ԭ���չ����л�ԭ��Ӧ��Ҫ��
��������������������Ϊ98%��Ϊ��������ʯӢ��������˾������
1.2 �����
����������ͼ1��ʾ����ȡ100 gԭ��������̨ú(����С��1 mm)5%����ˮ������˹����ȡ����Ⱥ�ÿ�γ���2.5 g����ѹ�ţ�ģ�߳ߴ�(ֱ������)Ϊ10 mm��50 mm��ѹ��Ϊ2��107 Pa���ſ�����ÿ��ȡ8���ſ���ǽ���(����������Ϊ1.5?1.0������
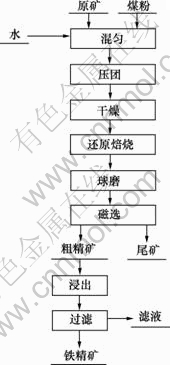
ͼ1 ����������������
Fig.1 Test flow sheet of upgrading iron and removing phosphorus
�𱣻�����)�����������к�����ʽ��¯�н��л�ԭ���գ���ԭ�����豸Ϊ�ͺ�HR-1��������ʽ���ȹ�¯�����ս�����Ѹ�ٽ������ˮ����ȴ����ԭ���պ���ſ�ÿ��ȡ20 g����ĥѡ��õ��־���ĥ���豸ΪXMQ240��90������ĥ������ѡ�豸ΪXCGS-73�ʹ�ѡ�ܣ�ֱ��Ϊ50 mm���ų�ǿ�ȿɵ���
��ȡһ�����Ĵ־�������ձ��У�����Ӧ��Һ�̱�(ˮ��������־�������֮��)����ˮ��Ȼ������Ӧ����������������������Ϊ98%��Ũ���ᡣ������Ӧ�����Ϊ300 mL���ձ��н��У������Ϊ�����ٽ������ת��Ϊ50~2 000 r/min��
��������������ӦΪ[15]��
Ca10(PO4)6X(s)+20H+��6H3PO4+10Ca2++H2X (1)
Ca2+ +SO42- +nH2O=CaSO4��nH2O(s) (2)
n=0, 0.5����2��ȡ���ڷ�Ӧ�����������Ũ�ȡ�
������Ӧ�У���Ӧ����ʽ(2)���γɵ�CaSO4��nH2O(s) ���Բ��ϵشٽ���Ӧ(1)���ҽ��У��Ӷ�ʵ�ֿ�ʯ�����ѳ���ͬʱ��������Ӧ�У��־�����SiO2��Al2O3��MgO��CaO�ȳɷ�Ҳ�������ᷢ����Ӧ����������߾�����Ʒλ��
������������w��Һ�̱�R����������Q����֮��Ĺ�ϵΪ��
![]() (3)
(3)
2 ��������
2.1 ��ԭ���ա���ѡԤѡ
��ԭ��������������ʽ��¯����800 ����¶ȱ���25 min����ԭ���պ���ſ���ĥ3 min��(ĥ������С��0.075 mm�ߵ���������ռ93.6%)����63.68 kA/m�Ĵų�ǿ�ȴ�ѡ5 min���ɵõ�Tfe 59.56%����0.81%������72.58%����������91.43%��������49.06%�Ĵ־���Ȼ�Դ־�������������һ�����������о����־���Ļ�ѧ�ɷ��Լ�������������(��������)�ֱ����5�ͱ�6��ʾ��ͨ����ԭ���ա���ѡԤѡ���飬����ʵ���˶Ըø���������������ס�ͬʱ��������ѡ��β�����˺���������յĴ��������Խ��������ɱ����ش����塣
2.2 ����ʱ��
����ʱ�������������������Ч����Ӱ����ͼ2��ʾ����ͼ2�ɼ������������ʱ��Ϊ0.5~2.0 hʱ���ӳ�����ʱ�䣬������Ʒλ�����ߣ��������ͣ������������н��ͣ���Ҳ��99%���ϣ�������ʱ��Ϊ2 h
��5 �־���ѧ�ɷ�
Table 5 Chemical compositions of rougher iron ore concentrate %
��6 �־��������������
Table 6 Phase analysis of phosphorus in rougher iron ore concentrate

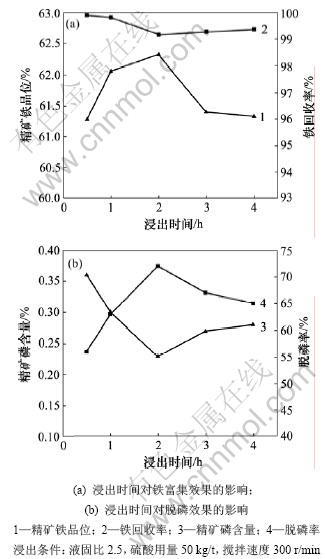
ͼ2 ����ʱ�������������������Ч����Ӱ��
Fig.2 Effects of leaching time on quality of iron ore concentrate and dephosphorization
ʱ��������Ʒλ�����ֵΪ62.32%������������������0.23%����������Ϊ99.16%�������ӳ�����ʱ�䣬������Ʒλ�������ͣ�����������������Ҫ���������Ž���ʱ����ӳ����־����е��ײ��������ᷢ����Ӧ������Һ�У��Ӷ������������������������ŷ�Ӧ�ﵽƽ�⣬�����ӳ�����ʱ�䣬���������������ã�������Һ�е��������ھ���������棬���������������ӡ���ˣ��������˵Ľ���ʱ��Ϊ2 h��
2.3 Һ�̱�
Һ�̱ȶ�����������������Ч����Ӱ����ͼ3��ʾ����ͼ3�ɼ�������Һ�̱ȴ�1.0����2.5(��Ӧ����Ũ�ȴ�4.76%���͵�1.96%)��������Ʒλ��60.41% Fe��ߵ�62.32% Fe����Ӧ������������Ҳ��0.43%���͵�0.23%��������������������99.16%��
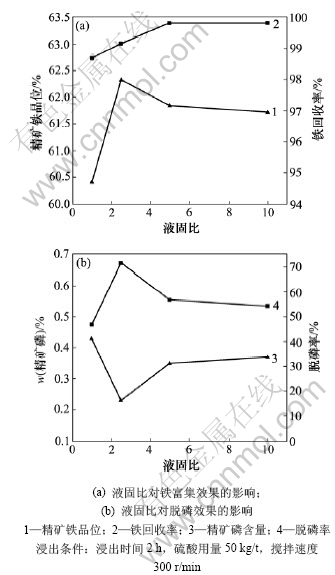
ͼ3 Һ�̱ȶ�����������������Ч����Ӱ��
Fig.3 Effects of liquid-to-solid ratio on quality of iron ore concentrate and dephosphorization
����Ҫ����ΪҺ�̱ȴ�1.0����2.5ʱ������Һ�̱ȣ�����Ӧ���ɵ�������ܹ��Ͽ����ɢ����Һ�У�����������Ӧ�Ľ��У��Ӷ��������������е�������Ȼ������Һ�̱ȼ�������ʱ��������Ʒλ�������䣬�����������ߡ�������ΪҺ�̱ȼ���������Һ������Ũ����С����Һ�̱�Ϊ10ʱ����Ӧ����������������Ϊ0.50%������ʱ��Һ�������Ũ�ȿ���������Ӧ�����ƻ��ڣ���������Ӧ(1)����������Ӧ��Һ�е�H+��Ũ�ȣ��谭������Ӧ�Ľ��У��Ӷ�������������������Խϸߡ���ˣ��������˵�Һ�̱�Ϊ2.5��
2.4 ��������
ͼ4��ʾΪ��������������������������Ч����Ӱ�졣��ͼ4�ɼ���������������25 kg/t����50
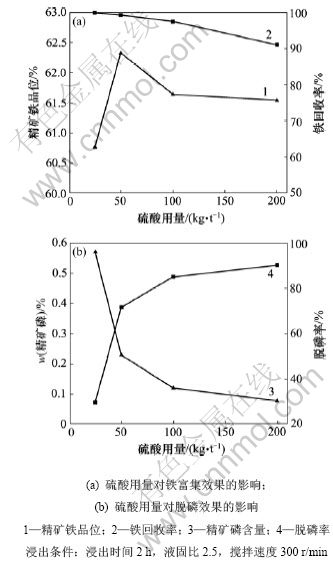
ͼ4 ��������������������������Ч����Ӱ��
Fig.4 Effects of sulfuric acid consumption on quality of iron ore concentrate and dephosphorization
kg/t(��Ӧ����Ũ�ȴ�0.99%����1.96%)��������Ʒλ��60.76% Fe�����62.32% Fe���������������½���������99%���ң����������������0.57%�½���0.23%��������Ϊ��Һ�̱Ȳ��������£���������Խ�࣬��Һ��H+��Ũ��Խ�ߣ�����������Ӧ�Ľ��С�������������������200 kg/t��������������������0.1%���£����ǣ����������Ҳʹ������Ӧ����������ʧ�ϴ�������Ʒλ�½���61.46%���������ʽ���91.13%���ۺ������ɱ��Լ��������ʿ��ǣ����˵���������Ϊ50 kg/t�����⣬��������Ӧ�е����������ȫ�����ģ�����ѭ���ظ����ã�ͬʱ��һЩ�о���������Ӧ�в��������ᾭ�������ɱ�ɸߴ��ȵ����ᣬ�Ӷ����ͽ����ɱ�[14]��
2.5 �����ٶ�
ͼ5��ʾΪ�����ٶȶ�����������������Ч����Ӱ�졣��ͼ5�ɼ����������ٶȴ�100 r/min����
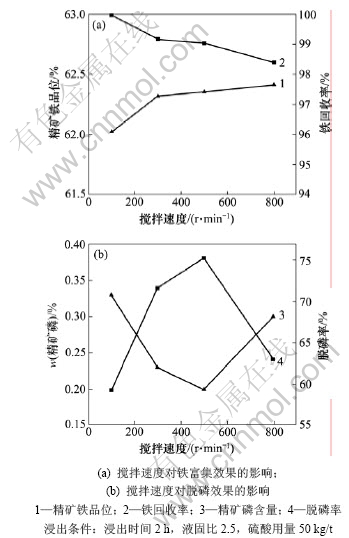
ͼ5 �����ٶȶ�����������������Ч����Ӱ��
Fig.5 Effects of speed of agitator on quality of iron ore concentrate and dephosphorization
800 r/min��������Ʒλ��������62.41%�������������н��ͣ�������98%���ϡ�Ȼ������Ӧ������������������ת��500 r/minʱ�ﵽ��Сֵ0.20%����ת�ٳ���500 r/minʱ�������ʳ����½����������ڽ������õĿ������Ƚ�С���������ٶȹ���ʱ��ϸ�����������ױ����������������д���������ת�����������ڿ����������Խ����ٶȽ��ͣ��Ӷ�Ӱ������Ӧ�Ľ���[14]����ˣ��������˵Ľ����ٶ�Ϊ500 r/min��
2.6 �ۺ�������ȫ��������
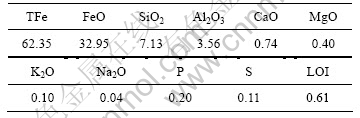
�־����ڽ���ʱ��Ϊ2 h��Һ�̱�Ϊ2.5����������Ϊ50 kg/t�������ٶ�Ϊ500 r/min�������£��õ���������ѧ�ɷ�(��������)���7��ʾ��������ԭ����-��ѡ-������պ�����ʯƷλ��47.28%��ߵ�62.35%��������1.59%���͵�0.20%��SiO2��S���к��ɷֵĺ���Ҳ���������ͣ�ȫ�������ܻ�����Ϊ90.54%��������Ϊ87.42%����ˣ����ڸ�������ԭ����-��ѡ-�������������һ����Ч���������� �ֶΡ�
��7 ��Ʒ������Ļ�ѧ�ɷ�
Table 7 Chemical compositions of final iron ore concentrate %
3 ����
(1) ���û�ԭ���ա���ѡ�����ܹ���Ч�ضԺ���ij�ظ����������Ԥ�ȸ���������ʵ���������ס��־������Ʒλ��ԭ��47.28%��ߵ�59.96%��������1.59%���͵�0.81%��������ҵ������Ϊ91.43%��
(2) �Դ־�������������Ҳȡ�������õ���������Ч�����ڽ�ȡʱ��Ϊ2 h��Һ�̱�Ϊ2.5����������Ϊ50 kg/t�ͽ����ٶ�Ϊ500 r/min�������£�������ƷλΪ62.35%������Ϊ0.20%��������ҵ������Ϊ99.03%��
(3) ��ԭ���ա���ѡ��������������Ǵ��������������Ч�ֶ�֮һ�������ܸ�Ч�ظ�������������Ч�����ף��Ʊ�������������
(4) �Խ��������з����ѭ�������Լ���ϴ����������д���һ���о��������ڽ�һ�����������ɱ������ƻ�����
�ο����ף�
[1] 2008����������ʯ��Ҫ���ڹ�������[EB/OL]. [2009-03-13]. http://www.chinamining.com
Exports of iron ore from the major exporters in 2008[EB/OL]. [2009-03-13]. http://www.chinamining.com
[2] 2008���ҹ��Խ��ڿ������[EB/OL]. [2009-03-10]. http://www.lrn.cn
The dependent degree on imported iron ore in China, 2008[EB/OL]. [2009-03-10]. http://www.lrn.cn
[3] ����ҫ, ������, ��־ǿ. ��������ʯ������״���������̽��[J]. ������ɽ, 2007, 367(1): 7-11.
HAO Xian-yao, DAI Hui-xin, ZHAO Zhi-qiang. State of phosphorous reduction of high phosphorus iron ore and discuss on its problems[J]. Metal Mine, 2007, 367(1): 7-11.
[4] �ϼ���, �ܾ�. ��������ʪ�������о�[J]. ұ���о�, 2008(12): 287-288.
MENG Jia-le, CAO Jing. Study on the phosphorus from the phosphorus-containing iron ore by hydrometallurgy[J]. Metallurgy Research, 2008(12): 287-288.
[5] �︻��. �й�������Դ[J]. �����Դ����, 1995(7): 4-6.
SUN Fu-lai. Iron ore resources of China[J]. Utilization of Mineral Resources, 1995(7): 4-6.
[6] ������. �ҹ�������Դ����������״����չ����[J]. �й�ұ��, 2007, 17(1): 1-6.
ZHANG Jing-sheng. Status and trend of exploitation and utilization of iron ore resources in China[J]. China Metallurgy, 2007, 17(1): 1-6.
[7] ��ѧ��, �ܽ���, ���γ�, ��. ���������������о���״[J]. ����ұ��, 2007, 15(6): 3-7.
BI Xue-gong, ZHOU Jin-dong, HUANG Zhi-cheng, et al. Present investigation situation of dephosphorization processes for high phosphorus content iron ores[J]. Henan Metallurgy, 2007, 15(6): 3-7.
[8] �;�. ��������ʯ�������о�[J]. ��ұ, 2003, 12(2): 33-37.
JIN Jun. Study on dephosphorization technology for high-phosphorus iron ore[J]. Mining & Metallurgy, 2003, 12(2): 33-37.
[9] �µ�ǿ, ����ƽ. ÷ɽѡ�������о���Ӧ��[J]. ���ּ���, 2003(1): 13-17.
YI De-qiang, LIU An-ping. Study and application of dephosphorization process for ore dressing at Meishan[J]. Baosteel Technology, 2003(1): 13-17.
[10] ����Ⱥ, ��־. ��ѡ����ʯ����������[J]. ������ɽ, 2008, 368(8): 58-60.
ZHOU Li-qun, GAO Zhi. Microorganism dephosphorization technology for refractory iron ores[J]. Metal Mine, 2008, 368(8): 28-60.
[11] �ν���, ��ƽ, ׯ����, ��. ij�������������о�[J]. ����ұ��, 2007, 36(6): 17-20.
HE Jiang-yi, ZHOU Ping, ZHUANG Gu-zhang, et al. Study on dephosphorization process for an ore of high phosphor[J]. Yunnan Metallurgy, 2007, 36(6): 17-20.
[12] Mamoun M, ZHANG Yu. A hydrometallurgical process for the dephosphorization of iron ore[J]. Hydrometallurgy, 1989(21): 277-292.
[13] Forssberg R, Asolfsson G. Dephosphorization of high- phosphorus iron ores by means of acid leaching[J]. Erzmetal, 1981(34): 316-322.
[14] JIN Yong-shi, JIANG Tao, YANG Yong-bin, et al. Removal of phosphorus from iron ore by chemical leaching[J]. Journal of Central South University of Technology, 2006, 13(6): 673-677.
[15] ZHANG Yu, Muhammed M. An integrated process for the treatment of apatite obtained from dephosphorization of iron ore[J]. Chem Tech Biotechnol, 1990(47): 47-60.
�ո����ڣ�2009-12-02�������ڣ�2010-04-25
������Ŀ������ʡ������Դ��������Ŀ(2007K02)�����ϴ�ѧ�о���ѧλ���Ĵ��»���������Ŀ(1343-74335000021)
ͨ�����ߣ�������(1984-)���У���������ˣ���ʿ�о���������������Դ�ۺ������о����绰��13467517647��E-mail: springcsu@126.com
