

Effect of plastic deformation on microstructure and hardness of AlSi/Al gradient composites
ZHANG Wei-wen(������), LUO Zong-qiang(����ǿ), XIA Wei(�� ΰ), LI Yuan-yuan(��ԪԪ)
School of Mechanical Engineering, South China University of Technology, Guangzhou 510640, China
Received 15 July 2007; accepted 10 September 2007
Abstract:
The effects of plastic deformation on the evolution of microstructure and micro-hardness were studied on plates made from a cylindrical ingot of AlSi/Al aluminum composite. This ingot was produced by double-stream-pouring continuous casting(DSPCC). The results show that the three layers, i.e. the external pure aluminum, internal Al-Si alloy and the transition gradient layer, are maintained after compression as well as rolling processing. With the decrease in thickness of the gradient composite plate, the fluctuation of micro-hardness in transition layer in the direction normal to the applied force is significantly reduced. A simplified lamination model was used to evaluate qualitatively the micro-hardness distribution in the direction parallel to the applied force. However, the model is invalid in the explanation of the fluctuation of the micro-hardness in the direction normal to the applied force. The micro-hardness distribution variation in this direction is mainly attributed to the deformation of ��(Al) matrix incorporated the dissolution and spheroidization of eutectic silicon phase.
Key words:
continuous casting; plastic deformation; gradient composites; microstructure; hardness;
1 Introduction
Multilayer composite plates, also called sandwich strips, and bimetallic or cladding plates, have wide commercial applications in various industries[1-4]. Followed by plastic deformation, such as compression, rolling, extrusion or drawing process, the composite plates can be produced by continuous casting. This program has become an attractive route because of its efficiency and low cost. Many such approaches have been developed, such as, continuous pouring process for cladding(CPC)[5], inversion casting[6-7], continuous casting process for cladding with a level DC magnetic field(LMF)[8], and the Novelis FusionTM Process[9].
In 1990s, a method named double-stream-pouring continuous casting(DSPCC) to produce multilayer composites has been proposed based on the concept of gradient materials and continuous casting[10-11]. Compared with the conventional continuous casting, the most significant modification of the proposed method is the pouring system in the caster, i.e., two sets of ladles, instead of one set, are used for teeming two streams of liquid metals with different alloy compositions. In order to produce the gradient multilayer composites, two critical processing for this method should be carefully implemented. One is the steady or quasi-steady mass and heat flow in the solidification zone, and the other is the sequential solidification of the melts in the mold. Due to the steady or quasi-steady mass and heat flow, the mixing of two streams is in a relatively steady state, in which they mix partially but not entirely. Since the solidification is sequential from the mold wall to the center, the inside stream will solidify within the solid skin, which is formed mainly by the outside metal. The benefit of this method is that it can realize the metallurgical bonding of the two layers. The more important is that it can achieve the macro-scale gradient properties of millimeter order dimensions on the cross section of the ingot.
Some fundamental work of DSPCC was carried out in binary Al-Si and Al-Cu alloy systems[11-13]. The experiment results showed that the fluid flow and the solidification of the outside and inside alloys could be controlled by changing the parameters, such as the casting temperature and the volume ratio of the two streams. Different gradient profiles of composition in as-cast structure have been obtained. In order to promote the practical application of this kind of composites, the subsequent processing of plastic deformation is very critical. However, the evolution of microstructure, mechanical properties and composition, which demonstrate gradient distribution feature in as-cast condition, is not clear after plastic deformation so far.
The purpose of this study is to study the microstructure evolution and property variation of as-cast AlSi/Al composites after plastic deformation. Attention is paid to the variation of microstructure and micro-hardness distribution in the multilayer section of the composites by compression and rolling processing. This will be helpful to promoting the practical application of gradient composites produced by DSPCC.
2 Experimental
2.1 Materials and ingot preparation
The pure aluminum and Al-12Si alloy (nominal chemical composition, in mass fraction, %) were prepared separately by melting the commercial pure aluminum and silicon. The principle and processing procedure for preparing gradient composites by DSPCC were introduced in our previous work[11-12]. ![]() The ingots with the diameter of 65 mm and length of about 500 mm were prepared.
The ingots with the diameter of 65 mm and length of about 500 mm were prepared.![]()
2.2 Plastic deformation
The compression and rolling procedure is schematically illustrated in Fig.1.
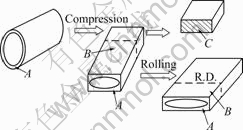
Fig.1 Schematic diagram of plastic deformation procedures of AlSi/Al composites (A indicates location of transition region between internal and external regions; B indicates location of cutting of plate; C indicates surface for microstructure and hardness testing)
A column with a length of 100 mm was cut from the ingot, which is about 60 mm to the top of the ingot. Then, the column was free compressed into a 30 mm-thick plate with the moving rate of the upper punch set to 1.6 mm/s, and ingot temperature about 753 K and punch temperature within the range of 743-763 K. After milling the edge, the plate was cut into two parts along the dashed line B, which is located at about one-third of the entire length of the plate, as indicated in Fig.1. The smaller part was used for microstructure observation and hardness testing. The larger part was compressed into a 15 mm-thick plate under the same compression condition as the previous plate. Again, the plate was cut and compressed into 7 mm and 3 mm in the same way as the previous procedure.
The rolling processing was carried out using the compressed 10 mm-thick plate after milling the edge. The plates were hot rolled into 9.1, 7.3, 5.6, 4.2, 3.0, 2.0, 1.3 and 1.0 mm in thickness, respectively, at temperatures within the range of 723-773 K and holding time no less than 15 min in every rolling pass.
2.3 Structure observation, hardness testing and com- position analysis
The specimen surface for structure and hardness test is schematically shown by arrow C, as illustrated in Fig.1. The macro- and micro-structures on transverse sections of the as-cast ingot and deformed plates were etched using Keller��s reagent and 0.5% HF, respectively. Vickers hardness on the transverse section of the specimen was measured by an HVS-1000 micro- hardness tester under the load of 4.9 N and a contact time of 15 s. The measurement locations of the deformed specimens are illustrated in Fig.2.
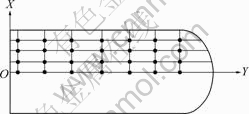
Fig.2 Schematic diagram of locations for micro-hardness test of deformed AlSi/Al composites
The silicon distribution on the transverse section of the specimen was measured by line scanning using an LEO 1530VP field emission scanning electron microscope. The collecting time was 300 s for every scanning image with the accelerate voltage of 15 kV.
3 Results
3.1 Macro- and micro-structures of as-cast alloy
The typical macrostructures and microstructures of AlSi/Al alloy on the as-cast condition are shown in Fig.3.
Fig.3(a) shows the macrostructure on cross section of the as-cast AlSi/Al alloy, in which the distinct difference between the external and internal regions can be seen clearly. Figs.3(b) and (c) show the microstructures of as-cast AlSi/Al alloy at the distance of 0 mm and 25 mm from the center, respectively. In the center of the ingot, there are large amounts of needle-like
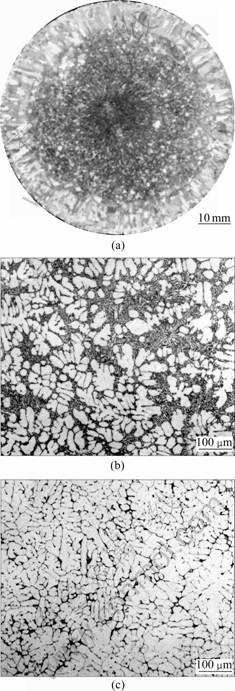
Fig.3 Macrostructure (a) and microstructures ((b) and (c)) on cross section of as-cast AlSi/Al composite (R is distance from ingot center); (b) R=0 mm; (c) R=25 mm)
eutectic silicon phase distributing between the primary ��(Al) grains. In the region near the external layer, the microstructure is quite different from that in the internal, which is featured by the majority of ��(Al) dendrite and a little eutectic silicon phase.
3.2 Micro-hardness of deformed alloy
The micro-hardness distributions on the cross sections of the composites after compression and rolling are given in Figs.4 and 5, respectively.
In order to elucidate the experimental results, three regions, i.e. internal, external and transition layers, can be classified even though their boundaries are difficult to specify. The composite in the internal layer, which mainly consists of Al-Si alloy, has higher micro-hardness than that in the external layer, which mainly consists of pure aluminum. From both figures, an identical variation
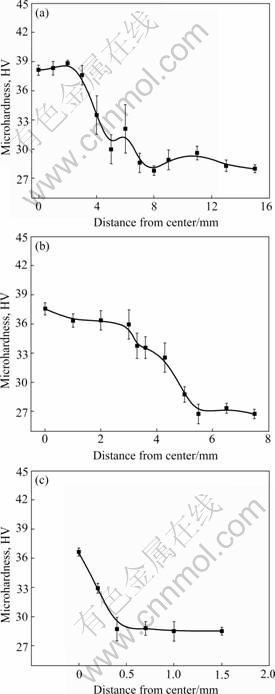
Fig.4 Distribution of micro-hardness on cross section of hot-compressed AlSi/Al plates in thickness of 30 mm (a), 15 mm (b) and 3 mm (c)
tendency of composites micro-hardness after plastic deformation can be found. The gradient distribution of micro-hardness along the X direction as indicated in Fig.2, which is parallel to the applied force, is maintained when the thickness of the specimen is reduced by compression or rolling from 65 mm to 1 mm. In the meantime, the average value of micro-hardness in three layers does not increase significantly with the decrease in plate thickness. However, the plastic deformation has great influence on the variation of Vickers hardness in Y direction, as schematized in Fig.2, which corresponds to the variation of hardness in the different directions of the same radius in the as-cast composite. It is found that the fluctuation of Vickers hardness in transition layer decreases with the decrease in the thickness of the compressed plate.
As for the rolled composites, it is difficult to distinguish the internal and transient layers after the plate is rolled to be 1 mm thick by several numbers of rolling passes. In the meantime, the fluctuation of micro- hardness along Y direction has some increase, especially in the plate with the thickness of 1 mm (Fig.5).
3.3 Macro- and micro-structures of deformed alloys
Fig.6 shows the macrostructures of the transverse section of compressed AlSi/Al alloys with the thickness of 15 mm and 3 mm.
The different macrostructure characteristics between external and internal layers of the composite on as-cast condition do not change after plastic deformation. The two layers can still be easily distinguished. The transition layer is also maintained, although the shape is significantly changed after plastic deformation.
The typical microstructures of compressed AlSi/Al composites with the thickness of 15 mm and 3 mm, and rolled AlSi/Al composite with the thickness of 1 mm are present in Fig.7.
Compared with microstructure on the as-cast condition, the needle-like silicon phase is spheroidized and the silicon phase in the external and transition layers becomes coarser with the decrease of the plate thickness, but the distinct difference in the amount of silicon in three layers still remains. As for the typical microstructures of the rolled AlSi/Al alloys, the same feature can be found, except the more complete dissolution of silicon phase in external layer and the coarser grains in internal and transition layers.
3.4 Silicon distribution of deformed alloys
Silicon distributions on the transverse sections of the AlSi/Al composite after compression and rolling are shown in Fig.8.
Figs.8(a)-(c) show the silicon distributions in internal, external and transition layers of the 30 mm- thick compressed plate. The difference of silicon concentration is obvious among the three layers. After
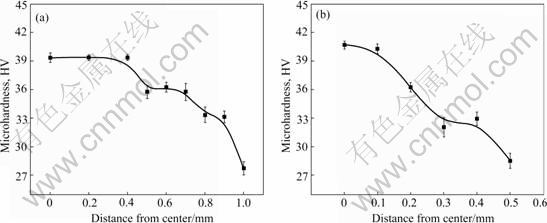
Fig.5 Distribution of micro-hardness on transverse section of hot-rolled AlSi/Al plates in thickness of 2 mm (a) and 1 mm (b)
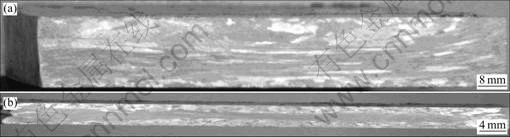
Fig.6 Macrostructures of compressed AlSi/Al plates: (a) 15 mm, (b) 3 mm
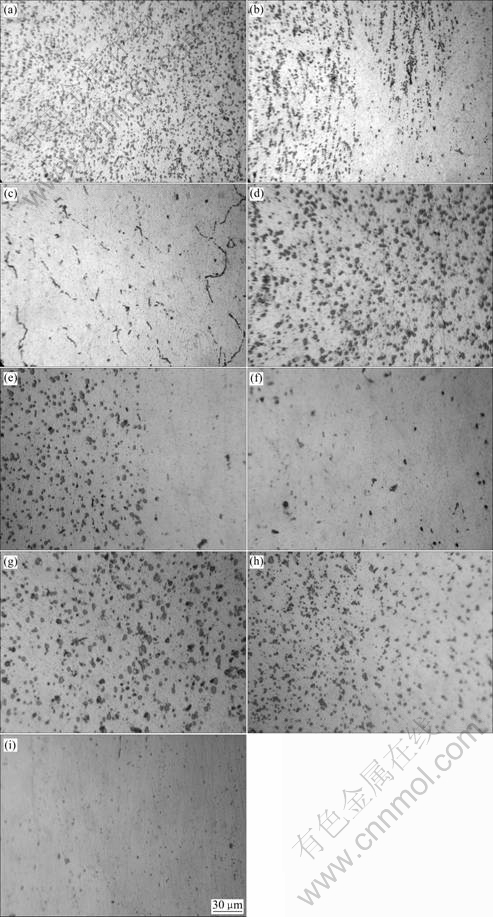
Fig.7 Typical microstructures of hot-compressed AlSi/Al composite with thickness of 15 mm ((a)-(c)), 3 mm ((d)-(f)) and hot-rolled AlSi/Al composite with thickness of 1 mm ((g)-(i)): (a), (d), (g) Internal zone; (b), (e), (h) Transition zone; (c), (f), (i) External zone
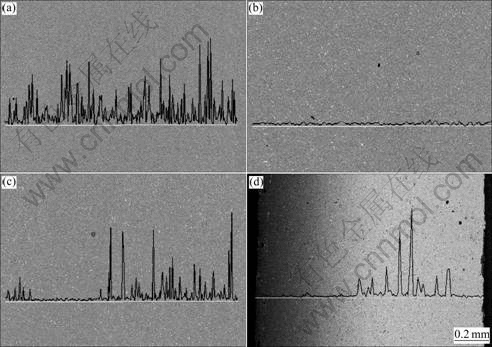
Fig.8 Silicon distributions on transverse section of AlSi/Al composite after compression and rolling at different thicknesses: (a) 30 mm, internal layer; (b)30 mm, external layer; (c) 30 mm, transition layer; (d) 1 mm, rolled state
severe plastic deformation, such as rolling to be 1 mm in thickness, the difference of silicon distribution in transverse section is also very obvious (Fig.8(d)). This means that the laminated characteristic of the gradient composite on as-cast condition is maintained, even though the composites suffer severe compression and rolling deformation.
4 Discussion
4.1 Hardness variation on transverse section parallel to applied force direction
Hardness variation of the AlSi/Al composite corresponds to the variation of its microstructures and composition. According to the as-cast macro- and micro-structures shown in Fig.3, the AlSi/Al composite, produced by DSPCC, consists of three layers that are metallurgically bonded. The compression deformation of this layered section can be analyzed by a simplified lamination model[14], which is based on the following consideration during the compression processing: 1) the temperature is constant; 2) the effects of strain rate, work hardening and elastic deformation is neglected; and 3) the whole section is divided into three layers, i.e. the external, transition and internal layers. The transition layer is further divided into several thinner layers, whose properties are determined by linear approximation based on that of internal and external layers. According to these assumptions, the method of rigid-plastic finite element was adopted to simulate the composite deformation using the MSC.Marc software package. Fig.9(b) shows the grid

![]()
Fig.9 Model of laminated composite (a) and deformation after free compression (b)
displacement on the transverse section of this kind of composite after compression deformation. From this figure, it is clear that the three layers are still maintained after compression, although the grid movement in different locations is altered. This means that the original characteristic in as-cast state has a dominant influence on the deformation evolution of the composite.
The difference of micro-hardness along the X direction in the composite is mainly attributed to the silicon concentration and the microstructures. Since the composites are heated at 753 K before plastic deformation, which is close to the homogeneous annealing temperature of Al-12Si alloy, the micro-hardness test in the present study is actually the measurement for ��(Al) matrix. The solution strengthening of ��(Al) matrix will occur by the solution of the silicon phase. However, the solid solubility limit of silicon in aluminum is only 0.25%-0.8% at 400- 500 ��[15]. Hence, the solution strengthening of a(Al) is limited. When the solid solution of silicon in aluminum is saturated, the microstructure variation in the alloy at elevated temperature is mainly caused by the coarsening and spheroidization of silicon phase. In fact, the average value of micro-hardness in three layers does not increase obviously with the decrease in plate thickness. As for the effect of work hardening on the micro-hardness of ��(Al) matrix, it does not seem to be very significant from the present experimental results.
4.2 Hardness variation on transverse section normal to applied force direction
Because the simplified lamination model does not consider the microstructures of the composite, particularly the microstructural characteristics in the transition layer, this model cannot explain the complicate micro-hardness fluctuation along the Y axis that is normal to the applied force direction. Our previous experiment results have confirmed that, in macro-scale dimension, the composites prepared by DSPCC do possess the feature of gradient distribution in concentration and hardness[11-13]. However, it should be noticed that the convection of the fluid flows in the solidification zone in continuous casting processing is unavoidable. Thus, the incomplete mixture of the internal alloy and external alloy is highly possible when the turbulent flow occurs, especially in the transition zone. Once this case appears, the local inhomogeneous microstructures between the internal and external alloys will be formed. Fig.10 shows the typical inhomogeneous microstructures in the transition layer on as-cast condition and its variation after severe compression deformation, where A is rich in pure aluminum and B is rich in Al-Si alloy. Obviously, this local homogenous microstructure is the main reason for the sharp fluctuation of micro-hardness in the Y direction.
Although it is difficult to analyze the displacement variation of this local inhomogeneity in quantity along Y
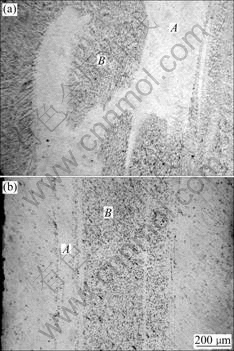
Fig.10 Typical inhomogeneous microstructures in transition layer in as-cast ingot (a) and deformed 2 mm-thick plate (b)
direction, the microstructure evolution can still be explained roughly. The zone A, which is rich in aluminum, and zone B, which is rich in Al - Si alloy, will become thinner and longer when they are compressed or rolled from as-cast condition. The larger the plastic deformation, the thinner and longer the zone A and zone B occurs. Because of the different strain and stress level between the two zones, the zone with lower yield stress will change its movement direction. Thus the interface between two zones will increase. The element diffusion between two zones becomes easier. When the composite is heated, the local inhomogeneous zone will be weakened. Thus the fluctuation of hardness in Y direction decreases after compression and rolling deformation at elevated temperature.
5 Conclusions
1) The cylindrical ingot of AlSi/Al gradient composite produced by double-stream-pouring continuous casting consists of three layers, i.e. the external pure aluminum, internal Al-Si alloy and the transition gradient layer. The as-cast microstructure characteristic of the composites plays a dominant role in the microstructure evolution and hardness distribution in the transverse section of the composite plate. The three layers are maintained after compression and rolling processing.
2) The micro-hardness of ��(Al) matrix in three layers does not increase obviously with the decrease in plate thickness. However, the fluctuation of hardness in the direction normal to the applied force is significantly reduced with the decrease in plate thickness.
3) The micro-hardness distribution in the direction parallel to the applied force can be qualitatively evaluated based on a simplified lamination model. However, the model is not applicable for explaining the micro-hardness variation in the direction normal to the applied force, especially the fluctuation of the hardness distribution. The hardness variation in this direction is mainly attributed to deformation of ��(Al) matrix incorporated the dissolution and spheroidization of eutectic silicon phase.
References
[1] DYIA H, MROZ S, MILENIN A. Theoretical and experimental analysis of the rolling process of bimetallic rods Cu-steel and Cu-Al [J]. J Mater Process Technol, 2004, 153/154(1/3): 100-107.
[2] DUNFORD D V, WISBEY A. Diffusion bonding of advanced aerospace metallics [C]. Mater Res Soc Symp Proc, 1993, 314: 39-50.
[3] MAMALIS A G, SZALAY A, VAXEVANIDIS N M, MANOLAKOS D E. Fabrication of bimetallic rods by explosive cladding and warm extrusion [J]. J Mater Process Technol, 1998, 83(1/3): 48-53.
[4] HWANG Y M, HSU H H, LEE H J. Analysis of sandwich sheet rolling by stream function method [J]. Int J Mech Sci, 1995, 37(3): 297-315.
[5] HASHIMOTI M, TANAKA T, INOUE T, YAMASHITA M, KURAHASHI R, TERAKADO R. Development of cold rolling mill rolls of high speed steel type by using continuous pouring process for cladding [J]. ISIJ Int, 2002, 42(9): 982-989.
[6] LI Na, GUO Shou-ren, LU De-zhong, HU Zhang-qi. Technique of aluminum alloy composite by inversion casting [J]. J Mater Sci Technol, 2002, 18(2): 187-188.
[7] PLESCHIUTSCHNIGG F P, HAGEN I V, GAMMAL T E, HARMACHER P L, WOSCH E. Inversion casting of steel strip [J]. Steel Times, 1995, 223(6): 228-229.
[8] TAKEUCHI E, ZEZE M, TANAKA H, HARADA H. Novel continuous casting process for clad steel slabs with level DC magnetic field [J]. Ironmaking and Steelmaking, 1997, 24(3): 257-263.
[9] BENDYK J C. Novelis FusionTM process: Breakthrough in the simultaneous DC casting of multiple aluminum alloy layers for rolling ingot [J]. Light Metal Age, 2006(8): 48-50.
[10] YU Ge. Method for manufacturing gradient material by continuous and semi-continuous casting. USA 6089309 [P]. 2001.
[11] ZHANG Wei-wen, ZHU Cang-shan, WEI Xin-zhao, MENG Ji-long, YUAN Shu-gui, YU Ge. The double-stream-pouring technique for production gradient materials by continuous casting [J]. Chinese Science Bulletin, 1998, 43(11): 911-914.
[12] ZHANG Wei-wen, ZOU Gan-feng, DENG Chang-ning, WEI Xin-zhao, XU Lin-kang, YU Ge. Investigation of production of gradient material by continuous casting [J]. Acta Metallurgica Sinica, 1998, 34(6): 610-614.
[13] ZHANG Wei-wen, LI Yuan-yuan, LONG Y, WU Yuan-biao, SHAO M. Preparation of AlCu/Al gradient alloy by semi-continuous casting [J]. The Chinese Journal of Nonferrous Metals, 2002, 12(S1): 188-191. (in Chinese)
[14] FEI Jin, LI Yuan-yuan, ZHANG Wei-wen, CHEN Wei-ping, ZHOU Zhao-yao, LI Liang-wu. Study on the free-compression deformation process of 2024/3003 aluminum alloy ingot [J]. Forge Technology, 2003(6): 6-9.
[15] MONDOLFO L F. Aluminum and its alloys: Structure and properties [M]. London and Boston: Butterworth Co., 1976: 132.
(Edited by YANG Bing)
Foundation item: Projects(50575076; 59905007) supported by the National Natural Science Foundation of China
Corresponding author: ZHANG Wei-wen; Tel: +86-20-87112933; Fax: +86-20-98111133; E-mail: mewzhang@scut.edu.cn
