
DOI: 10.11817/j.issn.1672-7207.2018.07.001
ϸ�������ĸ�ѡ����ѧ�о�
����Ȫ1, 2��������1������1����ɯ1��������1��������1
(1. ���ϴ�ѧ ��Դ�ӹ������﹤��ѧԺ������ ��ɳ��410083��
2. ����ͭҵ��������˾������ �ϲ���330096)
ժ Ҫ��
ģ���о����ȵ���38 ��m��ϸ��������ڲ����ӻ������Ӳ���ʱ�ĸ�ѡ����ѧ���о���������������Ӳ���ʱϸ�������ĸ�ѡ���ʳ���С����ѡ�����ʵͣ��������Ӳ��͵���ϵ�У��������������ӿ���������ˮ�ž������������߸�ѡ���ʳ������Ӷ�����ϸ�������ĸ�ѡЧ�ʣ���pH��ϸ�������ѡ���ʵ�Ӱ��ϴ������Ժ�����pH�����£������ĸ�ѡ���ʳ������Դ��ڼ��������µ����ʳ������ڲ�����ϵ�У�����pH��ٽ����������ľۼ���Ϊ�����ۼ��̶����Ӳ��Ӷ���������ѡ���������Ӳ����ԣ��ʵ��������ת��Ҳ���Դٽ�ϸ�������ľ�����Ϊ�������ž����ƽ������������両ѡ���ʳ�����ѡ�����ʣ�ϸ�������������͵�֮�������������ˮ����Ϊ����
�ؼ��ʣ�
ϸ�������������ѡ����ѧ����ѡ���ʳ�������ˮ������
��ͼ����ţ�TD952 ���ױ�־�룺A ���±�ţ�1672-7207(2018)07-1573-09
Flotation kinetics of molybdenite fines
LIN Qingquan1, 2, GU Guohua1, CHEN Xiong1, DENG Sha1, XU Baoke1, LI Lijuan1
(1. School of Minerals Processing and Bioengineering, Central South University, Changsha 410083, China;
2. Jiangxi Copper Corporation Co. Ltd., Nanchang 330096, China)
Abstract: The flotation kinetics of molybdenite fines (lower than 38 ��m) with and without the presence of diesel oil was investigated by first-order kinetic equation. The results show that in the absence of diesel oil,the flotation rate constant and flotation recovery of fine molybdenite are low, while the addition of diesel oil can significantly improve the flotation efficiency of molybdenite by increasing the size of hydrophobic agglomerates and enhancing the flotation rate constant. The pulp pH also affects the flotation rate of fine molybdenite. Under the condition of acidic and neutral pH, flotation rate constant of molybdenite is significantly greater than that of alkaline condition. In the presence of diesel oil,lower pH can accelerate the aggregation behavior of molybdenite particles, while modest increase of aggregation degree can slightly increase the flotation recovery of molybdenite fines. A suitable increase in stirring speed is conducive to hydrophobic agglomeration of molybdenite, which increases the agglomerates size, flotation rate constant and flotation recovery. Moreover, the hydrophobic attractive force between diesel oil drop and molybdenite is the main driving force resulting in the collection effect.
Key words: fine particles; molybdenite; flotation kinetics; flotation rate constant; hydrophobic agglomeration
���Ź�ҵ���Ϸ�չ��������������������ӣ��Ӷ��������Դ���������ɣ���������ر�����Щ��ѡ������١�Ϊ�����㹤ҵ����һЩ��ѡ�����Դ��ϸ�������Ļ����������������ǵĹ㷺��ע�����ڻ����������õ���Ȼ�ɸ��ԣ�һ�������ĭ��ѡ�����ա��������������ϵ���ʲ�Ƭ״�ᾧ���죬������ĥ������ز���ѽ��Ƭ״���״�������γɷǼ�����ˮ�ġ��桱��������ˮ�ġ��⡱[1-2]�����Ƚϴ�Ļ�������һ�㱻��Ϊ����Ȼ��ˮ��������ſ���������С������Ƚ��ͣ����»��������ı�����ˮ�Խ��ͼ���ѡ�����½�[3-4]�����������ȵ���38 ��m��ϸ�������������е���������С���ȱ������ͱ�����������͵����ʣ�������ɸ�ѡ�������������ʵ���ҩ�����Ĵ������[5-8]��Ϊ�˽�����ȵ���38 ��m��ϸ�������ѡ���ʵ͡������ʵ͵����⣬�����ص��о��Ǽ����͵�����������pH�ͽ���ת�ٵ����ض�ϸ�������ѡ����ѧ��Ӱ�죬��ͼ�ҵ�ǿ���両ѡЧ�ʵ���Ч;�������ڿ��︡ѡ����ѧ���о���������ѧ����������ද��ѧģ�ͣ���һ������ѧģ�͡�n������ѧģ�͡����ֲ�����ģ�͵�[9-12]�����У�һ������ѧģ����ĿǰӦ�����ĸ�ѡ����ѧģ�ͣ���ģ�͵õ�����ʵ����֧�֡�������[13]���þ���Ķ���ѧһ��ģ�Ͷ�ķ̲����ij����ϸ��Ƭʯī��ѡ�����������ϼ������������������ģ���ܺܺõ�������ѡ������̡��������[14]����������ҩ��FO3��ѡ�ͽ�ú�Ĺ��̣�Ӧ��һ������ѧģ��Ҳ�õ����õ����Ч����ASGHAR��[15]����һ������ѧģ��������Sarcheshmeh��ͭ��ĸ�ѡ���̡���Ȼ���ڿ���ĸ�ѡ����ѧ���о��ܶ࣬��Ŀǰ��ϸ�������ĸ�ѡ����ѧ�о����٣�Ϊ�ˣ��������߲���һ������ѧģ�Ͷ�ϸ�������ѡ����ѧ��������ݽ��в�����ϣ���ͨ������ѧ�����о������ѡ��Ϊ�ı仯��
1 ʵ��
1.1 �������Լ�
ʵ�����û�������ȡ�Խ���ʡ�����ء��������������ѡ���ӣ��մ���ĥ��ʽɸ�֣�������ȵ���38 ��m�ĵ�������Ʒ��d10��d50��d90�ֱ��ʾ��Ʒ�ۼ����ȷֲ�����������ֱ�Ϊ10%��50%��90%ʱ��Ӧ������������Ʒ�������ֲ�Ϊ��d10=2.72 ��m��d50=10.15 ��m��d90=32.13 ��m����������X������(XRD)���������ͼ1����XRDͼ�����PDF(powder diffraction file)��Ƭ�ȽϿ�֪���������IJ������������PDF��Ƭ��37-1492�����(2H��)���������ƥ�䣬˵���ÿ���Ϊ2H�ͻ�������⣬�Ի������Ļ�ѧԪ�ؽ��з�����֪����������Ʒ��Mo��������Ϊ56.52%(����Mo��������Ϊ59.94%)��S��������Ϊ37.80%�����ԣ���������������Ϊ94.29%��
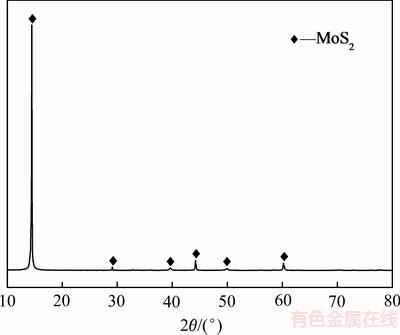
ͼ1 ��������X������ͼ
Fig. 1 X-ray diffraction pattern of molybdenite sample
�ڻ�����︡ѡ�У��Է��������������������pH����������ҵ��0�Ų���ԭҺ�����黯Һ��Ϊ���ռ������������춡���״�(MIBC)��Ϊ���ݼ���ʵ����ˮΪһ������ˮ�������黯Һ���Ʊ�������ȡ0.5 g���ͺ�99.5 mL����ˮ��ת��2 000 r/min�½�����10 min��Ȼ������KQ-250E�ͳ�������ϴ���г�������120 min�����ɻ����������Ϊ0.5%�IJ����黯Һ��ÿ�θ�ѡʵ��������������ƵIJ����黯Һ���ڹ�ѧ�����·Ŵ�500�����黯Һ�����������̬��ͼ2������Mastersize 2000�������ȷ����Dz�������黯Һ������������ֲ���ͼ3��ʾ�����У�d10=1.33 ��m��d50=11.57 ��m��d90=88.10 ��m��
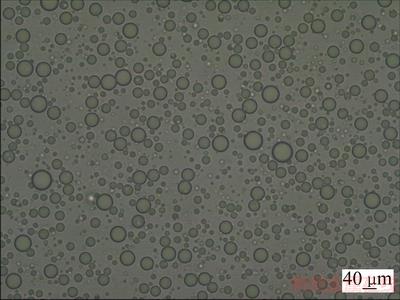
ͼ2 �����黯Һ�Ĺ�ѧ������Ƭ
Fig. 2 Optical microscopy of emulsified diesel oil
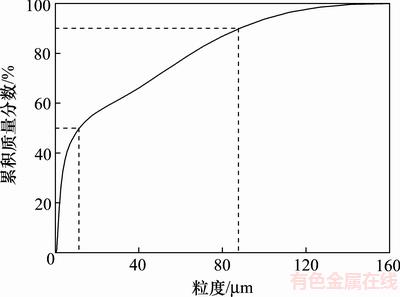
ͼ3 �����黯Һ����������ȷֲ�
Fig. 3 Size distribution of oil droplets in diesel emulsion
1.2 ���鷽��
1.2.1 �����︡ѡ
�����︡ѡ��XFGII�Ҳ۸�ѡ���н��У���ѡ���ݻ�Ϊ40 mL������ת�ٿ���0~2 600 r/min��Χ�ڵ��ڣ���ѡ�¶�Ϊ25 ��(����)��ÿ�������ȡ2.0 g��������100 mL�ձ��У�����50 mL����ˮ��Ȼ��������5 min�����ó���5 min��ȥ����Һ��Ȼ����������40 mL��ѡ���У�������ˮ��30 mL������1 min�����ʵ��Ҫ�����μ�������������ռ������ݼ���ҩ������ʱ��ֱ�Ϊ2��3��1 min��Ȼ��ѡ����3 min���ڼ�ÿ��30 s����õ���ĭ��Ʒ�ֿ��ռ��������ĭ��Ʒ�Ͳ��ڲ�Ʒ�ֱ���ˡ���ɡ���������������ʣ�������ʵ��ڲ��ʡ�ÿ��ʵ���ظ�3�飬��ƽ��ֵ��
1.2.2 ��������
ÿ�������ȡ2.0 g�����������뵥���︡ѡ��ͬ���������е�����Ȼ��ֱ���ڿ���ȡ�������뼤�����ȷ�����(Mastersize 2000)�в������ŵı������ȡ�ÿ��ʵ������ͬ�������ظ�3�Ρ�
1.2.3 �Ƕȷ���������
�����Ƕȱ������������ķ�ɢ��ۼ�״̬���ǶȽ�С��������������ھۼ�״̬���ǶȽϴ����ʾ����������ڷ�ɢ״̬����ȡ������Ʒ0.2 g������ 100 mL����һ��ҩ��Ũ�ȵ���Һ������5 min������100 mL������Ͳ�г���3 min����ȡ�ϲ�����Һ20 mL����������ƿ�У�����WGZ-3(3A)��ɢ����Ͷ��Dz����Ƕȡ��Ƕȵ�λ��FTU��ʾ��1 mg/L SiO2����Һ���Ƕ�Ϊ1 FTU��
1.2.4 һ����ѡ����ѧģ��
�Ը�ѡ����ѧʵ��������һ������ѧģ�ͽ�����ϡ���һ������ѧģ���У���ѡ�ٶ����������Ŀ�Ŀ����Ũ�ȳ�����[16]��
 (1)
(1)
ʽ�У�cΪʱ��tʱ��������Ŀ�Ŀ���Ũ�ȣ�KΪ��ѡ���ʳ�����
���Ե�λʱ��������õ�����Ŀ�Ŀ���Ļ����ʱ�ʾ��ѡ�ٶȣ�����d��/dt����ʽ(1)�е�dc/dt�����������Ŀ�Ŀ����Ũ��c���ÿ�����������δ��������Ŀ�Ŀ���Ļ�����(�����C��)���档��ˣ��ɽ�ʽ(1)��д��
 (2)
(2)
��ʽ(2)���֣��õ�һ����ѡ�ٶȷ��̣�
 (3)
(3)
ʽ�У��ű�ʾʱ��tʱ�ѱ�������Ŀ�Ŀ���Ļ����ʣ�������ʾ�����ӳ���ѡʱ�䣬ʹ����Ŀ�Ŀ�����ܴﵽ���������ʡ�
2 ���������
2.1 ��ͬ��������Ȼ�ɸ���
�����ӷǼ�������ʱ�����鿼�첻ͬ��������Ȼ�ɸ������pH�ı仯���ɣ������ͼ4����pHΪ7��MIBC����12.5 mg/Lʱ����ͬ�����ĸ�ѡ����ѧ�����ͼ5(���У�R2Ϊ����)��
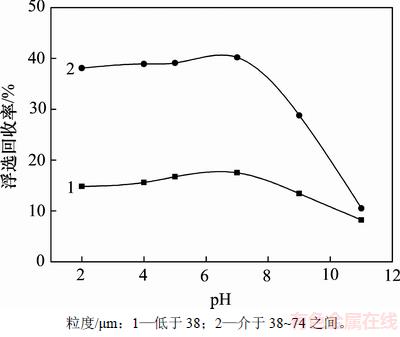
ͼ4 ����ת��Ϊ1 900 r/minʱ��pH�Բ�ͬ��������Ȼ�ɸ��Ե�Ӱ��
Fig. 4 Effect of pH on floatability of molybdenite particles when stirring speed is 1 900 r/min
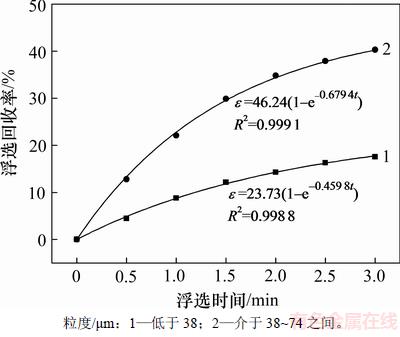
ͼ5 ������ת��Ϊ1 900 r/min����pHΪ7ʱ��ͬ�����ĸ�ѡ����ѧ
Fig. 5 Flotation kinetics of molybdenite particles when stirring speed is 1 900 r/min and pH is 7
��ͼ4��֪��������38~74 ��m��Χ�ڵĻ������������Ժ����������¾��нϺõ���Ȼ�ɸ��ԣ���Ӧ�ĸ�ѡ������Ϊ40%���ң����ڼ��������¿ɸ��Լ����½�����ԭ������ǣ��ڼ��������£�pH�������������Zeta��λ����ֵ���ӣ�����������֮���˫���������Ӷ����»����Ŀɸ����½����������ȵ���38 ��m��ϸ�������������pH��Χ�ڣ���ѡ�����ʾ���20%���£��ɼ���������Ȼ�ɸ�����������ȼ�С�����͡���ԭ�����ڼ�С�������������Ȼή������������Ӷ�ʹ����������ˮ�Խ��ͣ��ɸ����½���
��ͼ5�и�ѡ����ѧ���̿��Կ��������ȵ���38 ��m�Ļ����ѡ���ʳ���(0.459 8 min-1)С�����Ƚ���38~74 ��m֮��ĸ�ѡ���ʳ���(0.679 4 min-1)������ͬһ���ĸ�ѡ����ѧ���̣����ʳ���ԽС����ѡ����Խ�ͣ����ԣ����ȵ���38 ��m�����ĸ�ѡ���ʵ������Ƚ���38~74 ��m֮��ĸ�ѡ���ʣ���֤ʵ��ϸ���������и�ѡ���ʵ͵����ԡ�
2.2 ������������Ӱ��
�������0�Ų�����״Һ��Ϊ���ռ�����MIBC����Ϊ12.5 mg/L������ת��Ϊ1 900 r/min����pHΪ7�����ռ�����ʱ��3 min�������£�������͵���������ϸ�������ѡ����ѧ��Ӱ�죬�����ͼ6����ͼ6�ɼ���ϸ�������ĸ�ѡ�����ʺ�ѡ���ʳ��������Ų������������Ӷ�����������ҩ�����������ӣ���ѡ�����ʺ����ʳ��������ӷ�����С������������Ϊ50 mg/L����ѡʱ��Ϊ3 minʱ�������ĸ�ѡ�����ʺ����ʳ����ֱ�Ϊ50.7%��0.951 6 min-1������������Ϊ200 mg/L����ѡʱ��Ϊ3 minʱ����ѡ�����ʺ����ʳ����ֱ�Ϊ83.77%��1.673 8 min-1�������Ӳ���������400 mg/L����ѡʱ��Ϊ3 minʱ����ѡ������Ϊ89.7%�����ʳ���Ϊ1.7618 min-1����˵��������������200 mg/L��������ҩ��������������߸�ѡ�����ʣ����Ը�ѡ���ʵ�������岻����ˣ�ѡ���������200 mg/L��Ϊ������pH�ͽ���ת�������������
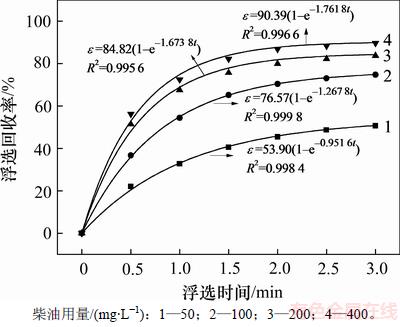
ͼ6 ��pH=7������ת��Ϊ1 900 r/minʱ����ͬ����������ϸ�������ĸ�ѡ����ѧ
Fig. 6 Flotation kinetics of molybdenite fines under different diesel oil dosages when stirring speed is 1 900 r/min and pH=7
���ͼ5��ͼ6��֪����δ���ӷǼ�������ʱϸ�������ĸ�ѡ������(17.5%)�����ʳ���(0.459 8 min-1)��ȣ�����200 mg/L�Ǽ�������ʱ�������������66.27%���Ҹ�ѡ���ʳ�������3.64�����Ǽ����������������ϸ�������ѡЧ�ʡ�������ǿ�����ı�����ˮ���йأ�Ҳ������������ˮ�����������йء���ˣ���������˲�ͬ����������ϸ����������������3 min����ž�����������ֲ��������ͼ7������Ʒ�ۼ������ֲ����������Ϊ10%��50%��90%ʱ����Ӧ������d10��d50��d90�������������ķֲ�������d50��ʾ������ƽ��������
��ͼ7���Կ����������Ӳ��͵ĸ�ѡ��ϵ�У�������ž����d10��d50��d90�����Ų������������Ӷ������������ƣ�������ԭ��������ȣ��ž����������������������ԭ������d10=2.72 ��m��d50=10.15 ��m��d90=32.13 ��m��������������Ϊ200 mg/Lʱ��������ž�������d10=6.27 ��m��d50=17.11 ��m��d90=42.49 ��m����ԭ����ȣ�d10��d50��d90�ֱ�����2.31��1.69��1.32���������������������400 mg/Lʱ���ž����������Ӳ����ԣ�d10=6.84 ��m��d50=17.74 ��m��d90=43.30 ��m���ɴ˿ɼ����ž��������ı仯����������ĸ�ѡ�����ʡ���ѡ���ʳ����ı仯������һ�¡�
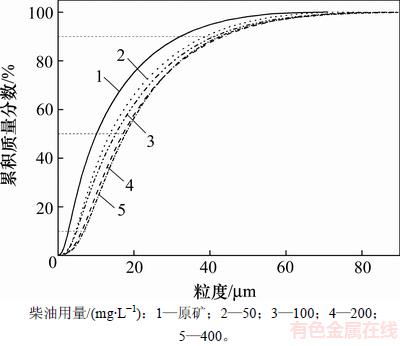
ͼ7 ���������Ի�����ž������������Ӱ��
Fig. 7 Effect of diesel oil dosage on size distribution of molybdenite agglomerates
ʵ���ϣ���ϸ�����︡ѡ�����У���������������븡ѡ���ʳ���������ء��ڿ�pH������ת�١����ݼ�������ѡ�豸����ͬ����£��ɽ�����Ϊϸ�����︡ѡ����������ֱ���Ը�ѡ���ʳ�����Ӱ���С������ѡ���ʳ�����Ҫ�ܿ���ֱ����Ӱ�졣���������������ȵ�Ӱ�죬��ѡ���ʳ��������ֱ��֮��������»�����ϵʽ[17]��
 (4)
(4)
 (5)
(5)
ʽ�У�KΪ��ѡ���ʳ�������λΪmin-1��dpΪ����ƽ��ֱ���������ۼ������ֲ����������Ϊ50%ʱ��Ӧ������d50��ʾ����λΪ��m��mΪ����ϵ����nΪ�����ƽ��ֱ���йصij�����
����ʽ(5)��ͼ6��ͼ7�в�ͬ���������»�����ž����ƽ��������ѡ���ʳ���������Ϸ����������ͼ8��������С���˷��õ����ֱ�߷���y=2.443 3x-6.436 4�������ϵ��R2�ﵽ0.998 4���������ֱ�߷����е�б�ʺͽؾ࣬���Եõ���ز�����n=2.443 3��m=1.602 2��10-3�����ԣ��ڲ�ͬ�������������£������ĸ�ѡ���ʳ���K���ž���ƽ������dp֮��������й�ϵ��
 (6)
(6)
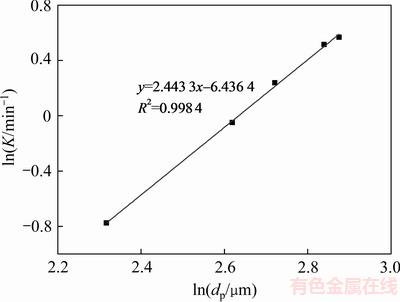
ͼ8 ��ѡ���ʳ����������ž���ƽ������֮��Ĺ�ϵ
Fig. 8 Relationship between flotation rate constant and mean size of molybdenite agglomerates
���ӷǼ�������������������ˮ�ž������������߸�ѡ���ʳ������Ӷ�����ϸ�������ĸ�ѡЧ�ʡ�
2.3 ��pH��Ӱ��
�̶�MIBC����12.5 mg/L����������200 mg/L������ת��1 900 r/min�����ռ�����ʱ��3 min�����������鿼���pH��ϸ�������ĸ�ѡ����ѧӰ�죬�����ͼ9��
��ͼ9��֪����pH��ϸ�������ѡ���ʵ�Ӱ��ϴ���ǿ���������Ե�pH��Χ�ڣ������ĸ�ѡ���ʳ����ϴ���ֵ��1.67~2.56 min-1��Χ�ڱ仯�����������ĸ�ѡ���ʽϿ죬�ڽ϶̵ĸ�ѡʱ����(1.5~2.0 min)����ѡ�����ʱ�ɼ����ﵽ���ֵ������pHΪ11ʱ�������ĸ�ѡ���ʳ�����С��ԼΪ0.806 5 min-1��������ѡ���������������趨�ĸ�ѡʱ��3 min�ڣ������ѡ��������δ�������ֵ����pHΪ11ʱ����Ȼ���������ӳ���ѡʱ����߸�ѡ�����ʣ��������ܴﵽpHΪ7ʱ���������ʣ�����һ�����ڸ�ѡ����ʵ�֡�
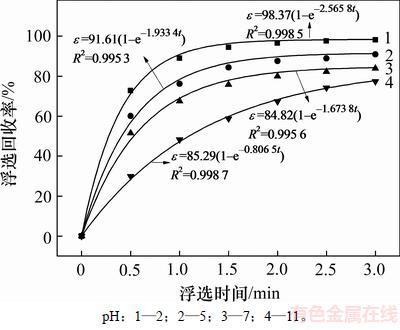
ͼ9 ����������Ϊ200 mg/L������ת��Ϊ1 900 r/minʱ����pH��ϸ�������ѡ����ѧ��Ӱ��
Fig. 9 Effect of pulp pH on flotation kinetics of molybdenite fines when diesel oil 200 mg/L and stirring speed is 1 900 mg/L
��ͼ9���ɿ��������趨�ĸ�ѡʱ��3 min�ڣ���ͬ��pH�����µõ��Ļ��������ʵIJ����渡ѡʱ�����Ӷ���С��������200 mg/L���������ռ�ʱ���ʵ��ӳ���ѡʱ����Լ�С��pH�Ը�ѡ�����ʵ�Ӱ�죬��������ȫ������
��pH��������ѡ��Ϊ�IJ�����������ṹ�ĸ��������йء������Ϊ���͵IJ�״���죬�ڻ������ṹ�У���ԭ���������ƽ����������ϵ�����2����ԭ������֮�䣬�γ����⡪��㣬������ԭ������ԭ���Խ�ǿ�Ĺ��ۼ����ܽ�ϣ��������⡪���֮�����Խ����ķ��Ӽ��»�����ϡ���������������ز���ѽⱩ¶���Ǽ��Եľ��棬���־����Ϊ���桱�����м��õ���ˮ�ԣ�������ɻ������Ȼ�ɸ��Ժõ�ԭ����Mo��S�����ѱ�¶���ľ���ơ��⡱�����־�����нϸߵı����ܡ���ǿ����ˮ�ԣ�����������Ӧ���γɸ�����滯����MoSxOy����ˮ��Һ�У����滯����MoSxOy��ˮ������Ӧ����������ƽ��[18]��
 (7)
(7)
 (8)
(8)
ʽ�У�xΪ���滯����MoSxOy����ԭ�Ӹ�����yΪ���滯����MoSxOy����ԭ�Ӹ�����nΪ ���ӵĵ���������У�
���ӵĵ���������У� ��
�� ֮���������ƽ�⣺
֮���������ƽ�⣺
 (9)
(9)
�ڼ��Կ��У������������������Ҫ������������()�����������ӵĴ��ڻ�ʹ�����ı��涯��λ�����������������������֮��˫���ij�����ʹ�����������IJ�ɢѹ�����»����Ŀɸ����½�����Ӧʽ(7)~(9)���������ſ�pH���ӣ������ɸ����½���ԭ��
��ͬpH�»����ĸ�ѡ��ΪҲ������ľۼ����ɢ״̬������ء�ͼ10��ʾΪpH�Ի����ԭ���Լ�������ϵ�л�����Ƕȵ�Ӱ�졣�Ի����ԭ����ԣ��ڼ��������£��Ƕ��ϴ���������ɢ��Ϊ�����ԣ��Ӷ�������ɸ����½������ܺܺõؽ���ͼ4�е�ʵ���������ڲ�����ϵ�еĻ������ԣ�������pH��Χ�ڣ��Ƕȶ���ԭ����ϵ���Ƕȵͣ��������Ӳ�����ʹϸ������������Եľۼ������������ԡ����������µ��Ƕ���ǿ���������µ��Ƕ�����С��Ϊ20 FTU���ң������ڲ�����ϵ�У�����pH�����ӻ��������ľۼ���Ϊ�������ӵķ��Ȳ���̫������ͼ9�и�ѡ�����ʵı仯������һ�µġ�
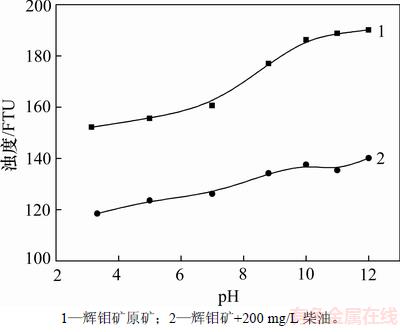
ͼ10 pH�Ի����ԭ��Ͳ�����ϵ�л�����Ƕȵ�Ӱ��
Fig. 10 Effect of pH on turbidity of molybdenite untreated and treated by diesel oil
2.4 ����ת�ٵ�Ӱ��
��MIBC����Ϊ12.5 mg/L��pH=7����������Ϊ200 mg/L�Ͳ��ռ�����ʱ��Ϊ3 minʱ������ת�ٶ�ϸ�������ѡ����ѧ��Ӱ����ɼ�ͼ11����ͼ11�ɼ���������ת����1 300~1 900 r/min��Χ������ʱ����ѡ���ʳ����ͻ����ʾ���֮�����ڽ���ת��Ϊ1 900 r/minʱ����ѡ���ʳ����ͻ����ʾ��ﵽ��ֱ�Ϊ1.673 8 min-1��83.700 0%����������ת��������2 200 r/minʱ����ѡ���ʳ�����С��1.247 5 min-1����ѡ������Ҳ�½���80.76%�������������͵Ľ���ת�پ������ڸ�ѡ��������ת�ٹ���ʱ����ˮ�������ڸ����������¿�����ƻ��������ڸ�ѡ���룻������ת�ٹ���ʱ��ϸ�������ڼ��й��������Ի�ýϺõ���ˮ������
�ڲ�ͬ����ת���»�õĻ�����ž����ƽ���������Խ����ͼ12����ͼ12�ɼ������Ž���ת����1 000~2 200 r/min��Χ�����ӣ��ž����ƽ�������ȴ�12.84 ��m����17.11 ��m��Ȼ���С��13.59 ��m���ɼ����ڲ�ͬ����ǿ���£�������ž���������仯�븡ѡ���ʳ����Լ���ѡ�����������õĶ�Ӧ��ϵ����ע����ǣ�����ת��Ϊ2 200 r/minʱ�γɵ��ž���ƽ������(13.59 ��m)��С��ת��1 600 r/minʱ���ž�������(15.41 ��m)����ǰ�ߵĸ�ѡ���ʳ���(1.247 5 min-1)�Դ��ں��ߵ����ʳ���(1.093 9 min-1)��ʵ���ϣ��ڸ�ѡ�����У�����ǿ�ȵı仯������������ˮ��������������仯�����ҿ��ܸı��������ȣ����ԣ���ѡ���ʳ��������ֱ�������������йء���ѡ���ʳ��������ֱ�������ȣ���������ֱ���ɷ���[19]���ڸ߽�������������£���ˮ�����������Ȼ��С��������ֱ��Ҳ���ܼ�С��������ѡ���ʳ������ӣ�������Dz������������ԭ��
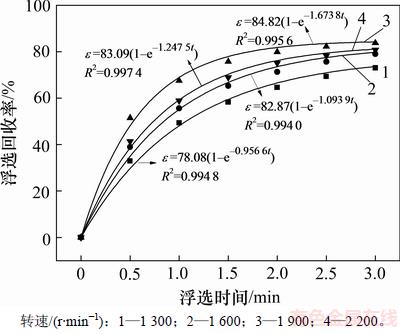
ͼ11 ����������200 mg/L��pHΪ7ʱ�� ����ת�ٶ�ϸ�������ĸ�ѡ����ѧӰ��
Fig. 11 Effect of stirring speed on flotation kinetics of molybdenite fines when diesel oil is 200 mg/L and pH is 7
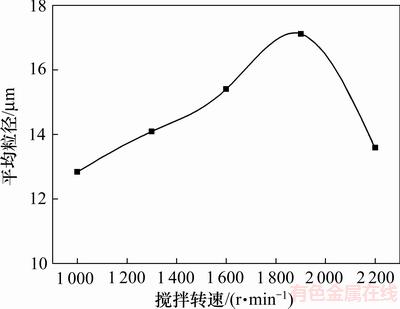
ͼ12 ����ת�ٶԻ�����ž���ƽ��������Ӱ��
Fig. 12 Effect of stirring speed on mean size of molybdenite agglomerates
2.5 �����������
Ӧ����չ��DLVO����(EDLVO����)�о�ϸ���������ˮ���Ÿ�ѡ�п���������á���ˮ�����У������������������֮����Ҫ����3�������������˫��㾲����������van der Waals����������ˮ���������ֱ��Ӧ�������������[19]��
������������UE��
 (10)
(10)
van der Waals��������UW��
 (11)
(11)
��ˮ��������UHA��
 (12)
(12)
����EDLVO���ۣ������������UTΪ
 (13)
(13)
ʽ�У���aΪ��ɢ���ʾ��Խ�糣����ȡ6.95��10-10 C2/(J��m)��R1��R2�ֱ�Ϊ���������Ͳ�������İ뾶�����ݻ����ԭ��Ͳ����黯Һ�ļ�������d50�����������ȡR1=5.075 ��m��R2=5.785 ��m����1�ͦ�2�ֱ�Ϊ����������ı����λ����Zeta��λ���档�ڿ�pHΪ7ʱ��������Zeta��λ��1=25.6 mV�������Zeta��λ��2=24.8 mV����ΪDebye�����ĵ�����ȡ0.147 1 nm-1 [20]��HΪ������ľ��룬��λΪnm��A132Ϊ����������������ˮ����������õ�Hamaker����(���ڻ����A11=9.38��10-20 J�����ڲ��ͣ�A22=8.52��10-20 J������ˮ��A33=4.1��10-20 J�������õ�A132= =9.28��10-21 J)��h0Ϊ˥�����ȣ�ȡ10 nm��H0Ϊ����������Сƽ��Ӵ����룬ȡ0.158 nm��
=9.28��10-21 J)��h0Ϊ˥�����ȣ�ȡ10 nm��H0Ϊ����������Сƽ��Ӵ����룬ȡ0.158 nm�� Ϊ���������Ͳ���֮����ˮ���������ܣ�ȡ6.012��10-2 J/m2 [21]��
Ϊ���������Ͳ���֮����ˮ���������ܣ�ȡ6.012��10-2 J/m2 [21]��
�����Ͻ������ʽ(10)~(13)������õ�ϸ��������������������õ��������ߣ���ͼ13��
��ͼ13���Կ�������pH=7�Ŀ���Һ�У�ϸ�������Ͳ��͵���������������������ߵ���ˮ���������������غϣ����Ҵӿ������Լ25 nm����ʼ���ż���С�������ܱ���Ϊǿ�ҵ����������ܡ������ϸ�������������͵�֮�������������ˮ������Ϊ����������ˮ�������ܵľ���ֵ�Ⱦ����ų����ܺ�van der Waals�������ܴ�3������������ʹZeta��λ����ֵ����϶࣬�����ų����ܱ��Ҳ������ֹ�����͵����������֮�����Ӵ�����ˣ��������Ƕȿ�����Ϊ����ˮ�����У������͵��������������Ӵ������Է����̣����Ҳ����͵���˳�����ڻ���������������չ���Ǽ����͵���չ������ǿ���������������ˮ�ԣ���߿�������ˮ���۵�������Ҳ�ܽ�һ���γ�������ˮ���������ţ��Ӷ�������ˮ���ŵ������Լ���ǿ���Ŷ�����е���õĵֿ�����[22]�����ǷǼ��������ϸ�������ѡЧ������Ҫԭ��
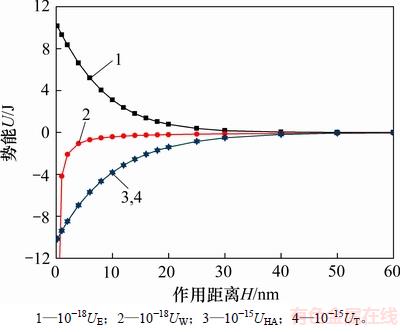
ͼ13 ϸ�������Ͳ��͵��������������
Fig. 13 Potential energy curves of interaction between molybdenite fines and diesel oil
3 ����
1) ��������Ȼ�ɸ�����������ȵļ�С�����͡������Ƚ���38~74 ��m֮��Ļ������ȣ����ȵ���38 ��m��ϸ���������и�ѡ�����ʵ͡���ѡ�����������ԡ�
2) ���Ӳ��͵���������ͨ��������ˮ�ž������������߸�ѡ���ʳ������Ӷ�����ϸ�������ĸ�ѡЧ�ʡ��ڲ��������仯������������������£�ϸ�������ĸ�ѡ���ʳ���K���ž���ƽ������dp֮��������й�ϵ�� ��
��
3) ��pH��ϸ�������ѡ���ʵ�Ӱ��ϴ������Ժ�����pH�����£������ĸ�ѡ���ʳ������Դ��ڼ��������µ����ʳ������ڲ�����ϵ�У�����pH�����ӻ��������ľۼ���Ϊ�������ӷ��Ȳ��Ӷ���������ѡ�����ʵ��������Ʋ����ԡ�
4) ����ˮ���Ź����У��ʵ��������ת�ٿ��Դٽ�ϸ�������ľ�����Ϊ�������ž����ƽ������������両ѡ���ʳ�����ѡ�����ʣ���������ת�ٹ���ʱ����ˮ�������ڸ�������������ƻ������¸�ѡЧ���½���
5) ϸ�������������͵�֮����ˮ�������ܵľ���ֵ�Ⱦ����ų����ܺ�van der Waals�������ܾ���ֵ��3������������ˮ������ռ�������á�
6) �����о������Ϊ���ϸ�������ѡЧ���ṩ�������ݡ�
�ο����ף�
[1] LINCE J R, FRANTZ P. Anisotropic oxidation of MoS2 crystallites studied by angle-resolved X-ray photoelectron spectroscopy[J]. Tribology Letters, 2000, 9(3/4): 211-218.
[2] ZANIN M, AMETOV I, GRANO S, et al. A study of mechanisms affecting molybdenite recovery in a bulk copper/molybdenum flotation circuit[J]. International Journal of Mineral Processing, 2009, 93(3/4): 256-266.
[3] SONG Shaoxian, ZHANG Xinwang, YANG Bingqiao, et al. Flotation of molybdenite fines as hydrophobic agglomerates[J]. Separation and Purification Technology, 2012, 98: 451-455.
[4] LUCAY F, CISTERNAS L A, GALVEZ E D, et al. Study of the natural floatability of molybdenite fines in saline solutions and effect of gypsum precipitation[J]. Mineral & Metallurgical Processing, 2015, 32(4): 203-208.
[5] SIVAMOHAN R. The problem of recovering very fine particles in mineral processing: a review[J]. International Journal of Mineral Processing, 1990, 28(3/4): 247-288.
[6] MIETTINEN T, RALSTON J, FORNASIERO D. The limits of fine particle flotation[J]. Minerals Engineering, 2010, 28(5): 420-437.
[7] FU Jiangang, CHEN Kaida, WANG Hui, et al. Recovering molybdenite from ultrafine waste tailings by oil agglomerate flotation[J]. Minerals Engineering, 2012, 39: 133-139.
[8] CHOI J, LEE E, CHOI S Q, et al. Arsenic removal from contaminated soils for recycling via oil agglomeration flotation[J]. Chemical Engineering Journal, 2016, 285: 207-217.
[9] ����÷, ������, ��Ծ��, ��. ��ѡ����ѧģ�͵�Ӧ���뷢չ[J]. �������������, 2016(4): 55-63.
BAI Limei, LIU Zhongyi, HAN Yuexin, et al. Application and development of flotation kinetics model[J]. Conservation and Utilization of Mineral Resources, 2016(4): 55-63.
[10] ����ƽ, ����Ƽ, ������, ��. ��ѡ����ѧ�о���չ[J]. ������ɽ, 2008, 382(4): 71-75.
LUO Xianping, HE Liping, ZHOU Xiaowen, et al. Progress in flotation kinetics research[J]. Metal Mine, 2008, 382(4): 71-75.
[11] VINNETT L, ALVAREZ-SILVA M, JAQUES A, et al. Batch flotation kinetics: fractional calculus approach[J]. Minerals Engineering, 2015, 77: 167-171.
[12] FICHERA M A, CHUDACER M W. Batch cell flotation models: a review[J]. Minerals Engineering, 1992, 5(1): 44-55.
[13] ����, ������, ���Ȼ, ��. ʯī�ĸ�ѡ����ѧģ�ͼ���ѡ��Ϊ�о�[J]. �ǽ�����, 2016, 39(3): 11-13.
WANG Qi, FENG Yali, LI Haoran, et al. Flotation dynamics models and flotation behaviors of graphite[J]. Non-metallic Mines, 2016, 39(3): 11-13.
[14] ������, ��ȫ־, ����, ��. �ͽ�ú��ѡ����ѧ�����о�[J]. �й���ҵ��ѧѧ��, 2016, 45(2): 398-404.
WANG Yongtian, TIAN Quanzhi, ZHANG Yi, et al. Kinetic process of low-rank coal flotation[J]. Journal of China University of Mining & Technology, 2016, 45(2): 398-404.
[15] ASGHAR A, AHMAD H, BEHNAM F. Investigating the first-order flotation kinetics models for Sarcheshmeh copper sulfide ore[J]. International Journal of Mining Science and Technology, 2015, 25(5): 849-854.
[16] ������, �ƺ�ο, ë�ҷ�. ��ѡ�����빤��[M]. ��ɳ: ���Ϲ�ҵ��ѧ������, 1991: 96-102.
HU Xigeng, HUANG Hewei, MAO Jufan. Theory and technology of flotation[M]. Changsha: Central South University of Technology Press, 1991: 96-102.
[17] ӡ����, ������, ��Ӣǿ, ��. ϸ������ѡ���Ծ��ŷ�ѡ�����о���չ[C]// ������. �й���ҵ�Ƽ��Ļ�(2015). ����: ұ��ҵ������, 2015: 16-20.
YIN Wanzhong, WANG Donghui, MA Yingqiang, et al. Progress on selective aggregation technology of fine mineral particles[C]// WANG Yunmin. Proceedings of China��s Mining Technology Conference(2015). Beijing: Metallurgical Industry Press, 2015: 16-20.
[18] TABARES J O, ORTEGA I M, BAHENA J L R, et al. Surface properties and floatability of molybdenite[C]// Proceedings of 2006 China-Mexico Workshop on Minerals Particle Technology. San Luis Potosi, Mexico, 2006: 115-124.
[19] �����, ������, ������. �������������ϸ����ѡ[M]. ��ɳ: ���Ϲ�ҵ��ѧ������, 1993: 82-87.
QIU Guanzhou, HU Yuehua, WANG Dianzuo. Interactions between particles and flotation of fine particles[M]. Changsha: Central South University of Technology Press, 1993: 82-87.
[20] �ο�, ¬����. ��ˮ�Լ���ˮ�Կ�����ˮ�еķ�ɢ��Ϊ�о�[J]. �й����弼��, 1999, 5(2): 6-9.
REN Jun, LU Shouci. Dispersion behaviors of hydrophilic and hydrophobic particles in water[J]. China Powder Science and Technology, 1999, 5(2): 6-9.
[21] ����, ����, ������, ��. �����ѡ��ϵ�еĽ�������ѧ[J]. ���ϴ�ѧѧ��(��Ȼ��ѧ��), 2007, 38(5): 893-899.
WANG Hui, CHEN Li, FU Jiangang, et al. Interface thermodynamics of molybdenite floatation system[J]. Journal of Central South University(Science and Technology), 2007, 38(5): 893-899.
[22] ������, ¬����. �Ǽ����Ͷ�ˮ��ϸ��������ˮ����ǿ�����õ��о�[J]. ��ɫ����, 1992, 44(3): 29-35.
SONG Shaoxian, LU Shouci. Intensifying action of non-polar oil on hydrophobic flocculation of fine mineral particles in aqueous solution[J]. Nonferrous Metals, 1992, 44(3): 29-35.
(�༭ �²ӻ�)
�ո����ڣ�2017-08-10�������ڣ�2017-10-12
������Ŀ(Foundation item)��������Ȼ��ѧ����������Ŀ(51374249)�����ϴ�ѧ�����У��������ҵ���ר���ʽ�������Ŀ(2016zzts103)�����ҿƼ�֧�żƻ���Ŀ(2015BAB12B02) (Project(51374249) supported by the National Natural Science Foundation of China; Project(2016zzts103) supported by the Fundamental Research Funds for the Central Universities of Central South University; Project(2015BAB12B02) supported by the National Science-Technology Support Plan)
ͨ�����ߣ�����������ʿ�����ڣ��������︡ѡ������ұ���о���E-mail: guguohua@126.com
ժҪ������һ������ѧģ���о����ȵ���38 ��m��ϸ��������ڲ����ӻ������Ӳ���ʱ�ĸ�ѡ����ѧ���о���������������Ӳ���ʱϸ�������ĸ�ѡ���ʳ���С����ѡ�����ʵͣ��������Ӳ��͵���ϵ�У��������������ӿ���������ˮ�ž������������߸�ѡ���ʳ������Ӷ�����ϸ�������ĸ�ѡЧ�ʣ���pH��ϸ�������ѡ���ʵ�Ӱ��ϴ������Ժ�����pH�����£������ĸ�ѡ���ʳ������Դ��ڼ��������µ����ʳ������ڲ�����ϵ�У�����pH��ٽ����������ľۼ���Ϊ�����ۼ��̶����Ӳ��Ӷ���������ѡ���������Ӳ����ԣ��ʵ��������ת��Ҳ���Դٽ�ϸ�������ľ�����Ϊ�������ž����ƽ������������両ѡ���ʳ�����ѡ�����ʣ�ϸ�������������͵�֮�������������ˮ����Ϊ����
[9] ����÷, ������, ��Ծ��, ��. ��ѡ����ѧģ�͵�Ӧ���뷢չ[J]. �������������, 2016(4): 55-63.
[10] ����ƽ, ����Ƽ, ������, ��. ��ѡ����ѧ�о���չ[J]. ������ɽ, 2008, 382(4): 71-75.
[13] ����, ������, ���Ȼ, ��. ʯī�ĸ�ѡ����ѧģ�ͼ���ѡ��Ϊ�о�[J]. �ǽ�����, 2016, 39(3): 11-13.
[14] ������, ��ȫ־, ����, ��. �ͽ�ú��ѡ����ѧ�����о�[J]. �й���ҵ��ѧѧ��, 2016, 45(2): 398-404.
[16] ������, �ƺ�ο, ë�ҷ�. ��ѡ�����빤��[M]. ��ɳ: ���Ϲ�ҵ��ѧ������, 1991: 96-102.
[19] �����, ������, ������. �������������ϸ����ѡ[M]. ��ɳ: ���Ϲ�ҵ��ѧ������, 1993: 82-87.
[20] �ο�, ¬����. ��ˮ�Լ���ˮ�Կ�����ˮ�еķ�ɢ��Ϊ�о�[J]. �й����弼��, 1999, 5(2): 6-9.
[21] ����, ����, ������, ��. �����ѡ��ϵ�еĽ�������ѧ[J]. ���ϴ�ѧѧ��(��Ȼ��ѧ��), 2007, 38(5): 893-899.
[22] ������, ¬����. �Ǽ����Ͷ�ˮ��ϸ��������ˮ����ǿ�����õ��о�[J]. ��ɫ����, 1992, 44(3): 29-35.
