
���±�ţ�1004-0609(2008)S1-0064-06
�Ӹ��������Ʊ������(��)���¹���
������1��л ��1������2���� ��1
(1. ����������ѧ ������ұ��ѧԺ������650093;
2. ����ұ�����ܹ�˾ �������ģ�����650031)
ժ Ҫ��
����һ�ִӸ��������Ʊ���������¹��ա�ʵ��ȷ���սᡢ��������������ԭ�ͷֽ�ȹ��ղ����������������Բ�Ʒ(�����(��))�����ʽ��з�����������������ñ������Ʊ��������(III)���ȸߣ��������ﵽ150~ 250 g/L�����У����˵��ս�����Ϊ���¶�1 050~1 150 �棬ʱ��60~90 min�����˵Ľ�������Ϊ���¶�80 �棬ʱ��120~130 min�����˵ij�������Ϊ���¶�80 �棬pH 7~8��ʱ��120~150 min��
�ؼ��ʣ�
���������(III)������������ԭ��
��ͼ����ţ�TF 11 ���ױ�ʶ�룺A
New technology of producing chromium (��) sulfate from magnesium chromite
LI Rong-xing1, XIE Gang1, YANG Da-jin2, LIN Yan1
(1. Faculty of Materials and Metallurgical Engineering, Kunming University of Science and Technology, Kunming 650093, China;
2. The Technique Center of Yunnan Metallurgy Co. Ltd., Kunming 650031, China)
Abstract: The overall flow-sheet of producing chromium (��) sulfate was described. The suitable conditions of each process such as sintering, leaching, aluminum removal, reduction, and decomposition conditions were experimentally studied. The results show that it is reasonable to produce high-purity chromium (III) sulfate by the flow-sheet pointed out. The ultimate product is Cr2(SO4)3 solution containing 150-250 g/L Cr. Finally, the optimum parameters of sintering, leaching and aluminum-removal are temperature of 1 050-1 150 ��, period of 60-90 min; temperature of 80 ��, period of 120-130 min; and temperature of 80 ��, pH of 7-8, period of 120-150 min, respectively.
Key words: chromium; chromium sulfate; leaching ratio; reduction
���������仯���������Ӳ�ȸߣ���ʴ�Ժ���ĥ�����õ��ŵ㣬��Ϊ�����ԶƸ����������Ŀ���㷺Ӧ����ʯ�ͻ�������֯�Ṥ������Ƽ�������������[1-5]�����۸���������ϵ��CrO3��Ƹ����ռ���õĶƲ����ƽ����һֱ�ǶƸ���ҵ���õ���Ҫ��ϵ֮һ[6-9]�����ڵ���չ��ɫ�Ƽ��Ĵ��£����۸��������������и߶��Ժ���Ⱦ�Ե���������������������Ĺ㷺��ע�������Ͷ��������͵����۸��������ϵ������ȡ����ͳ�����۸���ϵ���ѳ�Ϊ�о��ȵ�[10-12]�����������۸���ϵ�ڶƸ���ҵ�о��еͶ�����Ⱦ������Ч�ʸߵ��ŵ㣬�Ǻ��м�ֵ����ϵ֮һ[13-16]��Ϊ����Ӧ���ڶƸ���ҵ�ķ�չ��Ӧ�õ���Ҫ�����о��鿪չ�˴Ӹ������Ʊ����۸��Σ��ر���Cr2(SO4)3�Ĺ����о���ȷ���˺������õĹ������̣�����ø����ղ�������ʵ��������������Ҫ��ѧ�����������Ӧ��ǰ����
1 ʵ��
ʵ�鹤��������ͼ1��ʾ
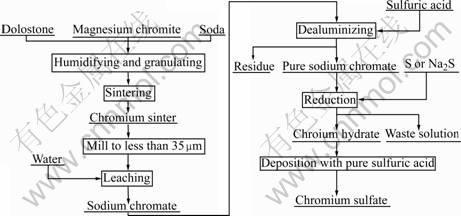
ͼ1 �����(��)�Ʊ���������ͼ
Fig.1 Production flow-sheet of chromium (��) sulfate
����ʯ�Ļ�ѧ�ɷ�Ϊ��CaO 35.68%��MgO 24.66%��SiO2 0.74%��Al2O3��0.10%��FeO��0.50%��ʵ�����õĸ��������ij����ɽ���ɵõ��ĸ�ԭ����ѡ����õ����仯ѧ�Ϳ���ɷ����ڱ�1���մ���Ƿۺ�����Ϊ��ҵ��Ʒ��
��1 ������Ļ�ѧ�Ϳ���ɷ�
Table 1 Chemical and mineral compositions of magnesium chromite

2 ���������
ԭ��(��������ʯ���մ�)�������ϣ���Ͼ��Ⱥ��Ƴ�d 6~8 mm�Ŀ�������100 ����¶��±��գ�ʵ��������ͼ1��ʾ��
�������ս��������������£��ֱ�ı����ʯ���������մ����������ս��¶ȼ��ս�ʱ��ȵ������������ɴ˿������ϱ������ս��¶Ⱥ��ս�ʱ��������ı仯�Ժ������������и���ѧ�����Ӱ�죬������ͼ2��ʾ��
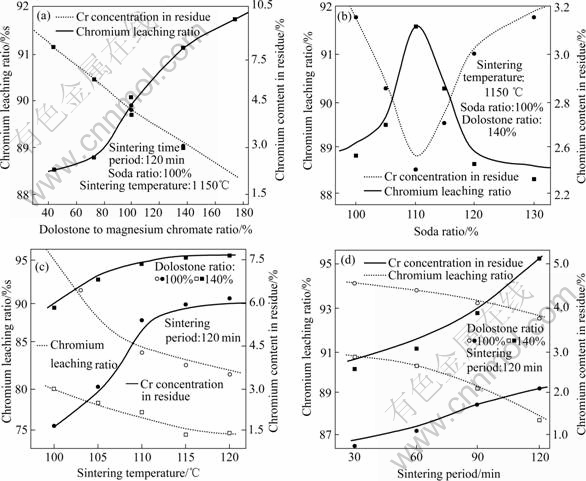
ͼ2 �ս�ʵ�����ضԸ���ѧ��Ϊ��Ӱ��
Fig.2 Effects of sintering parameters on chromium chemistry behavior: (a) Dolostone ratio; (b) Soda ratio; (c) Sintering temperature; (d) Sintering period
��ͼ2�п��Կ������˵��ս�����Ϊ���ս��¶�1 050~1 150 �棬�ս�ʱ��60~90 min���մ�Ͱ���ʯ������ȷֱ�Ϊ�������1.05~1.1����1~1.4��(���ݷ�Ӧ����ʽ(3)��(4)����ó�)��
�Ը�����������STAͬ���ȷ����ǽ��в���-���ط�����������ͼ3��ʾ���ɸý����֪������������~200 ������ȥ�����е�����ˮ����330~640 ��ʱ���ѳ��ᾧˮ��367.78 ��ʱ��һ�����ȷ壬��Ҫ������ʱ̼���������Ľᾧˮ���������ؽ��������õ�̼���ƵĽᾧˮΪ10��ˮ���ӣ�����֪��̼���ƺ�10���ᾧˮ�Ľ�����Ǻϡ�640~969.82 ������������������ʧ���������е�̼���ηֽ����¡������ս��¶���650~700 ��֮��ʱ���սᷴӦ(3)��(4)�������ɴ˿ɼ����ս�ʱ�����ȷ���Na2CO3 �� Mg?CaCO3�ķֽⷴӦ��������ֽ�����������������Ӧ�����շ�Ӧ�ɱ������£�
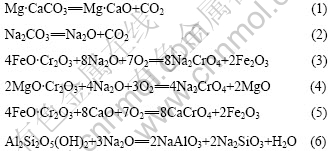
ͼ3 �������STA�������
Fig.3 STA analytic results of chromium concentration
�սᷴӦ��Ҫ��950~1 000 ���¶�������ɡ����ս��¶ȴ���1 000 ��ʱ���սᷴӦ������ʧ��С��1%�� ����ʵ������Щ��ͬ����������Ϊ�����뾭���������������ɢ��������ڲ������ʹ���շ�Ӧ�������С�STA����-����ʵ��������ʵ������Ͽ��������Ȳ�ͬ�����������ɢ���벻ͬ����ɷ�Ӧ����������
ԭ�����������������ս��Ž���������̣�����ʯ�����Ϊ1.2���մ������Ϊ1���ս��¶�Ϊ1��100 �棬�ս�ʱ��Ϊ60 min���ս�����19.61% Cr2O3�������ս���ʵ��������Ҫ�����顣�����������������������£��ֱ�ı��ս�����ȡ������¶ȡ���Һ�ȼ�����ʱ�����������������ȡ��¶ȡ���Һ�ȼ�ʱ��ȵ����������Ը������ʵ�Ӱ�죬��������ʵ������ͼ4��ʾ��
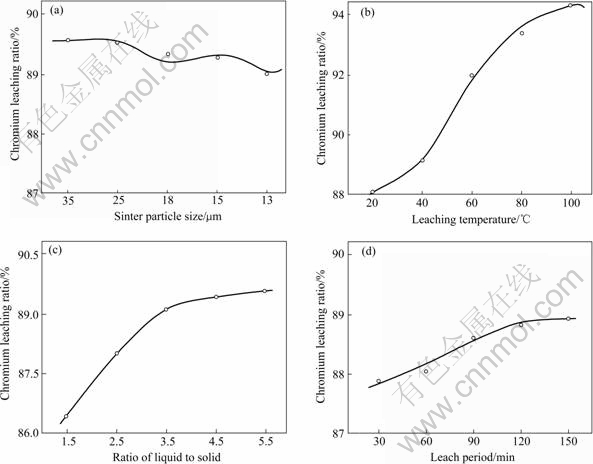
ͼ4 �������ضԸ��ս������ʵ�Ӱ��
Fig.4 Influence of leaching parameters on chromium leaching ratio : (a) Sinter particle size; (b) Leaching temperature; (c) Liquid to solid ratio; (d) Leaching period
�ս���ս��18%~20%��Cr2O3��Ҳ����40%~45%���ܵ�Na2CrO4����˽�������Na2CrO4�ܽ��Ϊ���״�����䲻Ӱ��Na2CrO4���ܽ����ɢ����ͼ4���Կ��������ս������ȶԸ��Ľ����������Ե�Ӱ�졣�ۺϿ��ǣ���Ϊ���˵ĸ��ս������Ϊ��420 ��m��
���Ž����¶ȵ����ߣ�����Һ��ճ�Ƚ��ͣ�Na2CrO4���ܽ��ٶȺ���ɢ�ٶȼӿ죬�����Ƚ���Һ��ʹ�ܺ����ߡ�����ͼ4(b)��ʵ��������Ϊ���ʵĽ����¶�Ϊ80 �档
��ͼ4(c)��ͼ4(d)���Կ��������Ž�����Һ�Ⱥͽ���ʱ������ӣ���������������Һ�Ⱥͽ���ʱ�����ӵ�ͬʱ��ˮ�ĺ��ܺ�Ҳ�����ӡ��ۺϿ��Ǹ��������أ���Ϊ���˵Ĺ�Һ��Ϊ1.5~2.5������ʱ��Ϊ100~120 min��
��Լ��6~8 g/L��Al2O3��NaAl(OH)4��ʽ�����ڽ���Һ�С��������ȥ����Һ�е�Al2O3���佫��Ⱦ���ղ��������Ӧ�緽��ʽ(7)��ʾ�������������������£��ֱ�ı��¶Ⱥͳ���ʱ�䣬�������Ƕ����ѳ��ʵ�Ӱ�죬ʵ������ͼ5��ʾ��
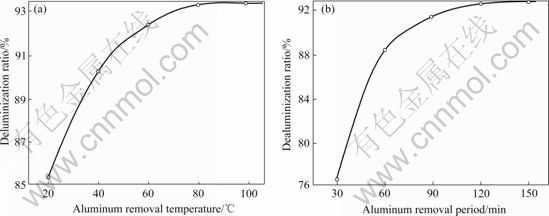
ͼ5 ����ʵ����
Fig.5 Aluminum removal results: (a) Influence of temperature on deluminization ratio; (b) Influence of aluminum removal period on deluminization ratio
![]()
��ͼ5�п��Կ����������¶Ⱥ��ӳ���Ӧʱ�������ڳ�������Ҳ�������ܺģ������Ϊ���˵��¶�Ϊ80 �棬ʱ��Ϊ120~130 min��
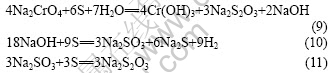
��Һ��Na2CrO4�Ļ�ԭ��Ӧ�ɱ���Ϊ���·���ʽ��
![]()
![]()
��Ƿۻ���Na2S��������Ϊ��ԭ������Na2CrO4��ԭ��Cr(OH)3?2H2O��Ϊ�˺����Ĺ��˺�ϴ����˳�����У���Ҫ���ƻ�ԭ�������̬�ʽᾧ״�������ǽ�״����ԭʵ�������ڱ�2��
��2 Na2CrO4��ԭʵ����
Table 2 Na2CrO4 reduction experimental results
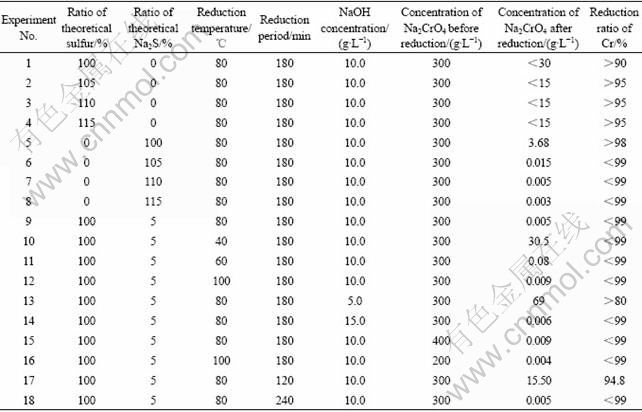
������Ƿ���ΪNa2CrO4�Ļ�ԭ�������Ļ�ԭ��Ӧ���ʺͱ��ʾ��Ȳ���Na2S��Ϊ��ԭ��ʱ�ĵ͡������ڲ�����Ƿ���Ϊ��ԭ������õIJ���Cr(OH)3? 2H2O��ʽᾧ״��������Na2S��Ϊ��ԭ��ʱ������״��Cr(OH)3?2H2O����Na2S�ļ۸����Ƿ۸ߺܶ࣬��˻�ԭ���̲������ߵĻ���90%����Ƿۺ�10%��Na2S�����˵Ļ�ԭ�������Ϊ1.05~1.1 (���ݷ���ʽ(8)��(9)��������)��
��ԭ�¶ȵ��������������ɽᾧ״��Cr(OH)3? 2H2O�����ԭ���ʡ����¶ȵ����߽�ʹ�ܺ����ߣ�������˵Ļ�ԭ�¶�Ϊ60~80 �档
��2��ʾ����ԭʱ��Ϊ180~240 minʱ������ԭ���ֳ�5�ݣ�ÿ��30 min������1�ݻ�ԭ�������������Һ�С�����Cr(OH)3?2H2O����������̫�죬Cr(OH)3?2H2O�������ױ�ɽ�״��
��Һ��NaOH��ʼŨ��Ϊ8~12 g/L����NaOH��ʼŨ�ȵ���5 g/L������Ƿ۵Ļ�ԭ��Ӧ���ᷢ������֮�෴����NaOHŨ�ȴ���15 g/L��Cr(OH)3?2H2O��ɽ�״��NaOH�������������NaOHŨ�Ȳ��ܴ���15 g/L������Һ�и����Ƶ�Ũ��Ϊ200~400 g/Lʱ�������Ƶ�Ũ�Ƚ�����Ӱ��Cr(OH)3?2H2O�����ɺͻ�ԭ���ʡ�ʵ���õ�Cr(OH)3?2H2O�к���37.02% Cr���ӽ��ڴ���Cr(OH)3?2H2O��
Cr(OH)3?2H2O�ɴ���H2SO4��Cr2(SO4)3���������ɣ���Ӧ����ʽ���£�

�ֽⷴӦ�ͷŴ���������ʹ��Ӧ�¶�ά����100 �����ϣ��ӿ�ֽⷴӦ���ʣ���ʹ��Ӧ������ȫ����Һ�е�������Na2S, S �� Na2S2O3Ҳͬʱ����������ת��ɲ���Ӱ���ƵIJ�����ɵ�Cr2(SO4)3��Һ��Cr 150~250 g/L����pH Ϊ 2.0~3.0��
3 ����
1) ���ñ����������ܻ�ýӽ�����Cr2(SO4)3��Һ����Cr 150~250 g/L����pHΪ2.0~3.0��
2) ���˵��ս�����Ϊ���ս��¶�1050~1150 �棬�ս�ʱ��60~90 min������ʯ���մ���������ֱ�Ϊ1~1.4����1.05~1.1����
3) ���˵Ľ�������Ϊ���¶�80 �棬�ս�����ȣ�420 ��m������ʱ��120~130 min����Һ��1.5~2.5��
4) ���˵ij�������Ϊ��pH7~8���¶�80 �棬ʱ��120~150 min��
5) ���˵Ļ�ԭ����Ϊ����ԭ��������Ϊ1.05~1.1�������к�90% S��10% Na2S����ԭ�¶�60~80 �棬��ԭʱ��180~240 min��NaOH��ʼŨ��8~12 g/L��
6) 2Cr(OH)3?2H2O�ɴ���H2SO4��Cr2(SO4)3���������ɡ�
REFERENCES
[1] ATKINSON T D, FJELLVAQ H, KJEKSHUS A. Synthesis, structure, and properties of chromium (��) sulfates [J]. Journal of Solid State Chemistry, 2004, 177(11): 4351-4358.
[2] SULLY A H. Metallurgy of the rarer metals, chromium [M]. London: Butterworths Scientific Publication, 1954.
[3] VARDAR E, ERIC R H, LETOWSKI F K. Acid leaching of chromite [J]. Minerals Engineering, 1994, 7(5/6): 605-617.
[4] ���־, ��㲨, �ϼ. �����(��)�������տ������ڵ����Ӧ���о�][J]. ���ջ����Ƽ�, 2007, 20(2): 11-14.
LI Guang-zhi, YIN Heng-bo, LI Hai-xia. Technology exploitation of synthesis of chromium (��) sulfate and its application in electroplating [J]. Jiangsu Environmental Science and Technology, 2007, 20(2): 11-14.
[5] �ֽ���, �¼�ϣ, �� ��. ��ұ��[M]. ����: ұ��ҵ������, 2007.
YAN Jiang-fen, CHEN Jia-xi, HU Liang. Metallurgy of chromium [M]. Beijing: Metallurgical Industry Press, 2007.
[6] LINDSAY J, JAMES H. Decorative and hard chromium plating [J]. Plating and Surface Finishing, 2003, 90(8): 22-24.
[7] MAX C. Potential hazards of hexavalent chromate in our drinking water [J]. Toxicology and Applied Pharmacology, 2003, 188(1): 1-5.
[8] EL-SHARIF M. Replacing hexavalent chromium in electroplating [J]. Transaction of the Institute of Metal Finishing, 1997, 75(6): B143-B146.
[9] EL-SHARIF M. MCDOUGALL J, CHISHOLM C U. Electro- deposition of thick chromium coatings from an environmentally acceptable chromium (��): Glycine complex [J]. Transaction of the Institute of Metal Finishing. 1999, 77(4): 139-144.
[10] MARVIN J U. Chromium(vol.��): metallurgy of chromium and its alloys [M]. New York: Reinhold Publishing Corporation, 1956.
[11] CHAUDHARY A J, GOSWAMI N C, GRIMES S M. Electrolytic removal of hexavalent chromium from aqueous solutions [J]. Journal of Chemical Technology and Biotechnology, 2003, 78(8): 877-883.
[12] JOHN B V. Recent developments in the biochemistry of chromium (��) [J]. Biological Trace Element Research, 2004, 99(1/3): 1-16.
[13] MANJANNA J, VENKATESWARAN G. Dissolution of chromium-substituted iron oxides in V(��) formulations[J]. Hydrometallurgy, 2001, 61(1): 45-63.
[14] SHANKER A K, CERVANTES C, LOZA-TAVERA H, AVUDAINAYAGAM S. Chromium toxicity in plants [J]. Environment International, 2005, 31(5): 739-753.
[15] AMER A M. Processing of Ras-Shait chromite deposits [J]. Hydrometallurgy, 1992, 28(1): 29-43.
[16] GEVECI A, TOPKAYA Y, AYHAN E. Sulfuric acid leaching of turkish chromite concentrate [J]. Minerals Engineering, 2002, 15(11): 885-888.
ͨѶ���ߣ������ˣ������ڣ��绰��0871-5186166��E-mail: lrxlyw@163.com
(�༭ �°���)
