

Microstructural characteristics of near-liquidus cast AZ91D alloy during semi-solid die casting
WANG Kai(�� ��), LIU Chang-ming(������), ZHAI Yan-bo(���岩), ZOU Mao-hua(��ï��)
College of Materials Science and Engineering, Chongqing University, Chongqing 400045, China
Received 6 January 2009; accepted 19 May 2009
Abstract:
Near-liquidus cast ingot was reheated to semi-solid firstly, and then a bracket of motor was prepared by die casting the semi-solid ingot into mould. The microstructural characteristics of AZ91D alloy in these processes were investigated. In the process of near-liquidus casting, primary ��-Mg grains tend to be rosette-like because of the increase of plentiful quasi-solid atom clusters in molten alloy with the decrease of pouring temperature. These rosette-like ��-Mg grains in ingots fabricated by near-liquidus casting are fused off and refined into near-globular structure owing to the solute diffusion mechanism and the minimum surface energy mechanism during reheating. After semi-solid die-casting, ��-Mg grains, located in biscuit, impact and connect with each other; ��-Mg grains, located in inner gate, congregate together; while ��-Mg grains, located in component, distribute uniformly and become into globularity or strip. Because the inner gate limits the flowing of semi-solid slurry, and the pressure acted on the semi-solid slurry decreases gradually along the filling direction of semi-solid slurry in cavity, microstructural segregation of unmelted ��-Mg grains appears along this direction. Shrinkage holes in casting are caused by two different reasons. For biscuit, the shrinkage holes are caused by the blocked access of feeding liquid to the shrinkage zone for the agglomerated unmelted ��-Mg grains. For component, the shrinkage holes are caused by the lack of feeding of liquid alloy.
Key words:
AZ91D magnesium alloy; microstructure; semi-solid die casting process; morphology;
1 Introduction
Semi-solid metal processing[1] is a newly emerging technology for near net shape production of engineering components, which consists of semi-solid ingot production, partial remelting and semi-solid forming [2-4]. Now, semi-solid metal processing has been combined with casting[5] to produce complex geometry components with improved mechanical properties. The main requirement for alloys to be shaped in the semi-solid state is that they should exhibit a finely spheroidal or non-dendritic structure[6-7]. On the other hand, alloy melt is Newtonian fluid while semi-solid metal slurry with solid and liquid phase is non- Newtonian fluid[8]. The flowing behaviors of these two kinds of fluids are different during filling into cavity. In general, fluidity is a complex parameter that is affected by the properties of the molten metal and mold, pouring conditions, and solidification mechanism[9]. The fluidity and the solidification behavior of semi-solid metal slurry are different from those of liquid alloy during conventional die castings. Fluidity in semi-solid casting would be affected by the volume fraction, size and shape of primary solid grains in semi-solid slurry. So, in recent years, much attention had been paid on the microstructure of alloy during ingot production[10-11], partial remelting[12-14] and forming[15-16]. However, proper understanding of microstructure evolution in these processes is still lack. SEO et al[17] mentioned that the microstructural characteristics of A356 alloy were related to the position in semi-solid die casting, but they did not research the reasons that affect microstructural characteristics and the deforming mechanism of primary solid grains. Therefore, it is necessary to further research the effects of the microstructure on the fluidity of semi-solid slurry and the relationship between forming process and microstructure of semi-solid slurry.
Magnesium alloy is the lightest structural material commercially available and has great potential for applications in automotive, aerospace and other industries. AZ91D magnesium alloy is one of the most favorable alloys for the high pressure die casting due to its excellent mechanical properties and good castability. In this work, attention has been focused on the formation of non-dendritic microstructure in near-liquidus casting process[18], microstructural characteristics during reheating and the semi-solid die casting processes of the cast AZ91D alloy. And, a special attention has been paid on flowing behavior and solidification characteristic of semi-solid slurry in a cavity of a mould during die casting.
2 Experimental
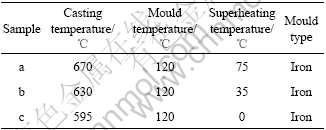
Pre-alloyed ingots of AZ91D alloy, with a chemical composition given in Table 1, were melted in an electric resistance furnace under protection of N2+0.2%SF6 mixture gas from oxidization. The melt of the AZ91D alloy was degassed with argon and cooled to a temperature near liquidus, and cast into cylindrical ingots with a diameter of 60 mm and a length of 120 mm. The liquidus temperature of this alloy is 595 �� and casting parameters are listed in Table 2. Then, the ingots, which were cast at 595 ��, were reheated to different pre-determined temperatures using an induced heating equipment and quenched in mineral oil to investigate microstructure evolutions in reheating process. The detail of the reheating processing can be found in Ref.[19]. At last, a semi-solid ingot reheated to 583 �� was cast into a mould in a 2 500 kN die-casting machine to prepare generator brackets of JH70 type motorcycles (shown in Fig.1).
Table 1 Chemical compositions of melts (mass fraction, %)
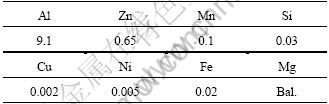
Table 2 Casting parameters of AZ91D magnesium alloy
Microstructural observations were conducted on the samples of cylindrical ingots cast at 670, 630 and 595 ��, the samples of ingots cast at 595 �� firstly and then reheated to 500, 540, 575 and 583 ��, respectively, and the samples located at biscuit (L), inner gate (M) and casting (N) (denoted in Fig.1). And then, the volume fraction, the average diameter and the shape factor of unmelted ��-Mg grains in those samples were analyzed quantitatively.
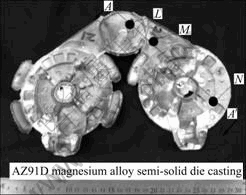
Fig.1 Three locations for observing microstructures in semi- solid die casting of AZ91D alloy (L��Biscuit; M��Inner gate; N��Component)
3 Results
3.1 Microstructural characteristics
3.1.1 Microstructural characteristics of ingots cast at near-liquidus temperatures
Fig.2 shows the typical microstructures of as-cast AZ91D alloy produced by a near-liquidus casting process. The phases are identified to be ��-Mg solid solution and ��-Mg17Al12 intermetallic compound distributing along the boundaries of primary ��-Mg solid solution by XRD analysis. The network-like �� grains, formed at 670 ��, are shown in Fig.2(a); the agglomerated �� grains, formed at 630 ��, are shown in Fig.2(b); and the scattered rosette-like primary �� grains, formed at 595 ��, are shown in Fig.2(c). The lower the pouring temperature is, the finer the non-dendritic grains are. It is analyzed that, when the pouring temperature gets just above the liquidus temperature, there are plentiful quasi-solid atom clusters formed by composition fluctuations of alloying elements in molten alloy. A great undercooling causes these atom clusters to grow up rapidly to become nuclei, and then these new nuclei grow up simultaneously and fast in the molten alloy. The growth of secondary branches of primary �� grains is retarded, and non-dendritic �� grains are obtained. Therefore, the casting temperature greatly influences the solidification microstructure of the AZ91D alloy when the alloy is cooled in a metal mould with the same cooling rate. The ingot with non-dendritic microstructure can be prepared by near-liquidus casting process with a pouring temperature of 595 �� of the melt.
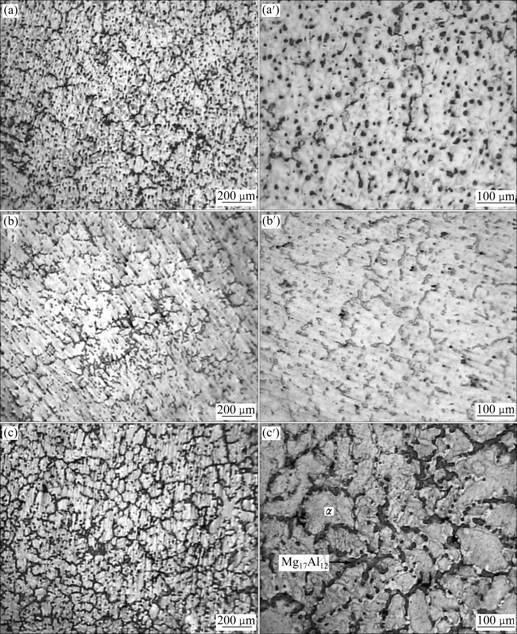
Fig.2 Typical optical micrographs of billets cast at various temperatures: (a) and (a��) 670 ��; (b) and (b��) 630 ��; (c) and (c��) 595 ��
3.1.2 Microstructural evolution of ingots reheated to semi-solid temperatures
Fig.3 shows the microstructures of samples reheated to 500, 540, 575 and 583 ��, respectively. Boundaries of ��-Mg grains surround by ��-Mg17Al12 intermetallic compound, begin to melt evidently at 500 �� (Fig.3(a)), and elements in alloy start to diffuse between melted eutectic phase and unmelted ��-Mg grains. At 540 �� (Fig.3(b)), the remained branches of dendrites start to remelt, and some isolated grains occur. And at 575 �� (Fig.3(c)), the diffusion rate of solute elements in the alloy between eutectic liquid and its adjacent ��-Mg solid grains increases greatly, and the local part of unmelted ��-Mg grains near the interface is eroded gradually by the liquid alloy because of the decrease of melting point of the solid owing to a reallocating of solute elements. Fine dendrites disappear and visible boundaries of isolated grains almost occur. At this time, the erosion of liquid to solid grains continues; some of rosette-like ��-Mg grains turn globular gradually; and some small liquid islands appear. When reheating temperature is elevated to 583 �� (Fig.3(d)), solute concentrations at interface between melted liquid phase and unmelted ��-Mg grains tend to be in equilibrium, and some zigzag surface is replaced with smooth one by the effect of interface tension and the surface energy of liquid on unmelted ��-Mg grain boundaries. At this temperature, larger fusion zones appear.
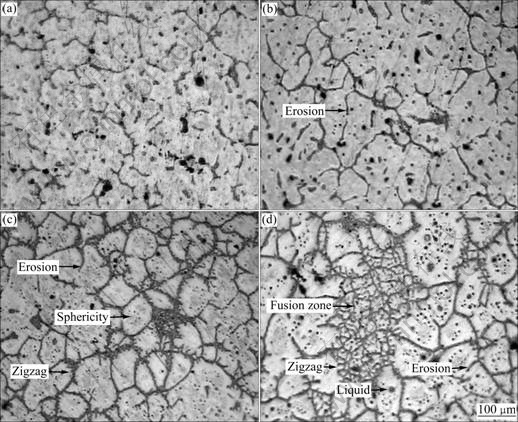
Fig.3 Microstructures of billets reheated at various temperatures: (a) 500 ��; (b) 540 ��; (c) 575 ��; (d) 583 ��
The objective of reheating process is to change the non-dendritical microstructure into tiny, spherical and uniformly distributed ��-Mg grains. In general, primary ��-Mg gains can be refined by isothermal heat treatment [20] in reheating process, which can afford more heat energy to satisfy the increase of interface energy owing to the increase of interface area. But in this work, the holding period is short, so some of unmelted ��-Mg grains are not totally globalized.
3.1.3 Microstructural characteristics at different positions of casting
Fig.4 shows the microstructures of samples located at different positions of a casting. The secondary ��-Mg solid solute and ��-Mg17Al12 intermetallic compound precipitate from liquid alloy of semi-solid slurry and distribute among unmelted ��-Mg grains. The unmelted ��-Mg grains of AZ91D magnesium alloy, located in the biscuit, impact and connect with each other, and there are little sole unmelted ��-Mg grains (as shown in Fig.4(a)). The unmelted ��-Mg grains of AZ91D magnesium alloy, located in the inner gate, congregate together, and some of them have been deformed under pressure (as shown in Fig.4(b)). The unmelted ��-Mg grains of AZ91D magnesium alloy, located in the component, distribute uniformly, and the unmelted ��-Mg grains turn into globularity or strip (as shown in Fig.4(c)). In these samples, there are some shrinkage holes, which are close to the unmelted ��-Mg grains in general (denoted with A in Fig.4).
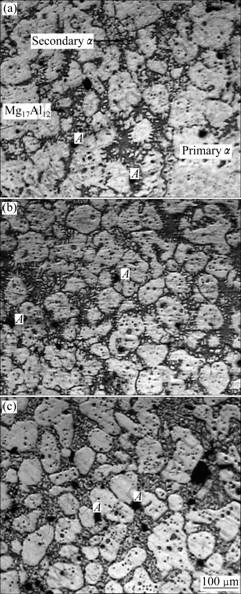
Fig.4 Microstructures of samples located at different positions in casting: (a) Biscuit; (b) Inner gate; (c) Component
3.2 Quantitative analysis results of unmelted ��-Mg grains
The shape factor (F) of unmelted ��-Mg grains in this study is calculated using the following formula[21]:
![]() (1)
(1)
where A is the section area of a grain; and Lp is the perimeter of a grain.
The value of shape factor, F, is varied from 0 to 1, in which ��0�� stands for an extended cross section, and ��1�� stands for a round cross section.
The average diameter and volume fraction of unmelted ��-Mg grains are defined by the macrostructure. For these measurements, the intercept linear average method was used.
Fig.5 shows that average diameter and shape factor of the unmelted ��-Mg grains of AZ91D magnesium alloy located in ingot reheated to 583 �� (Fig.3(d)), in biscuit (Fig.4(a)), in inner gate (Fig.4(b)) and in component
(Fig.4(c)) are different. The volume fraction of unmelted ��-Mg grains in samples decreases from position located in biscuit to position located in component gradually, and the average diameter of unmelted ��-Mg grains in samples has a similar change. Compared with the semi-solid billet remelted at 583 ��, for the samples located in biscuit and inner gate, the shape factor of unmelted ��-Mg grains decreases greatly; and for the sample located in component, the shape factor of unmelted ��-Mg grains increases a little.
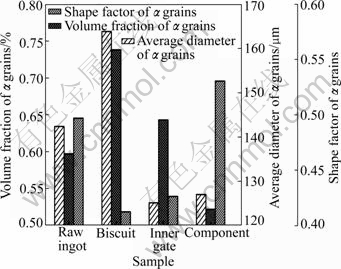
Fig.5 Results of solid phase structures by quantitative analysis
4 Discussion
The semi-solid magnesium alloy slurry contains two parts: primary ��-Mg phase and liquid magnesium alloy. The flowing characteristic of semi-solid slurry is complicated when it is filled into the cavity through inner gate. The transfer mechanism of semi-solid metal slurry can be explained by the flowing principle of the two-phase fluid. What��s more, with decreasing temperature from semi-solid temperature to solidus temperature, the solid fraction in the semi-solid slurry increases obviously. Therefore, the microstructural characteristics of magnesium alloy in casting relate with the flowing behaviors and solidification mechanism tightly during semi-solid die casting processing.
The movement of unmelted �� grains in semi-solid metal slurry is hindered by the friction force acted by liquid boundary layer, which consequently leads to different movement velocities of these grains and liquid alloy. So, the volume fraction of unmelted ��-Mg grains in sample located in a component far away from inner gate is lower than that in inner gate or in biscuit. On the other hand, the unmelted ��-Mg grains can be deformed plastically under pressure to some extent. The pressure acted on unmelted ��-Mg grains is various at different positions. It is obvious that the pressure acted on biscuit is larger than that acted on inner gate; and the pressure acted on inner gate is larger than that acted on component. So, it is observed in Fig.4 that the unmelted ��-Mg grains of sample located in biscuit have been deformed greatly; some of those located in inner gate have been deformed plastically with others maintaining their original shapes; and only a few unmelted ��-Mg grains located in component have been deformed. It is concluded that these flowing characteristics of semi-solid slurry would cause segregations of microstructure and composition of the alloy.
In addition, the microstructure of AZ91D alloy in casting is influenced by the solidification of remained liquid distributed among unmelted ��-Mg grains in semi-solid slurry in a cavity. The shrinkage rate of the liquid alloy is greater than that of unmelted ��-Mg grains during solidification of semi-solid slurry. In the biscuit and the inner gate, the solid fraction is so high as 74% that the unmelted ��-Mg grains collide with each other. So, the accesses for liquid feeding to a local zone with liquid shrinkage is closed by agglomerated unmelted ��-Mg grains, as illustrated in Fig.6, owing to the plastic deformation of ��-Mg grains. For the shrinkage holes located in component, the different velocities of liquid alloy and unmelted ��-Mg grains lead to the transfer of liquid alloy in semi-solid slurry from biscuit to component during die casting. It is known from Fig.5 that the liquid fraction is so high as 48%, and there is no more liquid alloy to feed these shrinkage zones, just as shown in Fig.4(c).
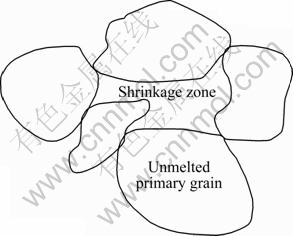
Fig.6 Schematic diagram of formation of shrinkage holes during solidification of semi-solid slurry owing to closed accesses
Based on the above discussion, different flowing velocities of unmelted ��-Mg grains and liquid alloy in semi-solid slurry lead to the microstructural segregation in casting. The flowing resistance, which is caused by the flowing friction between semi-solid slurry and mould wall, promotes the decrease of pressure acted on semi-solid slurry in cavity gradually along filling direction of semi-solid slurry. So, microstructural characteristics located at different positions of casting are different. Therefore, the shrinkage holes in casting are also caused by different reasons. To eliminate shrinkage holes and microstructural segregation in semi-solid die casting process, one of the main approaches is to decrease flowing resistance and to maintain uniform pressure distribution in cavity by changing section area size of inner gate.
5 Conclusions
1) Ingots with primary non-dendritic ��-Mg grains can be achieved by near-liquidus casting process. The size of non-dendritic grains decreases gradually with decreasing pouring temperature from a high temperature to a low temperature close to the liquidus temperature of the alloy.
2) In the process of reheating, the amount of liquid phase in the ingot increases with the increase of reheating temperature. The appearance of isolated ��-Mg grains is caused by the fusing-off of branches of non-dendritic ��-Mg grains at roots; while the changing of ��-Mg grains from strip to globularity is caused by the interfacial tension.
3) In semi-solid die casting, the pressure acted on alloy in cavity decreases gradually along filling direction of semi-solid slurry, and different flowing velocities of solid grains and liquid alloy in semi-solid slurry lead to the segregation of microstructure. So, the shape factor, size and fraction of unmelted ��-Mg grains are different in biscuit, inner gate and component.
4) Shrinkage holes in casting are caused by two different reasons. For biscuit, the shrinkage holes are caused by the blocked access of feeding liquid to the shrinkage zone for the agglomerated unmelted ��-Mg grains. For component, the shrinkage holes are caused by the lack of feeding of liquid alloy.
References
[1] LIU C M, ZOU M H. Effects of compressing and remelting in SIMA processing on semi-solid structure evolution of an Al-Zn wrought alloy [J]. Rare Metals, 2003, 22(3): 185-191.
[2] FAN Z. Development of the rheo-diecasting process for magnesium alloys [J]. Mater Sci Eng A, 2005, 413/414: 72-78.
[3] FREITAS E R, FERRACINI E, FERRANTE M. Microstructure and rheology of an AA2024 aluminium alloy in the semi-solid state, and mechanical properties of a back-extruded part [J]. J Mater Process Tech, 2004, 146: 241-249.
[4] ZHEN Z, QIAN M, JI S, FAN Z. The effects of rheo-diecasting on the integrity and mechanical properties of Mg-6Al-1Zn [J]. Scripta Mater, 2006, 54: 207-211.
[5] DARGUSCH MATTHEW S, DOUR G, SCHAUER N, DINNIS C M, SAVAGE G. The influence of pressure during solidification of high pressure die cast aluminium telecommunications components [J]. J Mater Process Tech, 2006, 180(1/3): 37-43.
[6] CHEN T J, HAO Y, SUN J. Microstructural evolution of previously deformed ZA27 alloy during partial remelting [J]. Mater Sci Eng A, 2002, 337(1/2): 73-81.
[7] KANG C G, SEO P K. The effect of gate shape on the filling limitation in the semi-solid forging process and the mechanical properties of the products [J]. J Mater Process Tech, 2003, 135(2/3): 144-157.
[8] ?UTALO I D, BUI A, RUDMAN M. The flow of non-Newtonian fluids down inclines [J]. J Non-newton Fluid, 2006, 136(1): 64-75.
[9] RAVI K R, PILLAI R M, AMARANATHAN K R, PAI B C, CHAKRABORTY M. Fluidity of aluminum alloys and composites: A review [J]. J Alloy Compd, 2008, 456(1/2): 201-210.
[10] GAO Ming, WANG Ping, LU Gui-min, CUI Jian-zhong. Microstructures of an AlSi7Mg alloy by near-liquidus casting [J]. Rare Metals, 2007, 26(3): 226-229.
[11] FAN Z, LIU G. Solidification behaviour of AZ91D alloy under intensive forced convection in the RDC process [J]. Acta Mater, 2005, 53: 4345-4357.
[12] KLEINER S, BEFFORT O, UGGOWITZER P J. Microstructure evolution during reheating of an extruded Mg-Al-Zn alloy into the semisolid state [J]. Scripta Mater, 2004, 51: 405-410.
[13] YANG Ming-bo, SHEN Jia, PAN Fu-sheng. Effect of Sb on microstructure of semi-solid isothermal heat-treated AZ61-0.7Si magnesium alloy [J]. Transaction of Nonferrous Metals Society of China, 2009, 19(1): 32-39.
[14] WANG Shun-cheng, LI Yuan-yuan, CHEN Wei-ping, ZHENG Xiao-ping. Microstructure evolution of semi-solid 2024 alloy during two-step reheating process [J]. Transaction of Nonferrous Metals Society of China, 2008, 18(4): 784-788.
[15] LASHKARI O, GHOMASHCHI R. The implication of rheology in semi-solid metal processes: An overview [J]. J Mater Process Tech, 2007, 182(1/3): 229-240.
[16] CZERWINSKI F. Magnesium alloy particulates for thixomolding applications manufactured by rapid solidification [J]. Mater Sci Eng A, 2004, 367: 261-271.
[17] SEO P K, PARK K J, KANG C G. Semi-solid die casting process with three steps die system [J]. J Mater Process Tech, 2004, 153/154: 442-449.
[18] CZERWINSKI F. Near-liquidus molding of Mg-Al and Mg-Al-Zn alloys [J]. Acta Mater, 2005, 53: 1973-1984.
[19] WANG Kai, LIU Chang-ming, HAN Zhao-tang. Research on semi-solid thixiforing process of AZ91Dmagnesium alloy brackets for generators in JH70-type motorbikes [J]. Rare Metals, 2005, 24(4): 381-391.
[20] YANG Ming-bo, PAN Fu-sheng, CHENG Ren-jun, BAI Liang. Effect of semi-solid isothermal heat treatment on the microstructure of Mg-6A1-1Zn-0.7Si alloy [J]. J Mater Process Tech, 2008, 206(1/3): 374-381.
[21] QIN Guo-you. Quantity analysis of metallography [M]. Chengdu: Sichuan Technology and Science Press, 1987: 211. (in Chinese)
Foundation item: Project(2008BB4177) supported by the Natural Science Foundation of Chongqing City, China
Corresponding author: WANG Kai; Tel: +86-23-60617318; E-mail: wangkai.china@gmail.com
DOI: 10.1016/S1003-6326(09)60116-3
(Edited by YANG Bing)
