
���±��: 1004-0609(2005)07-1013-06
Zn�������������7������ϵ��ǿ���Ͻ���֯�����ܵ�Ӱ��
������, �챦��, ����ΰ, ���ǻ�, �ܰ���, ʯ����
(������ɫ�����о���Ժ ��ɫ���������Ʊ��ӹ������ص�ʵ����, ���� 100088)
ժҪ: ����������μ����Ʊ��˲�ͬZn������7������ϵ����ǿ���Ͻ�, �о���Zn�����Բ��ϵ�����֯��������ѧ���ܵ�Ӱ�졣 �������: ������ι��տ�����ϸ������, ��Ч���ƺϽ��ڵ�ƫ��, ���ϸС�� ���ȵĵ��ᾧ��֯, ������ͬ�����Ʊ��IJ�ͬZn�����IJ��ϵľ����ߴ�Ϊ10~20��m�� ��������Ʊ���7������ϵ����ǿ���Ͻ��е���Ҫ�����Ϊ: ��(Al)�� ���������MgZn2�� �ķ������Al2Cu������б�������Al2CuMg�� Zn������9.5%~11.5%ʱ, �����ʵ����ȴ���, ���ϵ�ǿ�ȿ��Դﵽ800MPa���ϡ� �ۺϿ��Dz��ϵ���֯������, ȷ���������7������ϵ���Ͻ��е�Zn����Ӧ������9.5%~11.5%��
�ؼ���: 7������ϵ��ǿ���Ͻ�; �������; ����֯; ��ѧ���� ��ͼ�����: TG135; TG146.2
���ױ�ʶ��: A
Influence of Zn content on microstructure and properties of spray-formed 7������ series aluminum alloys
ZHANG Yong-an, ZHU Bao-hong, LIU Hong-wei, ZHANG Zhi-hui, XIONG Bai-qing, SHI Li-kai
(State Key Laboratory of Fabrication and Processing of Nonferrous Metals, General Research Institute for Nonferrous Metals, Beijing 100088, China)
Abstract: The ultra-high strength aluminum alloys with high Zn content were prepared by spray forming technology, and the microstructure and properties of alloys were studied. The results show that the as-deposited materials reveal a spheroid grain morphology with an average grain size of 10-20��m. XRD analysis results indicate that the as-deposited alloys consist of ��(Al), MgZn2, Al2Cu and Al2CuMg phases. The ultimate tensile strength of the alloy with 9.5%-11.5% Zn content can get to 815MPa after T6 heat treatment. Based on the microstructure and properties, the Zn content should be controlled between 9.5% and 11.5%.
Key words: ultrahigh-strength aluminum alloy; spray forming technology; microstructure; mechanical property
7������ϵ(AlZnMgCuϵ)��ǿ���Ͻ����Ժ��պ����ò�Ϊ�������Ʋ���չ������һ�����Ͻ����, �����������㷺���ڸ��ַɻ������� �������� ���ձڰ塢 �˹�ҵ�ͻ����ǿ�Ƚṹ��������, ������������պ��칤ҵ�в���ȱ�ٵ���Ҫ����[1-4]�� ������, ��ҵ�������ͨ�������Ż��Ͻ�ɷ֡� �ı�7������ϵ���Ͻ�����Ԫ�ص��������༰������ �Ľ��������������ա� �������͵��ȴ�������, ʹ�ò��ϵļ�����ǿ��(��b)�����ڵ�500~580MPa�����630~680MPa, ͬʱ���ϵ����ԡ� �������Ժ���ʴ����Ҳ�õ����[5-8]��
Ŀǰ�������Ϲ������Ѵ�ɹ�ʶ���Dz��ϵ�ǿ������7������ϵ�Ͻ���(Zn+Mg)���������Ӷ����, ����������7������ϵ���Ͻ���Zn����������, �����еĺ��ƫ������������е���������Ӵ�, ����Ӱ�쵽�����ij�Ʒ�ʺͲ��ϵ�����ʹ�����ܡ� 20����90�������, ������������μ���Ϊ��������һ����������/��ĩұ����������ģӦ��, ʹ�ô��ģ�Ʊ�����ʵ�û���7������ϵ����ǿ���Ͻ���ϼ���Ʒ�����ʵ�� �������� �ձ��� Ӣ���� �¹��� ������ �����Ϊ�����Ĺ�ҵ������Ҿ���20����90���������������μ��������ɹ��˺�Zn��8%����(��ߴ�14%, ��������)�� ��bΪ780~830MPa�� ��10Ϊ4%~6%����һ��7������ϵ����ǿ���Ͻ�, ��������������ڴ�ͳ7������ϵ���Ͻ�Ļ�����, �ԺϽ�ɷ������Ľ�, ���е�̽�����о�, ��δ��ַ���������μ����������̵��ص�[9-13]��
���ǻ���������ʶ, ������������������μ����Ʊ���Zn����Ϊ9%~15%��7��7������ϵ����ǿ���Ͻ�, ϵͳ�о���Zn�����Բ�����֯��������ѧ���ܵ�Ӱ��, ȷ����7������ϵ���Ͻ����ʺ���������ι����ص�����Zn����, Ϊ����������μ�����չ�����ܵij���ǿ���Ͻ�춨������
1ʵ��
�������ʵ���ڱ�����ɫ�����о���Ժ�������Ƶ�SF-200��������豸�Ͻ���, ѡ�ù�ҵ��Al�� ��Zn�� ��Mg�� ��Cu��AlZr��AlNi�м�Ͻ� �����������ι��ղ�������: �����¶�800~850��, ��������400~500mm, б���20��~30��, ��������ת�ٶ�30~60r/min, �½��ٶ�1~3mm/s, �Ʊ�����ͬZn������7������ϵ��ǿ���Ͻ��������(d180~200mm)��
������̬�Ͻ������Ƥ��d150mm, ��420�漷ѹ��d30mm�ļ�ѹ����, Ȼ��ѡ����T6��ʱЧ�ȴ�������, T6����Ϊ: 450��, 1h+475��, 1.5h���ܴ���+120��, 20h�� Ȼ��������ܲ��Ժ���֯����, ��JSM-840��ɨ��羵�Ϲ۲����̬��֯, ��JEM-2000FX����羵�Ͻ�һ���۲�Ͻ����֯, �Ͻ����ѧ���ܲ�����MTS-810��������Ͻ��С�
2���������
2.1�Ͻ�ɷ�
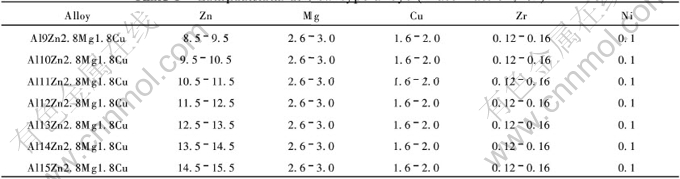
������о����֤��7������ϵ��ǿ���Ͻ��ǿ�Ⱦ���ֵ�����Ͻ�Ԫ���ܺ����кܴ�Ĺ�ϵ, ͨ���������Ͻ�Ԫ�غ��������Ӷ�����, ���������ܵ������Ʊ��ͺ����������յľ���, ͨ�������Ͻ�Ԫ�غ������ϸ�����ơ� ������μ������յ���ȴ�ٶȿ��Դﵽ102~103K/s[14, 15], ����������μ����Ʊ��IJ��Ͼ���Ԫ�ع��ܶȴ� ����ϸС�� ��֯���ȡ� ��ۼ���ƫ���ܵ����Ƶȿ������̲��ϵ��ŵ�, ���ͻ���˴�ͳ7������ϵ��ǿ���Ͻ�ijɷ��������, ���Խ��Ͻ���(Zn+Mg+Cu)����������13%���ϡ� Ϊ��ȷ����ͬZn�����Բ�����֯���������ܵ�Ӱ�����, �����7�ֲ�ͬZn�����ĺϽ�, ����ɷ����1��ʾ��
2.2 Zn����������֯��Ӱ��
ͼ1��ʾΪ����ͬ�Ʊ�����������(����ͬ��ȴ�ٶ�), ��ͬ�ɷ�(Zn������9%��15%)�ij���������SEM��֯�Աȡ� ��ͼ1�п��Կ���, ������ι��տ���������ϸ������, ��Ч�����ƺϽ��ڵ�ƫ��, ���ϸС�� ���ȵĵ��ᾧ��֯, ������ɢ�ֲ��Ŵ���ϸС��һ��������, ����������������������״��, ������ͬ�Ʊ������Ʊ��IJ�ͬZn�����ij��������ľ���ƽ���ߴ�ԼΪ10~20��m(����������IJ��Ͼ����ߴ���100��m����)�� ��ͼ1���ɿ���8.5%~10.5%Zn�����ĺϽ������������һ�����ĵڶ���������, ���Ǿ���������dz���; ����Zn�����ﵽ11.5%ʱ, ����������仯����, ����������������, �����������������ͳߴ���ڿɽ��ܵķ�Χ��; ����Zn�����ﵽ13.5%ʱ, �������������������, ����������
��1 ��Ƶ����ͺϽ�ɷ�
Table 1 Compositions of new type alloys (mass fraction, %)
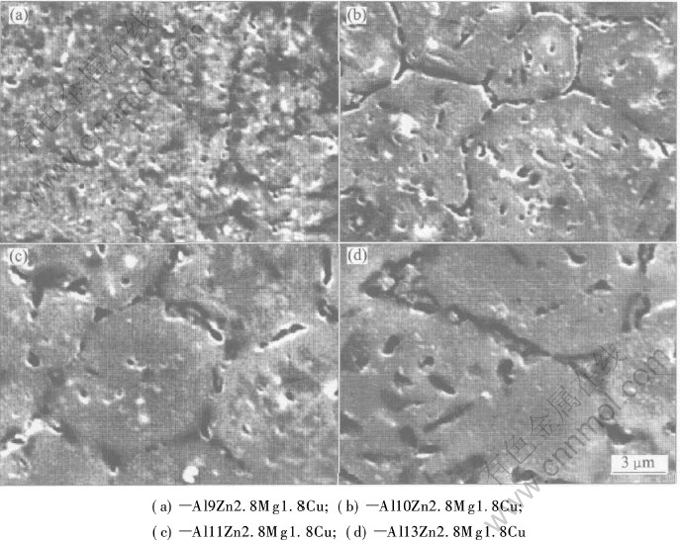
ͼ1 ��ͬZn��������������SEM��
Fig.1 SEM photographs of spray-deposited alloys with different Zn contents
Zn�ڸ����µļ����ܶȿ��Դﵽ82.2%, ���������µ�ƽ����ܶ�ֻ��4%, ��Ȼ����������Ʊ��IJ���������ʱ��/Һ�����ƽ��ٶȺܿ�, ���������ʲ���, ���Դ������߹��ܶ�, ������������������յij������νε���ȴ�ٶ�ֻ��102~103K/s, ���Zn��Al�����е�ʵ�ʹ�������һ����, ����֯�����������, Zn����Ӧ������11.5%���¡�
2.3����̬��������ɷ���
�ӳ���������XRD�������(ͼ2)��֪, ��������Ʊ��ij���ǿAl11Zn2.8Mg1.8Cu�Ͻ��е���Ҫ�����Ϊ: ��(Al)�� ���������MgZn2�� �ķ������Al2Cu������б�������Al2CuMg�� ����, ��X������������������ǿ�ȿ����ж�MgZn2�����϶ࡣ
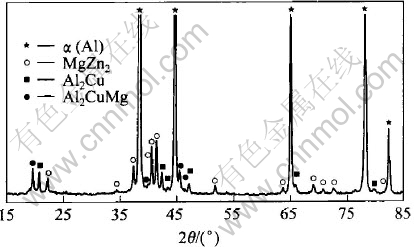
ͼ2 ����̬Al11Zn2.8Mg1.8Cu��X����������
Fig.2 XRD pattern of as-deposited Al11Zn2.8Mg1.8Cu alloy
2.4������������羵����
ͼ3(a)��ʾΪAl11Zn2.8Mg1.8Cu������������羵�µ���֯��ò, ���Է���, �����ڵڶ������״�� ��״2����̬, �������в������Ŀ�״�����ƹ���״���γ�, �ֱ������������仨��, ����Щ�����ijɷּ��ṹ���з�����
ͼ3(a)�гʿ�״��b��, ����EDS�ɷַ�������, ��Ԫ��Ħ�������ֱ�Ϊ: 9.39%Al�� 48.21% Zn�� 31.89%Mg��10.51%Cu; ͼ3(a)�е���״��c�� d�Ϳ�״��e�� f��EDS�ɷַ���������Ԫ�صĺ�����b������, п��ͭԭ�Ӻ���֮����þԭ�Ӻ���֮���������2��1�Ļ�ѧ������, �����ж���Щ�ߴ�ϸС�ĵڶ���ΪMg(Zn,Cu)2�� �������г���ͭ����Ҫԭ����ͭԭ�ӵ��������, ��ijЩ����ͭԭ�ӻ��û�пԭ��ʹMgZn2ת���ΪMg(Zn,Cu)2, ����MgZn2�ľ���ṹ����ı䡣 ��ͼ3(a)�б���IJ�ͬ��ò����ֱ����ѡ�������������, �õ������仨����ͼ3(���仨����ŷֱ��Ӧͼ3(a)��7�ֲ�ͬ��̬��)��ʾ, �������仨���궨, ȷ����״�� ��״�;����ϵIJ�������״���ΪMgZn2�ࡣ ͼ3(h)Ϊ���Ǿ�������仨��, ���������궨ΪAl2CuMg�ࡣ
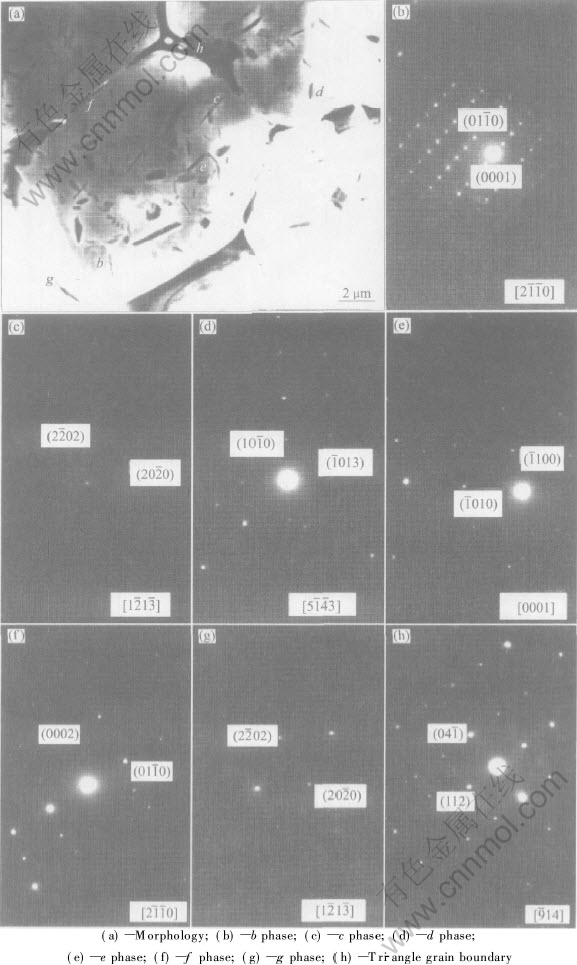
ͼ3 ����̬Al11Zn2.8Mg1.8Cu�Ͻ����羵��Ƭ�����仨��
Fig.3 TEM morphology and diffraction patterns of spray-deposited Al11Zn2.8Mg1.8Cu alloy
2.5 Zn��������ѧ���ܵ�Ӱ��
ͼ4��ʾΪ��ͬZn�����IJ�����450��, 1h+475��, 1.5h+120��, 20h(����T6״̬)ʱ����ѧ���ܡ� ��ͼ4�п��Է���: Al9Zn2.8Mg1.8Cu�Ͻ�ļ�����ǿ�ȿ��Դﵽ770~790MPa, ��ʱ���ϵ�������Ϊ9.5%~10%; Al10Zn2.8Mg-1.8Cu�Ͻ�ļ�����ǿ�ȿ��Դﵽ805~815MPa, ������Ϊ10%~11%; Al11Zn2.8Mg1.8Cu�Ͻ�ļ�����ǿ�ȿ��Դﵽ810~815MPa, ������Ϊ7%~10%; Al12Zn2.8Mg1.8Cu�Ͻ�ļ�����ǿ���½�Ϊ776~785MPa, ������Ϊ6.0%~7.5%; ����Zn������һ������15%, ���ϵļ�����ǿ���½���600~630MPa, ������Ҳ�½���5.5%~7%��
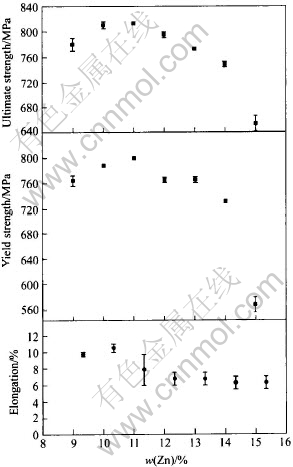
ͼ4 ��ͬZn�����IJ�����T6���������ѧ����
Fig.4 Mechanical properties of spray-deposited alloys with different Zn contents after T6 treatment
�ۺ�����, Zn������9.5%~11.5%ʱǿ�Ⱥ����ԱȽϾ���, ��������T6����, ���ϵ�ǿ�ȿ��Դﵽ815MPa, ͬʱ�����ʱ�����7%~11%�� ����Zn�����ﵽ12%ʱ, ��Ȼ���ϵ�ǿ����Ȼ���Ա��ֽϸߵ�ˮƽ, ���������Ѿ��������Ե��½�, ����Ҫ�ǵ�Zn������ʣ�Ժ�, ������Al�����й��ܺ��γɽ�С��MgZn2�ࡢ S������, �����γɵĴ�����ߴ��T�ࡣ ��Щ���ں����ȱ��μӹ����ȴ��������к�����ȫ����, �γɵĴ�ߴ��������Al����;�����, ������ǿ����Ȼ���ڽϸߵ�ˮƽ��, ���Լ����½��� ����������7������ϵ����ǿ���Ͻ���Zn����Ӧ����ƿ�����9.5%~11.5%��
3����
1) ������ι��տ�������ϸ������, ��ͬZn�����ij��������ľ���ƽ���ߴ�ԼΪ10~20��m�� XRD��TEM�����������, ���������еĵڶ�����ҪΪ���������MgZn2�� �ķ������Al2Cu��Al2CuMg�ࡣ
2) Zn������11.5%����ʱ, ���ں;���������������ͳߴ����С; ����Zn�����ﵽ13.5%ʱ, �������������������, ����������; Zn������9.5%~11.5%ʱ, �������7������ϵ����ǿ���Ͻ��ǿ�Ⱥ����ԱȽϾ���, ��������T6����, ���ϵ�ǿ�ȿ��Դﵽ800MPa����, ͬʱ�����ʱ�����7%~11%�� �ۺϿ����������7������ϵ����ǿ���Ͻ����֯������, ȷ���������7������ϵ���Ͻ��е�Zn����Ӧ������9.5%~11.5%��
REFERENCES
[1]Hirsch J, Karhausen K F, Lochte L. Advances in industrial aluminum research and development[J]. Materials Science Forum, 2002, 396-402: 1721-1730.
[2]Lukasak D A, Hart R M. Strong aluminum alloy shave airframe weight[J]. Advanced Materials and Processes, 1991, 10: 46-51.
[3]Fridlyander I N. Russian aluminum alloys for aerospace and transport applications[J]. Materials Sci Forum, 2000, 331-337: 921-925.
[4]Zehnder J. Aluminium in the rail transportation market[J]. Materials Science Forum, 2002, 396-402: 3-8.
[5]Gao M, Feng C R, Wei R P. An analytical electron microscopy study of constituent particle in commercial 7075-T6 and 2024-T3 alloys[J]. Metallurgical and Materials Transaction A, 1998, 29(A): 1145-1152.
[6]Song R G, Dietzel W, Zhang B J, et al. Stress corrosion cracking and hydrogen embrittlement of an AlZnMgCu alloy[J]. Acta Materialia, 2004, 52: 4724-4743.
[7]Adrien J, Maize E, Esterez R, et al. Influence of the thermomechanical treatment on the microplastic behaviour of a wrought AlZnMgCu alloys[J]. Acta Materialia, 2004, 52: 1653-1661.
[8]Chinh N Q, Lendvai J, Ping D H, et al. The effect of Cu on mechanical and precipitation properties of AlZnMg alloys[J]. Journals of Alloys and Compounds, 2004, 378: 52-60.
[9]Lengsfeld P, Juarez J A, Lavernia E J, et al. Microstructure and mechanical behavior of spray deposited Zn modified 7������ Al alloys[J]. Inter J of Rapid Solidification, 1995, 8: 237-265.
[10]WEI Qiang, XIONG Bai-qing, ZHANG Yon-gan, et al. Production of high strength ALZnMgCu alloys by spray forming process[J]. Trans Nonferrous Met Soc China, 2001, 11(2): 258-261.
[11]Sanctics M De. Structure and properties of rapidly solidified ultrahigh strength Al-Zn-Mg-Cu alloys produced by spray deposition[J]. Materials Science and Engineering, 1991, A141: 103-121.
[12]Salamci E. Directionality in the mechanical properties of spray cast and extruded 7������ series aluminum alloys[J]. Turkish J Eng Env Sci, 2003, 27: 169-176.
[13]Duan X M, Hao Y Y, Grant N J, et al. Liquid dynamic compaction of aluminum alloy 7150[J]. The International Journal of Powder Metallurgy, 1993, 29(2): 149-159.
[14]������, �ܰ���, ʯ����, ��. ������������������ε���ֵģ��[J]. �й���ɫ����ѧ��, 1999, 9(S1): 78-83.
ZHANG Yong-an, XIONG Bai-qing, SHI Li-kai, et al. Computer simulation of droplets in flight stage during spray forming process[J]. The Chinese Journal of Nonferrous Metals, 1999, 9(S1): 78-83.
[15]������, �ܰ���, ʯ����, ��. CuCr25��ͷ���ϵ���������Ʊ�����֯����[J]. �й���ɫ����ѧ��, 2003, 13(5): 1067-1070.
ZHANG Yong-an, XIONG Bai-qing, SHI Li-kai, et al. Spray forming process and microstructure of CuCr25 contactor material[J]. The Chinese Journal of Nonferrous Metals, 2003, 13(5): 1067-1070.
������Ŀ: ���Ҹ����о���չ�ƻ�������Ŀ(2001AA332030)
�ո�����: 2004-10-28; ������: 2005-04-26
�����: ������(1971-), ��, ��ʿ, ���ڼ�������ʦ.
ͨѶ����: ������, ��ʿ; Tel: 010-82241163-209; E-mail: zhangyongan@mail.grinm.com.cn
