
������¯¯����ϵ��Ż�ģ��
������1���ƺ��1��������1��������2����㳼2
(1. ���ϴ�ѧ ��Դ��ѧ�빤��ѧԺ������ ��ɳ��410083��
2. �����³������ܿƼ�����˾������ ���ݣ�215008)
ժ Ҫ��
����ʧ�ͽ�ԼͶ�ʳɱ��������������ҵ�㷺ʹ�õķ���ʽ������¯��������ƽ��¯�ĽṹΪ�о�������������ȷ�ʽ��¯�Ĵ���Ӱ�졣�Ծ��ú�ȷ�Ϊ���ݣ��Ƶ���¯�ĵľ��ú�ȼ��㹫ʽ����ͨ�����ʵ��¯����ϵļ�����Ż���ͬʱ������ʽ������¯��ƽ�����Ϊ��������������¯��ѧģ�ͣ����ü���������ѧ����FLUENT��¯Ҥ�����ƶ�Ϊ40�ܵ��Ż�ǰ���¯����Ͻ��з��档���������¯����ϵļ�����Ż�����ɻ�ñȽ�����ľ���Ч�棺¯ǽ����40 mm����ʽ�ע��+300 mm������ש+120 mm��������άձ��¯������220 mm��ͨ�ͻ������+150 mm����ʽ�ע��+80 mm��������άձ��¯�ײ���200 mm�����ʽ�ע��+300 mm������ש+50 mm����ʽ�ע�ϡ�
�ؼ��ʣ�
������¯��¯������ֵģ�����Ż������
��ͼ����ţ�TF806.31 ���ױ�־�룺A ���±�ţ�1672-7207(2012)04-1523-09
Numerical simulation and optimizing combination of aluminum melting furnace linings
WANG Ji-min1, YAN Hong-jie1, ZHOU Jie-min1, LI Shi-xuan2, GUI Guang-chen2
(1. School of Energy Science and Engineering, Central South University, Changsha 410083, China;
2. Suzhou Longray Thermal Technology Co. Ltd., Suzhou 215008, China)
Abstract: In order to reduce heat loss and save cost, three-tier slab was simplified for furnace linings of widely-used reverberatory aluminum melting furnace in aluminum casting industry. Heat transfer analysis of different heat-insulating mode on furnace lining was carried out. Based on economic thickness method, the calculation formulae of economic thickness for furnace linings were introduced, and furnace linings were optimized by computer programming. On this basis, a three dimensional mathematical model of aluminum melting furnace was developed based on heat balance test of regenerative aluminum melting furnace. Furnace linings before and after optimization with 40-week working system were simulated by CFD software FLUENT. The results show that ideal economic effect is obtained by optimization as follows: furnace side with 40 mm clay castables, 300 mm diatomite brick and 120 mm alumino-silicate fiber felts; furnace top with 220 mm refractory concrete, 150 mm clay castables and 80 mm alumino-silicate fiber felts; furnace bottom with 200 mm high-alumina castable, 300 mm diatomite brick and 50 mm clay castables.
Key words: aluminum melting furnace; lining; numerical simulation; optimizing combination
��Դ�뻷����������ӹ���ҵ�Ŀ��ٷ�չ����������Ӱ�죬���ܽ��ĺͼ����ŷ�����ҵ���������Ϳɳ�����չ�ı�Ȼѡ���������������Ͻ�ӹ�����ͷ��������¯���������ز����ٵ��豸������Ҫ��������������ṩ��Һ��Ŀǰ���ҹ����ӹ���ҵұ��¯����Ҫ��������Ч�ʵͣ��ܺĸߡ�ȫ��ҵ��ƽ����Ч��ԼΪ32%���빤ҵ������ҵ�56%���Լ��24%����������¯Ϊ��Ч��19.5%������¯���������Ļ����Ͽ��Էֽ�Ϊ�����ۻ�DZ�Ⱥ����յ��������������ߵ�������¯��ɢ�ȡ�¯�������ȵȼ������֣����н������ڲ�Ʒ���յ���������Ч������ΪӦ����Դ���Ƶ��Ͼ���ս������¯���ܽ����Ƿ�չ�ı�Ȼ���ơ�����¯������¯���ͻ���ϵļ���������Ҥ¯������ƺ�ʩ��������ء�����[1-5]��¯Ҥ¯�ĵ��¶ȳ����д��ȷ������Դﵽ����¯������ʧ��Ŀ�ġ����б� ��[6]ͨ���Ը�¯¯�������ʵ�ʵ��飬����¯��״̬ģ����ʵ�ֶԸ�¯������ָ�������ĥ��ڵ����ģ�ͣ�����ѧģ�ͺ�����ģ��Ϊ������Parra��[7]�Ը���ұ�������¯�ĵ�ĥ���ʴ�����������ֵ������Gruber��[8]�Ը�¯¯�ĵ���Ӧ����Ϊ����������Ԫ���棬Ϊ¯�ĵ��Ż�ѡ���ṩ����֧�֡����ڵ�Ž��賤ʱ���ʹ�ö�ʹ��Һ���뵽¯���У�Takahashi��[9]��¯���е��������ʧ��������ֵģ�⡣�������ߴӸ��ȷ�ʽ��¯�Ĵ���Ӱ��ĽǶȳ�������¯�ĵľ��ú�ȷ�Ϊ���ݣ�ͨ�����ʵ��¯����ϵļ�����Ż���ͬʱ������ʽ������¯��ƽ�����Ϊ����������������¯��ѧģ�ͣ����ü���������ѧ����FLUENT���Ż�ǰ���¯����Ͻ���¯�ķ��������Ϊ�Ż�����¯¯���ͻ������Ϻ��о��ͻ����һ�廯�ṹ�Լ���չ���ͽ������ͻ�����ṩ�������ݡ�
1 ���ȷ�ʽ��¯�Ĵ��ȵ�Ӱ��
�ڽ���¯�Ĵ��ȼ���ʱ��Ϊ���㣬���������¯��ʵ��������ٶ�[10-11]��
(1) ¯��Ϊһά��̬���ȣ�������������ʱ����仯��������ֻ�ص�����ķ��߷��ݡ�
(2) ������ϵĵ���ϵ��Ϊ������������ÿ�����������µ�ƽ���¶��µĵ���ϵ����
(3) ����֮��ĽӴ����ã�����ĽӴ����Ͼ�����ͬ���¶ȡ�
(4) 2S/d1��1(d1Ϊ¯Ҥ�ھ���SΪ¯�ĺ��)����ԲͲ�ڼ���Ϊƽ�ڡ�
�������ϼ��裬¯���ɢ����ʧq1��¯�ĵ�������ʧq2Ϊ[11]
 (1)
(1)
ʽ�У�ThotΪ¯����������ѧ�¶ȣ�����������¯��ƽ����Խ����ȡ1 173 K��T0��TiΪ�ֱ�Ϊ�ͻ���ϳ�ʼ����ֹ�¶ȣ�TfΪ�����¶ȣ�SiΪ�ͻ���Ϻ�ȣ�houtΪ¯����ۺ϶�������ϵ������iΪ�ͻ���ϵ���ϵ������iΪ�ͻ�����ܶȣ�cp0��cpi�ֱ�Ϊ�ͻ���ϳ�ʼ����ֹ���ȡ�¯�ĵ�����ʧ��¯Ҥ���ȶ���ϵ�������ȣ���ˣ�Ҫ����¯Ҥ������ʧ��������ʹ���¶Ⱥ�������������£�Ӧѡ���ȶ���ϵ���͵IJ���[5]������������¯��¯���ϵ���Ҫ���ܲο�����[12-18]��
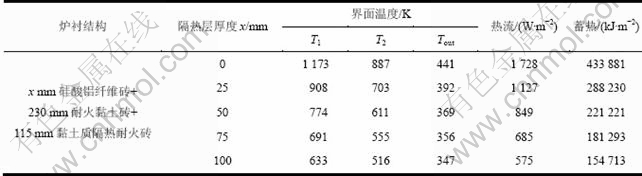
��1�ͱ�2�ֱ�Ϊͨ�����ȼ���õ���¯ǽ����������ǿ���ȵ�����Ч�����ӱ�1��2���Կ�������¯�IJ�����ͬ������£������ʱ�����Ÿ��ȵļ�ǿ��������¶����ͣ�ɢ����ʧ�������ͣ�������¯�ĵ�ƽ���¶����ߣ�¯ǽ������ʧ�����ӡ������ڸ���ʱ��ɢ�Ⱥ����ȶ�����ǿ�����ȶ����͡�����ͬ�ĺ������£�����ȵ�ɢ����ʧ���ڸ���С����������ʧ���ڸ��ȴ�
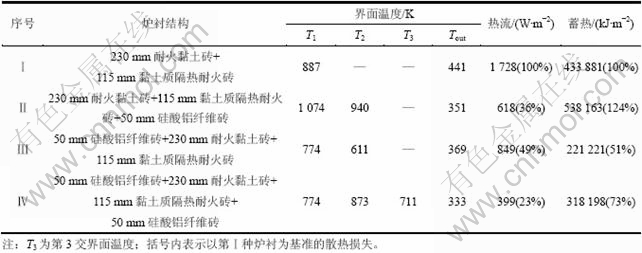
¯���ڸ��Ⱥ�����ȵĴ��ȼ���Ч���Ա����3��ʾ���ڢ���¯�����ͻ����ש������ʸ����ͻ�ש��ɡ��ڢ������Ϊ¯������ȣ������¶���441 K����351 K����ڢ��������ȣ�ɢ����ʧ������64%�������ڸ���Ч���ã�¯��ƽ���¶����ߣ������¶���887 K����1 074 K����ʹ������ʧ������24%������ڲ��������ʱ�����뿼��¯�ĵ��ͻ���Ƿ���Ӧ�����⡣�ڢ������Ϊ¯���ڸ��ȣ���ڢ��������ȣ�ɢ�Ⱥ�������ʧ�ֱ������51%��49%���ڢ������Ϊ¯������ͬʱ���ȣ���ڢ��������ȣ�ɢ����ʧ����77%��������ʧ����27%����¯Ҥ����ҵ��ʽ������ҵ¯Ҥ�ɷ�Ϊ������ҵ��������ҵ2�����ͣ�����������ҵ��¯Ҥ��������ʧ���ǿ�¯���½�һ�����ȣ���ɢ�����dz��ڵģ�������Զ���������������������ҵ��¯Ҥ¯��Ӧ����ʹ������Ƚṹ������ᵼ��¯���¶����ߣ������¯�ĵİ�ȫʹ�����������ע�⡣����������ҵ��¯Ҥ��������ʧռ����ʧ�����ϴ����������ҵ��¯Ҥ¯��Ӧ�����ڸ��Ƚṹ���Լ���������ʧ�����⣬��Щ���ڹ����ƶȵ�¯Ҥ����Ȼ�������Եģ��������ںܳ���¯Ҥ���ȶ�̬�¹���ʱ��Զ���ڷ���̬����ʱ�䣬��������ʧԶ��ɢ����ʧС�����ڹ�����¯Ҥ��ҲӦ��������ҵ¯Ҥ��ơ������о���������¯��������ԼΪ5 h��װ��ʱ��ԼΪ15 min�����Ӧ��������ҵ¯Ҥ���¯�ġ�
��1 ¯ǽ�����ǿ���ȵ�����Ч��
Table 1 Effect of cold wall with heat insulation

��2 ¯ǽ�����ǿ���ȵ�����Ч��
Table 2 E ffect of hot wall with heat insulation
��3 ¯�ĸ���Ч���Ա�
Table 3 Comparisons of heat transfer for heat insulation on furnace linings
2 ¯����ϵ��Ż�
2.1 ¯�IJ��Ͼ��ú�ȵļ���
¯���ͻ���ϵ�ѡ���������¯Ҥ��Ƽ����ܸ������Ҫ����֮һ��������ϵ��¯Ҥ����Ͷ�ʣ�Ҳ��¯Ҥ�ȹ�������ֱ��Ӱ�졣Ŀǰ��¯�ĺ�ȼ��㷽����Ҫ��3�֣������������ʧ�����������������¶ȷ������ú�ȷ�[11, 19]��ǰ���ַ�����������¯�������������ʧ��¯�����������¶ȣ�û�п���¯�IJ��ϼ۸������۸�����ĺ�Ȳ���ʮ�ֺ����������ú�ȷ����ۺϿ���¯������ʧ���úͲ���Ͷ�ʷ��ã�ʹ��2�����֮����С����˼������¯�ĺ�ȸ�����ʵ�ʡ�������֪��¯��Խ��ɢ����ʧԽС��������ʧ�Ͳ���Ͷ��Խ��ͬ¯�IJ������Ҳ���ڲ�ͬ������ʧ����˴�����һ�����¯�IJ�����ϼ�¯�ľ��ú�ȣ�������ƽ��¯�ĽṹΪ�о���������Ѿ��ú����ʽ(2)ȷ����
 (2)
(2)
ʽ�У�i=1��2��3��SiΪ¯�ĸ��㲻ͬ���ϵĺ�ȣ���i������ϵĵ���ϵ����CiΪ������ϵ�λͶ��(������Ͷ�ʺ�ʩ����װά��)���ã�MΪƽ����Ͷ�ʷ�̯�ʣ�NΪ�깤��ʱ�䣻��Ϊ¯Ҥ�������ڣ�q1Ϊɢ����ʧ��q2Ϊ������ʧ��CqΪ�����۸�hout¯����ۺ϶�������ϵ����jΪ���ʣ�nΪ¯��������T2*��T3*�ֱ�Ϊ���������¯�IJ����������ʹ���¶ȡ�
ʽ(2)Ϊ���������������ֵ���⡣�����ɳڱ��������������ճ����������������¯�ĵľ��ú��Si*��ʹCtΪ��С������������¯����Ч��Ϊ40%��¯�ĵ�ʹ������Ϊ3 a(120��)��¯Ҥ�Ĺ����ƶ���3�ֵ������ͣ���40��������ҵ��144 h������ҵ��16 h������ҵ[20]����Ȼ�����г��۸���㣬�������۸�CqΪ1.58��10-7 Ԫ/J[21]�����㾭�ú��Ϊ��
 (3)
(3)
ʽ�У���T1=T1-T2*����T2=T2*-T3*����T3=T3*-Tf����1����2����3�ֱ�Ϊ���������ƽ���¶�![]()
![]() ʱ�ĵ���ϵ����
ʱ�ĵ���ϵ����
2.2 ¯����ϵļ�����Ż�
����������¯���ͻ����Ҫ����п���Һ��þ���������룬���������Ŀ�ĥ��Ϳ��ȳ�����ܵȡ�һ����˵������Һ�Ӵ���¯�ģ����ø������ͻ���ϣ������Ҫ�����ߴ�����ʱ�������������������ԣ���ʹ��Ī��ʯש�����ש�����Ӵ���Һ��¯�ģ�һ��������ש��������ͻ�ע�ϻ��ͻ�����ϡ�¯���������Ȼ������ṹ�����¯�ĵ������Ժ������ԡ�¯�����ԭ��[14]�����ҷ���ͻ�ש��������ש�����ˮƽ�ߴ�Ϊ116 mm�ı�������ֱ�ߴ�Ϊ68 mm�ı�����¯ǽ����ܵ�ԭ�������ʡ������ϵĸ���¯ǽ�����ȷֱ�Ϊ40~200 mm��200~300 mm��¯�������õIJ��ϣ���¯ǽ�Ļ�����ͬ��ͬһ���Σ���������Ҳ�����ʡ������ϸ���ʹ�ã���ȷֱ�Ϊ50~150 mm��200~250 mm��
��������¯ԭ��¯����ϵĻ����ϣ�����¯�����ԭ��¯�Ĵ��ȷ�����¯�IJ���ѡȡ���£�¯ǽ���ͻ����ש(A1)��������ש(B1)����������άձ(C1)������ʽ�ע��(D1)��ɣ�¯������ͨ�ͻ������(A2)������ʽ�ע��(B2)��������άձ(C2)��ɣ�¯���ɸ���ש(A3)������ʽ�ע��(B3)��������ש(C3)�����ʽ�ע��(D3)��ɡ�
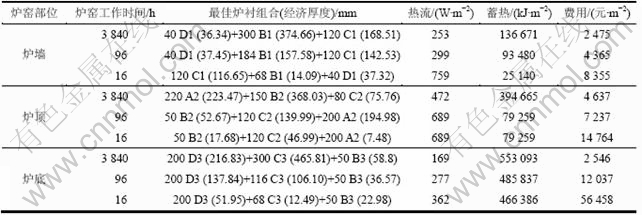
¯����ϵļ�����Ż�����[22]��ͼ1������¯�ļ����ȵ�������Ͻ϶࣬ȫ�ֱ��������������������������ֵ����˳����в�����ʱ�ļ��ķ��������һ���⡣�Ż�������4��ʾ���ӱ�4���Կ�����ʽ(3)��������ľ��ú����¯����ϵļ�����Ż�����нϴ�IJ�࣬����Ҫ��ʽ(3)�е�T2*��T3*�йأ����ڶ���͵�����¯�IJ��ϵ��������ʹ���¶ȣ�ʽ(3)�м������Ƿֱ�Ϊ1 073 K��673 K������¯������Ż���ѡ�ò�������[12-18]��������Ȼ������ȫ���ϡ���ˣ�������¯¯����ϵļ�����Ż����������ʵ������

ͼ1 ¯���Ż���Ƴ����ͼ
Fig.1 Optimizing procedure of aluminum melting furnace linings
��4 ������¯¯���Ż����
Table 4 Optimizing results of aluminum melting furnace linings
3 ������¯¯�ĵ���ֵģ��
3.1 ģ�͵Ľ�����ʵ��
�����о���������¯��ԲͲ��״����Һλ������¯�²����ಿ��װ������ʽȼ��������ͼ2��ʾ������ʱ������һ��ȼ�����������̵�������������ռ��������80%����һ����������Ӹ����̵����������IJ�����ȼ������Ļ���ֻ�о����������ȼ������
ģ�ͼ���[23-24]��
(1) ������������̼����ص㣬���ݹ���ʵ�ʣ�������Һ���˶�������������������Һ����Ļ�ѧ��Ӧ��ֻ������Һ���ܱ߿����ķ���Ͷ������ȣ���������Һ���ȶȡ�
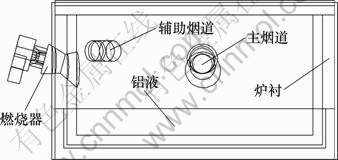
ͼ2 ������¯����ģ��(����¯��)
Fig.2 Geometry model of aluminum melting furnace with linings
(2) ��Һ�ϱ�����ȸ���һ��Al2O3�������������ȫ���������Ⱥͷ����ʷֱ����Ϊ5 mm��0.33��
��ѧģ�Ͱ��������Է��̡��������̡����������Լ���ѧ����غ㷽�̣����������ģ�͡�ȼ�շ�Ӧģ���Լ�����ģ�͵ȡ�����ģ�Ͳ��ù㷺ʹ�õı�k-��ģ�ͣ�ʹ�÷�Ԥ��ȼ��ģ����ģ����Ȼ���Ϳ�����ȼ�շ�Ӧ��P-1ģ������ģ��¯�ڡ�¯������Һ֮��ķ��任�ȡ�����ϵ��������Ͻ��ڼ�ģ�ͺ���ȫģ��֮���WSGGMģ�͡�������Ͻ��洦������ʽ(4)������
![]() (4)
(4)
ʽ�У���AΪ��Һ�ĵ���ϵ����hΪ�ֲ���������ϵ����TgΪ¯���¶ȣ�TbΪ¯���¶ȣ�TwΪ������¶ȣ���1Ϊ¯������Һ��ϵͳ�����ʣ���2Ϊ¯�ڶ���Һ��ϵͳ�����ʣ���ΪStefan-Boltzmann������
¯��Ϊ�����Դ������̣���
![]() (5)
(5)
ʽ�У���Ϊ¯���ܶȣ�cp,LnΪ¯�ı����ݣ���Ϊ¯�ĵ���ϵ����TΪ¯���¶ȡ�
(1) ¯����¯�Ĵ��ȱ߽硣����¯�ڵĴ��ȹ����漰�˴���ѧ������߽�����������ѧ����Ϊ
![]() ��
��
![]() ��
��
![]() (6)
(6)
ʽ�У�T(z)Ϊ¯�ڳ��¶ȷֲ���q(z)Ϊ¯����¯�Ĵ��ݵ�������hinΪ¯����¯�ļ���ۺϻ���ϵ����Tx,inΪ�ڳı����¶ȣ�TgΪ¯���¶ȡ�
(2) ¯����ڴ��ȱ߽硣
![]() (7)
(7)
ʽ�У�houtΪ¯����ۺ϶�������ϵ����Tx,outΪ��ı����¶ȡ�
������Һ�������ж�����������ڹ��������Һ��������˵�����������ȴ�����ʽ���ݣ����ڴ���DZ�ȣ���֧�䵼�ȹ��̵�������������[25]��
![]() (8)
(8)
ʽ�У�fLΪҺ���ʣ�LΪ�ۻ�DZ�ȣ�cp,AlΪ��Һ�����ݣ���AΪ��Һ�ܶȡ�
��ʽ(8)�ɼ�������DZ����Ĺؼ��������Һ����fL���¶ȵı仯���ɡ������ۻ�DZ���ڹ�Һ�������ڳ������ͷţ����õȼ۱��ȷ���DZ�Ƚ��д���[26]��
 (9)
(9)
ʽ�У�c1Ϊ��̬�������ݣ�c2ΪҺ̬�������ݣ�TSΪ�����¶ȣ�TLΪҺ���¶ȣ�LΪ�ۻ�DZ�ȡ�
�����ۻ��¶������ڵĵ��ȹ��̲���Ҫ�����DZ�ȵ�Ӱ�죬���һ�Ҫ�ܱ�����ɸı���������������Ա仯��Ӱ�죬�������������Բ���Ϊ��
![]() (10)
(10)
ʽ�У�xLΪҺ�����Բ�����xmΪ���������Բ�����
��Һ�ij�ʼ������TAl|��=0=300 K�������������ڱ߽�������Mair-inlet=1.871 kg/s��Tair-inlet=823 K��fair-inlet=0����Ȼ���ɷֿɰ�����Ȼ���ɷּƣ����ٶȽ��ڱ߽�������Unatural-gas-inlet=43.195 m/s��Tnatural-gas-inlet=300 K��fnatural-gas--inlet=1�����̵������̵��ֱ�Ϊ���ɳ����߽�������Omain-flue=0.8��Osecondary-flue=0.2����Һ��Al2O3�ȵ����Բ����ο�����[23]��¯�IJ������Բ����ο�����[12-18]������FLUENT UDF��FLUENT Scheme��ϱ��ʵ��ȼ�����ĸı䡢Һ���ʵļ��㡢��Һ���Բ����ı�ͱ���ָ��ʱ�̽���ļ��ȡ���Һ���ʴﵽ100%ʱ���������ļ����˳�FLUENT��
3.2 ģ����֤
����ȼ������¯��ijߴ�����ϴ��ö������ṹ�����Ǽ�����Դ�����Ժͼ�����ȷ�ԣ�����������ʱ�䲽���������Լ��飬����ѡȡ��������Ϊ977 259��ʱ�䲽��Ϊ1 s��Ϊ����֤ģ�͵Ŀɿ��Ժ�ȷ�ԣ���ij����35 t����ʽ������¯��������ƽ����Ժ���ֵģ�⡣ģ�����Ͳ��Խ���ĶԱ����ڱ�5���ӱ�5���Կ�������ֵģ�����Ͳ��Խ������һ�£�ģ�ͽϺõط�ӳ��������¯ȼ������״����
3.3 ������¯¯�ĵķ������
��¯Ҥ�����ƶ�Ϊ40�ܵ�¯����ϼ�����Ż����Ϊ�������ü���������ѧ����FLUENT���з�����㡣¯���ͻ���ϵ������ȸ���������¶���Ӧ���йأ����¯�ĵ��¶ȷֲ���¯Ҥ�����Ҫ���ء���ͼ3���Կ�����ȼ�������̵���λ�¶Ƚϸߣ�Ӧʹ�����ܵĸ��������ʵ��ͻ�ש��ֹ¯�����ڳ��ڵĸ��³�ʴ����¯���¶ȵĸ������������������йأ������ܵ�����������Ӱ�죬��ȼ���������¯ǽ�����¶Ƚϸߣ�¯���¶Ƚϸ�����λ�ڸ�������������ʼ�ˣ����ڻ�����¶Ƚϸߣ����ٶ�Ҳ�ϴ�������Һ��ϸ��¶�����λ�ںͻ���Ӵ����·�����������Һ�ڴ��ȷ�ʽ���е��ȣ���¯���¶�����Һ����¶ȷֲ����Ӧ��
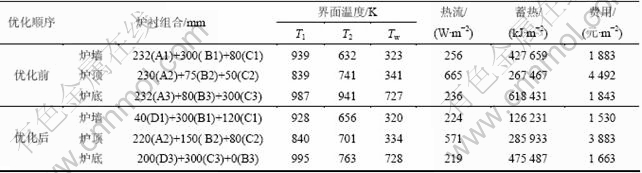
ͨ����¯�����Ĵ��Ľ����¶ȷֲ��������õ������ͼ4�����У�¯����λ�ͻ�������Ĺ����¶�Ϊ899~1 000 K���¶Ȳ�Ϊ101 K������ʽ�ע�ϵĹ����¶�Ϊ802~899 K���¶Ȳ�Ϊ97 K����������άձ�Ĺ����¶�Ϊ340~802 K���¶Ȳ�Ϊ462 K������¯ǽ��¯�ײ�λ���ͻ���ϲ�ͬ��¯�������¶��ݶ�������ͬ��¯ǽ�ͻ����ש�Ĺ����¶�Ϊ950~992 K���¶Ȳ�Ϊ42 K��������ש�Ĺ����¶�Ϊ634~950 K���¶Ȳ�Ϊ316 K����������άձ�Ĺ����¶���320~634 K���¶Ȳ�Ϊ314 K��¯����ש�Ĺ����¶���1 016~1 027 K֮�䣬�¶Ȳ�Ϊ11 K������ʽ�ע�ϵĹ����¶���986~1 016 K֮�䣬�¶Ȳ�Ϊ30 K��������ש�Ĺ����¶���793~986 K���¶Ȳ�Ϊ193 K���ɴ˿�֪��¯ǽ¯��¯�����¶��½������ɴ�С����Ϊ���²㡢���Ȳ���ͻ�㡣�¶��ݶȽϴ����ϴ���²�Ӧ�����������¯������Ҫԭ��
��5 ģ��Ͳ��Խ���Ա�
Table 5 Comparisons of simulation results and test values for aluminum melting furnace

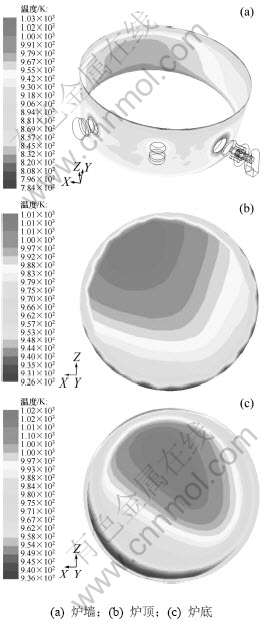
ͼ3 ������¯��ͬ��λ¯���¶ȷֲ�
Fig.3 Temperature distribution for different parts of aluminum melting furnace linings
��ͼ5���Կ�����¯���¶�Զ����¯ǽ�¶Ⱥ�¯���¶ȣ������������¯����ʵ¯�ṹ��¯��¯�ĵ����Բ����йء���Һ���ʴﵽijֵ��ȼ������ʼ��Һ�������Լ�С��¯���¶ȿ�ʼ���ͣ���¯������¶ȿ�ʼ��������������ȼ�������ʹﵽ���ȶ�ֵ��¯������¶��ֿ�ʼ�������ߡ�
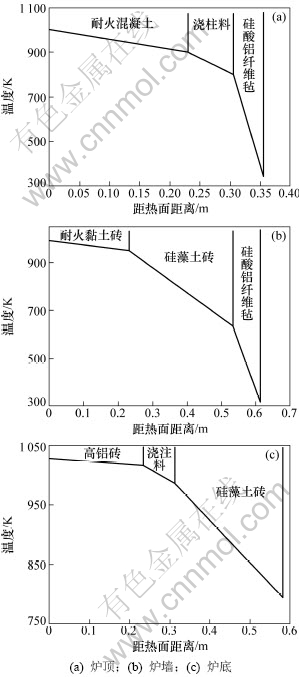
ͼ4 ������¯��ͬ��λ¯���¶��ݶ�
Fig.4 Temperature gradient for different parts of aluminum melting furnace linings
��6��ʾΪ������¯¯�Ĺ����ƶ�Ϊ40�ܵ��Ż�ǰ��������Ƚϡ��ӱ�6�ɼ����Ż�ǰ�ܷ���Ϊ8 218 Ԫ/m2�����Ż����ܷ���Ϊ7 076Ԫ/m2����Լ��1 142 Ԫ/m2������¯����ϵļ�����Ż��dzɹ��ģ��ɻ�ñȽ�����ľ���Ч�档����¯������¶ȸ���¯ǽ����¶ȣ�����¯��ɢ����ʧ����¯ǽɢ����ʧ��
��6 ������¯¯���Ż�ǰ�������
Table 6 Simulation results for aluminum melting furnace linings of before and after optimization with 40-week working system
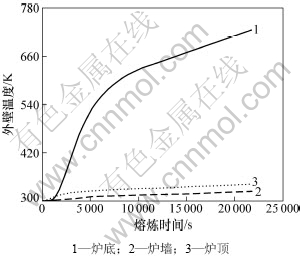
ͼ5 ¯������¶�������ʱ��ı仯��ϵ
Fig.5 Relationship between outer wall temperature and melting time
4 ����
(1) �Ծ��ú�ȷ�Ϊ���ݣ�ͨ�����ʵ��¯����ϵļ�����Ż����õ��˲�ͬ�����ƶ��µ�¯Ҥ��ͬ��λ�����¯����ϡ���������ʽ������¯��ƽ�����Ϊ����������������¯��ѧģ�ͣ����ü���������ѧ����FLUENT��¯Ҥ�����ƶ�Ϊ40�ܵ��Ż�ǰ���¯����Ͻ��з��棬�����������¯����ϵļ�����Ż�����dzɹ��ģ��ɻ�ñȽ�����ľ���Ч�档
(2) ��¯�IJ�����ͬ������£������ʱ�����Ÿ��ȵļ�ǿ��������¶����ͣ�ɢ����ʧ�������ͣ�¯ǽ������ʧ�����ӡ������ڸ���ʱ��ɢ�Ⱥ����ȶ�����ǿ�����ȶ����͡���ˣ�������ҵ��¯Ҥ¯��Ӧ�����Ᵽ�½ṹ������ɢ����ʧ��������������ҵ��¯Ҥ¯��������ڱ��½ṹ������������ʧ�����⣬�ɲ����ȶ���ϵ���͵IJ���������¯Ҥ�Ķ��ԣ�������ɢ����ʧ��������ʧ��
(3) ¯�ĵ��¶ȷֲ���¯Ҥ�����Ҫ���أ�¯�ĵĸ������������������йأ�ȼ�������̵��Ȳ�λ�¶Ƚϸߣ�Ӧʹ�����ܵĸ��������ʵ��ͻ�ש������¯ǽ����¯�ס�¯����¯���¶��ݶ��ɴ�С����Ϊ���²㡢���Ȳ���ͻ�㡣
�ο����ף�
[1] ������, �˾�, ��ε, ��. ��ҵҤ¯�м���¯���ͻ���Ͻṹ�Ĵ��ȷ���[J]. ϡ�н��������빤��, 2009, 38(S2): 1259-1262.
WANG Shou-zeng, GU Jing, MIAO Wei, et al. Heat transfer analysis of several industrial furnace lining refractory structures[J]. Rare Metal Materials and Engineering, 2009, 38(S2): 1259-1262.
[2] ������, ��ѩ��, �º���, ��. ����4�Ÿ�¯¯���¶ȳ���ѧģ�ͼ�����[J]. ������ѧѧ��: ��Ȼ��ѧ��, 2006, 27(10): 1122-1125.
ZHANG Wei-jun, WU Xue-qi, CHEN Hai-geng, et al. Mathematical model of temperature field for Baosteel new No.4 blast furnace lining and heat transfer analysis[J]. Journal of Northeastern University: Natural Science, 2006, 27(10): 1122-1125.
[3] ������, ������. ת¯¯���¶ȳ�������Ԫ����[J]. ��ҵ����, 2004, 33(6): 14-16.
GUAN Li-kun, Wang Chun-xiang. FEM analysis of temperature field for BOF lining[J]. Industrial Heating, 2004, 33(6): 14-16
[4] Ҧ����, ÷��, �κ��, ��. ��ʽת¯¯���¶ȳ�����ֵģ��[J]. �й���ɫ����ѧ��, 2000, 10(4): 546-550.
YAO Jun-feng, MEI Chi, REN Hong-jiu, et al. Numerical simulation of temperature field in lining of horizontal converter[J]. The Chinese Journal of Nonferrous Metal, 2000, 10(4): 546-550.
[5] ������. ����¯��ƺ�¯�IJ��ϵĸĽ�[J]. ��Ͻ�ӹ�����, 1999, 27(4): 14-18.
ZHAO Rong-xin. Design of aluminum melting furnaces and improvement on lining materials[J]. Light Alloy Fabrication Technology, 1999, 27(4): 14-18.
[6] ���б�, �����, ����, ��. ��¯¯�����������¯��״̬ģ�͵Ľ���[J]. ����, 1998, 33(6): 9-12.
YANG Shang-bao, YANG Tian-jun, DOU Qing-he, et al. Investigation of erosion of blast furnace lining and establishment of a model for blast furnace lines[J]. Iron and Steel, 1998, 33(6): 9-12.
[7] Parra R, Verdeja L F, Barbes M F. Furnace lining analysis and design by mathematical and physicochemical modeling[C]// International Symposium on Sulfide Smelting. Warrendale: TMS, 2006: 561-575.
[8] Gruber D, Andreev K, Harmuth H. FEM simulation of the thermomechanical behaviour of the refractory lining of a blast furnace[J]. Journal of Materials Processing Technology, 2004, 155(156): 1539-1543.
[9] Takahashi K, Maruyama M, Ishikawa N. Simulation for loss of electromagnetic stirring force due to the penetrated aluminum into the furnace lining[C]//Light Metals. Warrendale: TMS, 2007: 49-58.
[10] �����T, �ŵ���, �߽�. ��ҵ¯����¯��[M]. ����: ��ѧ��ҵ������, 2007: 15-32.
HUA Ze-chun, ZHANG De-xin, GAO Jie. Industrial furnace linings[M]. Beijing: Chemistry Industry Press, 2007: 15-32.
[11] ��С��. ¯���ͻ���Ͼ��ú�ȼ���[J]. ��ҵ����, 2000, 29(1): 43-46.
HAN Xiao-liang. Economic thickness calculation of furnace linings[J]. Industrial Heating, 2000, 29(1): 43-46.
[12] �����, ������, �ܼ���. ��ҵ¯�������[M]. ����: ��е��ҵ������, 1990: 290-325.
WU De-rong, YANG Ze-lei, ZHOU Jia-hua. Industrial furnace and energy saving[M]. Beijing: Machinery Industry Press, 1990: 290-325.
[13] ÷��. ��ɫұ��¯����ֲ�[M]. ����: ұ��ҵ������, 2000: 250-291.
MEI Chi. Non-ferrous metallurgical furnace handbook[J]. Beijing: Metallurgy Industry Press, 2000: 250-291.
[14] ������. ��ҵ¯����ֲ�[M]. ����: ��е��ҵ������, 1996: 280-341.
WANG Bing-quan. Industrial furnace handbook[M]. Beijing: Machinery Industry Press, 1996: 280-341.
[15] ���ϼ. �ͻ�����ֲ�[M]. ����: ұ��ҵ������, 2007: 766-810.
LI Hong-xia. Refractories handbook[M]. Beijing: Metallurgy Industry Press, 2007: 766-810.
[16] ������, �ֱ���. ��ҵҤ¯���ͻ�����ֲ�[M]. ����: ұ��ҵ������, 2001: 10-35.
LIU Lin-rui, LIN Bin-yin. Handbook of industrial furnace refractories[M]. Beijing: Metallurgy Industry Press, 2001: 10-35.
[17] ���������.�������[DB/OL]. [ 2010.11.29].http://www.jc.net.cn.
China building materials online. Material price[DB/OL]. [ 2010.11.29].http://www.jc.net.cn.
[18] �й�Ԥ����.¯Ҥ�������̶���[DB/OL]. [ 2010.11.29].http://www.yusuan.com.
China budget network. Quota of brick works for industrial furnaces[DB/OL]. [ 2010.11.29].http://www.yusuan.com.
[19] �¸���, ���־. ��ҵ¯¯ǽ���ú�ȵ�ȷ��[J]. ���ּ���, 2001, 40(7): 8-10.
CHEN Fu-you, LI Guang-zhi. Economic thickness of industrial furnace[J]. Bengang Technology, 2001, 40(7): 8-10.
[20] ������. ¯�IJ��Ϻ�����ϵ��о�[J]. ��Դ����, 1983, 3(1): 33-37.
HU Jing-chuan. Rational combination of furnace linings[J]. Energy Engineering, 1983, 3(1): 33-37.
[21] ������, ����, �ڽ���. ���Ͻ������ȹ�ѧ�������ܺ�Ч��Ա�[J]. ����, 2006, 285(4): 17-18.
LIU Bao-qing, CHEN Lei, YU Jiang-mei. Thermal analysis and energy efficiency comparisons of aluminum melting[J]. Energy Conservation, 2006, 285(4): 17-18.
[22] ¬����, ¬����. �����ѧ[M]. ����: �廪��ѧ������, 2002: 1-64.
LU Kai-cheng, LU Hua-ming. Combinatorics[M]. Beijing: Tsinghua University Press, 2002: 1-64.
[23] Nieckele A O, Naccache M F, Gomes M S P. Numerical modeling of an industrial aluminum melting furnace[J]. Journal of Energy Resources Technology, 2004, 126(1): 72-81.
[24] Alchalabi R, Meng F, Peel A. Furnace operation optimization via enhanced bath circulation: technologies for production increase and dross reduction[C]//Light Metals. Warrendale: TMS, 2002: 739-746.
[25] ����Զ. ����������䴢�ܼ���[M]. ����: ��ѧ������, 2009: 199-349.
ZHANG Ren-yuan. PCM and latent thermal energy storage[M]. Beijing: Science Press, 2009: 199-349.
[26] ������, ���˸�, ����. Һ������-����帴�������¶ȳ���ģ�����[J]. �����о�ѧ��, 2000, 12(4): 19-22.
XU Guang-ming, LI Xin-gang, CUI Jian-zhong. Simulation of temperature field for liquid-solid composite rolling of stainless steel/aluminum[J]. Journal of Iron and Steel Research, 2000, 12(4): 19-22.
(�༭ �Կ�)
�ո����ڣ�2011-04-28�������ڣ�2011-07-16
������Ŀ������ʡ��Ȼ��ѧ����������Ŀ(07JJ4016)�����ϴ�ѧ��ʿ�����»���������Ŀ(2009bsxt022)
ͨ�����ߣ��ƺ��(1977-)���У����������ˣ����ڣ������ȹ��豸�������Ż��о����绰��13873102530��E-mail��s-rfy@mail.csu.edu.cn
ժҪ��Ϊ�˼���¯�ĵ�����ʧ�ͽ�ԼͶ�ʳɱ��������������ҵ�㷺ʹ�õķ���ʽ������¯��������ƽ��¯�ĽṹΪ�о�������������ȷ�ʽ��¯�Ĵ���Ӱ�졣�Ծ��ú�ȷ�Ϊ���ݣ��Ƶ���¯�ĵľ��ú�ȼ��㹫ʽ����ͨ�����ʵ��¯����ϵļ�����Ż���ͬʱ������ʽ������¯��ƽ�����Ϊ��������������¯��ѧģ�ͣ����ü���������ѧ����FLUENT��¯Ҥ�����ƶ�Ϊ40�ܵ��Ż�ǰ���¯����Ͻ��з��档���������¯����ϵļ�����Ż�����ɻ�ñȽ�����ľ���Ч�棺¯ǽ����40 mm����ʽ�ע��+300 mm������ש+120 mm��������άձ��¯������220 mm��ͨ�ͻ������+150 mm����ʽ�ע��+80 mm��������άձ��¯�ײ���200 mm�����ʽ�ע��+300 mm������ש+50 mm����ʽ�ע�ϡ�
